
Präzisionsbearbeitungsdienstleistungen Bei der Gewindeherstellung treten kritische Probleme wie Gewindebohrerbruch, Qualitätsschwankungen und Ineffizienz auf. Die traditionelle Art der Werkzeugauswahl erhöht die Variabilität der Werkzeugstandzeit um 300 % und die Variabilität der Bearbeitungskosten um mindestens 25 % . Präzisionsbearbeitungsdienste stehen vor kritischen Problemen bei der Gewindeherstellung, Gewindebohrerbruch, Qualitätsschwankungen und Ineffizienz .
Dieser Ansatz ermöglicht datengesteuerte Lösungen, die auf der Klopfwissenschaft basieren Es wurde anhand eines Kompendiums von mehr als 2.000 Gewindeschneidsituationen entwickelt, die von LS Manufacturing gesammelt wurden . Dies rationalisiert die Werkzeugsatzkonfiguration mit Materialien und Schnittdaten mit dem Ziel, die Bearbeitungseffizienz um 30 % zu maximieren und gleichzeitig die Werkzeugkosten um 40 % zu minimieren.

Gewindebohrer: Kurzanleitung zur Leistungs- und Kostenoptimierung
| Abschnitt | Wichtige Punkte |
| Grundlagen & Typen | Beschreibung der Wasserhähne und ihrer Verwendung. Arten von Gewindebohrern : Handgewindebohrer, Maschinengewindebohrer, Rohrgewindebohrer, Formgewindebohrer. |
| Auswahlkriterien | Faktoren: Material, Lochspezifikationen, Thread-Typen , Gewünschtes Finish, Maschinenkompatibilität. |
| Beschichtungen und Materialien | Gängige Optionen: HSS, Hartmetall . Beschichtungen: TiN, TiCN, TiAlN für Lebensdauer/Geschwindigkeit. |
| Leistungstipps | Korrekte Geschwindigkeiten/Vorschübe, Schmierung, korrekte Einrichtung, Gewindeschneiden für schwer zu schneidende Materialien. |
| Kostenoptimierung | Richtiger Hahn installiert, vorbeugende Wartung, Dosierung, Lieferantenpartnerschaften. |
| Problemlösung | Anleitungen für häufige Probleme : Bruch, schlechte Gewinde, Verschleiß, Rattern. |
Dieser technische Ratgeber enthält wertvolles Know-how zur Auswahl, Anwendung und Pflege Gewindeschneidausrüstung . Unser Unternehmen bietet unseren geschätzten Kunden hilfreiche Unterstützung in dringenden Angelegenheiten wie der Vermeidung von Werkzeugbrüchen und der Verlängerung der Werkzeuglebenszyklen, insbesondere bei relativ kostengünstigen Lochbohrverfahren.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Was die Präzisionsbearbeitungsdienstleistungen und insbesondere die Herstellung von Gewindebohrern betrifft, so ergibt sich der Grad unserer erworbenen Kenntnisse aus der Praxis. Wir haben bereits die wichtigsten Aufgaben in der Luft- und Raumfahrtindustrie, der Medizinindustrie und der Automobilindustrie gelöst. Jedes im Handbuch dargelegte Wissen beruht auf der Praxis.
Unsere Methodik befasst sich mit strengen Anforderungen, wie denen der ASTM International und die Aluminiumverband (AAC) , während wir hinsichtlich des Gewindebohrermaterials und der Schneidparameter die bestmögliche Wahl treffen, um die bestmögliche Leistung und die bestmögliche Genauigkeit zu erzielen.
Und ganz zu schweigen von der Gewährleistung garantierter Qualität und Kosteneffizienz, die Ihnen dabei hilft, das Beste aus der Präzisionsbearbeitung herauszuholen. Mithilfe von Expertenwissen und Best Practices in der Branche geben wir Ihnen anhand dieses Leitfadens Strategien zum effektiven Gewindeschneiden an die Hand und stellen so sicher, dass im Rahmen der Garantie auch optimale Ergebnisse garantiert werden.

Abbildung 1: Auswahl der richtigen Gewindebohrer für die Präzisionsbearbeitung durch LS Manufacturing
Wie können Präzisionsbearbeitungsdienstleistungen die Effizienz und Qualität der Gewindebearbeitung verbessern?
Die unwissenschaftliche Werkzeugwahl führt somit zu Werkzeugbruch, Verschleiß zum falschen Zeitpunkt und Schwankungen in der Gewindequalität. A kostengünstiges Gewindeschneiden benötigt eine vorausschauende und wissenschaftliche Technik zur Werkzeugauswahl in der High-Mix-Produktion. Dies kann durch den vierstufigen Prozess erreicht werden:
- Zähmen gummiartiger Materialien mit optimierter Geometrie: Materialien wie Edelstahl 316 haben die Eigenschaft der Kaltverfestigung, wodurch die Spänebildung lang und faserig wird. In diesem Fall nutzen wir den Vorteil des Designs der Gewindebohrer mit TiCN-Oberfläche . Dies ermöglicht eine stabile Schnittgeschwindigkeit von 15–20 m/min , wodurch die Leistung des Gewindebohrers erhalten bleibt und ein katastrophaler Werkzeugausfall verhindert wird.
- Milderung des Abriebs in spröden Legierungen: Das erzeugte Pulver ist stark abrasiv. Graugussmaterial ergibt ein sehr abrasives Pulver. Bei unseren Gewindebohrern handelt es sich um Gewindebohrer mit gerader Nut und einer Oxidationsoberfläche. Dies verbessert die Evakuierung des Pulvers. Durch die Oxidationsveredelung wird die Verschleißfestigkeit verbessert, da die Veredelung aufgrund ihrer Härte vor Verschleiß durch Pulver schützt. Der Verschleiß wird auf 10–15 m/min kontrolliert.
- Verhindert Adhäsion bei Nichteisen-Anwendungen: Es neigt zum Abrieb auf Aluminiumlegierungen. Dies führt zu schlechter Oberflächengüte und groben Gewinden. Dies erfordert den Einsatz von spitzen oder spiralförmigen Gewindebohrern mit TiN-Oberfläche . Bei dieser Art von Gewindebohrern erfolgt die Spanabfuhr vor der Spitze. Dies ermöglicht die Durchführung des Bearbeitungsprozesses mit Hochgeschwindigkeitsmaschinen mit Geschwindigkeiten von 30 bis 50 Metern/Minute .
- Implementierung einer proprietären Auswahldatenbank: Wir übersetzen diese materialspezifische Logik in eine zuverlässige Standardarbeitsanweisung. Unsere proprietäre Auswahldatenbank korreliert Materialgüte, Härte und Lochbedingungen mit validierten Werkzeugspezifikationen, um Rätselraten zu vermeiden und eine wiederholbare Gewindeschneidleistung über Schichten hinweg sicherzustellen. Gewindeschneiden ist einer der Grundpfeiler für die Bereitstellung zuverlässiger Präzisionsbearbeitungsdienstleistungen.
Es handelt sich um eine reproduzierbare technische Dokumentation bei der Gewindebohrerauswahl und nicht um allgemeine Katalogdaten, die genau zeigt, wie spezifische und kostspielige Produktionsherausforderungen durch gezielte Werkzeug- und Parameterauswahl gelöst werden können. Diese umsetzbare technische Tiefe zeichnet Präzisionsbearbeitungsdienstleistungen auf Expertenniveau aus.

Wie wählt man den am besten geeigneten Gewindebohrertyp basierend auf dem Werkstückmaterial aus?
Das Erreichen maximaler Werkzeugstandzeiten und Kosteneffizienz bei Gewindeschneidoperationen hängt von der optimale Gewindebohrerauswahl . Die größte Herausforderung bei der Auswahl von Gewindebohrern besteht jedoch darin, ihre Eigenschaften an die Bearbeitbarkeitsschwierigkeiten anzupassen, die dem Material des Werkstücks innewohnen. Dieser Bericht stellt eine Auswahlgrundlage für die durch Datenanalyse unterstützten Gewindebohrer dar.
| Werkstückmaterial | Herausforderung der primären Bearbeitung | Empfohlener Gewindebohrertyp | Schlüsselparameter | Dokumentiertes Ergebnis |
| Vergüteter Stahl (HRC 30-35) | Hoher abrasiver Verschleiß | Pulverschnellarbeitsstahl (HSS-PM) | 8°-10° Spanwinkel | Das Leben wurde auf 800 Löcher erhöht (von 200). |
| Austenitischer Edelstahl (304/316) | Kaltverfestigung, Spanhaftung | Kobalt-Schnellarbeitsstahl (HSS-E) | 35° Spiralwinkel | Zuverlässige Spanabfuhr erreicht |
| Superlegierung auf Nickelbasis (Inconel 718) | Hohe Festigkeit bei Temperatur | Vollhartmetall-Gewindebohrer | 5–8 m/min Schnittgeschwindigkeit | Stabile Thread-Produktion ermöglicht |
Die Auswahl von Gewindebohrern sollte auf der Grundlage eines analytischen Ansatzes erfolgen. Analysieren Sie zunächst das Hauptbearbeitungsproblem Ihres Materials. Basierend auf Ihrem Ergebnis können Sie aus der folgenden Tabelle die Gewindebohrertypen auswählen, die Ihren Anforderungen entsprechen. Dieser systematische Ansatz gewährleistet die optimale Auswahl des Gewindebohrers .
Eine vergleichende Analyse verschiedener Gewindebohrer in bestimmten Bearbeitungsszenarien?
Je nach Bearbeitungsanwendung kann es mehrere geben Gewindebohrertypen haben auch einige Eigenschaften, die für eine ordnungsgemäße Produktion von entscheidender Bedeutung sind. Zu den Hauptzielen der Forschungsstudie gehört die Durchführung eines messbaren Vergleichs der verschiedenen Arten von CNC-Gewindeschneidwerkzeugen in ihrer optimalen Form und der Beziehung, die zwischen der geometrischen Form und den Ergebnissen bestehen kann.
| Typ des Gewindebohrers | Optimales Anwendungsszenario | Wichtiges Leistungsmerkmal | Quantifizierter Nutzen |
| Spiralnut-Gewindebohrer (15°-45° Spirale) | Sackloch-Gewindeschneiden | Überlegene Spanabfuhr | Effizienz der Spanabfuhr um 80 % erhöht |
| Spiralpunkt-Gewindebohrer (Pointe) | Gewindeschneiden durch Durchgangslöcher | Effizienter Spanauswurf | Verarbeitungseffizienz um 50 % verbessert |
| Rollformender Gewindebohrer (Gewindewalzen) | Duktile Materialien | Spanloser Prozess, Kaltverfestigung | Fadenstärke um 30 % erhöht |
| Gewindebohrer mit Spiralnut (M6x1-Beispiel) | Allgemeines blindes Loch | Standzeit in Stahl |
Lebensdauer von 3000 Löchern (im Vergleich zu 1200 für gerade Flöte) |
Um die Leistung des Gewindebohrers zu optimieren, definieren Sie zunächst den Lochtyp (Sackloch/Durchgangsloch) und das Material. Wählen Sie für Sacklöcher einen Gewindebohrer mit Spiralnut. für Durchgangslöcher ein Spiralspitzgewindebohrer. Für duktile Materialien, die hochfeste Gewinde erfordern, verwenden Sie einen Rollformgewindebohrer. Diese anwendungsspezifische Auswahl, die durch die oben genannten Daten bestätigt wird, ist für die Erzielung hervorragender Ergebnisse im hochwertigen Bereich von entscheidender Bedeutung CNC-Gewindeschneidarbeiten .
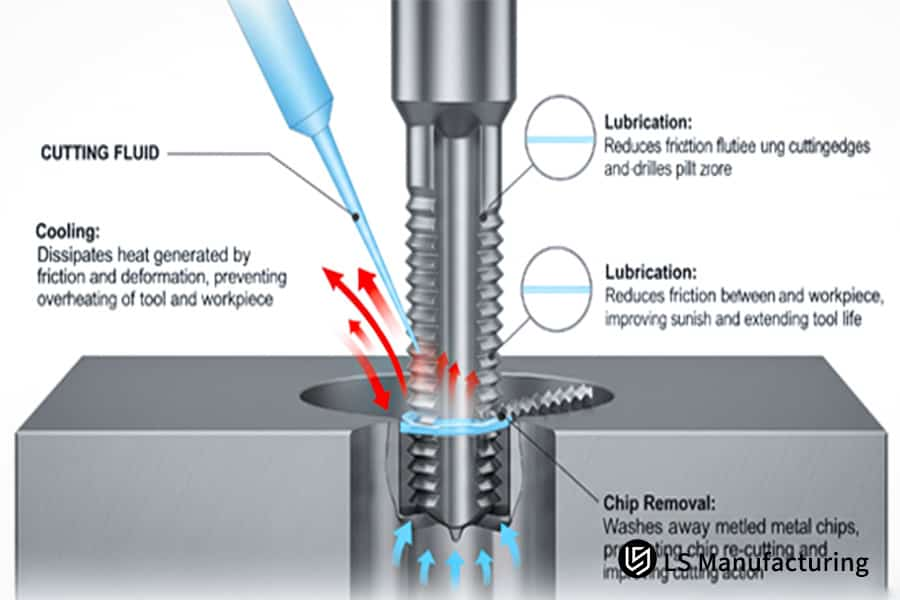
Abbildung 2: Schlüsselrollen des Kühlmittels bei der Wirksamkeit Gewindeschneidprozesse von LS Manufacturing
Wie erreicht man ein kostengünstiges Gewindeschneiden ohne Einbußen bei der Bearbeitungsqualität?
Dies bedeutet, dass ein wirklich kostengünstiges Gewindeschneiden weder durch die Verwendung wirtschaftlicherer Werkzeuge noch durch einen Prozess erreicht wird, der weniger vorhersehbar ist: Anstelle der Verwendung weniger kostspieliger Werkzeuge als Lösung für ein kostengünstiges Gewindeschneiden ist ein vorhersehbarer Prozess mit einem stabilen Gewindeschneidprozess und einem vorhersehbaren Ergebnis erforderlich. Dies erfordert den Beginn des Prozesses zur Eliminierung unkontrollierter Variablen:
Optimierung des Vorschubs zur Reduzierung der Werkzeugbelastung
Ein zu hoher Vorschub führt zu einem Überlastschnitt, während ein zu geringer Vorschub zu einem Prozess mit hoher Reibung führt, der große Hitze erzeugt. Dies wird auf folgende Weise erreicht: Durch Voreinstellung der Vorschubgeschwindigkeit auf 95 % der Gewindesteigung, beispielsweise 1,19 mm Gewinde bei Verwendung von M8x1,25 . Dieses kontrollierte Engagement steigert direkt Leistung des Gewindebohrers und bildet gleichmäßig saubere, vollformige Gewinde.
Präzise Minimalmengenschmierung umsetzen
Eine der größten Schwierigkeiten beim Gewindeschneiden besteht darin, dass bei tiefen oder Sacklöchern das Kühlmittel nicht so leicht in den Schnittbereich gelangen kann. Dies kann zu einem Thermoschock und adhäsivem Verschleiß führen. Das gezielte MMS-System mit der richtigen Schmiermittelmenge im Bereich von 50–100 ml/h reduziert den Reibungswert an der Span-Werkzeug-Schnittstelle durch die Bildung eines durchschnittlichen Mikrofilms, was zu einer durchschnittlichen Aufbauschneide mit einer zu erwartenden Lebensdauer des Werkzeugs führt, was für das kostengünstige Gewindeschneiden äußerst wichtig ist.
Proaktive Überwachung zur Vermeidung überraschender Ausfälle
Wenn ein Gewindebohrerbruch plötzlich auftritt, kann dies zu kostspieligen Ausfallzeiten, Materialverschwendung und potenziellen Produktfehlern führen. Wir integrieren auch Überwachungselemente Es kann Spindelbelastung und Drehmoment in Echtzeit messen. Mit einem vorgegebenen Vergleichswert kann auch ein Frühwarnsignal für Werkzeugverschleiß oder Werkzeugausrichtung gegeben werden. Ungeplante Ausfallzeiten sowie Materialausschuss aufgrund von Prozessfehlern können vermieden werden.
Dieses Dokument bietet eine Entwurfsstrategie mit dem Ziel, vom Denkprozess des Werkzeugaustauschs, den die Branche reaktiv praktizierte, hin zur heutigen Verwaltung durch den Datenprozess abzuweichen. In diesem Dokument sind verschiedene Ansätze zur Verbesserung der Leistung des Gewindeschneidens enthalten. Dies ist der eigentliche Schlüssel zur kostengünstigen Herstellung von Gewindeschneiden für das Unternehmen, das Präzisionsbearbeitungsdienste anbietet.
Wie können die Parameter des Gewindeschneidprozesses bei der CNC-Bearbeitung optimiert werden, um die Effizienz zu verbessern?
Ungeeignete Parameter in Gewindeschneiden für den CNC-Prozess verursachen entweder eine niedrige Prozessgeschwindigkeit, eine geringe Lebensdauer des Werkzeugs oder eine Kombination aus beidem sowie eine schlechte Gewindequalität. Die größte Herausforderung besteht in diesem Fall jedoch oft darin, die Geschwindigkeit der Spindel zusammen mit der Z-Achsen -Bewegung zu steuern. Der folgende Prozess ermöglicht die Kontrolle dieser Faktoren:
Implementierung von starrem Gewindeschneiden mit synchronisierter Steuerung
Um Steigungsabweichungen aufgrund flexibler Zug-Druck-Halter zu vermeiden, verzichten wir bei den starren Gewindeschneidzyklen G84 der Spindel und Vorschubachse mit elektronischer Synchronisierung auf den Einsatz eines Pendelhalters, da sichergestellt ist, dass der Vorschub gleich der Spindeldrehzahl von 1,25 mm pro Umdrehung ist. Dies ist besonders wichtig im Hinblick auf das CNC-Gewindeschneiden, da es unerlässlich ist, die Einhaltung der Präzisionsklasse 6H der Gewinde sicherzustellen und die Möglichkeit der Entstehung von Kreuzgewinden so gering wie möglich zu halten.
Geschwindigkeit und Vorschub für materialspezifisches Schneiden kalibrieren
Auch wenn es Situationen geben kann, in denen die allgemeine Schnittgeschwindigkeit und die Vorschübe zu einer zu starken Wärmeentwicklung und/oder einer schlechten Spanbildung führen, sind diese Werte experimentell belegt. Dies liegt daran, dass bei der Bearbeitung von 1045-Stahl eine Schnittgeschwindigkeit von 25 m/min , was etwa 800 U/min für M10 entspricht, sowie eine Vorschubtoleranz von ± 0,02 mm berücksichtigt werden. Diese optimale Parameterauswahl für den Gewindebohrer gleicht Spanlast und Wärmeerzeugung aus, optimiert direkt die Werkzeuglebensdauer und ermöglicht eine Reduzierung der Zykluszeit um 40 % .
Verwendung von Peck Tapping zur Spanabfuhr in tiefen Löchern
Ab einem Durchmesser von mehr als dem Doppelten des Sacklochbohrens erzeugt der engere Schnitt ein höheres Drehmoment und einen höheren Bruch. Um dieses Problem zu lösen, muss ein Programm erstellt werden, das ein Unterprogramm für den Tiefschneide-Gewindebohrzyklus enthält ( G84 mit Q-Wert ). Der Bohrer fährt jeweils 0,5 mm zurück, um die Schneidspäne zu entfernen. Dieses proaktive Spanmanagement verhindert ein Nachschneiden, reduziert die Belastung des Gewindebohrers und ist entscheidend für die Aufrechterhaltung der Leistung des Gewindebohrers bei anspruchsvollen Anwendungen, wodurch die Werkzeugstandzeit auf über 4000 Löcher verlängert wird.
Dieses Dokument bietet einen präzisen, umsetzbaren Rahmen für die Parameteroptimierung, der über Standard-G-Code-Befehle hinausgeht. Es beschreibt detailliert, wie Maschinenfunktionen synchronisiert und datengesteuerte Parameter ausgewählt werden, um die Kernherausforderungen des CNC-Gewindeschneidens zu lösen und sowohl eine überragende Leistung beim Gewindeschneiden als auch betriebliche Effizienz für die Massenproduktion zu erzielen.

Abbildung 3: Auswahl der richtigen Gewindebohrer für hochpräzise Bearbeitungsvorgänge durch LS Manufacturing
Wie kann ein perfektes Gewindeschneiden durch Optimierung der geometrischen Parameter des Gewindebohrers erreicht werden?
Das allgemeine Gewindeschneiden ist gering Oberflächenbeschaffenheit gepaart mit hohen Drehmomentwerten und geringer Standzeit. Das Problem des Verfahrens besteht jedoch darin, dass die Schnittwinkel zusammen mit der Nutgestaltung entsprechend den Materialeigenschaften hinsichtlich Spanbildung, Haftung und Festigkeitsparametern angepasst werden. Der Ansatz besteht aus einer Präzisionsmethode mit geometrischen Parametern:
- Reduzierung der Schnittkräfte in duktilen, weichen Materialien: 6061-Aluminiumlegierungen sowie andere Materialien neigen dazu, eine Aufbauschneide zu entwickeln. Darüber hinaus wird ein geringer Schneiddruck empfohlen. Es werden Gewindebohrer mit hohem Spanwinkel und Winkeln von 12°–15° empfohlen. Diese Konfiguration trägt dazu bei, die Schneidkante zu schärfen, was dazu führt, dass das Material effektiv mit weniger Druck abgeschert wird, wodurch dünne und leicht handhabbare Späne entstehen. Dieser oben beim Schneidvorgang erwähnte Prozess reduziert das Drehmoment um mehr als 25 % . Durch diesen Prozess wird auch eine Oberflächengüte mit einem Ra-Wert unter 1,6 µm erreicht. Dies ist eines der Kriterien für hochwertige Präzisionsbearbeitungsdienstleistungen .
- Aufrechterhaltung der Kantenintegrität in abrasiven, zähen Legierungen: Austenitische rostfreie Stähle haben die Fähigkeit zur Kaltverfestigung und sind abrasiv. Ein hoher Spanwinkel würde zum Abplatzen neigen. Unser Verfahren verwendet einen höheren Spanwinkel von 6° bis 8° . Dies ermöglicht die Entwicklung einer härteren Schneidkante, die der hohen Scherfestigkeit und Härte des Materials besser standhalten kann. Die stärkere Kante widersteht Verformungen, behält die Genauigkeit der Gewindeform über eine längere Werkzeuglebensdauer bei und verhindert katastrophale Ausfälle während der Produktion, was für eine zuverlässige Leistung des Gewindeschneidens unerlässlich ist.
- Gewährleistung der Spanabfuhr in gummiartigen, anhaftenden Materialien: Diese Legierungssysteme verfügen über hochfeste, kontinuierliche Späne, die leicht an das Werkzeug geschweißt werden können. Wir verwenden Gewindebohrer mit einem variablen Spiralwinkel von 35-45° . In unserem Design führen die Inkremente des Spiralwinkels zu einem positiven Spanwinkel der Spannut, der die Späne aggressiv vor das Werkzeug schieben soll. Dadurch werden Spänebildung und Abrieb verhindert, die Hauptursachen für das Festfressen von Gewindebohrern in Titan, und eine grundlegende Herausforderung gelöst So wählen Sie Gewindebohrer aus für reaktive Metalle.
In diesem Handbuch haben wir beschrieben, wie bestimmte geometrische Beziehungen direkt mit der Lösung von Problemen bei der Produktherstellung verbunden sind . In diesem Handbuch wird die Diskussion über Produktempfehlungen vorangetrieben, indem die Vision von Ingenieuren unterstützt wird, wie die Wahl geometrischer Formen sinnvoll mit zuverlässiger Qualitätsleistung verbunden werden kann. Auf dieser Ebene des spezifischen Know-hows zeichnen sich Meister im Bereich der Präzisionsbearbeitungsdienstleistungen aus.
Was sind einige gängige Lösungen für Qualitätsprobleme bei der Präzisionsgewindebearbeitung?
Probleme beim präzisen Einfädeln Abweichungen im Flankendurchmesser, der Oberflächenbeschaffenheit und das Abreißen von Gewinden können sich wiederum auf die Passung, Funktion und Montage auswirken. Die Probleme entstehen meist im Zusammenspiel von Werkzeug, Parametern und Kühlmitteln. Im Folgenden finden Sie eine schrittweise Lösung, die sich auf die Ursache des Problems in jedem Fehlermodus konzentriert.
Korrektur der Steigungsdurchmesserabweichung durch Gewindebohrer-Toleranzkontrolle
Ein unkontrollierter Flankendurchmesser führt zu einem falschen Sitz der Schraube oder einer schlechten Abdichtung. Die Lösung besteht darin, Gewindebohrer mit einer engeren, anwendungsspezifischen Toleranzklasse zu spezifizieren und zu verwenden. Für eine 6H-Passung sorgt die Auswahl eines Gewindebohrers mit einer kontrollierten Fertigungstoleranz von ±0,01 mm am Flankendurchmesser dafür, dass das geschnittene Gewinde innerhalb der strengen 6H- Grenze bleibt. Das ist proaktiv Strategie zum CNC-Gewindeschneiden ersetzt die Nachprüfung durch eine In-Prozess-Garantie und erhöht so die Ausbeute beim ersten Durchgang.
Eliminiert raue Oberflächen bei optimierter Schnittgeschwindigkeit
Ra übersteigt 3,2 µm , was zu hoher Reibung und wahrscheinlich zu Ermüdungsrissen aufgrund einer ungeeigneten Schnittgeschwindigkeit führt, was zu übermäßiger Wärmeentwicklung und Aufbauschneidenbildung führt. Dieses Problem lässt sich lösen, indem der geeignete Schnittgeschwindigkeitsbereich für das jeweilige Arbeitsmaterial angepasst wird. Diese optimale Schnittgeschwindigkeit führt zu einer glänzenden und kontinuierlichen Spanbildung, die zu einer Materialscherung führt, ohne dass eine Oberflächengüte über Ra1,6 µm zurückbleibt. Dies ist die Essenz hochwertiger Präzisionsbearbeitungsdienstleistungen .
Verhinderung von Gewinderissen durch Kühlmittelkonzentrationsmanagement
Ausgerissene Gewinde mit ausgefranster Spitze sind in der Regel auf Späneschweißen und unzureichende Schmierung der Schneidkanten zurückzuführen. Das Kühlmittel allein reicht nicht aus; Konzentration ist das A und O. Wir verwenden eine kontrollierte Misch- und Testmethode, um sicherzustellen, dass die Konzentration des Lösungsmittelöls 8–10 % erreicht. Dadurch wird ein Mischungsverhältnis erzielt, das eine maximale Schmier- und Kühlwirkung auf die Schneidkanten gewährleistet, diese unempfindlich gegen Materialanhaftungen macht und so die Leistung des Gewindebohrers schützt.
Die in diesem Bericht enthaltenen Reparaturvorschläge aus einer Hand stellen konkrete Korrekturlösungen dar, im Gegensatz zum allgemeinen Prozess der Problemlösung in Threads. Jede Korrektur befasst sich nicht nur mit der Prozessänderung in Bezug auf Toleranz, Verarbeitungsparameter oder Flüssigkeitskontrolle, wodurch das teure Problem schlechter Qualität beseitigt wird, sondern erfüllt auch das erforderliche technische Know-how für Präzisionsbearbeitungsdienste .
Wie können die technischen Fähigkeiten und Servicefähigkeiten eines Gewindebohrerlieferanten bewertet werden?
Wenn man sich auf den Preis oder die Verfügbarkeit von Gewindebohrern eines Lieferanten verlässt, kann dies zu unsichtbaren Kosten für die Werkzeugstandzeit oder Produktionszeit oder zu verstreuten Datenpunkten zur Qualitätsakzeptanz führen. Die Prüfung eines Lieferanten würde mehr als nur technische Spezifikationen für einen Gewindebohrer umfassen, sondern auch Faktoren wie die Fähigkeit zur Zusammenarbeit bei der Lösung anwendungsbezogener Probleme berücksichtigen. Zu den zu berücksichtigenden Faktoren gehören:
Bewertung der Fähigkeit zur Zusammenarbeit bei kundenspezifischem Engineering und Design
Die Kapazitäten dieses Lieferanten, der nur über Standardwerkzeuge verfügt, können auf spezielle Material- und Geometrieprobleme nicht eingehen. Bewerten Sie ihre Kompetenz hinsichtlich der Bereitstellung kundenspezifischer Geometrien mit Änderungen der Spanwinkel und Nutmuster, die für ein bestimmtes Legierungsmaterial erforderlich sind. Diese proaktive Designunterstützung ist für die optimale Auswahl von Gewindebohrern in nicht standardmäßigen Anwendungen von entscheidender Bedeutung und zeigt eine Partnerschaft, die über die Transaktionslieferung hinausgeht und technische Lösungen für komplexe Präzisionsbearbeitungsdienstleistungen bietet.
Quantifizierung der Werkzeuglebensdauerkonsistenz und Wertwiederherstellungsoptionen
Eine garantierte Mindestlebensdauer des Werkzeugs, beispielsweise mindestens 3000 Löcher für HSS-Gewindebohrer unter bestimmten Umständen, gewährleistet Kosten-pro-Loch-Daten für eine bewusste Budgetierung. Überprüfen Sie außerdem, ob sie über zertifizierte Nachschleifeinrichtungen für ihre Werkzeuge verfügen. Ein Lieferant, der seinen Wasserhahn fachmännisch überholen kann 2–3 Mal verwandelt ein Verbrauchsartikel in einen materiellen Vermögenswert, was direkt zu einem kostengünstigen Gewindeschneiden führt, einfach weil dadurch die gesamte Nutzungsdauer der anfänglichen Investition verlängert wird.
Überprüfung der Reaktionsfähigkeit und Problemlösung des technischen Supports
Wenn man zu lange mit der Behebung eines Line-Down-Threading-Problems wartet, entstehen sehr hohe Kosten. Bewerten Sie die Struktur der Unterstützung, die der Lieferant bieten kann. Bieten diese Lieferanten ihren Anwendungstechnikern rund um die Uhr technischen Support? Sind sie in der Lage, innerhalb von 24 Stunden eine Vor-Ort-Diagnose zur Analyse von Werkzeugverschleiß, Kühlmittelfunktion und Maschinen anzubieten? Eine solche schnelle und kompetente Hilfe ist wichtig, um Ausfallzeiten zu begrenzen und die Produktionsplanung sicherzustellen.
Dies verschiebt das Paradigma der Lieferantenbewertung vom Preisvergleich oder der Kostenreduzierung hin zu einer eher technischen Bewertung für kollaboratives Engineering, Lebenszykluswert und Reaktion auf Support. Es bietet eine Methode zur Identifizierung derjenigen Unternehmen, die eine technische Lösung anbieten, anstatt nur einen Kauf zu tätigen, was letztendlich zu einer kostengünstigen Gewindeschneidung oder Risikominimierung bei kritischen Problemen führen kann Präzisionsfräsdienstleistungen Betrieb.
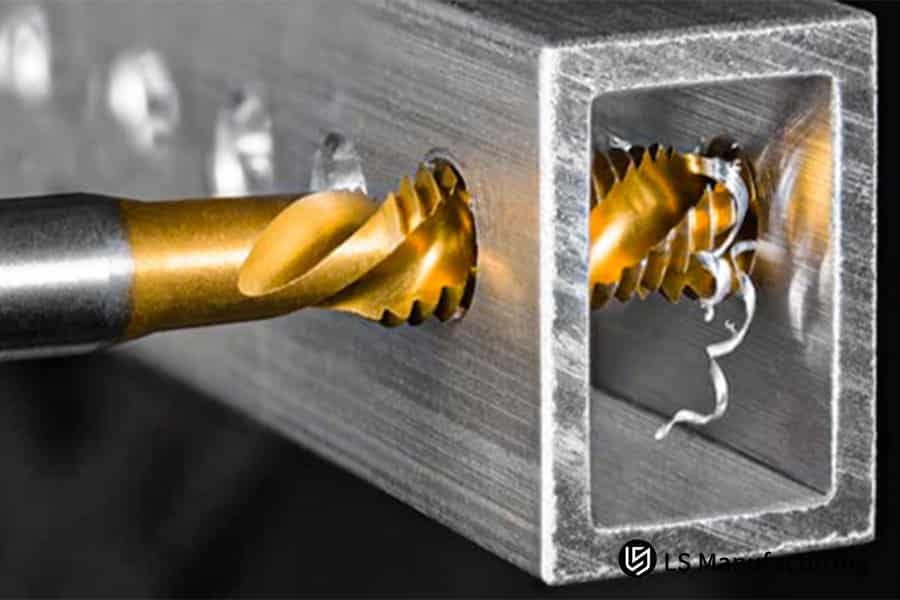
Abbildung 4: Eine detaillierte Ansicht eines goldenen Spiralgewindebohrers, der Innengewinde formt, von LS Manufacturing
LS Manufacturing: Projekt zur Optimierung der Bearbeitung von Gewindebohrungen im Motorzylinderkopf
Die Massenproduktion von Autos erfordert einen stabilen Gewindeschneidprozess, um sicherzustellen, dass Kosten und Qualität konkurrenzfähig sind. Unten ist ein Gewindebohrer-Anleitung und die LS Manufacturing-Lösung für ein Problem bei der Herstellung eines Motorzylinderkopfs auf folgende Weise:
Kundenherausforderung
Das Problem des Kunden bestand in einer Schleifbearbeitungsbeschränkung beim Bohren von M10x1,25-Gewindelöchern in Motorzylinderköpfen aus Grauguss ( Güteklasse G3500 ). Die Gewindebohrer wechselten alle 800 Löcher , was zu einer gewissen Unregelmäßigkeit der Gewinde, ständigen Änderungen und einem Gesamtabrieb von 3 % führte. Der Hauptgrund dafür ist, dass die Gewindebohrer aus herkömmlichem Schnellarbeitsstahl bestehen.
LS-Fertigungslösung
Unsere technische Lösung war in der Lage, die Grundursachen zu beheben, die mit der abgenutzten und abgebrochenen Evakuierung zusammenhingen. In unserem Vorschlag wurde die maximale Verschleißfestigkeit durch einen pulvermetallurgischen HSS-Gewindebohrer mit TiN-Beschichtung gewährleistet. Die Schnittparameter wurden ebenfalls ordnungsgemäß für 12 m/min optimiert, was einem Vorschubwert von 1,19 mm/Umdrehung entspricht. Zusätzlich wurde eine Kühlmittelzufuhr durch das Werkzeug mit einem Druck von 1,2 MPa verwendet, um die Schneidkante zu kühlen und Späne abzuleiten, da der resultierende Prozess in der Lage war, unterbrechungsfreie Bearbeitungszyklen durchzuführen.
Ergebnisse und Wert
Dies stellte sicher, dass sich die durchschnittliche Lebensdauer des Lochs um 3.500 erhöhte, was einer Steigerung um 337 % entspricht. Die Werkzeugwechsel konnten um 75 % reduziert werden, gleichzeitig wurde die Qualität der Gewinde auf 6H verbessert, wodurch die Ausschussrate von 3 % gänzlich entfällt. Dies geht zusätzlich mit einer jährlichen Ersparnis von ¥ 120.000 bei den Werkzeugkosten einher, abgesehen davon, dass die Zufriedenheit mit dem Ergebnis 100 % beträgt.
Daher bietet dieser spezielle Fall unseren Standpunkt dazu, wie Werkzeuge nicht nur aus der Sicht der Rohstoffe betrachtet werden können, sondern insbesondere aus der Sicht eines gesamten technischen Systems, und wie dieser spezielle Ansatz bei der Lösung anspruchsvoller Fertigungsprobleme helfen kann, z. B. wie LS Manufacturing sein technisches Fachwissen nutzt und sich auf Partnerschaften konzentriert, um Gewinde für seine Kunden effektiv zu schneiden.
Möchten Sie die Leistung und Kosteneffizienz beim Gewindeschneiden verbessern? Entdecken Sie den ultimativen Leitfaden für Präzisionsgewindebohrer und optimieren Sie Ihre CNC-Fräsen .

Analyse zukünftiger Trends und Innovationen in der Gewindebearbeitungstechnologie
Die Zukunft von Fadenherstellungstechnologie würde darin bestehen, die Grenzen traditioneller Variablen und Wartung als adaptive, vorausschauende und hocheffiziente Technologie zu erweitern. Zusammenfassend lässt sich sagen, dass die größte Herausforderung für diese Technologie darin besteht, sicherzustellen, dass es nicht zu unvorhergesehenen Ausfallzeiten und/oder Qualitätsschwankungen kommt, da sie die Gewindeschneidtechnologie in den folgenden Innovationsbereichen intelligent und selbstoptimierend macht:
Implementierung von Predictive Analytics für proaktives Werkzeugmanagement
Unsichere Brüche von Gewindebohrern beeinträchtigen die Kontinuität der Produktion in der Produktionslinie. Bei uns kommen Sensoren zur Messung von Drehmomenten und Vibrationen in der Produktionslinie in Echtzeit bei der Umsetzung des Prozesses des CNC-Gewindeschneidens zum Einsatz. Dementsprechend wurde die Vorhersage der Werkzeuglebensdauer mit einer hohen Genauigkeit von über 90 % durch den anhand von Bruchmustern trainierten Algorithmus in das Modell übernommen.
Entwicklung fortschrittlicher Beschichtungen für extreme Langlebigkeit der Anwendung
Standardbeschichtungen versagen bei anspruchsvollen Materialien wie Hochtemperaturlegierungen vorzeitig. Bei unserer Innovation handelt es sich um nanoskalige Mehrschichtbeschichtungen wie TiAlN mit integrierten Festschmierstoffen wie MoS2 . Diese Architektur sorgt für eine harte, thermisch stabile Außenschicht, während das Schmiermittel die Reibung an der Schnittstelle zwischen Span und Werkzeug verringert. Das Ergebnis ist eine nachweisbare Steigerung der Werkzeugstandzeit um mehr als 30 % bei abrasiven und klebenden Materialien, was verheerend ist Dadurch wird die Leistung des Gewindebohrers deutlich verbessert.
Einsatz von Mikroschmierung für Präzision und Nachhaltigkeit
Die Flutschmierung ist beim Gewindeschneiden in tiefen Löchern weniger effektiv und führt zu Materialverschwendung. Dieser Nachteil lässt sich mit Hilfe der Minimalmengenschmierung durch Aerosolisierung beheben. Dabei kann die geringe Menge des MMS-Schmierstoffs (50-100 ml/h) präzise zerstäubt werden, sodass die Schneide ausreichend geschmiert wird. Dadurch werden Thermoschock und Reibung drastisch reduziert, was höhere Geschwindigkeiten und Vorschübe ermöglicht und gleichzeitig die Spanabfuhr und Oberflächengüte verbessert, was für fortschrittliche Präzisionsbearbeitungsdienste von entscheidender Bedeutung ist.
Erstellen adaptiver Steuerungssysteme für Prozessstabilität
Unstimmigkeiten im Härtegrad des Materials deuten auf entsprechende Unstimmigkeiten in der Gewindequalität hin. Wenn man jedoch die Zukunft vorhersieht, kommt das Konzept adaptiver Steuerungssysteme für die Vorschubgeschwindigkeit auf. Diese wenden das Prinzip der Messung der Spindellast in Echtzeit an, sodass die Steuerung der Vorschubgeschwindigkeit von der Möglichkeit des Vorhandenseins von harten Stellen und Hohlräumen im Material abhängig gemacht wird.
Diese Analyse skizziert einen konkreten Fahrplan vom reaktiven zum prädiktiven und adaptiven Threading. Es wird detailliert beschrieben, wie die Integration von Datenanalyse, Materialwissenschaft und Regelung mit geschlossenem Regelkreis die dringenden Herausforderungen von Ausfallzeiten, Werkzeugkosten und Qualitätssicherung direkt löst. Dieser zukunftsweisende, lösungsorientierte Ansatz definiert die nächste Generation von Hochzuverlässigkeit CNC-Gewindeschneiden und Präzisionsbearbeitungsdienstleistungen .
FAQs
1. Wie wählt man den passenden Gewindebohrertyp für verschiedene Materialien aus?
Je nach Härte und Festigkeit kann das Material beliebiger Art sein. Anwendung von Kobalt-Schnellarbeitsstahl-Gewindebohrern zum Schneiden von Edelstahlmaterialien, Anwendung von Spiralspitz-Gewindebohrern zum Schneiden von Aluminiumlegierungen und oxidbehandelten Gewindebohrern zum Schneiden verschiedener Arten von Gusseisen.
2. Woher wissen Sie, wann ein Wasserhahn geändert werden muss?
Das heißt, wenn das Drehmoment um 15 % erhöht wurde, sich die Oberflächenrauheit des Gewindebereichs verschlechterte oder die Abmessungen außerhalb der Toleranz lagen, musste sofort ein neuer Gewindebohrer ausgetauscht werden, da dieser in großem Umfang fehlerhafte Produkte produzieren würde.
3. Sollte beim CNC-Gewindeschneiden starres oder flexibles Gewindeschneiden verwendet werden?
Für präzise Gewinde wird das starre Gewindeschneiden empfohlen, während das flexible Gewindeschneiden am besten in tiefen Löchern oder in schwierigen Materialien durchgeführt wird. Dies hängt von der Präzision der Maschine ab.
4. Wie verlängert man effektiv die Lebensdauer von Wasserhähnen?
Optimierung der Schnittfaktoren, Verwendung der richtigen Beschichtung des Gewindebohrers sowie Kühlung und Schmierung. Regelmäßige Kontrollen des Wasserhahns auf Verschleiß sind erforderlich
5. Wie stellt man die Schnittgeschwindigkeit bei der Bearbeitung unterschiedlicher Materialien ein?
Stahl: 20–30 m/min , Edelstahl: 10–20 m/min , Aluminiumlegierung: 30–50 m/min . Konkrete Geschwindigkeiten sollten durch Probeschnitte ermittelt werden.
6. Was sind die häufigsten Ursachen für Wasserhahnbrüche und wie kann man ihnen vorbeugen?
Dazu gehören schlechte Konzentrizität, schlechte Spanabfuhr und falsche Prozessparameter. Zu den Korrekturmaßnahmen gehören Korrekturen an der Vorrichtung, Optimierung des Prozesses und Beobachtung des Prozesses.
7. Wie kann beurteilt werden, ob die Qualität der Gewindebearbeitung qualifiziert ist?
Verwenden Sie zur Kontrolle die Gewindelehren, messen Sie die Oberflächengüte mit dem Rauheitsmessgerät und führen Sie eine 100 % -Prüfung der kritischen Maße durch.
8. Welchen Einfluss hat die Gewindebohrerbeschichtung auf die Bearbeitungsleistung?
Eine entsprechende Schicht kann die Lebensdauer um das 2- bis 3-fache verlängern. TiN ist allseitig, TiCN ist verschleißfest, während AlCrN hochtemperaturbeständig ist.
Zusammenfassung
Mithilfe wissenschaftlicher Erkenntnisse bei der Auswahl von Gewindebohrern und der Optimierung des Prozesses wird es möglich sein, die Effizienz und Qualität bei der Gewindebearbeitung zu steigern und die Produktionskosten zu optimieren.
Für Dienstleistungen im Bereich der Gewindebearbeitung in der Branche oder eine kostenlose Analyse zu den genannten Produkten wenden Sie sich bitte an die technischen Experten von LS-Fertigung . In diesem Zusammenhang möchten wir die Leistungsfähigkeit Ihres aktuellen Gewindebohrers ermitteln und Ihnen einen kostenlosen Bericht darüber erstellen, wie Verbesserungen in Bezug auf Effizienz, Qualität und Kosten erzielt werden können.
Sind Sie bereit, Ihr Gewindeschneiden zu optimieren? Entdecken Sie den ultimativen Leitfaden für Präzisionsbearbeitungsdienstleistungen für Spitzenleistung und Kosteneinsparungen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung. Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


