
خدمات الآلات الدقيقة تواجه مشاكل حرجة في تصنيع الخيوط، مثل كسر الصنبور، وتقلب الجودة، وعدم الكفاءة . ستؤدي الطريقة التقليدية لاختيار الأداة إلى زيادة التباين في عمر الأداة بنسبة 300% والتباين في تكلفة التصنيع بنسبة 25% على الأقل. تواجه خدمات المعالجة الدقيقة مشكلات حرجة في تصنيع الخيوط، وكسر الصنبور، وتقلب الجودة، وعدم الكفاءة .
هذا النهج يجعل الحلول الممكنة القائمة على البيانات تعتمد على علم التنصت تم تطويره باستخدام خلاصة وافية لأكثر من 2000 حالة ترابط تم جمعها بواسطة LS Manufacturing . يؤدي ذلك إلى تبسيط تكوين مجموعة الأدوات باستخدام المواد وقطع البيانات بهدف زيادة كفاءة المعالجة إلى الحد الأقصى بنسبة 30% مع تقليل تكاليف الأدوات بنسبة 40% .

نقرات الموضوع: الدليل المرجعي السريع لتحسين الأداء والتكلفة
| قسم | النقاط الرئيسية |
| الأساسيات والأنواع | وصف الصنابير واستخدامها. أنواع الصنابير : الصنابير اليدوية، الصنابير الآلية، الصنابير الأنبوبية، صنابير التشكيل. |
| معايير الاختيار | العوامل: المواد، مواصفات الثقب، أنواع الخيوط ، النهاية المطلوبة، التوافق مع الماكينة. |
| الطلاءات والمواد | الخيارات الشائعة: HSS، كربيد . الطلاءات: TiN، TiCN، TiAlN للحياة/السرعة. |
| نصائح الأداء | السرعات/التغذية الصحيحة، والتشحيم، والإعداد الصحيح، والنقر على المواد التي يصعب قطعها. |
| تحسين التكلفة | انقر بزر الماوس الأيمن على التثبيت، والصيانة الوقائية، والتجميع، وشراكات الموردين. |
| حل المشكلات | أدلة للقضايا الشائعة : الكسر، الخيوط الرديئة، التآكل، الثرثرة. |
هذا الدليل الفني مليء بالمعرفة القيمة حول الاختيار والتطبيق والعناية معدات التنصت على الخيط . تقدم شركتنا دعمًا مفيدًا لعملائنا الكرام في الأمور الملحة مثل الحفاظ على تكسر الأداة وتمديد دورات حياة الأداة، خاصة فيما يتعلق بإجراءات حفر الثقب ذات الأسعار المعقولة نسبيًا.
لماذا تثق بهذا الدليل؟ الخبرة العملية من خبراء التصنيع LS
عند الحديث عن خدمات التصنيع الدقيق ، وعلى وجه التحديد، إنتاج الصنابير الملولبة ، فإن درجة معرفتنا اكتسبت نتائج من الممارسة. لقد قمنا بالفعل بحل المهام الأكثر أهمية في صناعة الطيران والصناعة الطبية وصناعة السيارات. كل قطعة من المعرفة المذكورة في الدليل تعتمد على الممارسة.
منهجيتنا تتعامل مع المتطلبات الشديدة، مثل تلك الموجودة في ASTM الدولية و جمعية الألومنيوم (AAC) ، بينما سنقوم باتخاذ أفضل اختيار ممكن فيما يتعلق بمادة الصنبور بالإضافة إلى معلمات القطع، بهدف تحقيق أفضل أداء ممكن بالإضافة إلى أفضل دقة ممكنة.
ناهيك عن ضمان ضمان الجودة والفعالية من حيث التكلفة لمساعدتك في الحصول على أفضل النتائج من الآلات الدقيقة. باستخدام معرفة الخبراء وأفضل الممارسات في التجارة، نستخدم هذا الدليل لتزويدك باستراتيجيات حول النقر الفعال للخيوط، مما يضمن ضمان النتائج المثالية أيضًا ضمن ضمانه.

الشكل 1: اختيار الصنابير الخيطية المناسبة للتصنيع الدقيق بواسطة شركة LS Manufacturing
كيف يمكن لخدمات المعالجة الدقيقة تحسين كفاءة وجودة معالجة الخيوط؟
يؤدي اختيار الأداة غير العلمية إلى كسر الأداة، وتآكلها في الوقت الخطأ، وتغير جودة الخيط. أ التنصت على موضوع فعالة من حيث التكلفة يحتاج إلى تقنية اختيار أداة تنبؤية وعلمية في الإنتاج عالي المزيج. ويمكن تحقيق ذلك من خلال: عملية من أربع خطوات:
- ترويض المواد الصمغية بهندسة محسنة: تتمتع المواد مثل الفولاذ المقاوم للصدأ 316 بخاصية تصلب العمل مما يجعل إنتاج الرقائق طويلًا وليفيًا. في هذه الحالة، نستفيد من ميزة تصميم الصنابير التي تحتوي على تشطيب TiCN . يتيح ذلك سرعة قطع ثابتة تبلغ 15-20 م/دقيقة ، مما يحافظ على أداء الصنبور الملولب ويمنع حدوث عطل كارثي للأداة.
- تخفيف التآكل في السبائك الهشة: المسحوق الناتج شديد الكشط. تعطينا مادة الحديد الزهر الرمادي مسحوقًا شديد الكشط. الصنابير لدينا عبارة عن صنابير ذات مزمار مستقيم وتتميز بلمسة نهائية مؤكسدة. وهذا يحسن إخلاء المسحوق. تعمل اللمسة النهائية المؤكسدة على جعل مقاومة التآكل أفضل لأن اللمسة النهائية تحمي من التآكل الناتج عن المسحوق بسبب صلابته. يتم التحكم في التآكل عند 10-15 م/دقيقة .
- منع الالتصاق في التطبيقات غير الحديدية: فهو عرضة للخدش على سبائك الألومنيوم. وهذا يؤدي إلى ظهور أسطح رديئة وخيوط خشنة. يتطلب ذلك تطبيق صنابير ذات نمط نقطي أو حلزوني مع لمسة نهائية من TiN . بالنسبة لهذا النوع من الصنابير، تتم إزالة الشريحة قبل النقطة. يتيح ذلك إجراء عملية التصنيع باستخدام آلات عالية السرعة، بسرعات تتراوح من 30 إلى 50 مترًا في الدقيقة .
- تنفيذ قاعدة بيانات الاختيار الخاصة: نقوم بترجمة هذا المنطق الخاص بالمواد إلى إجراء تشغيل قياسي موثوق. تربط قاعدة بيانات التحديد الخاصة بنا درجة المواد والصلابة وظروف الثقب بمواصفات الأداة التي تم التحقق من صحتها للتخلص من التخمين وضمان أداء النقر الخيطي القابل للتكرار عبر التحولات. يعد التنصت على الخيوط أحد الركائز الأساسية لتوفير خدمات تصنيع دقيقة موثوقة.
إن الوثائق الهندسية القابلة للتكرار في اختيار الحنفية، وليست بيانات الكتالوج العامة، هي التي توضح بالضبط كيف يمكن حل تحديات الإنتاج المحددة والمكلفة من خلال اختيار الأداة المستهدفة والمعلمات. يميز هذا العمق الفني القابل للتنفيذ خدمات التصنيع الدقيقة على مستوى الخبراء.

كيف يتم اختيار نوع الصنبور المناسب بناءً على مادة قطعة العمل؟
يعتمد تحقيق أقصى عمر للأداة وكفاءة التكلفة في عمليات الترابط على الاختيار الأمثل لصنبور الخيط . ومع ذلك، فإن التحدي الرئيسي في تحديد كيفية اختيار الصنابير الملولبة يكمن في مواءمة خصائصها مع صعوبات التشغيل المتأصلة في مادة قطعة العمل. يقدم هذا التقرير أساسًا للاختيار لنقرات الخيط المدعومة بتحليل البيانات.
| مادة الشغل | تحدي الآلات الأولية | نوع الصنبور الموصى به | المعلمة الرئيسية | نتيجة موثقة |
| الفولاذ المروي والمقسّى (HRC 30-35) | ملابس كاشطة عالية | مسحوق الفولاذ عالي السرعة (HSS-PM) | زاوية أشعل النار 8°-10° | زادت الحياة إلى 800 حفرة (من 200) |
| الفولاذ المقاوم للصدأ الأوستنيتي (304/316) | تصلب العمل، التصاق الرقاقة | فولاذ الكوبالت عالي السرعة (HSS-E) | زاوية الحلزون 35 درجة | تم تحقيق عملية إخلاء موثوقة للرقاقة |
| السبائك الفائقة القائمة على النيكل (إنكونيل 718) | قوة عالية في درجة الحرارة | صنبور كربيد صلب | سرعة القطع 5-8 م/دقيقة | تمكين إنتاج موضوع مستقر |
يجب أن تتم كيفية اختيار الصنابير الخيطية بناءً على نهج تحليلي. أولاً، قم بتحليل مشكلة المعالجة الرئيسية للمواد الخاصة بك. بناءً على نتيجتك، يمكنك تحديد أنواع الضغط على الخيط التي تتوافق مع احتياجاتك من هذا الجدول أدناه. سيضمن هذا النهج المنهجي الاختيار الأمثل لصنبور الخيط .
تحليل مقارن لصنابير الخيوط المختلفة في سيناريوهات تصنيع محددة؟
واستنادًا إلى تطبيقات المعالجة الآلية، قد يكون هناك العديد منها أنواع الحنفية الموضوع لها أيضًا بعض الخصائص التي تعتبر حاسمة لتحقيق الإنتاج المناسب. ومن بين الأهداف الرئيسية للدراسة البحثية إجراء مقارنة قابلة للقياس بين الأنواع المختلفة لأدوات النقر باستخدام الحاسب الآلي بشكلها الأمثل، والعلاقة التي يمكن أن توجد بين الشكل الهندسي والنتائج.
| نوع صنبور الموضوع | سيناريو التطبيق الأمثل | سمة الأداء الرئيسية | المنفعة الكمية |
| صنبور الفلوت الحلزوني (حلزوني 15°-45°) | التنصت على الثقب الأعمى | إخلاء رقاقة متفوقة | زادت كفاءة إزالة الرقاقة بنسبة 80% |
| الحنفية اللولبية (بوانت) | من خلال التنصت على الثقب | كفاءة إخراج الرقاقة | تحسنت كفاءة المعالجة بنسبة 50% |
| لفة تشكيل الصنبور (تدحرج الخيط) | مواد مطيلة | عملية بدون رقاقة، تصلب العمل | زادت قوة الخيط بنسبة 30% |
| صنبور الفلوت الحلزوني (مثال M6x1) | الحفرة العمياء العامة | حياة الأداة في الفولاذ |
عمر 3000 ثقب (مقارنة بـ 1200 للناي المستقيم) |
لتحسين أداء الصنبور الخيطي ، قم أولاً بتحديد نوع الثقب (أعمى/من خلال) والمادة. بالنسبة للثقوب العمياء، اختر صنبور الفلوت الحلزوني؛ من خلال الثقوب، صنبور نقطة دوامة. بالنسبة للمواد المرنة التي تتطلب خيوطًا عالية القوة، استخدم صنبور التشكيل. يعد هذا الاختيار الخاص بالتطبيق، والذي تم التحقق من صحته بواسطة البيانات المذكورة أعلاه، ضروريًا لتحقيق نتائج متفوقة ذات قيمة عالية عمليات التنصت على الخيط CNC .
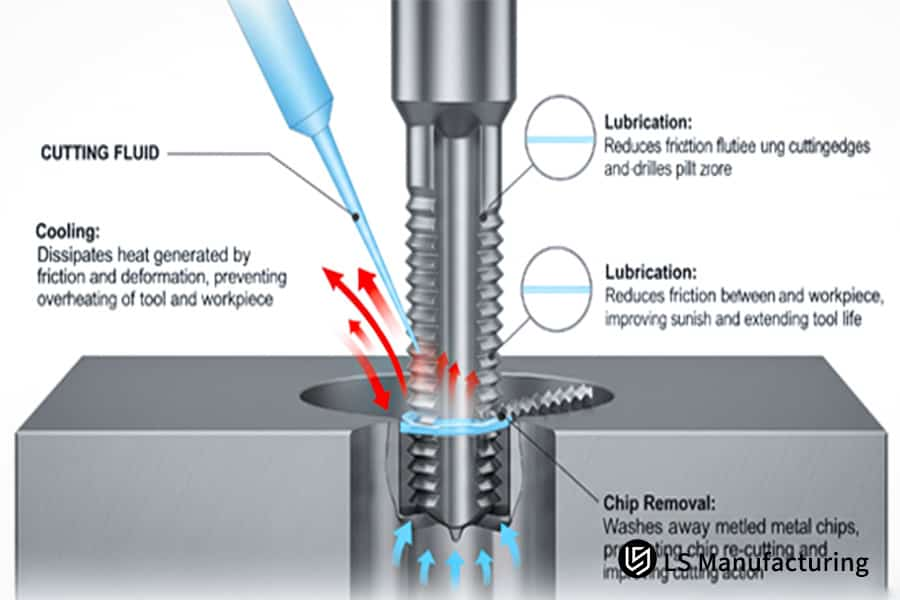
الشكل 2: الأدوار الرئيسية لسائل التبريد بشكل فعال عمليات التنصت على الخيط بواسطة تصنيع LS
كيف يمكن تحقيق الاستفادة من تكلفة الخيوط دون التضحية بجودة التصنيع؟
ما يعنيه هذا هو أن النقر على الخيط الحقيقي الفعال من حيث التكلفة لا يتم اكتسابه باستخدام أدوات أكثر اقتصادا ولا عن طريق عملية أقل قابلية للتنبؤ: فبدلاً من اعتماد أدوات أقل تكلفة كحل للنقر على الخيط فعال من حيث التكلفة، هناك حاجة إلى عملية يمكن التنبؤ بها مع عملية النقر على الخيط المستقرة مع نتيجة يمكن التنبؤ بها. وهذا يستلزم البدء في عملية القضاء على المتغيرات غير المنضبطة:
تحسين التغذية لتقليل إجهاد الأداة
تؤدي التغذية العلنية إلى قطع الزائد، بينما تؤدي التغذية الناقص إلى عملية احتكاك عالية، مما ينتج عنه حرارة عالية. يتم تحقيق ما ورد أعلاه بالطرق التالية: عن طريق الضبط المسبق لمعدل التغذية على 95% من خطوة الخيط، على سبيل المثال، 1.19 مم من الخيط عند استخدام M8x1.25 . هذه المشاركة الخاضعة للرقابة تعزز بشكل مباشر أداء الصنبور الموضوع ويشكل خيوط نظيفة وكاملة الشكل باستمرار.
تنفيذ الحد الأدنى الدقيق من كمية التشحيم
من أهم الصعوبات في عملية النقر بالخيط أنه ليس من السهل وصول مبرد الفيضان إلى منطقة القطع في حالة الثقوب العميقة أو المسدودة. قد يؤدي ذلك إلى حدوث صدمة حرارية، بالإضافة إلى تآكل المادة اللاصقة. يعمل نظام MQL المستهدف مع الكمية المناسبة من التشحيم، التي تتراوح من 50 إلى 100 مل/ساعة، على تقليل قيمة الاحتكاك في واجهة أداة الشريحة عن طريق صنع فيلم صغير متوسط، مما يؤدي إلى حافة مدمجة متوسطة مع عمر متوقع للأداة، وهو أمر ضروري للغاية لنقر الخيوط بطريقة فعالة من حيث التكلفة .
المراقبة الاستباقية للقضاء على حالات الفشل المفاجئة
يمكن أن يتسبب كسر الصنبور في حدوث توقف مكلف، وإهدار المواد، وعيوب محتملة في المنتج عند حدوث ذلك فجأة. نحن أيضا دمج عناصر الرصد ثا يمكن قياس تحميل المغزل وعزم الدوران في الوقت الحقيقي. مع مستوى محدد مسبقًا للمقارنة، يمكن أن يكون هناك أيضًا إشارة إنذار مبكر لتآكل الأداة أو محاذاة الأداة. يمكن تجنب التوقف غير المخطط له، وكذلك إلغاء المواد بسبب عيوب العملية.
تقدم هذه الوثيقة إستراتيجية تصميم تهدف إلى الابتعاد عن عملية التفكير في استبدال الأداة التي كانت الصناعة تمارسها بشكل تفاعلي إلى إدارتها الآن من خلال عملية البيانات. يتم تضمين أساليب مختلفة لتحسين أداء الخيط في هذا المستند، وهو المفتاح الفعلي لجعل الخيط فعالاً من حيث التكلفة للشركة التي تقدم خدمات التصنيع الدقيقة .
كيفية تحسين معلمات عملية الخيوط في التصنيع باستخدام الحاسب الآلي لتحسين الكفاءة؟
معلمات غير مناسبة في التنصت على الخيط لأن عملية CNC تسبب إما سرعة منخفضة في العملية، أو انخفاض عمر الأداة، أو مزيج من الاثنين، إلى جانب جودة الخيط الرديئة. ومع ذلك، فإن العملية الأكثر تحديًا في هذه الحالة غالبًا ما تكون التحكم في سرعة المغزل مع حركة المحور Z. العملية أدناه تجعل من الممكن السيطرة على هذه العوامل:
تنفيذ التنصت الصلب مع التحكم المتزامن
لتجنب انحرافات الميل بسبب حوامل الضغط والشد المرنة، بالنسبة لدورات النقر الصلبة G84 للمغزل ومحور التغذية مع التزامن الإلكتروني، فإننا نتجنب استخدام حامل عائم لأنه يتم التأكد من أن معدل التغذية يساوي سرعة دوران المغزل البالغة 1.25 مم لكل دورة. يعد هذا مهمًا بشكل خاص فيما يتعلق بنقر الخيوط باستخدام الحاسب الآلي نظرًا لأنه ضروري لضمان الالتزام بدرجة 6H من دقة الخيوط في القضاء على أقل احتمال لإنشاء خيوط متقاطعة.
معايرة السرعة والتغذية للقطع الخاص بالمواد
على الرغم من أنه قد تكون هناك حالات تؤدي فيها سرعة القطع العامة ومعدلات التغذية إلى توليد الكثير من الحرارة و/أو تكوين ضعيف للرقاقة، فقد تم إثبات هذه القيم تجريبيًا. وذلك لأنه عندما يتم العمل على الفولاذ 1045 ، يتم أخذ سرعة قطع تبلغ 25 م/دقيقة ، والتي تبلغ تقريبًا 800 دورة في الدقيقة لـ M10 ، إلى جانب تسامح التغذية بمقدار ± 0.02 مم في الاعتبار. يعمل هذا الاختيار الأمثل للمعلمات على موازنة حمل الرقاقة وتوليد الحرارة، مما يؤدي إلى تحسين عمر الأداة بشكل مباشر وتمكين تقليل وقت الدورة بنسبة 40% .
الاستفادة من التنصت بيك لإخلاء رقاقة الحفرة العميقة
بما يتجاوز 2x قطر الثقب الأعمى، فإن القطع الأكثر إحكامًا يولد عزم دوران أعلى وكسرًا. للتغلب على هذه المشكلة، يجب إنشاء برنامج يتضمن روتينًا فرعيًا لدورة النقر ( G84 مع قيمة Q ). يتقدم المثقاب، ويسحب 0.5 مم في كل مرة، لإزالة رقائق القطع. تمنع إدارة الرقاقة الاستباقية هذه إعادة القطع، وتقلل من إجهاد الصنبور، وهي ضرورية للحفاظ على أداء الصنبور الخيطي في التطبيقات الصعبة، مما يطيل عمر الأداة إلى أكثر من 4000 فتحة .
توفر هذه الوثيقة إطارًا دقيقًا وقابلاً للتنفيذ لتحسين المعلمة، والانتقال إلى ما هو أبعد من أوامر G-code القياسية. وهو يوضح بالتفصيل كيفية مزامنة وظائف الماكينة واختيار المعلمات المستندة إلى البيانات لحل التحديات الأساسية المتمثلة في النقر على الخيط باستخدام الحاسب الآلي ، مما يوفر أداءً فائقًا للنقر على الخيط والكفاءة التشغيلية للإنتاج بكميات كبيرة .

الشكل 3: اختيار الصنابير الصحيحة لعمليات التصنيع عالية الدقة بواسطة شركة LS Manufacturing
كيف يمكن تحقيق التنصت المثالي من خلال تحسين المعلمات الهندسية للنقر؟
التنصت على الخيط العام منخفض الانتهاء من السطح إلى جانب قيم عزم الدوران العالية وعمر الأداة المنخفض. ومع ذلك، فإن المشكلة في العملية هي تعديل زوايا القطع مع تصميم الفلوت وفقًا لخصائص المواد المتعلقة بتكوين الرقاقة والالتصاق ومعلمات القوة. يتكون النهج من طريقة دقيقة لها معلمات هندسية:
- تقليل قوى القطع في المواد الناعمة واللينة: تميل سبائك الألومنيوم 6061 ، بالإضافة إلى المواد الأخرى، إلى تطوير حافة مدمجة. بالإضافة إلى ذلك، يوصى بضغط القطع المنخفض. يوصى باستخدام صنابير ذات زاوية أشعل النار عالية بزوايا تتراوح من 12 درجة إلى 15 درجة . يساعد هذا التكوين على شحذ حافة القطع، مما يؤدي إلى قص المادة بشكل فعال مع ضغط أقل، وبالتالي الحصول على رقائق رفيعة ويمكن التعامل معها بسهولة. هذه العملية المشار إليها أعلاه فيما يتعلق بعملية القطع، تقلل من عزم الدوران بنسبة تزيد عن 25% . تحقق هذه العملية أيضًا تشطيب السطح بقيمة Ra أقل من 1.6 ميكرومتر . وهذا هو أحد معايير جودة خدمات التصنيع الدقيقة .
- الحفاظ على سلامة الحافة في السبائك الكاشطة والقوية: يتمتع الفولاذ المقاوم للصدأ الأوستنيتي بالقدرة على العمل بشكل أكثر صلابة، فضلاً عن كونه كاشطًا. زاوية أشعل النار العالية تميل إلى الرقاقة. تستخدم عمليتنا زاوية أشعل النار أعلى من 6° إلى 8° . يتيح ذلك تطوير حافة قطع أكثر صلابة، وقادرة على مقاومة قوة القص العالية وصلابة المادة بشكل أفضل. تقاوم الحافة الأقوى التشوه، وتحافظ على دقة شكل الخيط على مدار عمر الأداة الممتد وتمنع حدوث فشل كارثي في منتصف الإنتاج، وهو أمر ضروري لأداء موثوق لصنبور الخيط .
- ضمان إخلاء الرقائق من المواد الصمغية واللاصقة: تتميز أنظمة السبائك هذه بصلابة عالية ورقائق مستمرة يمكن لحامها بسهولة بالأداة. نحن نستخدم الصنابير بزاوية حلزونية متغيرة تتراوح بين 35-45 درجة . في تصميمنا، تؤدي الزيادات في الزاوية الحلزونية إلى زاوية مشط إيجابية للفلوت، تهدف إلى دفع الرقائق بقوة للأمام أمام الأداة. وهذا يمنع تعبئة الرقاقة والتهيج، وهي الأسباب الرئيسية لضبط الصنبور في التيتانيوم، مما يحل تحديًا أساسيًا في كيفية اختيار الصنابير الموضوع للمعادن التفاعلية.
في هذا الدليل، وصفنا كيف كانت العلاقات الهندسية المحددة مرتبطة بشكل مباشر بحل المشكلات المتعلقة بتصنيع المنتج ، وفي هذا الدليل، ستتقدم المناقشة بناءً على توصية المنتج من خلال المساعدة في رؤية المهندسين حول كيفية ربط الاختيار الهندسي بشكل معقول بأداء جودة موثوق به، وفي هذا المستوى من المعرفة المحددة يتميز المحترفون الرئيسيون في خدمات التصنيع الدقيقة .
ما هي بعض الحلول الشائعة لمشاكل الجودة في الآلات الدقيقة للخيوط؟
مشاكل خيوط الدقة مثل الانحرافات في قطر الملعب، وتشطيب السطح، وتمزق الخيوط يمكن أن تؤثر في حد ذاتها على الملاءمة والوظيفة والتجميع. تنشأ المشاكل عادةً مع تفاعل الأداة والمعلمات والمبردات. ما يلي هو حل خطوة بخطوة يركز على سبب المشكلة في كل وضع فشل.
تصحيح انحراف قطر الملعب من خلال التحكم في تسامح الصنبور
يؤدي قطر الملعب غير المتحكم فيه إلى تركيب غير مناسب للمسمار أو ضعف الختم. الحل هو تحديد واستخدام الصنابير مع فئة التسامح أكثر إحكاما خاصة بالتطبيق. للحصول على ملاءمة 6H ، يضمن اختيار صنبور مع تسامح تصنيعي متحكم فيه يبلغ ±0.01 مم على قطر الملعب ضمان بقاء الخيط المقطوع ضمن غلاف 6H الصارم. هذه استباقية استراتيجية التنصت على الخيط باستخدام الحاسب الآلي يستبدل الفحص بعد العملية بضمان أثناء العملية، مما يزيد من إنتاجية المرور الأول.
القضاء على السطح الخشن مع سرعة القطع المُحسّنة
يتجاوز Ra 3.2 ميكرومتر ، مما يخلق احتكاكًا عاليًا ومن المحتمل أن يؤدي إلى تشققات التعب بسبب سرعة القطع غير المناسبة، مما يتسبب في توليد حرارة مفرطة وتراكم الحافة. يتم حل هذه المشكلة عن طريق ضبط النطاق المناسب لسرعة القطع لمواد العمل المعنية. تؤدي سرعة القطع المثالية هذه إلى تكوين شرائح لامعة ومستمرة مما يؤدي إلى قص المواد دون ترك أي لمسة نهائية تزيد عن Ra1.6μm . هذا هو جوهر خدمات التصنيع الدقيقة عالية الجودة.
منع تمزق الخيوط من خلال إدارة تركيز سائل التبريد
عادة ما تكون الخيوط الممزقة ذات القمة الخشنة بسبب لحام الرقائق وعدم كفاية التشحيم على حواف القطع. المبرد وحده لا يكفي؛ التركيز هو اسم اللعبة. نحن نستخدم طريقة خاضعة للمراقبة للخلط والاختبار للتأكد من أن تركيز الزيت المذيب يصل إلى 8-10%، مما يوفر نسبة خلط للحصول على أقصى قدر من تأثير التشحيم والتبريد على حواف القطع، مما يجعلها مقاومة لالتصاق المواد وبالتالي حماية أداء الصنبور الملولب .
تعد اقتراحات الإصلاح الشاملة الواردة في هذا التقرير بمثابة حلول تصحيحية خاصة، على عكس العملية العامة لحل المشكلات في سلاسل الرسائل. لا يعالج كل تصحيح تغيير العملية في التسامح أو معلمة المعالجة أو التحكم في السوائل فحسب، مما يزيل المشكلة الباهظة الثمن المتمثلة في الجودة الرديئة ولكنه يرضي أيضًا المعرفة الفنية المطلوبة لخدمات التصنيع الدقيقة .
كيفية تقييم القدرات الفنية وقدرات الخدمة لمورد الحنفية؟
قد يؤدي الاعتماد على السعر أو توفر الصنابير الملولبة من المورد إلى ظهور تكاليف غير مرئية على عمر الأداة أو وقت الإنتاج أو نقاط بيانات متفرقة حول قبول الجودة. قد يتضمن اختبار المورد أكثر من مجرد المواصفات الفنية بنقرة خيط، ولكنه سيأخذ في الاعتبار عوامل مثل القدرة على العمل معًا لحل المشكلات المتعلقة بالتطبيق. وتشمل العوامل التي يجب مراعاتها ما يلي:
تقييم القدرة على التعاون في مجال الهندسة والتصميم المخصص
إن قدرة هذا المورد، الذي لديه أدوات قياسية فقط، لا يمكنها تلبية المواد الخاصة والمسائل المتعلقة بالهندسة. تقييم كفاءتهم فيما يتعلق بتوفير الأشكال الهندسية المخصصة، مع التعديلات في زوايا الجرف وأنماط الفلوت، المطلوبة لمادة سبيكة معينة. يعد دعم التصميم الاستباقي هذا ضروريًا للاختيار الأمثل لأدوات المعالجة في التطبيقات غير القياسية، مما يدل على شراكة تتجاوز مجرد توريد المعاملات إلى الحلول الهندسية لخدمات التصنيع الدقيقة المعقدة.
قياس مدى اتساق عمر الأداة وخيارات استرداد القيمة
الحد الأدنى المضمون من عمر الأداة، على سبيل المثال، ما لا يقل عن 3000 ثقب لصنابير HSS في ظل ظروف معينة، يضمن بيانات التكلفة لكل ثقب لوضع ميزانية مدروسة. تحقق أيضًا مما إذا كان لديهم مرافق إعادة طحن معتمدة لأدواتهم. مورد يمكنه إعادة تكييف الصنبور بخبرة 2-3 مرات تحول عنصرًا مستهلكًا إلى أصل ملموس، مما يضيف مباشرة إلى النقر على الخيط الفعال من حيث التكلفة لأنه ببساطة يطيل العمر الإنتاجي الإجمالي للنفقات الأولية.
فحص استجابة الدعم الفني وحل المشكلات
إن الانتظار لفترة طويلة جدًا لمعالجة مشكلة ترابط الخط يعني تكبد تكاليف عالية جدًا. قم بتقييم هيكل الدعم الذي يمكن أن يقدمه المورد. هل يقدم هؤلاء الموردون دعمًا فنيًا على مدار الساعة طوال أيام الأسبوع لمهندسي التطبيقات التابعين لهم؟ هل هم قادرون على تقديم التشخيص في الموقع خلال 24 ساعة لتحليل تآكل الأدوات ووظائف سائل التبريد والآلات؟ تصبح هذه المساعدة السريعة والماهرة مهمة للحد من الوقت الضائع وضمان جدولة الإنتاج.
يؤدي هذا إلى تحويل نموذج تقييم الموردين، من مقارنة الأسعار أو خفض التكلفة إلى تقييم أكثر تقنية للهندسة التعاونية، وقيمة دورة الحياة، والاستجابة للدعم. إنه يقدم منهجية لتحديد تلك الشركات التي ستقدم حلاً هندسيًا بدلاً من مجرد إجراء عملية شراء، والتي يمكن أن توفر في نهاية المطاف استغلالًا فعالاً من حيث التكلفة أو إزالة المخاطر المهمة خدمات الطحن الدقيق عملية.
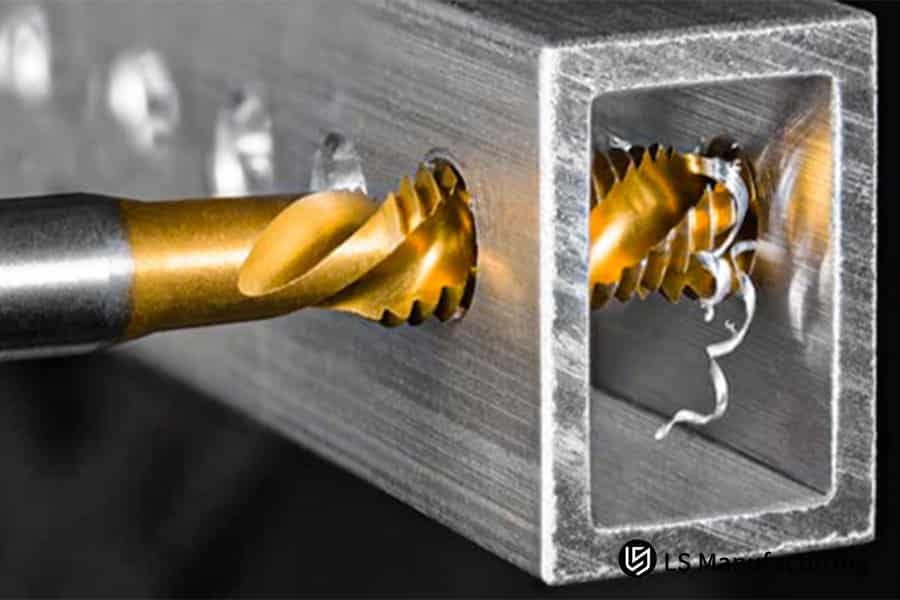
الشكل 4: عرض تفصيلي لصنبور لولبي ذهبي يشكل خيوطًا داخلية بواسطة شركة LS Manufacturing
تصنيع LS: مشروع تحسين تصنيع الفتحات الملولبة لرأس أسطوانة المحرك
يتطلب الإنتاج الضخم للسيارات أن تكون عملية الخيوط مستقرة لضمان إمكانية التنافس من حيث التكلفة والجودة. أدناه هو أ دليل الصنابير الموضوع وحل تصنيع LS لمشكلة في إنتاج رأس أسطوانة المحرك على النحو التالي:
تحدي العميل
تدور المشكلة مع العميل حول قيود تصنيع الآلات أثناء حفر ثقوب M10x1.25 على رؤوس أسطوانات المحرك المصنوعة من الحديد الزهر الرمادي ( الدرجة G3500 ). ستتغير الصنابير كل 800 ثقب ، مما يؤدي إلى بعض عدم انتظام الخيوط، وتغييرات مستمرة، بالإضافة إلى كشط إجمالي بنسبة 3% . السبب الرئيسي هو أن الصنابير مصنوعة من مادة تقليدية من الفولاذ عالي السرعة.
حل التصنيع LS
كان حلنا الفني قادرًا على معالجة الأسباب الجذرية، والتي كانت مرتبطة بعملية الإخلاء البالية والمكسورة. في اقتراحنا، تم توفير أقصى مقاومة ضد التآكل من خلال صنبور HSS لتعدين المساحيق مع طلاءات TiN . تم أيضًا تحسين معلمات القطع بشكل صحيح لـ 12 م/دقيقة ، والتي كانت قيمتها 1.19 مم/دورة لقيمة معدل التغذية. بالإضافة إلى ذلك، تم استخدام مبرد من خلال الأداة بضغط 1.2 ميجا باسكال ، والذي كان يهدف إلى تبريد حافة القطع وإخلاء الرقائق، نظرًا لأن العملية الناتجة كانت قادرة على أداء دورات تصنيع متواصلة.
النتائج والقيمة
وهذا يضمن زيادة متوسط عمر الحفرة بمقدار 3500 ، وهي زيادة بنسبة 337% . كان هناك انخفاض بنسبة 75% في تغييرات الأداة، بينما تم تحسين جودة الخيوط إلى 6H ، وبالتالي القضاء على معدل الخردة البالغ 3% تمامًا. ويقترن هذا بالإضافة إلى ذلك بتوفير سنوي قدره 120,000 ين ياباني من تكاليف الأداة، بصرف النظر عن ضمان أن مستوى الرضا عن النتيجة يبلغ 100% .
لذلك، تقدم هذه الحالة بالذات وجهة نظرنا حول كيفية رؤية الأدوات، ليس فقط من وجهة نظر السلعة، ولكن بشكل أكثر تحديدًا من وجهة نظر الأنظمة الهندسية الإجمالية، وكيف يمكن لهذا النهج المعين أن يساعد في حل مشكلات التصنيع الصعبة، مثل كيفية استخدام LS Manufacturing لمستوى خبرتها الفنية والتركيز على الشراكات للاستفادة بشكل فعال من الخيوط لعملائها.
هل تبحث عن تحسين أداء التنصت على الخيط وفعالية التكلفة؟ استكشف الدليل النهائي لصنابير الآلات الدقيقة وقم بتحسين قدراتك الطحن باستخدام الحاسب الآلي .

تحليل الاتجاهات المستقبلية والابتكار في تكنولوجيا تصنيع الخيوط
مستقبل تكنولوجيا إنتاج الخيوط سيكون دفع حدود المتغيرات التقليدية والصيانة كتقنية تكيفية وتنبؤية وعالية الكفاءة. باختصار، يمكن القول أن التحدي الأكبر الذي تواجهه هذه التكنولوجيا هو ضمان عدم وجود أي توقف غير متوقع و/أو اختلاف في الجودة لأنه يجعل تقنية الخيوط ذكية وذاتية التحسين في مجالات الابتكار التالية:
تنفيذ التحليلات التنبؤية لإدارة الأدوات الاستباقية
يؤثر الكسر غير المؤكد في الصنابير على استمرارية الإنتاج في خط الإنتاج. يتم استخدام أجهزة الاستشعار لقياس عزم الدوران والاهتزازات في خط الإنتاج في الوقت الحقيقي أثناء تنفيذ عملية التنصت على الخيط CNC . وبناءً على ذلك، تم وضع التنبؤ بعمر الأداة باستخدام درجة عالية من الدقة تزيد عن 90% في النموذج بواسطة الخوارزمية المدربة بواسطة أنماط الكسر.
تطوير الطلاءات المتقدمة لطول عمر التطبيق الفائق
تفشل الطلاءات القياسية قبل الأوان في المواد الصعبة مثل السبائك ذات درجة الحرارة العالية. يتضمن ابتكارنا طبقات نانوية متعددة الطبقات، مثل TiAlN مع مواد تشحيم صلبة متكاملة مثل MoS2 . توفر هذه البنية طبقة خارجية صلبة ومستقرة حرارياً بينما يعمل زيت التشحيم على تقليل الاحتكاك في واجهة أداة الشريحة. والنتيجة هي زيادة ملحوظة بنسبة 30%+ في عمر الأداة في المواد الكاشطة واللاصقة، وهي خطيرة ctly تعزيز أداء الصنبور الموضوع .
نشر التشحيم الدقيق لتحقيق الدقة والاستدامة
يعد التشحيم بالغمر أقل فعالية في تنفيذ عمليات ربط الفتحات العميقة ويؤدي إلى إهدار المواد. يمكن التغلب على هذا العيب بمساعدة الحد الأدنى من كمية التشحيم عن طريق الهباء الجوي. قد يتم تفتيت الحجم الصغير من مادة التشحيم MQL (50-100 مل/ساعة) بدقة هنا بحيث تحصل حافة القطع على ما يكفي من التشحيم. يؤدي هذا إلى تقليل الصدمة الحرارية والاحتكاك بشكل كبير، مما يتيح سرعات وتغذية أعلى مع تحسين إخلاء الرقاقة وإنهاء السطح، وهو أمر بالغ الأهمية لخدمات المعالجة الدقيقة المتقدمة.
إنشاء أنظمة تحكم تكيفية لتحقيق استقرار العملية
تشير التناقضات في مستوى صلابة المادة إلى تناقضات مقابلة في مستوى جودة الخيط. ولكن كما يستشرف المرء المستقبل، يأتي مفهوم أنظمة التحكم التكيفية لمعدل التغذية. تطبق هذه مبدأ قياس حمل المغزل في الوقت الحقيقي إلى حد أن التحكم في معدل التغذية يعتمد على إمكانية وجود بقع صلبة وفراغات في المادة.
يوضح هذا التحليل خارطة طريق ملموسة من الخيوط التفاعلية إلى الخيوط التنبؤية والتكيفية. وهو يوضح بالتفصيل كيف يؤدي دمج تحليلات البيانات وعلوم المواد والتحكم في الحلقة المغلقة إلى حل التحديات الملحة المتمثلة في وقت التوقف عن العمل وتكلفة الأداة وضمان الجودة بشكل مباشر. يحدد هذا النهج التطلعي والموجه نحو الحلول الجيل القادم من الموثوقية العالية التنصت على موضوع CNC وخدمات الآلات الدقيقة .
الأسئلة الشائعة
1. كيفية اختيار نوع الصنبور المناسب لمختلف المواد؟
اعتمادًا على الصلابة والقوة، يمكن أن تكون المادة من أي نوع. تطبيق صنابير فولاذية عالية السرعة من الكوبالت لقطع المواد الفولاذية المقاومة للصدأ، تطبيق صنابير نقطية لولبية لقطع سبائك الألومنيوم، وصنابير معالجة بالأكسيد لقطع أنواع مختلفة من الحديد الزهر.
2. كيف ستعرف متى تحتاج الصنبور إلى التغيير؟
وهذا يعني أنه إذا تم زيادة عزم الدوران بنسبة 15% ، فقد تدهورت خشونة سطح منطقة الخيط، أو إذا كانت الأبعاد غير مقبولة، فيجب استبدال صنبور جديد على الفور، لأنه كان سينتج منتجات معيبة على نطاق واسع.
3. هل يجب استخدام التنصت الصلب أو التنصت المرن في التنصت باستخدام الحاسب الآلي؟
للحصول على خيوط دقيقة ، يوصى بالنقر الصلب، بينما من الأفضل إجراء النقر المرن في الثقوب العميقة أو في المواد الصعبة. هذا يعتمد على دقة الآلة.
4. كيف يمكن إطالة عمر خدمة الصنابير بشكل فعال؟
تحسين عوامل القطع، باستخدام الطلاء المناسب على الصنبور، والتبريد والتشحيم. يلزم إجراء فحوصات منتظمة على الصنبور بحثًا عن التآكل
5. كيفية ضبط سرعة القطع عند تصنيع مواد مختلفة؟
الفولاذ: 20-30 م/دقيقة ، الفولاذ المقاوم للصدأ: 10-20 م/دقيقة ، سبائك الألومنيوم: 30-50 م/دقيقة . وينبغي تحديد سرعات محددة من خلال التخفيضات التجريبية.
6. ما هي الأسباب الشائعة لكسر الصنبور وكيفية الوقاية منها؟
وتشمل هذه ضعف التركيز، وسوء إخلاء الرقائق، ومعلمات العملية غير الصحيحة. تشمل الإجراءات التصحيحية إجراء تصحيحات على التركيبات وتحسين العملية ومراقبة العملية.
7. كيفية تقييم ما إذا كانت جودة تصنيع الخيوط مؤهلة؟
استخدم مقاييس الخيوط للتحقق، وقياس تشطيب السطح بواسطة جهاز اختبار الخشونة، وإجراء فحص 100% للأبعاد الحرجة.
8. ما مدى تأثير طلاء الصنبور على أداء المعالجة؟
يمكن للطبقة المناسبة إطالة العمر بمقدار 2-3 مرات . TiN شامل، TiCN لديه مقاومة التآكل، في حين AlCrN لديه مقاومة لدرجات الحرارة العالية.
ملخص
بمساعدة العلم المستخدم في اختيار الصنابير بالإضافة إلى تحسين العملية، سيكون من الممكن تعزيز الكفاءة والجودة أثناء تصنيع الخيوط، بالإضافة إلى تحسين تكلفة الإنتاج.
للحصول على خدمات في تصنيع الخيوط في الصناعة أو حتى تحليل مجاني فيما يتعلق بالمنتجات المذكورة، يرجى التنسيق مع الخبراء الفنيين في تصنيع إل إس . وفيما يتعلق بذلك، نود تحديد قدرة النقر على مؤشر الترابط الحالي الخاص بك من خلال تقرير مجاني حول كيفية تحقيق التحسينات فيما يتعلق بالكفاءة والجودة والتكلفة.
على استعداد لتحسين التنصت على موضوعك؟ استكشف الدليل النهائي لخدمات الآلات الدقيقة للحصول على أعلى مستوى من الأداء وتوفير التكاليف.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات التصنيع LS لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري. تتطلب أجزاء الاقتباس تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة . التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على التصنيع باستخدام الحاسب الآلي عالي الدقة، تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن . ختم المعادن ، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.lsrpf.com .


