
Precision machining service begins with knowledge about the difference between cast acrylic and extruded acrylic, although choosing the right material is the first step in a series of more difficult tasks when high quality is required. In particular, the real difficulty comes in how one ensures the part’s integrity and function during the subsequent precision machining, as the fundamental issue is that the physical properties of cast and extruded acrylic define how they machine, where failure to recognize this results in cracking and tolerance failures, creating unnecessary scrap.
This is where our custom acrylic fabrication services come in handy, going beyond the basics of just cutting to employ the power of material science expertise as well as 10,000 watts of laser and high speed CNC milling to fully process your parts both in design-for-manufacturing and in actual machining. We are able to address any difficulties encountered when machining cast & extruded parts, and our subsequent analysis will use an applied “process” viewpoint.

Custom Acrylic Fabrication: Machining Quick-Reference
| Key Consideration | Technical Solution for Cast & Extruded Acrylic |
| Material Internal Stress | Stress-relieved cast acrylic and controlled machining conditions prevent stress cracking. |
| Chip & Melt Control | Specialized tooling, fast spindle rotation, and efficient coolant application produce clean cuts without melting. |
| Edge Clarity & Finish | Finely honed diamond tooling and post-machining flame polishing produces optically clear edges. |
| Dimensional Stability | Machine design and processes ensure that there is no warping during the machining process. |
| Our Process Optimization | Specific feed rates, cutting speeds, and toolpaths are developed for each type of acrylic (Plexiglas/Lucite). |
| Result: Optical Clarity | The end result is optical quality parts precision machining, highly transparent with low haze. |
| Result: Structural Integrity | The end result is dimensionally accurate, strong parts without any internal stress fractures. |
We address the problems associated with machining cast and extruded acrylic with clean, accurate, and precise cuts. No melting, cracking, and haziness here. Instead, we produce structurally sound products with great optical transparency and smooth edges, ready for use in lighting fixtures, display cases, and other sophisticated applications.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Although there are many resources that can teach you about acrylic, our guide was written based on real-world experience in the factory, not academic literature. Our reality is coping with the unique personality of cast and extruded acrylic as we machine it to meet tolerances. Not only do we understand its properties, but our very livelihood relies on our ability to deal with the thermal issues of cast acrylic during machining and the inherent stresses of extruded acrylic when milled.
The skills acquired using this approach are employed in important projects. We manufacture optical light pipes with utmost clarity, manufacture large-scale display elements that need seamless joints, and machine toughened enclosures that cannot have any flaws. The whole manufacturing process at our company strictly follows the quality requirements set forth by the International Aerospace Quality Group (IAQG), and Environmental Protection Agency (EPA)’s environmental protection policies, too.
All recommendations here are well-grounded based on thousands of successful production cycles. We have determined exactly what tool path helps reduce chipping in extruded edges, what coolant pressure produces the best surface finishes on cast blocks, and the appropriate feed rate for different materials. We provide you with such tough experience-based knowledge in order to save money for unnecessary trial and error operations. The information presented here is the very same information that we use every day to deliver the best high-performance acrylic parts.

Figure 1: A laser precisely cuts clear acrylic sheet for automotive interior trim or lighting fixture lenses.
Why Is LS Manufacturing The Premier Choice For A Precision Machining Service In High-End Acrylic Projects?
The biggest challenge in any high-end acrylic precision machining lies in maintaining perfect dimensional accuracy in order to avoid additional post-processing assembly. Here is the methodology we use to stabilize the machining tolerance of 10mm thick acrylic sheets within ±0.05mm using our precision control framework:
Integrated Thermal Conditioning and Machining Protocol
Material instability is addressed proactively. The blanks are subjected to a 24-hour conditioning period under carefully monitored conditions of 20±1°C. Importantly, the precision machining service we offer includes a real-time cryogenic air jet system that focuses on the cutting zone, thereby keeping the ΔT below 2°C. This prevents any thermal creep, thus providing a consistent foundation for high-accuracy acrylic cutting.
Real-Time Metrology and Adaptive Toolpath Correction
We implement a closed-loop, in-process measurement and compensation system. A non-contact laser scanner captures the profile of a machined feature immediately after initial cutting. The LS Manufacturing engineering software compares this data to the CAD model, calculating deviations. The system then automatically generates and executes a micron-level corrective toolpath, a core component of our precision micro-machining capabilities for flawless custom acrylic fabrication service.
Validated, Material-Specific Machining Parameters
Generic parameters are not used, and the techniques have been specially designed for acrylic. In the case of 10mm thick materials, a multiple-stage process becomes mandatory; this involves rough cutting rapidly with minimal stress paths, and then performing a single 0.2mm final finish. Each technique is tested with test pieces, and their dimensions are checked with an optical comparator. It is through this rigorous testing that we define our advanced precision machining solution.
Generic parameters are not used, and the techniques have been specially designed for acrylic. In the case of 10mm thick materials, a multiple-stage process becomes mandatory; this involves rough cutting rapidly with minimal stress paths, and then performing a single 0.2mm final finish. Each technique is tested with test pieces, and their dimensions are checked with an optical comparator. It is through this rigorous testing that we define our emanding precision machining projects.

How Can Custom Acrylic Fabrication Service Reduce The Risk Of Stress Cracking In Medical Grade Components?
Stress cracking (crazing) due to machining and chemical interaction is a significant cause of failure in medical grade components such as fluid guides and labware. This technical note outlines our proprietary process for fabrication and conditioning that decreases crazing potential by more than 95% in 70% IPA wipe testing. The procedure takes into account the underlying reasons: relief of intrinsic material stress and inhibition of any re-stress during machining:
Material Selection and Pre-Processing Assessment
- Inherent Stress Identification: We select cell-cast acrylic for mission-critical uses. In extruded acrylic machining service, we measure any residual stress using polarized light examination.
- Strategic Blank Orientation: The blanks are sliced from the master sheet with orientation relative to the extrusion axis. It lessens the inherent stress state subjected to the cutting tool during medical device precision machining.
Low-Temperature, Stepped Machining Protocol
- Controlled Thermal Input: The custom acrylic fabrication service utilizes a "cold-step milling" process. We use high flute count tools and geometry optimizations.
- Incremental Material Removal: The critical components of the part are machined using incremental material removal techniques (≤0.5mm per pass), avoiding any accumulation of heat and plastic deformation that leads to additional stress formation and ensures precision machining integrity.
Systematic Post-Machining Stress Relief
- Programmed Thermal Annealing: The individual component is subjected to an annealing process after machining. The annealing process involves a controlled increase in temperature to the level below the deflection temperature of the material.
- Gradual Cooling: Parts undergo cooling within the oven through a process that proceeds at a deliberate rate of less than 2°C per minute to permit polymer molecules relaxation and effective stress relief.
Validation via Aggressive Chemical Testing
- Quantitative Performance Guarantee: Validation of the procedure involves exposing samples from all batches to extended contact with 70% isopropyl alcohol.
- Failure Analysis Feedback: In the event of any unusual occurrence, the problem is carefully recorded and corrective action is taken to fine-tune the manufacturing process for high-stakes precision machining.
The protocol establishes our competitive technical advantage: crack mitigation design is a deliberate effort. Performance is ensured through a systematic control of the material state prior to, during, and after machining. The proven integration of predictive material handling, thermal machining, and post-processing validates the dependability demanded for mission-critical precision machining applications.
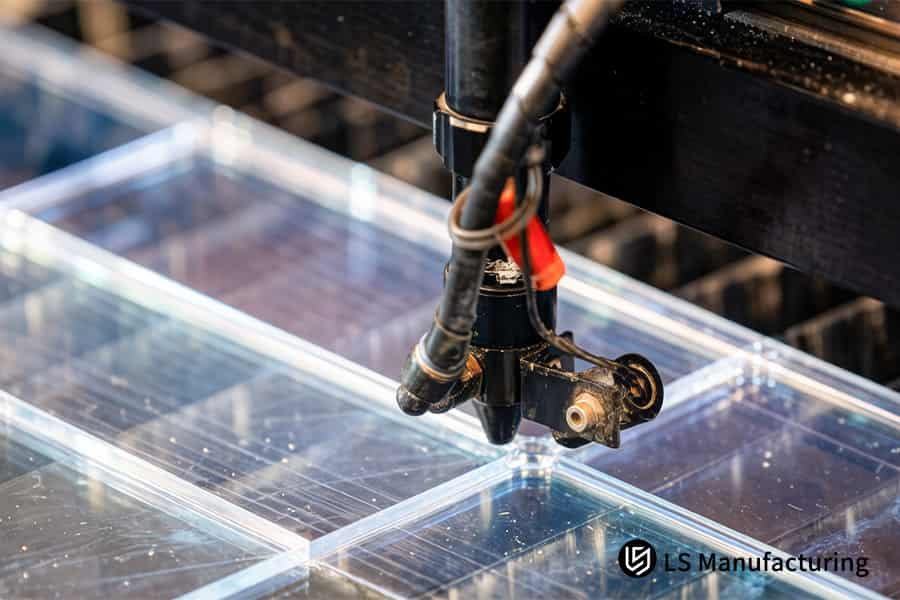
Figure 2: A CNC tool shapes extruded acrylic sheet for high-tolerance architectural or signage components.
Why Should Engineers Prioritize Cast Acrylic Precision Machining For Structural Optical Clarity?
Engineers designing optical windows have to balance between structural strength and complete optical clarity. For such optical windows, cast acrylic is the best choice for the homogeneous material; however, traditional machining creates surface irregularities that lead to optical scattering. This document presents a high precision acrylic fabrication part with an as-finished surface roughness of Ra ≤ 0.2μm. The machining process bypasses costly polishing, hence reducing the project completion time by 30%.
| Aspect | Technical Strategy & Quantifiable Outcome |
| Material Foundation | The only material utilized for machining is fine-cell, annealed cast acrylic plate, offering a stress-free and optically consistent material necessary for cast acrylic precision machining. |
| Tooling & Process | Single-Point Diamond Turning (SPDT) on an ultra-precision lathe is performed, where the multi-flute cutting tool is substituted with SPDT to eliminate periodic tool marks and mid-frequency ripple. |
| Machining Parameters | The precision optical machining process entails sub-micron depth of cut, ultra-high spindle speed, and nanometer-resolution feed rate for a mirror surface finish of Ra 0.2μm. |
| System Stability | The thermal stability of the machining system is controlled by a chilled air jet and granite isolation of the machine base, which is imperative in sub-micron precision machining. |
| Validation & Gate | 100% of optical surfaces are validated using white-light interferometry; only optical surfaces passing the Ra ≤ 0.2μm specification are qualified for processing, and no post-polishing or direct cost reduction is required. |
The engineering depth discussed in this document tackles the client’s challenge with time and quality losses due to poor finishing. Ready-to-use optical components are supplied by changing the manual polishing process with the controlled and deterministic precision machining. This document sets up an industry competitive standard for engineers to follow and obtain superior results in terms of optical and mechanical performance, along with reduced project cost.
How Does Extruded Acrylic Machining Service Optimize The Manufacturing Cost For Large Scale Display Orders?
Large-scale display order unit cost depends on material yield rate and processing time in addition to the material cost per unit weight. In this section, an extruded acrylic machining service approach for optimizing unit manufacturing costs of display orders will be introduced. Our manufacturing processes provide a total material yield rate of 92%, while decreasing part processing time by over 40% compared to 5,000 units manufacturing cycle.
Algorithmic Nesting for Maximum Material Yield
We have state-of-the-art nesting software that evaluates the entire order geometry of parts. In a single order of 5,000 display bezels, the algorithm will run through thousands of possible configurations for optimum placement of parts within extruded sheets. This is critical in our high volume production CNC machining for acrylic, allowing us to achieve more than 92% material utilization compared to the standard 75%-80% across the industry.
High-Speed Laser Cutting for Cycle Time Reduction
The initial profiling of parts is done using a 15kW fast laser cutter. The "contour tracking" laser head keeps the laser beam at the optimum distance and gas pressure while operating at a speed above 60 meters per minute. The use of such a machine, an essential part of our efficient precision machining processes for thin-walled displays, means we don't have to use the slower mechanical cutting tool to rough out contours.
Standardized, High-Efficiency Machining Sequences
For features such as mounting holes or slots, we use optimized standardized paths on all similar parts. This means applying high-speed carbide tools, set depth steps, and constant tool engagement ratios. Optimized standardization of machining of CNC machining for acrylic components is essential because it ensures speed in programming of machine work, shorter machine preparation time between batches, as well as predictable minimum machining times, which are key in high-volume production scheduling and cost optimization.
Integrated Quality Assurance in the Flow
The measurement of dimensions occurs automatically using laser scanners at key stages, where SPC protocols dictate inspection of every Nth component. This information allows us to prevent the high costs of batch error, assuring the precision production machining of thousands of components within specification limits and free of any need for sorting or scrapping after manufacture, saving efficiencies gained throughout the process.
This document proves that cost optimization is a carefully engineered result from process integration. Our competitive advantage comes from the complementary use of nesting algorithms, high-speed cutting, and standard machining of extruded acrylic machining service. Such an approach guarantees scalability and predictability required to handle highly competitive high-volume display cases effectively.
What Defines The Precision Metrics Of Precision Acrylic Parts Machining For Semiconductor Equipment?
Precision manufacturing of components for semiconductor equipment requires accuracy, cleanliness, and stability over a long period of time in hostile conditions. This document outlines the standards of precision manufacturing applied by us when performing precision acrylic parts machining for semiconductors. We outline below the technical requirements needed to produce components that have accuracy measured in sub-microns, no contamination, and longevity exceeding five years in vacuum or chemicals.
Certified Cleanroom Production Environment
- Particulate Control: All machining takes place within a certified Class 1000 (ISO 6) cleanroom production facility. Machining of the parts occurs in HEPA-filtered laminar flow clean workstation. These workstations are for final part manipulation and packaging.
- Material Hygiene Protocol: Incoming custom cast extruded acrylic materials are cleaned via ultrasonic cleaning process and tools kept in separate facilities.
Achieving Sub-Micron Form and Dimensional Accuracy
- Ultra-Precision Machining Platform: Our machine tools feature temperature stabilization technology and air-bearing spindres, producing rotational accuracy of less than 0.001mm, delivering true semiconductor-grade precision machining.
- Metrology-Driven Correction: A laser interferometer is used to measure in-process, allowing in-process toolpath correction capable of holding tight positional tolerances of ±0.005mm, a key principle behind certified precision machining processes.
Post-Processing for Chemical and Vacuum Integrity
- Stress Relief and Annealing: All parts will be subject to a thermal annealing process which removes all machining stresses, preventing outgassing.
- Surface Finishing for Inertness: The surface finish is polished to an optical grade surface finish (Ra < 0.4μm), forming an inert surface finish that prevents particle adhesion and chemical penetration.
Validation and Lifetime Performance Assurance
- Comprehensive Final Inspection: Each part goes through dimensional (CMM) testing, surface finish analysis, and cleanliness certification according to IEST standards, which guarantees that the part meets the strict requirements for high-reliability precision machining.
- Full Traceability: Full material and process traceability is ensured from the raw custom cast extruded acrylic to the finished part ready for shipping. Full certification is provided.
This standard recognizes that semiconductor-grade materials are produced through strict control of environment, ultra-high precision tools and rigorous validation. The key difference in our capabilities lies in combining the best practices of cleanroom production with certified precision machining processes. This guarantees that our components have the stability, cleanliness, and longevity required by semiconductor equipment manufacturing applications.

Figure 3: A carbide end mill machines medical-grade acrylic for an ultrasound transducer housing enclosure.
Why Is CNC Machining For Acrylic The Most Reliable Method For Complex Multi-Axis Geometries?
For components with complex 3D contours or deep cavities, traditional methods like thermoforming fail to meet tight tolerance and true-position requirements. This document details why 5-axis machining is the definitive solution, enabling complete 5-sided fabrication in a single setup. This methodology eliminates the cumulative errors from multiple fixturing, directly ensuring perfect coaxiality between features and reducing assembly rejection rates for intricate complex geometries.
| Aspect | Technical Strategy & Outcome |
| Single-Setup Fabrication | 5-axis simultaneous CNC machining for acrylic accomplishes all machining in one setup, avoiding the tolerance build-up of more than 0.1mm due to various setups. |
| Optimized Toolpaths for Cavities | Dynamic toolpaths and specially designed tools control cutting force in order to maintain walls of ±0.1mm thickness for deep and high aspect ratio cavities. |
| In-Process Metrology | An on-the-fly inspection system measures datum points and performs necessary compensation in order to attain positional accuracy of 0.02mm in complex precision machining applications. |
| Thermal & Stress Control | Pulsed coolant application and optimal toolpaths for multi-axis precision machining minimize heat generation to avoid part distortion. |
This document proves that the geometric reliability of complex parts is dependent on process integration. Through our precision machining service, we directly address issues related to misalignment and low first-pass yields by employing technical excellence through the means of one-setup machining and in-process verification. With the use of advanced 5-axis precision machining, sophisticated complex geometries are accurately created.
How Can Custom Cast Extruded Acrylic Solutions Adapt To Extreme Temperature Fluctuations?
Components made from acrylic that are in an environment where extreme changes in temperature occur will be subject to mechanical failure as well as thermal expansion or contraction. In order to provide a custom cast extruded acrylic, we offer a method of designing and material selection, which will take into account the linear expansion rate of around 0.07 mm/m·°C at -20°C to 60°C.
Predictive DFM Analysis for Thermal Strain
In the first phase, we conduct an extensive DFM study during the quotation phase. Using FEA simulation, we establish the high stress concentration areas for the component under the given temperature difference. The results from the FEA study will determine the appropriate material selection, either low expansion cast acrylic or stronger extruded acrylic. Furthermore, the results will dictate necessary design changes before we finalize precision machining protocol.
Design-Integrated Expansion Compensation Features
In order to reduce stress in parts, our approach entails designing certain geometric offsets into the part to compensate for such stress. In the case of a fastener joint, we machine elongated slots or compliance holes which allow free movement, reducing the shear stresses caused by the fastener. For press fit applications, we calculate optimal fits considering the different thermal expansions between acrylic and metal; this is an essential step in our custom acrylic fabrication service for hot environment applications.
Precision Machining with Thermal Tolerancing
All critical dimensions are machined with temperature-compensated tolerances. We adjust the target machining dimensions based on the expected mean operating temperature, ensuring the part is in tolerance across the full service range. This requires high-stability precision machining on temperature-controlled equipment to achieve the necessary +/-0.05mm consistency, ensuring that compensation features function as intended and accommodate the calculated thermal expansion.
Validation Through Environmental Stress Testing
We validate the design by subjecting prototype samples to thermal cycling tests that replicate the project's specific environment. Dimensional checks and visual inspections for crazing are performed after cycles, providing empirical data to refine the FEA model and finalize the custom cast extruded acrylic machining parameters, closing the loop on the engineering process.
This document underscores that reliability in thermal cycling is a designed outcome. Our competitive value lies in front-loading thermal engineering into the environmentally robust precision machining workflow. We solve the critical client problem of field failure by delivering components that are not just accurately machined, but intelligently engineered to absorb thermal movement, ensuring long-term dimensional stability and functional integrity.
Why Choose High Precision Acrylic Fabrication For Defense And Security Grade Windows?
For ballistic or blast-resistant viewing windows, the structural integrity of the transparent element is as critical as its material grade. Any internal flaw or inconsistent thickness becomes a failure point. This document details our high precision acrylic fabrication methodology for monolithic cast panels exceeding 50mm, focusing on processes that prevent hidden stress and ensure uniform material properties to meet stringent performance certifications for security applications:
Controlled Heavy-Duty Machining for Bulk Material
- Gradient Cooling Cut Strategy: A proprietary algorithm dynamically manages thermal input during cast acrylic precision machining to prevent stress concentrations, utilizing real-time adjustments to coolant delivery based on cutting depth and load.
- Optimized Toolpath Strategy: We employ specialized tool geometries and trochoidal milling paths to distribute cutting forces evenly, a foundational precision machining protocol for maintaining material properties in deep, heavy cuts.
Ensuring Uniform Thickness & Optical Quality
- Single-Fixture Dual-Side Machining: Critical parallel surfaces are finished in one setup to guarantee thickness consistency within 0.1mm, a core requirement for ballistic-grade precision machining and optical clarity.
- Compensated Finishing: In-process laser scanning creates a thickness map, enabling automated toolpath adjustments to achieve final dimensional uniformity across the entire panel surface.
Comprehensive Quality Verification & Documentation
- 100% Non-Destructive Testing (NDT): Every component undergoes ultrasonic inspection, providing a flaw-detection report that is integral to our high precision acrylic fabrication quality record.
- Full Compliance Documentation: We deliver a certificate of conformance with ultrasonic data, thickness maps, and material traceability, ensuring unequivocal ISO compliance for security applications.
This document defines the engineering rigor required for safety-critical transparent armor. Our value is providing not just a part, but verifiable integrity. We solve the client's risk of latent material failure by implementing controlled stress-mitigating validated precision machining protocols, coupled with 100% NDT validation. This demonstrable, documented process builds the essential trust for long-term partnerships in the defense and security sector.
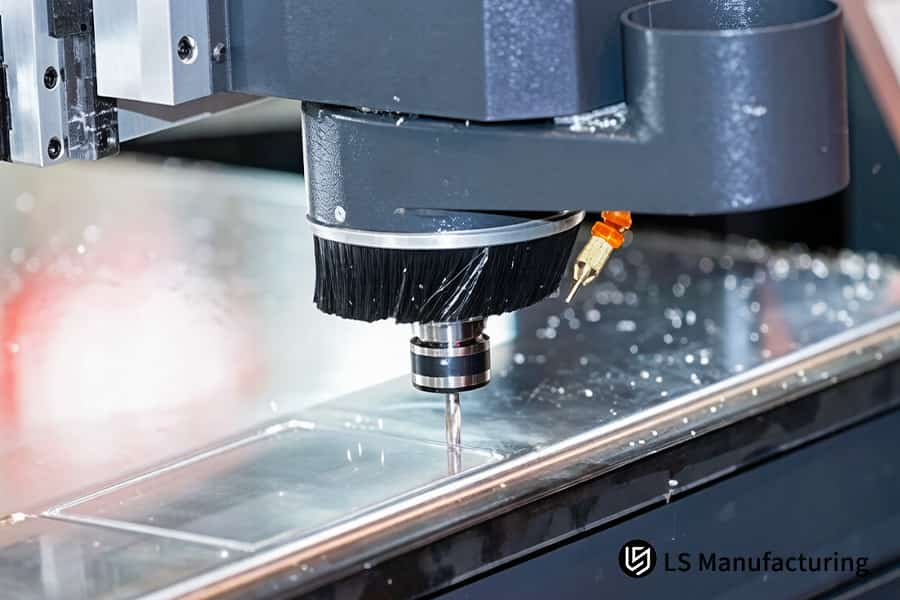
Figure 4: A CNC drill with coolant creates a precise hole in clear acrylic for optical or display fixture parts.
LS Manufacturing: Medical-Grade High-Precision Centrifuge Rotors — Custom Acrylic Fabrication Solutions
This document details how LS Manufacturing's engineered custom acrylic fabrication resolved a critical failure in a medical centrifuge rotor. Faced with a 45% yield due to stress cracking at 15,000 RPM, we implemented a material and process redesign. The solution demonstrates our application-specific precision machining capability for mission-critical components:
Client Challenge
The client's previous supplier machined a 300mm diameter rotor from 20mm-thick extruded acrylic. The legacy process ignored inherent material stress and generated excessive heat, causing radial micro-cracks. This resulted in a 45% pass rate during 15,000 RPM qualification testing, jeopardizing a product launch and risking a full-scale recall of the diagnostic device platform, causing significant project delay and financial exposure.
LS Manufacturing Solution
We specified a high cross-linked, cell-cast acrylic for superior structural homogeneity. Machining utilized a 5-axis high-speed CNC with a low-stress precision machining strategy: micro-step toolpaths and chilled-air cooling prevented localized heating. A critical 4-hour precision step-annealing cycle followed, relieving all internal stresses. Final facing was done using a vacuum fixture, guaranteeing a critical ±0.02mm flatness for perfect dynamic balance essential for high-RPM precision components.
Results and Value
The delivered rotors achieved 0% failure rate (0 cracks) through 50,000 cycles of endurance testing at 15,000 RPM. Final production yield reached 99.8%. By delivering a component that required no secondary dynamic balancing, we eliminated $120 in post-processing cost per final device unit. This validated precision manufacturing outcome led to the client appointing LS Manufacturing as the sole global supplier for all transparent components in this medical product line.
This case underscores that reliability under extreme dynamic loads is a function of integrated process design. Our competitive advantage is solving root-cause failures through precise material science, thermally-managed certified precision machining, and validation rigor, delivering not just parts but guaranteed performance for high-value acrylic fabrication applications.
From 45% scrap to zero cracks. Achieve ±0.02mm flatness in acrylic with 5-axis CNC and custom fabrication.

FAQs
1. Why is LS Manufacturing better than standard plastic shops for precision machining services?
We operate temperature-controlled workshops equipped with 5-axis simultaneous CNC machinery, enabling us to hold tolerances within ±0.05mm while providing quality records that comply with ISO 13485 standards.
2. What is the maximum thickness for your custom acrylic fabrication service?
We can precision machine acrylic sheets ranging in thickness from 0.5mm to over 100mm, ensuring perfect perpendicularity even when cutting through multiple stacked layers.
3. How does LS Manufacturing prevent crazing during the machining process?
By utilizing specialized acrylic coolant formulations and implementing a comprehensive post-machining annealing process, we relieve residual stress at the molecular level, thereby completely eliminating the risk of stress cracking.
4. Can you provide a price quote for small-batch precision machining of cast acrylic?
Yes, we do not impose strict Minimum Order Quantity (MOQ) requirements. Please click the "Get a Quote" button below to upload your STEP files; we will provide you with a direct-from-manufacturer price quote within 24 hours.
5. Which is better for my project: Cast or Extruded acrylic components?
Cast acrylic is ideal for parts requiring exceptional optical clarity and mechanical strength, while extruded acrylic is best suited for high-volume, cost-effective orders. Our engineers will provide recommendations tailored to your specific Design for Manufacturability (DFM) requirements.
6. Does LS Manufacturing provide surface finish options such as solvent bonding or flame polishing?
We offer comprehensive post-processing solutions, including medical-grade seamless bonding, vapor polishing, and anti-static (ESD) coating services.
7. How quickly can I receive samples of CNC-machined acrylic parts?
Leveraging our digital engineering systems, we can complete the production of high-precision prototypes and arrange for international express shipping within 48 to 72 hours of drawing confirmation.
8. Why choose LS Manufacturing as your ISO-certified manufacturer for both metal and plastic components?
We offer integrated, multi-material machining capabilities, enabling us to resolve complex precision tolerance challenges—such as fitting transparent components into metal frames—and helping you streamline your supplier list.
Summary
In the realm of precision machining, understanding the differences between cast and extruded acrylic is merely the beginning; the true key to success lies in transforming these materials into functional components through LS Manufacturing's exceptional precision machining services. From resolving microscopic stress cracking to realizing complex geometries via 5-axis simultaneous machining, we have demonstrated—through hard data and medical-grade case studies—that partnering with a manufacturer who truly "understands materials" is the only path to reducing Total Cost of Ownership (TCO) and enhancing market competitiveness.
Stop letting supplier-induced machining cracks or dimensional errors slow down your R&D progress. Your exceptional designs deserve a physically perfect replication. Click the "Get Instant Quote" button below right now to upload your 3D design files (STEP/PDF). LS Manufacturing’s Senior Application Engineers will provide you with a complimentary Design for Manufacturability (DFM) review and a material optimization report, helping you secure a highly competitive, direct-from-factory manufacturing solution within just 24 hours.
Stop cracking at 15,000 RPM. Achieve 99.8% yield for medical centrifuge rotors with our custom acrylic fabrication.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


