
Services d'usinage de précision sont confrontés à des problèmes critiques dans la fabrication de filetages, tels que la rupture des tarauds, la variabilité de la qualité et l'inefficacité . La méthode traditionnelle de choix des outils augmentera la variabilité de la durée de vie de l'outil de 300 % et la variabilité du coût d'usinage d'au moins 25 % . Les services d'usinage de précision sont confrontés à des problèmes critiques en matière de fabrication de filetages, de rupture de tarauds, de variabilité de la qualité et d'inefficacité .
Cette approche rend possible des solutions basées sur les données et basées sur la science du tapping. qui a été développé à partir d'un recueil de plus de 2 000 situations de filetage collectées par LS Manufacturing . Cela rationalise la configuration de la boîte à outils avec les matériaux et les données de coupe dans le but de maximiser l'efficacité de l'usinage de 30 % tout en minimisant les coûts d'outillage de 40 % .

Tarauds : Guide de référence rapide sur l'optimisation des performances et des coûts
| Section | Points clés |
| Bases et types | Description des robinets, leur utilisation. Types de tarauds : Tarauds à main, Tarauds machines, Tarauds pour canalisations, Tarauds de formage. |
| Critères de sélection | Facteurs : matériau, spécifications des trous, Types de fils , Finition souhaitée, Compatibilité machine. |
| Revêtements et matériaux | Options courantes : HSS, carbure . Revêtements : TiN, TiCN, TiAlN pour la durée de vie/vitesse. |
| Conseils de performances | Vitesses/avances correctes, lubrification, configuration correcte, taraudage pour les matériaux difficiles à couper. |
| Optimisation des coûts | Robinet droit installé, maintenance préventive, batching, partenariats fournisseurs. |
| Résolution de problèmes | Guides pour les problèmes courants : casse, mauvais fils, usure, bavardage. |
Ce guide technique regorge de savoir-faire précieux sur la sélection, l'application et l'entretien des équipement de taraudage . Notre société offre une assistance utile à nos précieux clients sur des questions urgentes telles que la prévention des bris d'outils et la prolongation des cycles de vie des outils, en particulier en ce qui concerne les procédures de perçage de trous relativement abordables.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
En ce qui concerne les services d'usinage de précision et, en particulier, la production de tarauds , le degré de nos connaissances acquis résulte de la pratique. Nous avons déjà résolu les tâches les plus essentielles dans l'industrie aérospatiale, l'industrie médicale et l'industrie automobile. Chaque connaissance énoncée dans le manuel repose sur la pratique.
Notre méthodologie fait face à des exigences sévères, comme celles du ASTM International et le Association de l'aluminium (AAC) , tandis que nous allons faire le meilleur choix possible concernant le matériau du taraud ainsi que les paramètres de coupe, en vue d'obtenir les meilleures performances possibles ainsi que la meilleure précision possible.
Et sans parler de la garantie de qualité et de rentabilité pour vous aider à tirer le meilleur parti de l’usinage de précision. En utilisant les connaissances spécialisées et les meilleures pratiques du secteur, nous utilisons ce guide pour vous fournir des stratégies permettant d'exploiter efficacement les fils, garantissant ainsi des résultats optimaux dans le cadre de sa garantie.

Figure 1 : Sélection des tarauds adaptés pour un usinage de précision par LS Manufacturing
Comment les services d’usinage de précision peuvent-ils améliorer l’efficacité et la qualité de l’usinage des filetages ?
Le choix non scientifique de l’outil entraîne ainsi une casse de l’outil, une usure au mauvais moment et une variation de la qualité du filetage. UN taraudage économique a besoin d’une technique de choix d’outils prédictive et scientifique dans la production à forte mixité. Ceci peut être réalisé par : le processus en quatre étapes :
- Apprivoiser les matériaux gommeux avec une géométrie optimisée : les matériaux tels que l'acier inoxydable 316 ont la propriété d'écrouissage qui rend la génération de copeaux longs et fibreux. Dans ce cas, nous profitons de l'avantage de la conception des robinets dotés d'une finition TiCN . Cela permet une vitesse de coupe stable de 15 à 20 m/min , tout en maintenant les performances du taraud et en évitant une défaillance catastrophique de l'outil.
- Atténuation de l'abrasion dans les alliages fragiles : La poudre produite est très abrasive. La fonte grise nous donne une poudre très abrasive. Nos robinets sont des robinets à cannelures droites et ont une finition oxydée. Cela améliore l'évacuation de la poudre. La finition par oxydation améliore la résistance à l'usure car la finition protège de l'usure due à la poudre grâce à sa dureté. L'usure est contrôlée à 10-15 m/min .
- Prévention de l'adhérence dans les applications non ferreuses : il est sujet au grippage sur les alliages d'aluminium. Cela donne lieu à des surfaces de mauvaise finition et à des filetages grossiers. Cela nécessite l'application de tarauds à pointe ou à pointe spirale avec finition TiN . Pour ce type de tarauds, l'enlèvement des copeaux s'effectue en amont de la pointe. Cela permet d'effectuer le processus d'usinage avec des machines à grande vitesse, avec des vitesses allant de 30 à 50 mètres/minute .
- Mise en œuvre d'une base de données de sélection propriétaire : nous traduisons cette logique spécifique au matériau en une procédure opérationnelle standard fiable. Notre base de données de sélection exclusive met en corrélation la qualité des matériaux, la dureté et les conditions des trous avec les spécifications d'outils validées pour éliminer les incertitudes et garantir des performances de taraudage reproductibles au fil des équipes. Le taraudage est l’une des pierres angulaires de la fourniture de services d’usinage de précision fiables.
Il s'agit d'une documentation technique reproductible sur la sélection des tarauds, et non de données générales du catalogue, qui montre exactement comment les défis de production spécifiques et coûteux peuvent être résolus grâce à une sélection ciblée d'outils et de paramètres. Cette profondeur technique exploitable caractérise les services d’usinage de précision de niveau expert.

Comment sélectionner le type de taraud le plus approprié en fonction du matériau de la pièce à usiner ?
L'obtention d'une durée de vie maximale des outils et d'une rentabilité maximale dans les opérations de filetage dépend de la sélection optimale des tarauds . Cependant, le principal défi dans le choix des tarauds réside dans l’alignement de leurs caractéristiques avec les difficultés d’usinabilité inhérentes au matériau de la pièce à usiner. Ce rapport présente une base de sélection pour les tarauds appuyée par l'analyse des données.
| Matériau de la pièce | Défi d'usinage principal | Type de taraud recommandé | Paramètre clé | Résultat documenté |
| Acier trempé et revenu (HRC 30-35) | Usure abrasive élevée | Acier rapide en poudre (HSS-PM) | Angle de coupe de 8° à 10° | Durée de vie augmentée à 800 trous (au lieu de 200) |
| Acier inoxydable austénitique (304/316) | Durcissement, adhérence des copeaux | Acier rapide au cobalt (HSS-E) | Angle d'hélice de 35° | Évacuation fiable des copeaux obtenue |
| Superalliage à base de nickel (Inconel 718) | Haute résistance à la température | Taraud en carbure monobloc | Vitesse de coupe de 5 à 8 m/min | Production de threads stables permise |
Le choix des tarauds doit être effectué sur la base d'une approche analytique. Tout d’abord, analysez le principal problème d’usinage de votre matière. En fonction de votre résultat, vous pouvez sélectionner les types de tarauds qui correspondent à vos besoins dans le tableau ci-dessous. Cette approche systématique garantira la sélection optimale des tarauds .
Une analyse comparative de différents tarauds dans des scénarios d'usinage spécifiques ?
En fonction des applications d'usinage, il peut y avoir plusieurs types de tarauds présentent également certaines caractéristiques essentielles au bon déroulement de la production. L'un des principaux objectifs de l'étude est de réaliser une comparaison mesurable des différents types d'outils de taraudage CNC dans leur forme optimale et de la relation qui peut exister entre la forme géométrique et les résultats.
| Type de taraud | Scénario d'application optimal | Attribut clé de performance | Avantage quantifié |
| Taraud à flûte hélicoïdale (hélice 15°-45°) | Taraudage de trous borgnes | Évacuation supérieure des copeaux | Efficacité d'élimination des copeaux augmentée de 80 % |
| Taraud à pointe en spirale (Pointe) | Taraudage traversant | Éjection efficace des copeaux | Efficacité du traitement améliorée de 50 % |
| Taraud de formage de rouleaux (roulage de filetage) | Matériaux Ductiles | Processus sans copeaux, écrouissage | Résistance du fil augmentée de 30 % |
| Taraud à cannelure hélicoïdale (exemple M6x1) | Trou borgne général | Durée de vie des outils en acier |
Durée de vie de 3000 trous (par rapport à 1200 pour flûte droite) |
Pour optimiser les performances du taraud , définissez d'abord le type de trou (borgne/traversant) et le matériau. Pour les trous borgnes, sélectionnez un taraud à cannelure hélicoïdale ; pour les trous débouchants, un taraud à pointe en spirale. Pour les matériaux ductiles nécessitant des filetages à haute résistance, utilisez un taraud à profiler. Cette sélection spécifique à l'application, validée par les données ci-dessus, est essentielle pour obtenir des résultats supérieurs dans des domaines de grande valeur. Opérations de taraudage CNC .
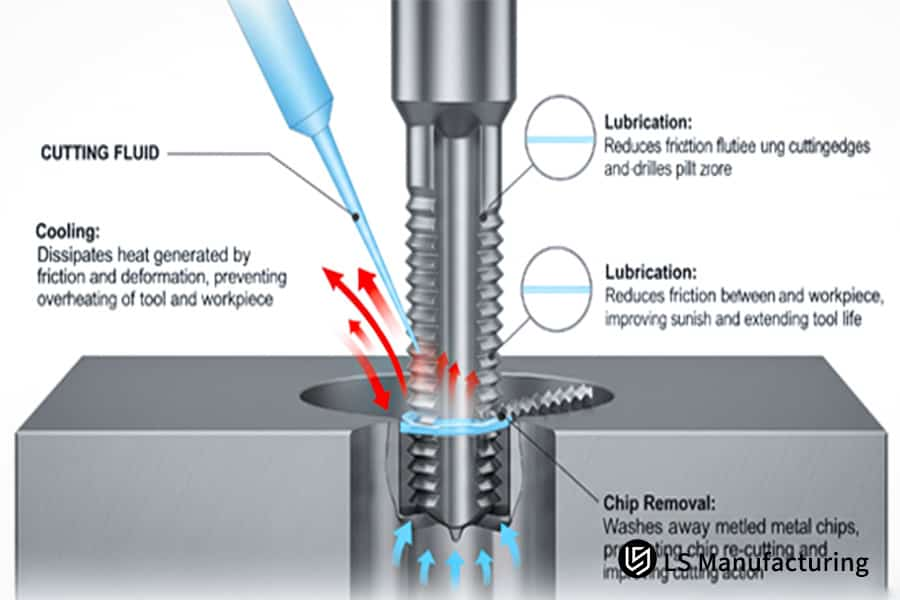
Figure 2 : Rôles clés du liquide de refroidissement dans l'efficacité processus de taraudage par LS Manufacturing
Comment réaliser un taraudage rentable sans sacrifier la qualité d'usinage ?
Cela signifie que le taraudage véritablement rentable ne s'obtient ni en utilisant des outils plus économiques ni par un processus moins prévisible : au lieu d'adopter des outils moins coûteux comme solution au taraudage rentable, un processus prévisible avec un processus de taraudage stable avec un résultat prévisible est nécessaire. Cela implique de commencer le processus d’élimination des variables non contrôlées :
Optimisation de l'avance pour réduire la contrainte de l'outil
Une alimentation excessive entraîne une surcharge de coupe, tandis qu'une alimentation insuffisante entraîne un processus de friction élevé, qui produit une chaleur élevée. Ce qui précède est réalisé des manières suivantes : En préréglant l'avance à 95 % du pas de filetage, par exemple 1,19 mm de filetage lors de l'utilisation de M8x1,25 . Cet engagement contrôlé améliore directement performances du taraud et forme des fils de discussion propres et complets de manière cohérente.
Mise en œuvre d'une lubrification précise en quantité minimale
L'une des difficultés les plus importantes dans le processus de taraudage est qu'il n'est pas facile pour le liquide de refroidissement d'atteindre la zone de coupe dans le cas de trous profonds ou borgnes. Cela peut entraîner un choc thermique, ainsi qu'une usure de l'adhésif. Le système MQL ciblé avec la bonne quantité de lubrifiant, allant de 50 à 100 ml/h, réduit la valeur de friction au niveau de l'interface puce-outil en créant un micro-film moyen, ce qui donne lieu à un bord bâti moyen avec une durée de vie prévisible pour l'outil, ce qui est hautement essentiel pour un taraudage rentable .
Surveillance proactive pour éliminer les pannes surprises
Une rupture de robinet peut entraîner des temps d'arrêt coûteux, un gaspillage de matériaux et des défauts potentiels du produit lorsqu'elle se produit soudainement. Nous intégrons également des éléments de surveillance qui Il peut mesurer la charge et le couple de la broche en temps réel. Avec un niveau de comparaison prédéterminé, il peut également y avoir un signal d'avertissement précoce concernant l'usure ou l'alignement de l'outil. Les temps d'arrêt imprévus peuvent être évités, ainsi que les matériaux mis au rebut en raison de défauts de processus.
Ce document propose une stratégie de conception dans le but de s'éloigner du processus de réflexion sur le remplacement des outils que l'industrie pratiquait de manière réactive pour se diriger désormais vers le processus de données. Diverses approches visant à améliorer les performances des tarauds sont incluses dans ce document, qui constitue la véritable clé pour rendre le taraudage rentable pour l'entreprise qui fournit des services d'usinage de précision .
Comment optimiser les paramètres du processus de filetage dans l'usinage CNC pour améliorer l'efficacité ?
Paramètres inappropriés dans taraudage pour le processus CNC entraînent soit une faible vitesse du processus, soit une faible durée de vie de l'outil, soit une combinaison des deux, ainsi qu'une mauvaise qualité de filetage. Cependant, l'opération la plus difficile dans ce cas consiste souvent à contrôler la vitesse de la broche ainsi que le mouvement de l' axe Z. Le processus ci-dessous permet de contrôler ces facteurs :
Implémentation d'un taraudage rigide avec contrôle synchronisé
Pour éviter les écarts de pas dus aux supports flexibles de tension-compression, pour les cycles de taraudage rigides G84 de la broche et de l'axe d'avance avec synchronisation électronique, nous évitons l'utilisation d'un support flottant car on garantit que l'avance est égale à la vitesse de rotation de la broche de 1,25 mm par tour. Ceci est particulièrement important en ce qui concerne le taraudage CNC car il est impératif d'assurer le respect du grade 6H de la précision des filetages en éliminant la moindre possibilité de création de filetages croisés.
Calibrage de la vitesse et de l'avance pour une coupe spécifique au matériau
Même s'il peut y avoir des situations dans lesquelles la vitesse de coupe et les avances générales entraînent une génération de chaleur excessive et/ou une mauvaise formation de copeaux, ces valeurs sont prouvées expérimentalement. En effet, lorsque l'acier 1045 est travaillé, une vitesse de coupe de 25 m/min , soit environ 800 tr/min pour M10 , ainsi qu'une tolérance d'avance de ± 0,02 mm sont prises en compte. Cette sélection optimale de paramètres de tarauds équilibre la charge de copeaux et la génération de chaleur, optimisant directement la durée de vie de l'outil et permettant une réduction de 40 % du temps de cycle.
Utilisation du piquage pour l'évacuation des copeaux dans les trous profonds
Au-delà de 2 fois le diamètre du perçage de trous borgnes, la coupe plus serrée génère un couple et une rupture plus élevés. Pour surmonter ce problème, un programme impliquant un sous-programme de cycle de débourrage doit être établi ( G84 avec valeur Q ). Le foret avance en reculant de 0,5 mm à chaque fois pour éliminer les copeaux de coupe. Cette gestion proactive des copeaux empêche la redécoupe, réduit la contrainte du taraud et est essentielle au maintien des performances des tarauds dans les applications difficiles, prolongeant la durée de vie de l'outil à plus de 4 000 trous .
Ce document fournit un cadre précis et exploitable pour l'optimisation des paramètres, allant au-delà des commandes G-code standard. Il détaille la manière spécifique de synchroniser les fonctions de la machine et de sélectionner des paramètres basés sur les données pour résoudre les principaux défis du taraudage CNC , offrant à la fois des performances de taraudage supérieures et une efficacité opérationnelle pour une production en grand volume .

Figure 3 : Choix des tarauds appropriés pour les opérations d'usinage de haute précision par LS Manufacturing
Comment obtenir un taraudage parfait grâce à l’optimisation des paramètres géométriques du taraudage ?
Le taraudage générique a un faible état de surface couplé à des valeurs de couple élevées et une faible durée de vie de l'outil. Cependant, le problème du procédé réside dans la modification des angles de coupe ainsi que de la conception des cannelures en fonction des propriétés du matériau concernant la formation des copeaux, l'adhérence et les paramètres de résistance. L'approche consiste en une méthode de précision ayant des paramètres géométriques :
- Réduction des forces de coupe dans les matériaux souples et ductiles : les alliages d'aluminium 6061 , ainsi que d'autres matériaux, ont tendance à développer une arête accumulée. De plus, une faible pression de coupe est recommandée. Des tarauds à angle de coupe élevé avec des angles de 12° à 15° seront recommandés. Cette configuration permet d'affûter le tranchant, ce qui permet de cisailler le matériau efficacement avec moins de pression, obtenant ainsi des copeaux fins et facilement manipulables. Ce processus, mentionné ci-dessus concernant le processus de coupe, réduit le couple de plus de 25 % . Ce processus permet également d'obtenir un état de surface avec une valeur Ra inférieure à 1,6 µm . C'est l'un des critères de qualité des services d'usinage de précision .
- Maintien de l'intégrité des bords dans les alliages abrasifs et résistants : les aciers inoxydables austénitiques ont la capacité de durcir par travail et d'être abrasifs. Un angle de coupe élevé aurait tendance à s'écailler. Notre procédé utilise un angle de coupe plus élevé de 6° à 8° . Cela permet de développer un tranchant plus dur, capable de mieux résister à la résistance élevée au cisaillement et à la dureté du matériau. Le bord plus résistant résiste à la déformation, maintenant la précision de la forme du filetage tout au long de la durée de vie de l'outil et évitant les défaillances catastrophiques en cours de production, ce qui est essentiel pour des performances fiables des tarauds .
- Assurer l'évacuation des copeaux dans les matériaux gommeux et adhésifs : Ces systèmes d'alliage possèdent des copeaux continus à haute ténacité, qui peuvent facilement être soudés à l'outil. Nous utilisons des tarauds avec un angle d'hélice variable de 35 à 45° . Dans notre conception, les incréments de l'angle de spirale conduisent à un angle de coupe positif de la flûte, destiné à pousser de manière agressive les copeaux vers l'avant de l'outil. Cela évite l'emballage des copeaux et le grippage, principales causes de grippage des tarauds dans le titane, résolvant ainsi un défi fondamental dans le domaine des comment choisir les tarauds pour les métaux réactifs.
Dans ce manuel, nous avons décrit comment des relations géométriques spécifiques étaient directement liées à la résolution des problèmes de fabrication du produit , et dans ce manuel, la discussion avancera sur la recommandation de produit en aidant les ingénieurs à comprendre comment le choix géométrique peut être raisonnablement lié à des performances de qualité fiables, et c'est à ce niveau de savoir-faire spécifique que se distinguent les maîtres professionnels des services d'usinage de précision .
Quelles sont les solutions courantes aux problèmes de qualité dans l’usinage de filetage de précision ?
Problèmes de filetage de précision comme les écarts de diamètre primitif, l'état de surface et la déchirure des filetages peuvent eux-mêmes affecter l'ajustement, la fonction et l'assemblage. Les problèmes surviennent généralement lors de l’interaction de l’outil, des paramètres et des liquides de refroidissement. Ce qui suit est une solution étape par étape qui se concentre sur la cause du problème dans chaque mode de défaillance.
Correction de l'écart de diamètre primitif grâce au contrôle de la tolérance du taraud
Un diamètre primitif incontrôlé entraîne un mauvais ajustement des boulons ou une mauvaise étanchéité. La solution consiste à spécifier et à utiliser des tarauds avec une classe de tolérance plus stricte et spécifique à l'application. Pour un ajustement 6H , la sélection d'un taraud avec une tolérance de fabrication contrôlée de ±0,01 mm sur le diamètre primitif garantit que le filetage coupé reste dans la stricte enveloppe 6H . Cette démarche proactive Stratégie de taraudage CNC remplace l'inspection post-traitement par une garantie en cours de processus, augmentant ainsi le rendement au premier passage.
Élimination des finitions de surface rugueuses grâce à une vitesse de coupe optimisée
Ra dépasse 3,2 µm , créant un frottement élevé et initiant probablement des fissures de fatigue dues à une vitesse de coupe inappropriée, provoquant une génération excessive de chaleur et une accumulation d'arêtes. Ce problème est résolu en ajustant la plage appropriée de vitesse de coupe pour le matériau de travail en question. Cette vitesse de coupe optimale entraîne une formation de copeaux brillants et continus conduisant au cisaillement du matériau sans laisser de finition supérieure à Ra1,6 µm . C'est l'essence même des services d'usinage de précision de haute qualité.
Prévenir la déchirure du filetage grâce à la gestion de la concentration du liquide de refroidissement
Les filetages déchirés avec une crête irrégulière sont généralement dus à un soudage par copeaux et à une lubrification insuffisante des arêtes de coupe. Le liquide de refroidissement seul ne suffit pas ; la concentration est le nom du jeu. Nous utilisons une méthode contrôlée de mélange et de test pour garantir que la concentration d'huile de solvant atteint 8 à 10 %, ce qui fournira un rapport de mélange pour un effet de lubrification et de refroidissement maximal sur les arêtes de coupe, les rendant imperméables au collage du matériau et protégeant ainsi les performances des tarauds .
Les suggestions de réparation à guichet unique données dans ce rapport sont des solutions correctives particulières, contrairement au processus général de résolution de problèmes dans les threads. Chaque correction traite non seulement le changement de tolérance, de paramètre de traitement ou de contrôle des fluides, éliminant ainsi le problème coûteux de la mauvaise qualité, mais satisfait également le savoir-faire technique requis des services d'usinage de précision .
Comment évaluer les capacités techniques et les capacités de service d’un fournisseur de tarauds ?
La dépendance au prix ou à la disponibilité des tarauds auprès d'un fournisseur peut entraîner des coûts invisibles sur la durée de vie de l'outil ou le temps de production ou des points de données dispersés sur l'acceptation de la qualité. Les tests d'un fournisseur impliqueraient plus que de simples spécifications techniques sur un taraud, mais prendraient en compte des facteurs tels que la capacité à travailler ensemble pour résoudre les problèmes liés à l'application. Les facteurs à prendre en compte comprendraient :
Évaluation de la capacité de collaboration en matière d'ingénierie et de conception personnalisées
La capacité de ce fournisseur, qui ne dispose que d'outils standards, ne peut répondre à des problématiques particulières liées aux matériaux et à la géométrie. Évaluez leur compétence en ce qui concerne la fourniture de géométries personnalisées, avec des modifications des angles de coupe et des modèles de flûtes, requises pour un matériau d'alliage particulier. Ce support de conception proactif est essentiel pour une sélection optimale de tarauds dans les applications non standard, démontrant un partenariat qui va au-delà de la fourniture transactionnelle vers des solutions techniques pour des services d'usinage de précision complexes.
Quantification de la cohérence de la durée de vie des outils et des options de récupération de valeur
Une durée de vie minimale garantie de l'outil, par exemple au moins 3 000 trous pour les tarauds HSS dans des circonstances données, garantit des données de coût par trou pour une budgétisation délibérée. Vérifiez également s’ils disposent d’installations de réaffûtage certifiées pour leurs outils. Un fournisseur capable de reconditionner sa robinetterie de manière experte 2 à 3 fois transforment un article consommable en un actif tangible, ce qui s'ajoute directement à un taraudage rentable simplement parce qu'ils prolongent la durée de vie utile totale de la dépense initiale.
Examen de la réactivité du support technique et de la résolution des problèmes
Attendre trop longtemps pour résoudre un problème de threading en ligne signifie encourir des coûts très élevés. Évaluez la structure de soutien que le fournisseur peut fournir. Ces fournisseurs fournissent-ils une assistance technique 24h/24 et 7j/7 avec leurs ingénieurs d'application ? Sont-ils capables de proposer des diagnostics sur site en 24 heures pour analyser l'usure des outils, la fonctionnalité du liquide de refroidissement et les machines ? Une telle assistance rapide et compétente devient importante pour limiter les temps d'arrêt perdus et garantir la planification de la production.
Cela change le paradigme de l'évaluation des fournisseurs, de la comparaison des prix ou de la réduction des coûts à une évaluation plus technique pour l'ingénierie collaborative, la valeur du cycle de vie et la réponse au support. Il propose une méthodologie pour identifier les entreprises qui proposeront une solution d'ingénierie au lieu de simplement effectuer un achat, ce qui peut finalement fournir un taraudage rentable ou réduire les risques liés aux problèmes critiques. services de fraisage de précision opération.
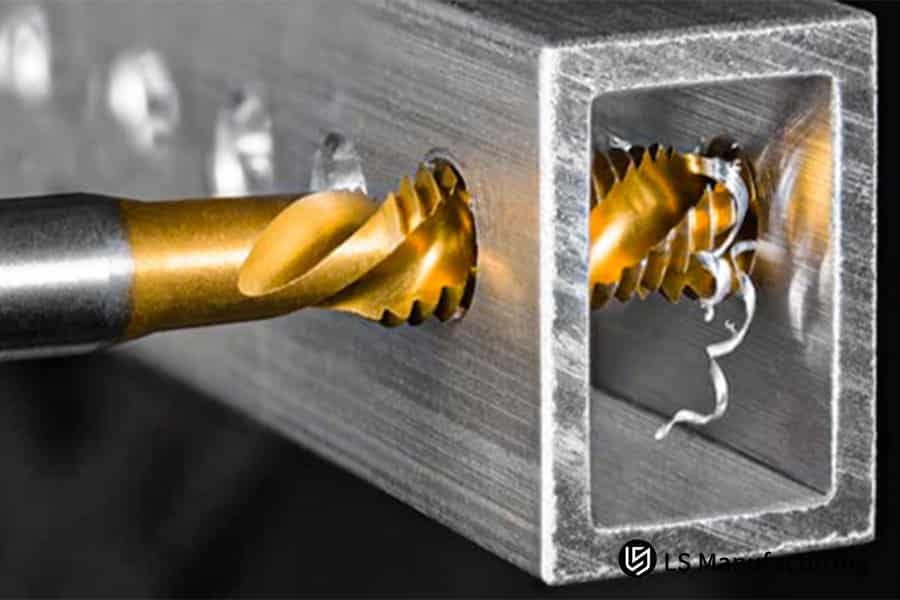
Figure 4 : Une vue détaillée d'un taraud en spirale en or formant des filetages intérieurs par LS Manufacturing
LS Manufacturing : Projet d'optimisation de l'usinage des trous filetés de culasse de moteur
La production de masse d'automobiles nécessite que le processus de filetage soit stable pour garantir que le coût et la qualité soient compétitifs. Ci-dessous se trouve un guide des tarauds et la solution LS Manufacturing à un problème de production d'une culasse de moteur de la manière suivante :
Défi client
Le problème avec le client tournait autour d'une contrainte d'usinage de meulage lors du perçage de trous de filetage M10x1,25 sur des culasses de moteur en fonte grise ( grade G3500 ). Les tarauds changeaient tous les 800 trous , ce qui entraîne une certaine irrégularité des filetages, des changements constants, ainsi qu'un grattage global de 3 % . La raison principale est que les tarauds sont fabriqués dans un matériau conventionnel en acier rapide.
Solution de fabrication LS
Notre solution technique a été capable de traiter les causes profondes, liées à l'évacuation usée et ébréchée. Dans notre proposition, la résistance anti-usure maximale a été assurée par un taraud HSS de métallurgie des poudres avec revêtements TiN . Les paramètres de coupe ont également été correctement optimisés pour 12 m/min , ce qui correspond à une valeur de 1,19 mm/tr pour la valeur de vitesse d'avance. De plus, un liquide de refroidissement traversant l'outil avec une pression de 1,2 MPa a été utilisé, dans le but de refroidir l'arête de coupe et d'évacuer les copeaux, étant donné que le processus résultant était capable d'effectuer des cycles d'usinage ininterrompus.
Résultats et valeur
Cela a permis d'augmenter la durée de vie moyenne du trou de 3 500 , soit une augmentation de 337 % . Les changements d'outils ont été réduits de 75 % , tandis que la qualité des filetages a été améliorée à 6H , éliminant ainsi le taux de rebut de 3 % . À cela s'ajoute une économie annuelle de 120 000 ¥ sur le coût des outils, en plus de garantir que le niveau de satisfaction du résultat est de 100 % .
Par conséquent, ce cas particulier offre notre point de vue sur la façon dont l'outillage peut être considéré, non seulement du point de vue des produits de base, mais plus spécifiquement du point de vue des systèmes d'ingénierie complets, et comment cette approche particulière peut aider à résoudre des problèmes de fabrication difficiles, comme la façon dont LS Manufacturing utilise son niveau d'expertise technique et se concentre sur les partenariats pour tarauder efficacement les filetages de ses clients.
Vous cherchez à améliorer les performances et la rentabilité des taraudages ? Explorez le guide ultime des tarauds d'usinage de précision et optimisez votre Fraisage CNC .

Analyse des tendances futures et de l'innovation dans la technologie d'usinage de filetage
L'avenir de technologie de production de fil serait de repousser les limites des variables traditionnelles et de la maintenance en tant que technologie adaptative, prédictive et hautement efficace. En un mot, on peut dire que le plus grand défi de cette technologie serait de garantir qu'il n'y ait pas de temps d'arrêt imprévu et/ou de variation de qualité, car cela rend la technologie de filetage intelligente et auto-optimisable dans les domaines d'innovation suivants :
Implémentation d'analyses prédictives pour une gestion proactive des outils
Une casse incertaine de robinetterie affecte la continuité de la production dans la chaîne de production. Nous utilisons des capteurs pour mesurer en temps réel les couples et les vibrations dans la ligne de production lors de la mise en œuvre du processus de taraudage CNC . En conséquence, la prédiction de la durée de vie de l'outil utilisant un degré élevé de précision de plus de 90 % a été intégrée au modèle par l'algorithme entraîné par les modèles de casse.
Développement de revêtements avancés pour une longévité extrême des applications
Les revêtements standards échouent prématurément dans les matériaux difficiles comme les alliages haute température. Notre innovation implique des revêtements multicouches à l'échelle nanométrique, tels que TiAlN, avec des lubrifiants solides intégrés comme MoS2 . Cette architecture fournit une couche externe dure et thermiquement stable tandis que le lubrifiant réduit la friction à l'interface copeau-outil. Le résultat est une augmentation démontrable de plus de 30 % de la durée de vie des outils dans les matériaux abrasifs et adhésifs, ce qui est désastreux. améliorant considérablement les performances du taraud .
Déployer la microlubrification pour la précision et la durabilité
Il est moins efficace pour la lubrification par inondation d'effectuer des filetages profonds et entraîne un gaspillage de matière. Cet inconvénient peut être surmonté à l'aide d'une lubrification minimale par aérosol. Le petit volume de lubrifiant MQL (50-100 ml/h) peut être pulvérisé avec précision ici afin que le tranchant soit suffisamment lubrifié. Cela réduit considérablement les chocs thermiques et la friction, permettant des vitesses et des avances plus élevées tout en améliorant l'évacuation des copeaux et la finition de surface, ce qui est essentiel pour les services d'usinage de précision avancés.
Création de systèmes de contrôle adaptatifs pour la stabilité des processus
Des incohérences dans le niveau de dureté du matériau indiquent des incohérences correspondantes dans le niveau de qualité du filetage. Mais à mesure que l'on prévoit l'avenir, apparaît le concept de systèmes de contrôle adaptatif de la vitesse d'alimentation. Ceux-ci appliquent le principe de mesure de la charge de la broche en temps réel dans la mesure où le contrôle de la vitesse d'avance est rendu dépendant de la possibilité de l'existence de points durs et de vides dans le matériau.
Cette analyse décrit une feuille de route tangible allant du threading réactif au threading prédictif et adaptatif. Il explique comment l'intégration de l'analyse des données, de la science des matériaux et du contrôle en boucle fermée résout directement les défis urgents liés aux temps d'arrêt, au coût des outils et à l'assurance qualité. Cette approche tournée vers l'avenir et orientée vers les solutions définit la prochaine génération de systèmes de haute fiabilité. Taraudage CNC et services d'usinage de précision .
FAQ
1. Comment choisir le type de robinet approprié pour différents matériaux ?
En fonction de sa dureté et de sa résistance, le matériau peut être de n'importe quel type. Application de tarauds en acier rapide au cobalt pour la coupe de matériaux en acier inoxydable, application de tarauds à pointe en spirale pour la coupe des alliages d'aluminium et tarauds traités à l'oxyde pour couper différents types de fontes.
2. Comment saurez-vous quand un robinet doit être changé ?
C'est-à-dire que si le couple était augmenté de 15 % , la rugosité de la surface du filetage se détériorait, ou si les dimensions étaient hors tolérance, il fallait alors le remplacer immédiatement par un nouveau taraud, car il allait produire des produits défectueux à grande échelle.
3. Faut-il utiliser un taraudage rigide ou un taraudage flexible pour le taraudage CNC ?
Pour des filetages précis , un taraudage rigide est recommandé, tandis qu'un taraudage flexible est préférable dans les trous profonds ou dans les matériaux difficiles. Cela dépend de la précision des machines.
4. Comment prolonger efficacement la durée de vie des robinets ?
Optimiser les facteurs de coupe, utiliser le bon revêtement sur le robinet, ainsi que le refroidissement et la lubrification. Des contrôles réguliers de l'usure du robinet sont nécessaires
5. Comment régler la vitesse de coupe lors de l'usinage de différents matériaux ?
Acier : 20-30 m/min , acier inoxydable : 10-20 m/min , alliage d'aluminium : 30-50 m/min . Les vitesses spécifiques doivent être déterminées par des essais de coupe.
6. Quelles sont les causes courantes de bris de robinetterie et comment les éviter ?
Ceux-ci incluent une mauvaise concentricité, une mauvaise évacuation des copeaux et des paramètres de processus inappropriés. Les mesures correctives comprennent la réalisation de corrections sur le luminaire, l'optimisation du processus et l'observation du processus.
7. Comment évaluer si la qualité de l'usinage des filetages est qualifiée ?
Utilisez les jauges de filetage pour vérifier, mesurer l'état de surface à l'aide du testeur de rugosité et effectuer l'inspection à 100 % des dimensions critiques.
8. Quel est l'impact du revêtement des tarauds sur les performances d'usinage ?
Une couche appropriée peut prolonger la durée de vie de 2 à 3 fois . Le TiN est polyvalent, le TiCN a une résistance à l'usure, tandis que l'AlCrN a une résistance aux hautes températures.
Résumé
Avec l'aide de la science utilisée dans la sélection des tarauds ainsi que dans l'optimisation du processus, il sera possible d'améliorer l'efficacité et la qualité lors de l'usinage des filetages, ainsi que d'optimiser les coûts de production.
Pour des services d'usinage de filetages dans l'industrie ou même une analyse complémentaire concernant les produits mentionnés, veuillez vous coordonner avec les experts techniques de Fabrication LS . Par rapport à cela, nous aimerions déterminer la capacité de votre taraud actuel avec un rapport gratuit sur la manière dont des améliorations peuvent être réalisées en termes d'efficacité, de qualité et de coût.
Prêt à optimiser vos taraudages ? Explorez le guide ultime des services d'usinage de précision pour des performances optimales et des économies de coûts.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur l'usinage CNC de haute précision, Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


