
精密加工サービスねじの製造においては、タップの破損、品質のばらつき、非効率などの重大な問題に直面しています。従来の工具選択方法では、工具寿命の変動が300%増加し、加工コストの変動が少なくとも25%増加します。精密機械加工サービスは、ねじの製造、タップの破損、品質のばらつき、非効率などの重大な問題に直面しています。
このアプローチにより、タッピングサイエンスに基づいたデータドリブンなソリューションが可能になります。 これは、LS Manufacturing が収集した 2,000 を超えるねじ切り状況の概要を使用して開発されました。これにより、工具コストを40%最小限に抑えながら、加工効率を30%最大化することを目的として、材料と切削データを含むツールキット構成が合理化されます。

スレッドタップ: パフォーマンスとコストの最適化クイックリファレンスガイド
| セクション | 重要なポイント |
| 基本と種類 | タップの説明とその使い方。タップの種類:ハンドタップ、マシンタップ、管タップ、フォーミングタップ。 |
| 選択基準 | 要素:材質、穴仕様、ねじの種類、希望の仕上がり、機械の相性。 |
| コーティングと材料 | 共通オプション:ハイス、超硬。 コーティング: TiN、TiCN、TiAlN で寿命と速度を向上。 |
| パフォーマンスのヒント | 正しい速度/送り、潤滑、正しいセットアップ、難削材のペックタッピング。 |
| コストの最適化 | 右タップの設置、予防保守、バッチ処理、サプライヤーとのパートナーシップ。 |
| 問題解決 | よくある問題のガイド: 破損、ねじ山不良、摩耗、ビビリ。 |
この技術ガイドには、製品の選択、適用、お手入れに関する貴重なノウハウが満載です。 ねじ切り装置。当社は、工具の破損を防ぎ、工具のライフサイクルを延長するなどの差し迫った問題、特に比較的手頃な価格の穴あけ手順に関して、大切なお客様に役立つサポートを提供しています。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
精密機械加工サービス、特にねじタップの製造に関して言えば、私たちの知識の程度は実践から得られたものです。私たちはすでに、航空宇宙産業、医療産業、自動車産業における最も重要な課題を解決しています。マニュアルに記載されている各知識は実践に基づいています。
私たちの方法論は、次のような厳しい要件に対処しています。 ASTMインターナショナルそしてアルミニウム協会(AAC) 、可能な限り最高の性能と最高の精度を達成することを目的として、タップの材質と切削パラメータに関して可能な限り最善の選択を行うつもりです。
言うまでもなく、精密機械加工を最大限に活用できるよう、品質と費用対効果が保証されます。専門知識と業界内のベストプラクティスを活用して、当社はこのガイドを使用してスレッドの効果的なタッピングに関する戦略を提供し、保証範囲内で最適な結果が保証されるようにします。

図 1: LS Manufacturing による精密加工用の適切なねじタップの選択
精密加工サービスはどのようにしてねじ加工の効率と品質を向上させることができるのでしょうか?
したがって、非科学的な工具の選択は、工具の破損、誤ったタイミングでの磨耗、ねじの品質の変動につながります。あコスト効率の高いねじ切り加工多品種生産では、予測的かつ科学的なツール選択技術が必要です。これは、次の 4 段階のプロセスによって実現できます。
- 最適化された形状によるグミ素材の制御: 316 ステンレス鋼などの素材には、加工硬化の特性があり、切りくずが長く繊維状になります。今回はTiCN仕上げのタップのデザインの利点を活かしました。これにより、安定した15 ~ 20 m/min の切削速度が可能になり、ねじタップの性能が維持され、致命的な工具の故障が防止されます。
- 脆性合金の摩耗の軽減:生成される粉末は摩耗性が高くなります。ねずみ鋳鉄材料からは非常に研磨性の高い粉末が得られます。当社のタップはストレートフルートタップで酸化仕上げが施されています。これにより、粉体の排出が向上します。酸化仕上げにより、その硬度により粉による摩耗を防ぐため、耐摩耗性が向上します。摩耗は10 ~ 15 m/minで制御されます。
- 非鉄用途での凝着の防止:アルミニウム合金ではかじりやすくなります。これにより、仕上げ面が悪くなり、ねじ山が粗くなります。これには、 TiN 仕上げのポイント スタイルまたはスパイラル ポイント タップを適用する必要があります。このタイプのタップの場合、切りくずの除去はポイントより先に行われます。これにより、 30 ~ 50 メートル/分の範囲の速度の高速機械で加工プロセスを実行できるようになります。
- 独自の選択データベースの実装:この材料固有のロジックを信頼できる標準操作手順に変換します。当社独自の選択データベースは、材料グレード、硬度、穴の状態を検証済みの工具仕様と関連付け、推測を排除し、シフト間で再現可能なねじタップ性能を保証します。ねじ立て加工は、信頼性の高い精密加工サービスを提供するための基礎の 1 つです。
これは、一般的なカタログ データではなく、タップ選択に関する再現可能なエンジニアリング ドキュメントであり、ターゲットを絞ったツールとパラメーターの選択によって、特定のコストのかかる生産上の課題をどのように解決できるかを正確に示します。この実用的な技術の深さは、専門家レベルの精密機械加工サービスの特徴です。

ワーク材質に合わせて最適なねじタップの種類を選ぶには?
ねじ切り加工で最大限の工具寿命とコスト効率を達成するには、 最適なねじタップの選定。ただし、ねじタップの選択方法を決定する際の主な課題は、その特性をワークの材質に固有の機械加工性の難しさに合わせて調整することにあります。このレポートは、データ分析によってサポートされるねじタップの選択の基礎を示します。
| ワーク材質 | 一次加工の課題 | 推奨ねじタップ種類 | キーパラメータ | 文書化された結果 |
| 焼き入れ焼き戻し鋼 (HRC 30-35) | 高い摩耗性 | 粉末ハイス鋼(HSS-PM) | すくい角8°-10° | 寿命が 200 穴から 800 穴に増加しました |
| オーステナイト系ステンレス鋼(304/316) | 加工硬化、切りくず付着 | コバルトハイス鋼(HSS-E) | ねじれ角35° | 確実な切りくず排出を実現 |
| ニッケル基超合金(インコネル718) | 温度下での高い強度 | 超硬タップ | 切断速度5-8 m/min | 安定したスレッド生成が可能になりました |
ねじタップの選定は分析的なアプローチに基づいて行う必要があります。まず、材料の主な加工問題を分析します。結果に基づいて、次の表からニーズに合ったねじタップのタイプを選択できます。この体系的なアプローチにより、最適なねじタップの選択が保証されます。
特定の加工シナリオにおけるさまざまなねじ切りタップの比較分析?
加工用途に応じて、いくつかの方法が考えられます。ねじタップの種類また、適切な生産を行うために重要な特性もいくつか備えています。研究の主な目的は、最適な形状のさまざまな種類のCNC ねじ立てツールの測定可能な比較と、幾何学的形状と結果の間に存在する可能性のある関係を実行することです。
| ねじタップの種類 | 最適なアプリケーションシナリオ | 主要なパフォーマンス属性 | 定量化されたメリット |
| スパイラルフルートタップ (15°-45°ねじれ) | 止まり穴タッピング | 優れた切りくず排出性 | 切りくず除去効率80%向上 |
| スパイラルポイントタップ(ポワント) | スルーホールタップ加工 | 効率的な切りくず排出 | 処理効率が50%向上 |
| ロールフォーミングタップ(ねじ転造) | 延性のある材料 | チップレス加工、加工硬化 | 糸強度30%アップ |
| スパイラルフルートタップ(M6x1の例) | 一般的な止まり穴 | 鋼の工具寿命 |
3000穴寿命(従来品との比較)ストレートフルートの場合は1200) |
ねじタップのパフォーマンスを最適化するには、まず穴のタイプ (ブラインド/スルー) と材質を定義します。止まり穴の場合は、スパイラル フルート タップを選択します。貫通穴用、スパイラルポイントタップ。高強度ねじが必要な延性材料には、ロールフォーミングタップを使用してください。上記のデータによって検証されたこのアプリケーション固有の選択は、高価値の製品で優れた結果を達成するために不可欠です。 CNCねじ立て加工。
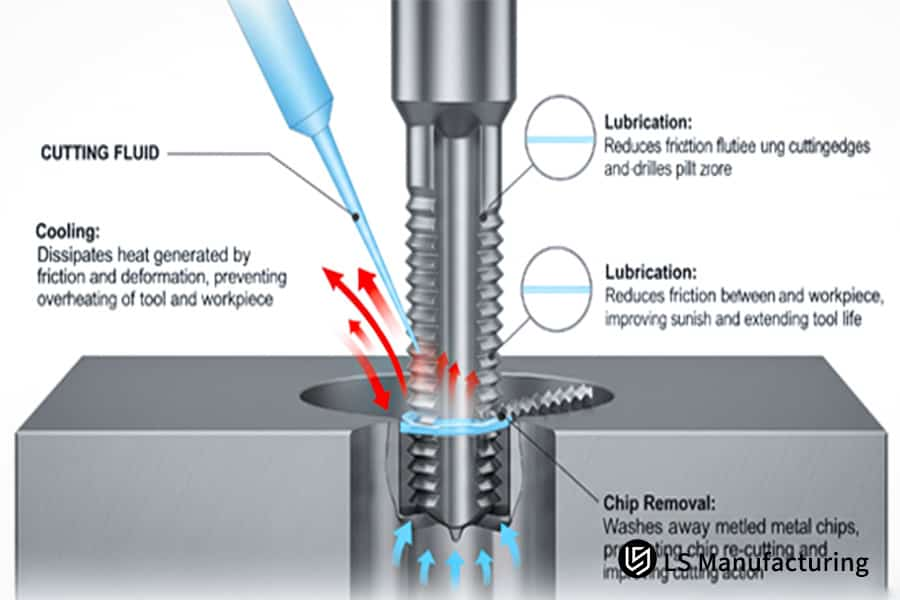
図 2: 効果的な冷却剤の主な役割ねじ切り加工LSマニュファクチャリングによる
加工品質を犠牲にすることなく、コスト効率の高いねじ切り加工を実現するにはどうすればよいでしょうか?
これが意味するのは、真の費用対効果の高いねじ切り加工は、より経済的な工具を使用したり、予測不可能なプロセスによって得られるものではないということです。費用対効果の高いねじ切り加工の解決策としてより安価な工具を採用する代わりに、予測可能な結果が得られる安定したねじ切り加工を伴う予測可能なプロセスが必要です。これには、制御されていない変数を排除するプロセスの開始が必要になります。
送りを最適化して工具応力を低減
過剰な送りは過負荷切削をもたらしますが、送りが不足していると高摩擦プロセスが発生し、高熱が発生します。上記は次の方法で実現されます。 送り速度をねじピッチの95% (たとえば、 M8x1.25を使用する場合はねじの1.19 mm)に事前設定します。この制御されたエンゲージメントにより、ねじタップ性能一貫してきれいな完全な形のスレッドを形成します。
正確な最小量給油の実現
ねじ立て加工の最も重要な問題の 1 つは、深い穴や止まり穴の場合、フラッドクーラントが切削領域に到達するのが難しいことです。これにより、凝着摩耗とともに熱衝撃が発生する可能性があります。 50 ~ 100ml/hr の適切な量の潤滑剤を使用した対象の MQL システムは、平均的なマイクロフィルムを形成することでチップとツールの界面での摩擦値を低減し、その結果、工具の寿命が期待できる平均化された刃先が得られます。これは、費用対効果の高いねじ立て加工にとって非常に重要です。
予期せぬ障害を排除するためのプロアクティブな監視
タップの破損が突然発生すると、コストのかかるダウンタイム、材料の無駄、および潜在的な製品欠陥が発生する可能性があります。また、監視要素も統合しています。主軸の負荷とトルクをリアルタイムで測定できます。比較のための所定のレベルを使用すると、工具の磨耗または工具の位置合わせのいずれかについて早期の警告信号を発することもできます。計画外のダウンタイムや、プロセス欠陥による材料の廃棄を回避できます。
この文書は、業界が事後的に実践していたツール代替の思考プロセスから脱却し、現在はデータ プロセスによって管理することを目的とした設計戦略を提供します。この文書には、ねじタップの性能を向上させるためのさまざまなアプローチが含まれています。これは、精密機械加工サービスを提供する企業にとって、費用対効果の高いねじタップを作成するための実際の鍵となります。
効率を向上させるために CNC 加工のねじ切りプロセスパラメータを最適化するにはどうすればよいですか?
不適切なパラメータねじ立てCNC プロセスの場合、プロセス速度の低下、工具寿命の低下、またはその 2 つの組み合わせのいずれかが発生し、ねじの品質も低下します。ただし、この場合に最も困難な操作は、多くの場合、Z 軸の移動とともにスピンドルの速度を制御することです。以下のプロセスにより、これらの要因を制御できるようになります。
同期制御によるリジッドタッピングの実装
電子同期によるスピンドルと送り軸のリジッドタッピングサイクル G84 では、柔軟な張力圧縮ホルダによるピッチの偏差を避けるため、送り速度が 1 回転あたり1.25 mmのスピンドル回転速度に等しいことが保証されるため、フローティング ホルダの使用を避けます。これは、 CNC ねじ立てに関して特に重要です。交差ねじが作成される可能性を最小限に抑え、ねじの精度のグレード 6H を確実に遵守することが不可欠であるためです。
材料固有の切削のための速度と送りの校正
一般的な切削速度と送り速度によって発熱が多すぎたり、切りくず形成が不十分になる場合がありますが、これらの値は実験的に証明されています。これは、 1045 鋼を加工する場合、送り公差± 0.02 mmとともに、切削速度25 m/min ( M10の場合は約800 RPMに相当) が考慮されるためです。この最適なねじタップパラメータの選択により、切りくず負荷と発熱のバランスが取れ、工具寿命が直接最適化され、サイクルタイムの40%短縮が可能になります。
ペックタッピングによる深穴切りくず排出
止まり穴ドリルの直径の2 倍を超えると、よりきつめの切削により、より高いトルクと破損が発生します。この問題を解決するには、ペック タッピング サイクル サブルーチンを含むプログラムを確立する必要があります ( Q 値を備えた G84 )。ドリルは0.5mmずつ後退しながら前進し、切粉を除去します。このプロアクティブな切りくず管理は、再切削を防止し、タップ応力を軽減し、困難な用途でねじタップの性能を維持するために重要であり、工具寿命を4000 穴以上に延長します。
このドキュメントは、標準の G コード コマンドを超えて、パラメーターを最適化するための正確で実用的なフレームワークを提供します。 CNC ねじ切り加工の中核的な課題を解決するために機械機能を同期させ、データ駆動型パラメータを選択する具体的な方法を詳しく説明し、大量生産における優れたねじ切り加工性能と運用効率の両方を実現します。

図 3: LS Manufacturing による高精度加工作業のための正しいタップの選択
タップの幾何学的パラメータの最適化により、どのようにして完璧なタッピングを実現できるのでしょうか?
一般的なネジタッピングは低い表面仕上げ高いトルク値と短い工具寿命を伴います。しかし、このプロセスの問題は、切りくず形成、接着力、強度パラメータに関する材料特性に応じて、溝の設計に合わせて切り込み角度を変更する必要があることです。このアプローチは、幾何学的パラメーターを備えた高精度メソッドで構成されます。
- 延性のある柔らかい材料での切削抵抗の低減: 6061 アルミニウム合金や他の材料では、構成刃先が発生する傾向があります。また、低い切削圧力を推奨します。角度12° ~ 15°のハイすくい角タップを推奨します。この構成により刃先が鋭くなり、より少ない圧力で効果的に材料をせん断することができ、薄くて扱いやすいチップが得られます。このプロセスは、切断プロセスに関して上で参照したように、トルクを25%以上削減します。このプロセスにより、Ra 値1.6μm未満の表面仕上げも実現されます。これは高品質の精密機械加工サービスの基準の 1 つです。
- 摩耗性の高い強靭な合金における刃先の完全性の維持:オーステナイト系ステンレス鋼には、研磨性だけでなく加工硬化する能力もあります。すくい角が大きいと欠ける傾向があります。当社のプロセスでは、6° ~ 8°というより高いすくい角が採用されています。これにより、より硬い刃先の開発が可能になり、材料の高いせん断強度と硬度に耐えることができます。より強力な刃先は変形に強く、工具寿命が延びるまでねじ形状の精度を維持し、生産中の致命的な故障を防ぎます。これは、信頼性の高いねじタップの性能に不可欠です。
- 粘着性のある材料での切りくず排出の確保:これらの合金システムは高い靭性を備え、連続した切りくずを工具に容易に溶接できます。ねじれ角35~45°の可変タップを採用しています。私たちの設計では、ねじり角の増加によりフルートのすくい角が正になり、切りくずを工具の前に積極的に押し出すことを目的としています。これにより、チタンのタップ焼き付きの主な原因である切りくずの詰まりやかじりを防止し、チタンの根本的な課題を解決します。ねじタップの選び方反応性金属用。
このマニュアルでは、特定の幾何学的関係が製品製造の問題の解決にどのように直接関係しているかを説明しました。このマニュアルでは、幾何学的選択が信頼できる品質パフォーマンスにどのように合理的に結び付けられるかというエンジニアのビジョンを支援することによって、製品の推奨に向けて議論が進められます。精密機械加工サービスのマスタープロフェッショナルが区別されるのは、この特定のノウハウのレベルです。
精密ねじ加工における品質問題に対する一般的な解決策は何ですか?
精密ねじ切りの問題ピッチ直径、表面仕上げ、ねじ山の破れなどの偏差は、それ自体がフィット感、機能、組み立てに影響を与える可能性があります。通常、問題はツール、パラメータ、冷却剤の相互作用によって発生します。以下に、各障害モードの問題の原因に焦点を当てた段階的な解決策を示します。
タップ公差制御によるピッチ径のズレの補正
ピッチ直径が制御されていないと、ボルトの取り付けが不適切になったり、シールが不十分になったりします。解決策は、より厳密なアプリケーション固有の公差クラスのタップを指定して使用することです。 6H フィットの場合、ピッチ直径が±0.01mmに管理された製造公差を持つタップを選択すると、切断されたねじ山が厳密な6H の範囲内に留まることが保証されます。この積極的な CNCねじ立て加工戦略後工程検査を工程内保証に置き換え、初回合格歩留まりを向上させます。
最適化された切削速度で仕上げ面の荒れを解消
Raが3.2μmを超えると摩擦が大きくなり、不適切な切削速度により疲労亀裂が発生しやすくなり、過度の発熱や刃先の構成が発生します。この問題は、被削材に応じた適切な切削速度範囲を調整することで解決されます。この最適な切削速度により、光沢のある連続的な切りくずが形成され、 Ra1.6µmを超える仕上げを残すことなく材料をせん断することができます。それが高品質な精密加工サービスの本質です。
クーラント濃度管理でねじ切れを防止
ねじ山の切れ端がギザギザになるのは、通常、切りくずの溶着や刃先の潤滑不足が原因です。冷却剤だけでは十分ではありません。集中力こそがゲームの名前です。当社では、溶剤油の濃度が 8 ~ 10% に達するように制御された混合方法とテスト方法を採用しています。これにより、刃先の潤滑と冷却効果が最大になる混合比率が得られ、刃先が材料の固着を防ぎ、ねじタップの性能が保護されます。
このレポートで提供されるワンストップ修復の提案は、スレッドでの問題解決の一般的なプロセスとは異なり、特定の修正ソリューションです。それぞれの補正は、公差、加工パラメータ、または流体制御におけるプロセスの変更に対処するだけでなく、低品質という高価な問題を解決するだけでなく、精密機械加工サービスに必要な技術的ノウハウも満たします。
ねじタップサプライヤーの技術能力とサービス能力を評価するにはどうすればよいですか?
サプライヤーからのねじタップの価格や入手可能性に依存すると、工具寿命や生産時間に目に見えないコストがかかったり、品質の合格に関するデータポイントが散在したりする可能性があります。サプライヤーのテストには、ねじタップの技術仕様だけではなく、アプリケーションに関連する問題の解決に協力する能力などの要素も考慮されます。考慮すべき要素には次のようなものがあります。
カスタムエンジニアリングと設計のコラボレーション能力の評価
標準的なツールしか持たないこのサプライヤーの能力では、特殊な材料や形状に関連する問題には対応できません。特定の合金材料に必要な、すくい角と溝パターンの修正を伴うカスタム形状の供給に関する自社の能力を評価します。このプロアクティブな設計サポートは、非標準用途における最適なねじタップの選択に不可欠であり、トランザクション供給を超えて、複雑な精密機械加工サービス向けのエンジニアリングソリューションに移行するパートナーシップを実証します。
工具寿命の一貫性と価値回復オプションの定量化
工具の最小寿命が保証されているため、たとえば、特定の状況下でのHSS タップの穴が少なくとも 3000 個であるため、意図的に予算を立てるための穴あたりのコスト データが保証されます。また、工具の認定された再研磨施設があるかどうかも確認してください。蛇口を専門的に再調整できるサプライヤー2 ~ 3 回行うと、消耗品が有形資産に変わり、初期費用の総耐用年数が延びるだけで、費用対効果の高いねじ切り加工に直接つながります。
テクニカルサポートの対応力と問題解決力を精査する
ラインダウンのスレッド化の問題に対処するまでに時間がかかりすぎると、非常に高いコストが発生することになります。サプライヤーが提供できるサポートの構造を評価します。これらのサプライヤーは、アプリケーション エンジニアによる年中無休の技術サポートを提供していますか?ツールの磨耗、クーラントの機能、機械を分析するためのオンサイト診断を24 時間以内に提供できますか?このような迅速かつ熟練した支援は、ダウンタイムを制限し、生産スケジュールを確保するために重要になります。
これにより、サプライヤー評価のパラダイムが、価格比較やコスト削減から、協調エンジニアリング、ライフサイクル価値、サポートへの対応などのより技術的な評価へと移行します。これは、単に購入するのではなく、エンジニアリング ソリューションを提供する企業を特定する方法論を提供します。これにより、最終的にはコスト効率の高いスレッドタッピングや重要なコンポーネントのリスク軽減を実現できます。 精密フライス加工サービス手術。
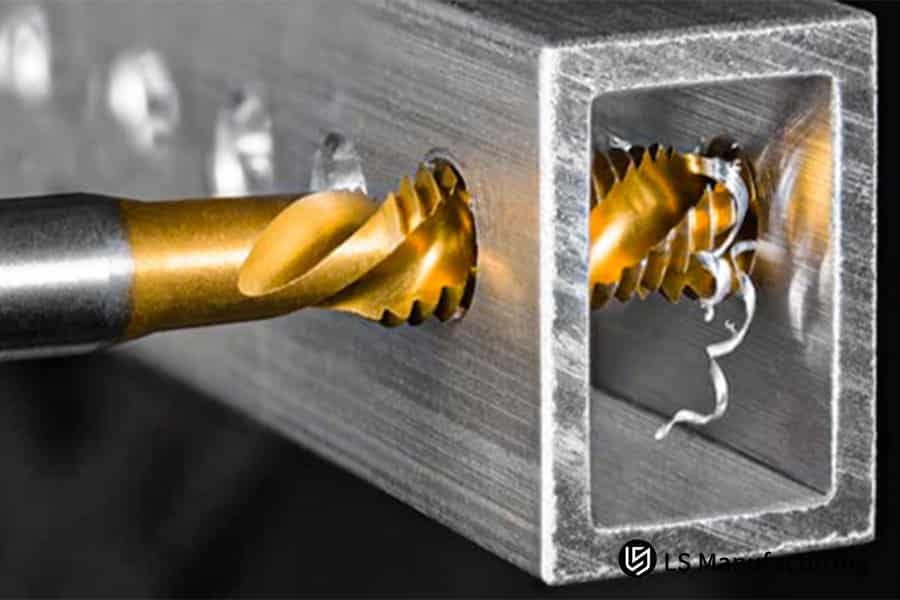
図 4: LS Manufacturing による雌ねじを形成するゴールド スパイラル タップの詳細図
LS Manufacturing: エンジンシリンダーヘッドねじ穴加工最適化プロジェクト
自動車の大量生産では、コストと品質を確実に競争できるように、ねじ切りプロセスが安定している必要があります。以下は、ねじタップガイドLS Manufacturing は、次の方法でエンジンのシリンダー ヘッドの製造の問題を解決しました。
クライアントの課題
クライアントの問題は、ねずみ鋳鉄 (グレード G3500 ) エンジン シリンダー ヘッドにM10x1.25 のネジ穴を穴あけする際の研削加工の制約を中心に展開していました。タップは800 個の穴ごとに変更されるため、ねじ山の多少の不規則性、一定の変化、および全体の3%パーセントの削れが生じます。その最大の理由は、タップの材質が従来のハイス鋼であるためです。
LS製造ソリューション
当社の技術ソリューションは、磨耗して欠けた排気に関連する根本原因に対処することができました。当社の提案では、 TiN コーティングを施した粉末冶金 HSS タップによって最大の耐摩耗性が実現されました。切削パラメータも12 m/minに適切に最適化されており、送り速度値は1.19 mm/revでした。さらに、結果として生じるプロセスが中断のない加工サイクルを実行できることを考慮して、刃先を冷却し、切りくずを排出する目的で、圧力1.2 MPaのスルーツールクーラントが使用されました。
結果と価値
これにより、穴の平均寿命が3,500 年延長され、これは337%の延長となりました。工具交換が75%削減され、ねじの品質が6Hに向上したため、 3% のスクラップ率が完全になくなりました。これにより、結果の満足度が100%になるだけでなく、ツールのコストも年間120,000 円節約できます。
したがって、この特定のケースは、商品の観点からだけでなく、より具体的にはトータルエンジニアリングシステムの観点からツーリングをどのように見ることができるか、またその特定のアプローチが製造上の困難な問題の解決にどのように役立つか、たとえばLS Manufacturing がそのレベルの技術的専門知識をどのように活用し、顧客のために糸を効果的に加工するためのパートナーシップに重点を置くかなどについて、私たちの視点を提供します。
ねじ切りの性能と費用対効果を向上させたいとお考えですか?精密加工タップに関する究極のガイドを参照し、最適化を行ってください。 CNCフライス加工。

ねじ加工技術の将来の動向と革新の分析
の将来糸生産技術従来の変数とメンテナンスの境界を、適応的、予測的、高効率のテクノロジーとして押し広げることです。一言で言えば、このテクノロジーの最大の課題は、次の革新分野でスレッディング テクノロジーをインテリジェントかつ自己最適化するため、予期せぬダウンタイムや品質の変動が生じないようにすることであると言えます。
プロアクティブなツール管理のための予測分析の実装
タップの破損が不確実であると、生産ラインの生産継続に影響を及ぼします。当社では、CNCねじ立て加工を実施する生産ラインのトルクや振動をリアルタイムに計測するセンサーを採用しています。そこで、破損パターンを学習したアルゴリズムにより90%以上の高精度な工具寿命予測をモデル化しました。
アプリケーションの寿命を極限まで高める高度なコーティングの開発
標準的なコーティングは、高温合金のような困難な材料では早期に破損します。当社のイノベーションには、 MoS2などの固体潤滑剤を統合したTiAlNなどのナノスケール多層コーティングが含まれます。この構造は、潤滑剤がチップとツールの界面での摩擦を軽減しながら、硬くて熱的に安定した外層を提供します。その結果、研磨材および接着材の工具寿命が30% 以上向上するという驚くべき結果が得られました。ねじタップ性能を大幅に向上させます。
精度と持続可能性のためのマイクロ潤滑の導入
深い穴のねじ切りを行うと洪水潤滑の効果が低くなり、材料の無駄が発生します。この欠点は、エアロゾル化による最小限の量の潤滑を利用して克服できます。少量のMQL 潤滑剤 (50 ~ 100 ml/h)がここで正確に噴霧され、刃先に十分な潤滑が行われます。これにより、熱衝撃と摩擦が大幅に軽減され、高速化と送りが可能になると同時に、高度な精密機械加工サービスに不可欠な切りくず排出と表面仕上げが向上します。
プロセス安定性のための適応制御システムの作成
材料の硬度レベルのばらつきは、対応する糸の品質レベルのばらつきを示します。しかし、将来を予測すると、送り速度の適応制御システムの概念が登場します。これらは、材料内のハードスポットやボイドの存在の可能性に応じて送り速度の制御が行われる範囲で、リアルタイムでのスピンドル負荷の測定原理を適用します。
この分析では、リアクティブなスレッディングから予測的かつ適応的なスレッディングへの具体的なロードマップの概要を示します。データ分析、材料科学、閉ループ制御を統合することで、ダウンタイム、ツールコスト、品質保証といった差し迫った課題を直接解決する方法について詳しく説明します。この先進的なソリューション指向のアプローチは、次世代の高信頼性を定義します。 CNCねじ立て加工および精密機械加工サービス。
よくある質問
1. さまざまな材質に適したタップの種類を選択するにはどうすればよいですか?
硬度と強度に応じて、材料はどのようなタイプであってもよい。コバルトハイスタップはステンレス鋼材の切断に、スパイラルポイントタップはアルミニウム合金の切断に、酸化処理タップは各種鋳鉄の切断に使用されます。
2. タップに変更が必要になったことはどのようにしてわかりますか?
つまり、トルクが15%増加すると、ねじ部の面粗さが悪化したり、寸法が公差を外れたりすると、大量の不良品が発生するため、直ちに新しいタップに交換する必要がありました。
3. CNC タッピングにはリジッドタッピングとフレキシブルタッピングを使用する必要がありますか?
正確なねじ山を得るには、リジッドタッピングが推奨されますが、深い穴や難しい材料にはフレキシブルタッピングが最適です。これは機械の精度によります。
4. タップの耐用年数を効果的に延ばすにはどうすればよいですか?
切削要素の最適化、タップへの適切なコーティングの使用、冷却と潤滑。蛇口の摩耗を定期的に検査する必要があります
5. 異なる材質を加工する場合の切削速度はどのように設定すればよいですか?
鋼: 20-30 m/min 、ステンレス鋼: 10-20 m/min 、アルミニウム合金: 30-50 m/min 。具体的な速度はトライアルカットにより決定してください。
6. タップ破損の一般的な原因とその予防方法は何ですか?
これには、不十分な同心度、不十分なチップの排出、および不適切なプロセスパラメータが含まれます。修正手段には、治具の修正、プロセスの最適化、プロセスの観察が含まれます。
7. ねじ加工品質が認定されているかどうかを評価するにはどうすればよいですか?
ねじゲージによるチェック、粗さ計による表面仕上げの測定、重要な寸法の全数検査を行います。
8. タップコーティングは加工性能にどの程度影響しますか?
適切な層を設けると寿命が2 ~ 3 倍延びる可能性があります。 TiN は万能であり、TiCN は耐摩耗性を備え、AlCrN は高温耐性を備えています。
まとめ
タップの選択とプロセスの最適化に科学の助けを借りて、ねじ加工の効率と品質を向上させ、生産コストを最適化することが可能になります。
業界のねじ加工サービスや、上記の製品に関する無料分析については、当社の技術専門家と調整してください。 LSマニュファクチャリング。これに関連して、効率、品質、コストに関してどのように改善を達成できるかについての無料レポートを提供して、現在のねじタップの機能を判断したいと考えています。
ねじ切りを最適化する準備はできていますか?最高のパフォーマンスとコスト削減のために、精密機械加工サービスの究極ガイドをご覧ください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


