
Progressive die stamping service helps overcome one of the major pain points for OEMs, which is lack of clarity about what materials are used in progressive die stamping and how best to process certain alloys. But beyond this, lies the major issue that is the highly varying work hardening behavior and spring back properties of metals such as stainless steel or titanium when not done properly in terms of DFM, causing mold changes, excessive scrap, dimension issues, etc.
We at LS Manufacturing have come up with an integrated solution combining state-of-the-art progressive dies with multi-physics simulation, which addresses all the aforementioned issues. In addition, we excel at handling various alloys and optimizing part nesting and stress control to achieve accuracy of ±0.005mm. For more details on how our experience in working with challenging alloy progressive die stamping process, please continue reading below.

Progressive Die Stamping: Multi-Alloy Quick-Reference
| Material Type | Stamping Challenge | Process Adaptation for Quality |
| Low-Carbon Steel | Springback and tool wear during formation. | Die clearances and punch radius optimized to regulate formability. |
| Stainless Steel | High work hardening and galling propensity. | Special coatings and in-process annealing to avoid tearing. |
| Aluminum Alloys | Low formability and scratching of the surface. | Polishing the dies, regulating lubricant and reducing speed. |
| Copper & Brass | Low tensile strength, high chance of sticking and excess burr formation. | Sharp dies and special lubricants. |
| High-Strength Alloys | Large tonnage requirement and rapid tool wear. | Durable dies made from advanced alloys progressive die stamping. |
| Result: Alloy-Specific Precision | Formability and quality assured through alloy-specific processes. | Defect-free parts produced through consistent manufacturing. |
We address the precision progressive die stamping issue for various metals and alloys. For each progressive die stamping material, we adjust the procedure to its specific characteristics. Whether you need flexibility and malleability or strength and wear-resistance, you will get precisely engineered components tailored to your needs. Our skills guarantee outstanding results for different industries.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Among numerous guides dedicated to the progressive die stamping topic, we bring a practical approach of the manufacturer. We are professionals who use our daily practice with strong materials and intricate pieces to prove our skills. Your life depends on how precisely we engineer every part of an important aerospace latch or medical instrument component.
We have accumulated vast experience through numerous projects which guides us in developing our techniques. Over time, we have mastered the best practices for dealing with springback when working with titanium and making burr-free cuts on brass. In addition, our expertise is guided by the strict International Aerospace Quality Group (IAQG) standards, which is shared in this manual.
We offer customized solutions for your needs with extensive material science and process knowledge. We achieve incredible precision that can maintain tolerances up to ±0.005mm. In addition, our level of precision is comparable to the industry standards set by organizations such as the Metal Powder Industry Federation (MPIF). The information provided in this manual reflects our expertise and experience every day.

Figure 1: The technician performs progressive die stamping mold assembly with copper alloy components for precision tooling.
Why Is A Professional Progressive Die Stamping Service Essential For High Volume OEM Projects?
The main problem in mass OEM manufacturing is removing cumulative errors and waste management in millions of pieces. A specialized progressive die stamping service will tackle this problem through engineering the entire forming process into one cohesive automation system. This guarantees that precision will be built right into the process, leading to non-stop, continuous production and immediate cost savings for the OEM parts manufacturer:
Eliminating Cumulative Error via Systemic Design
We engineer the entire forming process into a self-referencing system. Key features will be punched at the beginning, then used as reference points throughout the rest of the operation in the same precision progressive die stamping system. This removes any possible errors from transferring processes, as precision becomes a product of engineering. Six Sigma accuracy is guaranteed from the very first piece down to the millionth unit.
Enabling Complex Forms with In-Die Control
Material handling in such situations is very important. In such cases, our techniques of integrated deep draw stamping service are used during the process of forming parts in a die sequence. Material flow is controlled through drawbacks in the strip, which ensures the formation of flawless enclosures in a single operation. It is through such a multi-stage progressive die stamping process that we get away with many additional processes.
Achieving Radical Cost-Per-Unit Reduction
Real cost-effective manufacturing is achieved through maximizing the capacity and lifetime of the system as a whole. To achieve fast production rates, we minimize all press operations other than forming. At the same time, intelligent tool design maximizes the lifetime of the dies into millions of hits. This combination of engineering reduces the total cost per unit greatly, which makes the tooling expenditure responsible for the cost-effectiveness per part in high-volume progressive die stamping.
This is the entire system, not just the process itself. Our advantage lies in our capability to solve the basic dilemma of speed, complexity, and cost through the systematic design of the system as a whole. Our competitive advantage lies in our systematic approach to designing the dies such that they will operate as a self-regulated fast production cell with precision and economy in mass production.
How Can Custom Progressive Die Stamping Optimize Material Utilization For Expensive Alloys?
With regard to high-value alloy metals, the material cost constitutes a major portion of the unit price. Maximizing material utilization is not just an optimization exercise; it’s economically essential. For this reason, our custom progressive die stamping method takes into account the entire design of the coil without any waste in order to meet manufacturing requirements. Our engineers have focused on overcoming the following fundamental challenge associated with this trade-off:
Precision Nesting Through Simulation-Driven Design
- Approach: In this method, multiple strip layout options are analyzed simultaneously using simulation-based forming software.
- Challenge Solved: This helps determine the optimal piloting technique and the proper bridge width so that there will be minimal scrap while ensuring that the strip is strong enough for fast feed rates. Simulation-driven progressive die stamping technology is a proven method of making maximum usage of costly coils.
Integrating Forming Needs into Blank Optimization
- Approach: It is not only the contour of the product but also the path of the deep draw stamping service process that is considered when designing the shape of the blank.
- Challenge Solved: Our blanks are designed in such a way that there are surplus materials in areas of extreme deformation. Thus, we can produce deep-formed products using standard-size blanks. This is the exclusive feature of our metal alloy solutions.
Scrap Reduction via In-Stage Feature Utilization
- Approach: Features will be designed to fit in blanks to be utilized elsewhere in the production cycle or even take advantage of the scrap skeleton generated at the previous stage in creating the tool utilized in the subsequent stage.
- Challenge Solved: In this case, the "zero waste philosophy" comes into play. Rather than discard the scrap, it will be used to make piloting tools or part of the structure used in the high-volume progressive stamping process.
Alloy-Specific Process Calibration for Yield
- Approach: The various parameters utilized in our manufacturing process are calibrated based on the alloy in question.
- Challenge Solved: In that way we avoid any micro-tears or galling that could force us into using a safer, albeit more wasteful, strip layout process. We can thus be sure to obtain the theoretical yield expected without waste by efficient implementation of optimized progressive die stamping.
In addition, the document sheds some light on the engineering specialty focused on materials. We excel in optimizing both the strip layout and the forming process. Challenges regarding yield are tackled with the help of simulation, engineering blanks for forming, and process calibration according to the specific alloy. In this manner, the designed staged multi-level dies transform an expensive material into an optimized one.

Figure 2: The progressive die stamping operation shapes stainless steel blades with slots for industrial cutting tools.
What Technical Factors Ensure Precision Metal Alloy Stamping Accuracy For Medical And Aerospace Parts?
The main difficulty in producing medical and aerospace parts lies in attaining a sub-10 micron precision tolerance during high volume operations. This document gives you insights into the technical system needed to account for the inherent variability in precision metal alloy stamping. With our data-focused approach, we guarantee that the parts will be accurate even in the case of the most challenging operations, like deep draw stamping service.
| Technical Factor | Implementation & Control for Guaranteed Accuracy |
| Material-Specific Process Calibration | Initial setting of the die clearance is 8.5-9.5% of material thickness in case of SS316L, and 10-12% in the case of Ti-6Al-4V, considering the characteristics of alloys in terms of springback and galling. |
| Real-Time Process Control & SPC | Sensors provide real-time data on the tonnage (tolerance of ±1.5%) and dimensions of the products, and such data is fed into the SPC chart, making sure that any deviation goes below ±0.005mm. |
| Advanced Tooling & Maintenance | The advanced process of high-precision progressive die stamping involves the use of carbide inserts with surface micropolishing (Ra < 0.1µm), while predictive maintenance relies on SPC data rather than on tool life. |
| Deep Draw Process Control | For the complex progressive die stamping sequence, deep draw operations apply multi-point nitrogen cylinders for control of blank holder force profile to achieve wall thickness tolerances of ±0.02mm. |
| Holistic Quality Assurance | Final quality control consists of 100% automated optical inspection of key parameters with periodic CMM validation and traceable certification of materials used. |
This paper outlines the closed-loop engineering process for progressive die stamping, addressing the issues of statistical variance within high-volume manufacturing. We ensure precision by incorporating specific material-based die tuning, active SPC for preemptive adjustment, and predictive tooling maintenance. These data-driven controls deliver the deterministic accuracy and transparent manufacturing process needed for FDA- and AS9100-compliant parts.
Why Should Your Diverse Metal Alloys Stamping Project Prioritize DFM Analysis During Prototyping?
Tooling failure and production downtime can usually be traced back to a lack of design for manufacturability (DFM). For your diverse metal alloys stamping project, the need for DFM analysis at the prototyping service is essential to anticipate any material-related issues such as cracking or springback. This early action turns what could have been a costly manufacturing disaster into an optimized process:
Mitigating Alloy-Specific Fracture Risk in Complex Forms
Part geometry is evaluated based on the material formability. In case of a difficult deep draw stamping service operation, we model metal flow to detect areas where material is thinned. As a remedy, bend radii are increased sufficiently to be higher than the minimum bend radius value of the material and part blanks are re-shaped in order to enable more uniform material draw and reduce stress concentrations, hence avoiding cracking during prototype stamping runs.
Compensating for Springback Through Predictive Tool Design
There is a significant springback difference between metals such as aluminum and high-strength steel. Our approach will give us the precise springback angles after stamping. To address this, we use the precalculated data to incorporate an over-bend angle within the tool geometry to compensate for this phenomenon. The result is a product that achieves required tolerance in our precision progressive die stamping process without expensive secondary processes.
Extending Tool Life via Strategic Feature Sequencing
Misjudgment of feature sequences leads to die failures and accelerated wear. In our DFM method, we analyze the stamping sequence to ensure tonnage distribution among different stations is balanced and not overloaded to one particular station. One method is to conduct piercing before forming to avoid burrs interfering with critical form surfaces. This is crucial to achieve a high-reliability progressive die stamping of more than two million times.
This paper outlines an engineering approach to prevention. Our unique selling point is our ability to incorporate DFM knowledge into changes to the tool design prior to the cutting of the tool steel. We address the key issues of failure, size inconsistency, and tool wear prematurely through simulation, springback compensation, and the proper sequence of operations. This up-front assessment ensures that the prototyping service phase becomes a low-risk test of the production-ready process.
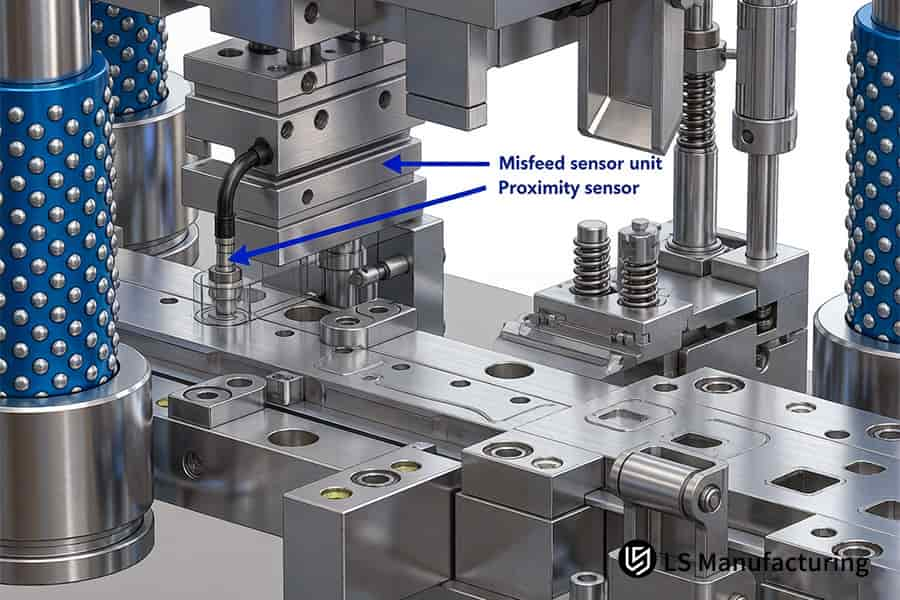
Figure 3: The 3d rendering illustrates progressive die stamping sensor units for proximity detection in automation systems.
How Can A Specialized Progressive Die Manufacturer Solve Complex Structural Integration Challenges?
Many structural assemblies experience high-cost issues due to secondary welding and fastening operations. A specialist progressive die manufacturer finds a solution to this problem by designing all three processes, forming, piercing, and integration of fasteners, into one continuous automated operation. Such an approach to structural integration makes it possible not only to simplify the manufacturing process but also significantly improve the properties of complex components:
In-Die Fastener Integration for Assembly Elimination
- Method: The process we apply makes it possible for us to form mounting bosses or thread forms from a metal strip by stamping or piercing them.
- Challenge Solved: With this process, we do not need to deal with the acquisition and assembly of fasteners. Therefore, we obtain an assembled part ready to be mounted through our press.
Unified Deep Draw and Structural Forming
- Method: In our progressive die, we apply deep draw stamping service and create the major body of the part, such as shell, and perform other stages of formation where flanges, ribs, or bosses are formed on the shell.
- Challenge Solved: It helps remove all the difficulties caused by weld after draw alignment, and heat-affected zone. It gives the part rigidity because of its monolithic nature, which is highly desirable for manufacturing enclosures or housing using integrated progressive die stamping.
Optimized Strip Layout for Torsional Rigidity
- Method: The strip layout is designed not only as a feeding mechanism but also to be structural, to maintain precise part alignment even under very strong force during operation.
- Challenge Solved: It helps achieve an accurate match-up of details on asymmetric shapes, which is extremely necessary when working with advanced progressive die stamping of chassis or brackets.
Sequential Feature Development for Material Integrity
- Method: We first conduct piercing, then notching, followed by forming to keep material integrity and a flow of grain throughout the areas that will be under strain.
- Challenge Solved: It ensures the integrity of the materials used and does not pose any weaknesses, thereby preventing fatigue failures, which are one of the most crucial elements in our technical progressive dies stamping for load-carrying parts.
The above paper demonstrates the engineering aspects of our profession, specifically, how engineering helps us work with a systems approach to solving problems. Our strengths lie in engineering and designing dies as a manufacturing system that helps resolve assembly issues using mechanical means. It helps prevent secondary processes like fastener holes in dies, deep draw combined with form, and use of strip to enhance stability.
What Custom Precision Stamping Service Features Guarantee 100 Percent Quality Consistency?
Where total consistency among the parts is required, it is imperative. For our custom precision stamping service, we ensure this by offering 100% dimensional verification and corrective action at every step of the process, as opposed to doing this only in the final stages of production. We thus assure quality consistency in our high-accuracy progressive die stamping and deep draw stamping service that require stringent tolerances.
| Feature | Implementation & Impact on Consistency |
| 100% In-Line Dimensional Verification | A vision system gauges every part coming off the press in under two seconds against the dimensions in the CAD model. |
| Closed-Loop, Real-Time Process Correction | The direct feedback from measurement systems enables micron-accurate real-time process corrections using our closed-loop progressive die stamping technique. |
| Predictive Control via Live CPK Analytics | The live monitoring of CPK data through a dashboard alerts operators of changes in processes, allowing them to take action before exceeding limits. |
| Stability for Deep Draw and Complex Forms | Process monitors continuously regulate the blank holder pressure for controlled material flow and even wall thickness during deep drawing. |
| Comprehensive Digital Traceability | Each batch of stamped parts emerging from the automated progressive die stamping machine gets its own digital packet of data. |
There is no way our technique can fail because it incorporates an automatic, instant machine calibration technique based on our CPK data analysis. Thus, our quality control process takes care of quality creation through the engineering perspective. To guarantee 100% quality consistency, partner with us. Request a process capability report and a formal quotation for your precision stamping project.

Figure 4: The progressive die stamping process forms aluminum alloy brackets with holes for automotive assembly.
How Does Metal Alloy Progressive Die Design Mitigate Stress Cracks In High Strength Parts?
Stress cracks that can occur when stamping high-strength metal alloys continue to be one of the key challenges that pose risks to the structural integrity and fatigue strength of stamped parts. Metal alloy progressive die is a method that has been developed to address this problem through careful strain control and processing of metal materials. Below, you will find some detailed information about the methods used to achieve stress prevention during the formation of high-strength parts:
Controlling Grain Flow Through Strategic Process Sequencing
The forming process is designed such that the grain flow orientation is aligned with the principal stress direction of the part being formed. This is achieved in the deep draw stamping service by using a first draw operation on a blank whose material possesses some degree of anisotropy. All following operations will facilitate and not hinder the already set up grain orientation during the first operation. This will ensure that no areas of weakness or micro-cracks develop, which may become crack nucleation sites when subjected to cyclic loading, a fundamental step in our high-strength progressive die stamping.
Implementing Progressive Redraws for Uniform Strain Distribution
Instead of performing the entire drawing process in one go, we break it up into stages. We perform the annealing/restriking process between each drawing stage to minimize the impact of work hardening. The inclusion of multi-stage progressive die stamping makes the formation of the same even distribution of plastic strain in the object without creating areas of thinning, which would produce extremely high stress points resulting in breaks.
Incorporating In-Process Stress Relief Features
Die design features certain zones where stress management. The process might involve the employment of coining radii, minimal restriking, or micro-embossing, all of which can be introduced into low-stress zones to redistribute residual stress. The zones act as intentional "stress sinks," which effectively nullify any tension inside the part after the stamping process, which is essential for alloy-specific progressive die stamping of critical components.
We solve stress cracking by relieving stress on the component during production. Stress cracks are solved using the right sequencing, grain flow control, progressive redrawing for stress redistribution, and introducing stress relief to the die design. We have invented stress-optimized progressive die stamping technology that converts brittle high-strength alloys into pliable, durable components.
Why Is LS Manufacturing The Leading Choice For High Volume OEM Progressive Die Stamping?
High-volume OEM progressive die stamping service entails more than just precision, but the development of a solution which is resilient, scalable, and collaborative. It is demonstrated by overcoming complex process challenges in deep draw stamping service and fitting in seamlessly within the supply chain. The following represents the core of our end-to-end service offer, which helps our manufacturing partner leaders transform difficult manufacturing processes into scalable success stories:
Material Science and Tooling Engineering Foundation
- Approach: Our method entails selecting and prepping tool steels (premium powder or ASP-23, for example), based on the abrasive properties and volume projections for each different alloy.
- Challenge Solved: Our process produces a die with more than five million stroke capabilities when working with high-strength alloys, thus creating a repeatable part with minimal press downtime from repairs.
Advanced Process Mastery for Complex Geometries
- Approach: Multi-action tooling and pressurization technologies used in the die make it feasible to deal with challenging high aspect ratio parts.
- Challenge Solved: It allows for the production of complex deep draw enclosures as a mission-critical progressive die stamping component in one cycle only, eliminating the necessity of extra assembling and maintaining the robustness of the structure.
Integrated Supply Chain and Production Agility
- Approach: We use our VMI programs and production scheduling along with the real capacity at hand to give priority to the batches.
- Challenge Solved: It guarantees that our customers have some buffer during varying demand but still offers just-in-time service without compromising the stability of our high-volume progressive die stamping lines.
Closed-Loop Quality and Continuous Optimization
- Approach: Data collected during production is not only used for monitoring purposes; it can be used to inform the feedback loop for tooling maintenance and process parameters for every batch.
- Challenge Solved: This approach leads to a self-improving manufacturing process based on learning from every cycle, thus assuring consistency and making possible process optimization for advanced OEM progressive die stamping applications.
Our manufacturing leader focuses on solving the interconnected issues of extreme technology, volume, and logistics challenges. We solve these issues using our materials-specific tooling engineering knowledge, an understanding of the physics behind challenging deformation techniques, and sophisticated, data-enabled operation systems. By offering a comprehensive end-to-end service, we make sure that your needs are not only met but guaranteed through reliable performance, resulting in a strong manufacturing extension to your operations.
Case Study: LS Manufacturing Medical Industry Titanium Precision Deep Draw Stamping Project
A global manufacturer of medical devices encountered a high rejection rate of 18% during the manufacturing process of an implant housing out of grade 5 titanium, with the wall thickness unable to meet the desired accuracy of ±0.02mm. LS Manufacturing case study showcases our unique approach that resulted in a high yield of precision for the following critical medical precision parts:
Client Challenge
The component required a housing implantable sensor that was to have a depth of 12mm from a Ti-6Al-4V alloy sheet measuring 0.5mm in thickness. LS Manufacturing had difficulties in its process due to a faulty supply chain for the raw material, resulting in scrap of 18% because of micro-fractures. The problem caused loss of valuable material and delays in the launch of the new titanium stamping product line.
LS Manufacturing Solution
Our approach to the forming process involved a multi-stage progressive die stamping approach. Our approach entailed three separate shallow pre-draws prior to the forming stage, each of which included an annealing step. One of the most important innovations involved the use of slow servo-driven ram action (2-5 mm/sec) during each of the draws combined with the use of special high pressure lubricants. In other words, the precision-driven progressive die stamping approach we used helped elongate grains evenly without developing any thin walls which might cause breaks.
Results and Value
This new process had a yield of 99.7% and reduced our client's waste rate by 12%. It helped reduce the client's part costs by 25% and made sure that the part thickness met a tolerance level of ±0.02mm. We provided the client with a steady stream of critical parts using our advanced progressive die stamping technology. Our approach solved a critical production problem and sped up our client's time-to-market.
This case exemplifies our authority in resolving extreme deep draw stamping service challenges. We solved the fracture issue not by trial-and-error, but by fundamentally re-engineering the material's formability through staged deformation and precise motion control. For OEMs facing the stringent demands of medical precision parts, our methodology delivers not just components, but certainty, transforming high-risk materials into reliable, high-yield production.
Submit your titanium deep-draw part design for a formal quote. Our servo-controlled process guarantees 99.7% yield, ±0.02mm tolerance, and 25% cost reduction for mission-critical components.

FAQs
1. What materials are compatible with your progressive die stamping service?
LS Manufacturing specializes in processing a wide range of metal alloys, including stainless steel, copper, bronze, high-strength steel, and challenging materials like titanium and nickel alloys. Our extensive material library ensures we have the expertise for your specific application.
2. How does LS Manufacturing ensure the quality of components produced via deep draw stamping?
We integrate high-precision sensors and in-line CCD vision systems directly into our tooling to monitor wall thickness and dimensions in real-time. This provides comprehensive quality verification and ensures a 100% acceptance rate for consistent part conformity.
3. What is the typical lead time for a custom progressive die stamping project?
Leveraging our in-house 5-axis mold machining centers, we typically complete mold validation within 4–6 weeks. Mass production and shipping can begin immediately after successful validation, ensuring a rapid and seamless transition to full-scale manufacturing to accelerate your time-to-market.
4. Can you provide competitive quotes for small to medium-batch orders involving metal alloy progressive die stamping?
Yes. While we excel in high-volume production, our flexible modular die design and efficient setup processes allow us to offer highly economical solutions for medium-sized orders starting from 10,000 units, providing excellent value and cost predictability for growing projects.
5. How do you handle complex designs that require the integration of deep draw stamping?
We achieve "integrated deep drawing" through multi-station progressive dies, utilizing precise stroke control for deep-cavity forming in a continuous process. This advanced method ensures a seamless process flow, reduces handling, and maintains exceptional dimensional consistency for complex parts.
6. Does LS Manufacturing offer surface finishing as part of its OEM progressive die stamping services?
Yes, we provide a complete one-stop service that includes electroplating, anodizing, heat treatment, and ultrasonic cleaning. These value-added finishing services ensure your parts are production-ready and meet all specifications for immediate assembly upon delivery.
7. What level of accuracy can your custom precision stamping service achieve?
For high-precision alloy components, we consistently maintain dimensional tolerances as tight as ±0.005mm. Our advanced process controls and high-quality tooling also deliver excellent, consistent surface finishes, eliminating the need for secondary machining in most applications and ensuring superior surface quality.
8. How can I request a quote for my next precision metal alloy stamping project?
Simply upload your 3D drawings to request a quote; our engineering team will provide you with a free, detailed Design for Manufacturability (DFM) assessment and a formal quotation within 24 hours, enabling you to evaluate your project quickly and intelligently.
Summary
When selecting a progressive die stamping partner, technical depth and material mastery are critical to project success. LS Manufacturing leverages advanced hardware, rigorous DFM, multi-physics simulation, and stringent quality monitoring to resolve deep-draw issues like wrinkling, cracking, and dimensional drift. We support demanding industries—from medical and aerospace to electronics—from precision prototyping to high-volume production, helping your OEM products stand out.
Ready to optimize your supply chain and lower production costs? Click “Get Instant Quote” to upload your drawings. Our senior engineers will provide a free DFM assessment and tailor a competitive solution for your alloy needs. Don’t let bottlenecks hinder innovation—contact us today to start your journey toward defect-free progressive die stamping.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


