
Servizi di lavorazione meccanica di precisione affrontare problemi critici nella produzione di filetti, come la rottura del maschio, la variabilità della qualità e l'inefficienza . Il metodo tradizionale di scelta dell'utensile aumenterà la variabilità della durata dell'utensile del 300% e la variabilità dei costi di lavorazione almeno del 25% . I servizi di lavorazione di precisione devono affrontare problemi critici nella produzione di filetti, rottura dei maschi, variabilità della qualità e inefficienza .
Questo approccio rende possibili soluzioni basate sui dati basate sulla scienza del tapping che è stato sviluppato utilizzando un compendio di oltre 2.000 situazioni di filettatura raccolte da LS Manufacturing . Ciò semplifica la configurazione del kit di strumenti con materiali e dati di taglio con l'obiettivo di massimizzare l'efficienza di lavorazione del 30% riducendo al minimo i costi degli utensili del 40% .

Maschiatori: guida di riferimento rapido per l'ottimizzazione delle prestazioni e dei costi
| Sezione | Punti chiave |
| Nozioni di base e tipi | Descrizione dei rubinetti, loro utilizzo. Tipi di maschi : maschi a mano, maschi a macchina, maschi per tubi, maschi a rullare. |
| Criteri di selezione | Fattori: materiale, specifiche del foro, Tipi di thread , Finitura desiderata, Compatibilità macchina. |
| Rivestimenti e materiali | Opzioni comuni: HSS, metallo duro . Rivestimenti: TiN, TiCN, TiAlN per durata/velocità. |
| Suggerimenti sulle prestazioni | Velocità/avanzamento corretti, lubrificazione, impostazione corretta, maschiatura a impulsi per materiali difficili da tagliare. |
| Ottimizzazione dei costi | Rubinetto destro installato, manutenzione preventiva, dosaggio, partnership con i fornitori. |
| Risoluzione dei problemi | Guide per problemi comuni : rotture, filettature difettose, usura, chattering. |
Questa guida tecnica è ricca di prezioso know-how sulla selezione, applicazione e cura di attrezzature per la maschiatura del filo . La nostra azienda offre un supporto utile ai nostri stimati clienti su questioni urgenti come tenere a bada la rottura degli utensili ed estendere i cicli di vita degli utensili, in particolare per quanto riguarda le procedure di foratura relativamente convenienti.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
Parlando dei servizi di lavorazione meccanica di precisione e, nello specifico, della produzione di maschi a filettare , il grado delle nostre conoscenze acquisite risulta dalla pratica. Abbiamo già risolto i compiti più essenziali nell’industria aerospaziale, nell’industria medica e nell’industria automobilistica. Ogni parte della conoscenza affermata nel manuale si basa sulla pratica.
La nostra metodologia si occupa di requisiti severi, come quelli del ASTM Internazionale e il Associazione Alluminio (AAC) , mentre faremo la migliore scelta possibile per quanto riguarda il materiale del maschio e i parametri di taglio, con l'obiettivo di ottenere le migliori prestazioni possibili nonché la migliore precisione possibile.
E per non parlare della garanzia di qualità ed efficienza dei costi per aiutarvi a ottenere il meglio dalla lavorazione meccanica di precisione. Utilizzando le conoscenze degli esperti e le migliori pratiche del settore, utilizziamo questa guida per fornirti strategie per un'efficace maschiatura dei fili, garantendo che anche i risultati ottimali siano garantiti all'interno della sua garanzia.

Figura 1: Selezione dei maschi per filettare giusti per la lavorazione di precisione da parte di LS Manufacturing
In che modo i servizi di lavorazione meccanica di precisione possono migliorare l'efficienza e la qualità della lavorazione dei filetti?
La scelta non scientifica dell'utensile porta quindi alla rottura dell'utensile, all'usura nel momento sbagliato e alla variazione della qualità della filettatura. UN maschiatura economicamente vantaggiosa necessita di una tecnica di scelta degli strumenti predittiva e scientifica nella produzione ad alto mix. Ciò può essere ottenuto mediante: il processo in quattro fasi:
- Domare i materiali gommosi con una geometria ottimizzata: materiali come l'acciaio inossidabile 316 hanno la proprietà di incrudimento che rende la generazione di trucioli lunghi e fibrosi. In questo caso sfruttiamo il vantaggio del design della rubinetteria con finitura TiCN . Ciò consente una velocità di taglio stabile di 15-20 m/min , mantenendo le prestazioni della maschiatura e prevenendo guasti catastrofici dell'utensile.
- Mitigare l'abrasione nelle leghe fragili: la polvere prodotta è altamente abrasiva. Il materiale in ghisa grigia ci fornisce una polvere molto abrasiva. I nostri rubinetti sono a canna dritta e hanno una finitura ossidata. Ciò migliora l'evacuazione della polvere. La finitura di ossidazione migliora la resistenza all'usura perché la finitura protegge dall'usura da polvere grazie alla sua durezza. L'usura è controllata a 10-15 m/min .
- Prevenire l'adesione in applicazioni non ferrose: è soggetto a grippaggio sulle leghe di alluminio. Ciò dà luogo a superfici con finitura scadente e filettature grossolane. Ciò richiede l'applicazione di maschi a punta o a punta elicoidale con finitura TiN . Per questa tipologia di maschi l'evacuazione del truciolo avviene prima della punta. Ciò consente di eseguire il processo di lavorazione con macchine ad alta velocità, con velocità che vanno da 30 a 50 metri/minuto .
- Implementazione di un database di selezione proprietario: traduciamo questa logica specifica del materiale in una procedura operativa standard affidabile. Il nostro database di selezione proprietario mette in relazione il grado del materiale, la durezza e le condizioni del foro con le specifiche dell'utensile convalidate per eliminare le congetture e garantire prestazioni di maschiatura ripetibili durante i turni. La maschiatura è uno dei capisaldi per fornire servizi affidabili di lavorazione di precisione.
Si tratta di documentazione tecnica replicabile nella selezione dei rubinetti, non di dati generali di catalogo, che mostra esattamente come è possibile risolvere sfide di produzione specifiche e costose attraverso la selezione mirata di strumenti e parametri. Questa profondità tecnica utilizzabile caratterizza i servizi di lavorazione di precisione di livello esperto.

Come selezionare il tipo di maschio per filettatura più adatto in base al materiale del pezzo da lavorare?
Il raggiungimento della massima durata dell'utensile e dell'efficienza dei costi nelle operazioni di filettatura dipende dal selezione ottimale del maschio del filetto . Tuttavia, la sfida principale nel determinare come scegliere i maschi è quella di allineare le loro caratteristiche con le difficoltà di lavorabilità inerenti al materiale del pezzo. Questo rapporto presenta una base di selezione per i maschiamenti supportati dall'analisi dei dati.
| Materiale del pezzo | Sfida di lavorazione primaria | Tipo di maschio per filettatura consigliato | Parametro chiave | Risultato documentato |
| Acciaio raffreddato e temperato (HRC 30-35) | Elevata usura abrasiva | Acciaio rapido in polvere (HSS-PM) | Angolo di inclinazione 8°-10° | Vita aumentata a 800 buche (da 200) |
| Acciaio inossidabile austenitico (304/316) | Incrudimento, adesione del truciolo | Acciaio rapido al cobalto (HSS-E) | Angolo dell'elica di 35° | È stata ottenuta un'evacuazione truciolo affidabile |
| Superlega a base di nichel (Inconel 718) | Elevata resistenza alla temperatura | Maschio in metallo duro integrale | Velocità di taglio 5-8 m/min | Abilitata la produzione di thread stabile |
La scelta dei maschiatori dovrebbe essere effettuata sulla base di un approccio analitico. Innanzitutto, analizza il principale problema di lavorazione del tuo materiale. In base al risultato, puoi selezionare i tipi di maschiatura che soddisfano le tue esigenze dalla tabella seguente. Questo approccio sistematico garantirà la selezione ottimale dei maschiatori .
Un'analisi comparativa di diversi maschi per filettare in scenari di lavorazione specifici?
In base alle applicazioni di lavorazione, potrebbero essercene diversi tipi di maschi per filettare hanno anche alcune caratteristiche fondamentali per una corretta produzione. Tra gli obiettivi principali dello studio di ricerca c'è quello di effettuare un confronto misurabile tra i diversi tipi di utensili di maschiatura CNC nella loro forma ottimale e la relazione che può esistere tra la forma geometrica e i risultati.
| Tipo di maschio per filettatura | Scenario applicativo ottimale | Attributo chiave delle prestazioni | Beneficio quantificato |
| Maschio con scanalatura elicoidale (elica 15°-45°) | Maschiatura di fori ciechi | Evacuazione truciolo superiore | Efficienza di rimozione del truciolo aumentata dell'80 % |
| Rubinetto a spirale (punta) | Maschiatura di fori passanti | Efficiente espulsione dei trucioli | Efficienza di elaborazione migliorata del 50% |
| Maschio per rullatura (rullatura della filettatura) | Materiali duttili | Processo senza trucioli, incrudimento | La resistenza del filo è aumentata del 30% |
| Maschio con scanalatura elicoidale (esempio M6x1) | Foro cieco generale | Durata dell'utensile nell'acciaio |
Durata di 3000 fori (rispetto a 1200 per flauto dritto) |
Per ottimizzare le prestazioni della maschiatura , definire innanzitutto il tipo di foro (cieco/passante) e il materiale. Per i fori ciechi, selezionare un maschio con scanalatura elicoidale; per fori passanti, maschio a punta elicoidale. Per i materiali duttili che richiedono filettature ad alta resistenza, utilizzare un maschio per rullatura. Questa selezione specifica per l'applicazione, convalidata dai dati di cui sopra, è essenziale per ottenere risultati superiori ad alto valore Operazioni di maschiatura CNC .
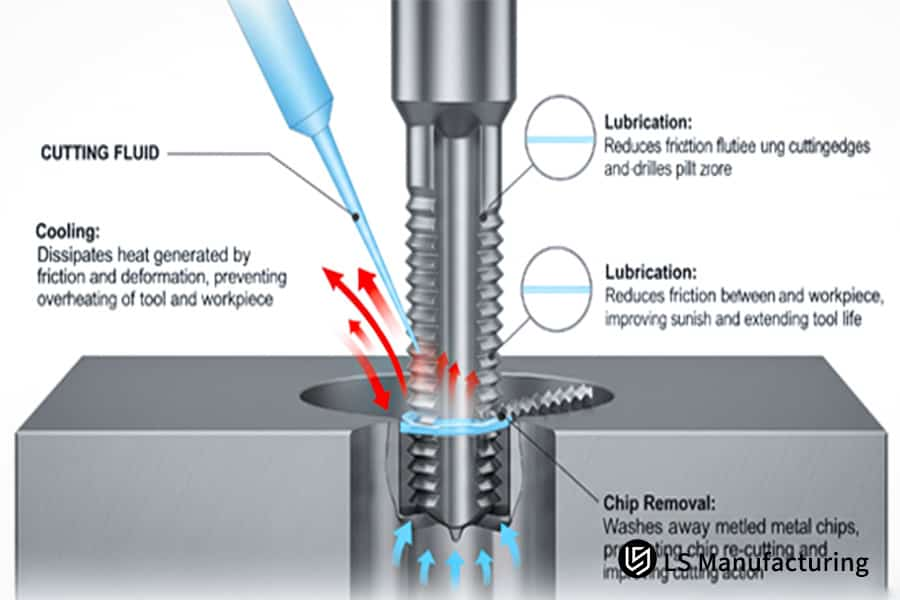
Figura 2: Ruoli chiave del refrigerante nell'efficacia processi di maschiatura di LS Manufacturing
Come ottenere una maschiatura economicamente vantaggiosa senza sacrificare la qualità della lavorazione?
Ciò significa che la maschiatura realmente economicamente vantaggiosa non si ottiene né utilizzando strumenti più economici né un processo meno prevedibile: invece di adottare strumenti meno costosi come soluzione per una maschiatura economicamente vantaggiosa, è necessario un processo prevedibile con un processo di maschiatura stabile con un risultato prevedibile. Ciò comporta l’avvio del processo di eliminazione delle variabili incontrollate:
Ottimizzazione dell'avanzamento per ridurre lo stress dell'utensile
L'alimentazione eccessiva determina un taglio eccessivo, mentre l'alimentazione insufficiente determina un processo ad alto attrito, che produce calore elevato. Quanto sopra si ottiene nei seguenti modi: Preimpostando la velocità di avanzamento al 95% del passo della filettatura, ad esempio, 1,19 mm di filettatura quando si utilizza M8x1,25 . Questo impegno controllato migliora direttamente prestazioni del maschio del filo e forma thread puliti e completi in modo coerente.
Implementazione di una quantità minima precisa di lubrificazione
Una delle difficoltà più importanti nel processo di maschiatura è che, in caso di fori profondi o ciechi, non è facile che il liquido refrigerante raggiunga la zona di taglio. Ciò potrebbe provocare uno shock termico e un'usura adesiva. Il sistema MQL mirato con la giusta quantità di lubrificante, compresa tra 50 e 100 ml/ora, riduce il valore di attrito sull'interfaccia truciolo-utensile creando un microfilm medio, con conseguente bordo di riporto medio con una durata prevista per l'utensile, il che è estremamente essenziale per una maschiatura economicamente vantaggiosa .
Monitoraggio proattivo per eliminare i guasti a sorpresa
La rottura del rubinetto può causare costosi tempi di inattività, spreco di materiale e potenziali difetti del prodotto quando si verifica all'improvviso. Integriamo anche elementi di monitoraggio tha È possibile misurare il carico e la coppia del mandrino in tempo reale. Con un livello predeterminato per il confronto, può anche esserci un segnale di allarme precoce per l'usura o l'allineamento dell'utensile. È possibile evitare tempi di inattività non pianificati e scarti di materiale a causa di difetti di processo.
Questo documento offre una strategia di progettazione con l'obiettivo di allontanarsi dal processo di pensiero sulla sostituzione degli strumenti che l'industria stava praticando in modo reattivo per gestire ora il processo dei dati. Vari approcci per migliorare le prestazioni della maschiatura sono inclusi in questo documento, che è la chiave effettiva per rendere la maschiatura economicamente vantaggiosa per l'azienda che fornisce servizi di lavorazione di precisione .
Come ottimizzare i parametri del processo di filettatura nella lavorazione CNC per migliorare l'efficienza?
Parametri inappropriati in maschiatura del filo per il processo CNC causano una bassa velocità del processo, una ridotta durata dell'utensile o una combinazione dei due, oltre a una scarsa qualità della filettatura. Tuttavia, l’operazione più impegnativa in questo caso è spesso il controllo della velocità del mandrino insieme al movimento dell’asse Z. Il processo seguente consente di controllare questi fattori:
Implementazione della maschiatura rigida con controllo sincronizzato
Per evitare deviazioni del passo dovute a supporti flessibili di tensione-compressione, per i cicli di maschiatura rigidi G84 del mandrino e dell'asse di avanzamento con sincronizzazione elettronica, evitiamo l'uso di un supporto flottante poiché è garantito che la velocità di avanzamento sia uguale alla velocità di rotazione del mandrino di 1,25 mm per giro. Ciò è particolarmente importante per quanto riguarda la maschiatura CNC poiché è fondamentale per garantire il rispetto del grado 6H della precisione delle filettature eliminando la minima possibilità che si creino filetti incrociati.
Calibrazione della velocità e dell'avanzamento per il taglio specifico del materiale
Anche se possono verificarsi situazioni in cui la velocità di taglio e le velocità di avanzamento generali comportano un'eccessiva generazione di calore e/o una scarsa formazione di trucioli, questi valori sono dimostrati sperimentalmente. Questo perché, quando si lavora l'acciaio 1045 , viene considerata una velocità di taglio di 25 m/min , che equivale a circa 800 giri/min per M10 , insieme ad una tolleranza di avanzamento di ± 0,02 mm . Questa selezione ottimale dei parametri di maschiatura bilancia il carico di truciolo e la generazione di calore, ottimizzando direttamente la durata dell'utensile e consentendo una riduzione del 40% del tempo ciclo.
Utilizzo della maschiatura Peck per l'evacuazione dei trucioli a foro profondo
Oltre il doppio del diametro della foratura del foro cieco, il taglio più stretto genera una coppia e una rottura più elevate. Per superare questo problema, è necessario stabilire un programma che coinvolga una subroutine del ciclo di maschiatura a picchi ( G84 con valore Q ). La punta avanza, arretrando ogni volta di 0,5 mm , per l'asportazione dei trucioli taglienti. Questa gestione proattiva del truciolo previene la ripetizione del taglio, riduce lo stress della maschiatura ed è fondamentale per mantenere le prestazioni della maschiatura in applicazioni impegnative, estendendo la durata dell'utensile a oltre 4.000 fori .
Questo documento fornisce un quadro preciso e attuabile per l'ottimizzazione dei parametri, andando oltre i comandi del codice G standard. Descrive in dettaglio le modalità specifiche di sincronizzazione delle funzioni della macchina e di selezione dei parametri basati sui dati per risolvere le sfide principali della maschiatura CNC , offrendo prestazioni di maschiatura superiori ed efficienza operativa per la produzione di volumi elevati .

Figura 3: Scelta dei maschi corretti per operazioni di lavorazione ad alta precisione da parte di LS Manufacturing
Come si può ottenere una maschiatura perfetta attraverso l'ottimizzazione dei parametri geometrici del maschio?
La maschiatura generica è bassa finitura superficiale abbinati ad elevati valori di coppia e bassa durata dell'utensile. Tuttavia, il problema con il processo è la modifica degli angoli di taglio e del design della scanalatura in base alle proprietà del materiale relative alla formazione del truciolo, ai parametri di adesione e di resistenza. L’approccio consiste in un metodo di precisione avente parametri geometrici:
- Riduzione delle forze di taglio in materiali duttili e morbidi: le leghe di alluminio 6061 , così come altri materiali, tendono a sviluppare un tagliente di riporto. Inoltre, si consiglia una bassa pressione di taglio. Si consigliano maschi con angolo di inclinazione elevato con angoli di 12°-15° . Questa configurazione aiuta ad affilare il tagliente, con il risultato di tagliare il materiale in modo efficace con una minore pressione, ottenendo così trucioli sottili e facilmente maneggiabili. Questo processo, menzionato sopra riguardo al processo di taglio, riduce la coppia di oltre il 25% . Questo processo raggiunge anche la finitura superficiale con un valore Ra inferiore a 1,6 µm . Questo è uno dei criteri per la qualità dei servizi di lavorazione meccanica di precisione .
- Mantenimento dell'integrità del tagliente in leghe abrasive e tenaci: gli acciai inossidabili austenitici hanno la capacità di incrudirsi, oltre ad essere abrasivi. Un angolo di spoglia elevato tenderebbe a scheggiarsi. Il nostro processo utilizza un angolo di spoglia più elevato compreso tra 6° e 8° . Ciò consente lo sviluppo di un tagliente più duro, in grado di resistere meglio all'elevata resistenza al taglio e alla durezza del materiale. Il tagliente più resistente resiste alla deformazione, mantenendo la precisione della forma della filettatura per una durata prolungata dell'utensile e prevenendo guasti catastrofici a metà produzione, il che è essenziale per prestazioni affidabili del maschio a filettare .
- Garantire l'evacuazione dei trucioli nei materiali gommosi e adesivi: questi sistemi in lega possiedono trucioli continui e ad elevata tenacità, che possono essere facilmente saldati all'utensile. Utilizziamo maschi con angolo d'elica variabile di 35-45° . Nel nostro progetto, gli incrementi dell'angolo a spirale portano ad un angolo di spoglia positivo della scanalatura, destinato a spingere in avanti in modo aggressivo i trucioli davanti all'utensile. Ciò impedisce l'impaccamento e l'usura dei trucioli, le principali cause di grippaggio dei maschi nel titanio, risolvendo una sfida fondamentale nel settore come scegliere i maschiatori per metalli reattivi.
All'interno di questo manuale, abbiamo descritto come specifiche relazioni geometriche fossero direttamente collegate alla risoluzione dei problemi con la produzione del prodotto , e in questo manuale, la discussione avanzerà sulla raccomandazione del prodotto aiutando la visione degli ingegneri su come la scelta geometrica può essere ragionevolmente collegata a prestazioni di qualità affidabili, ed è a questo livello di know-how specifico che si distinguono i professionisti esperti nei servizi di lavorazione di precisione .
Quali sono alcune soluzioni comuni ai problemi di qualità nella lavorazione di filetti di precisione?
Problemi di filettatura di precisione come le deviazioni nel diametro primitivo, nella finitura superficiale e nello strappo delle filettature possono esse stesse influenzare l'adattamento, il funzionamento e l'assemblaggio. I problemi sorgono solitamente con l'interazione tra utensile, parametri e refrigeranti. Quella che segue è una soluzione passo passo che si concentra sulla causa del problema in ogni modalità di errore.
Correzione della deviazione del diametro primitivo tramite il controllo della tolleranza del maschio
Il diametro primitivo incontrollato porta a un montaggio inadeguato del bullone o a una scarsa tenuta. La soluzione è specificare e utilizzare maschi con una classe di tolleranza più stretta e specifica per l'applicazione. Per un adattamento 6H , la scelta di un maschio con una tolleranza di produzione controllata di ±0,01 mm sul diametro primitivo garantisce che la filettatura tagliata rimanga entro il rigido limite 6H . Questo proattivo Strategia di maschiatura CNC sostituisce l'ispezione post-processo con la garanzia in-process, aumentando la resa al primo passaggio.
Eliminazione della finitura superficiale ruvida con velocità di taglio ottimizzata
Ra supera 3,2 µm , creando un attrito elevato e probabilmente dando origine a cricche da fatica dovute a una velocità di taglio inappropriata, causando un'eccessiva generazione di calore e tagliente di riporto. Ciò viene risolto regolando la gamma appropriata di velocità di taglio per il materiale da lavorare in questione. Questa velocità di taglio ottimale si traduce in una formazione di trucioli lucidi e continui che porta al taglio del materiale senza lasciare alcuna finitura superiore a Ra1,6 µm . Questa è l'essenza dei servizi di lavorazione meccanica di precisione di alta qualità.
Prevenzione dello strappo della filettatura tramite la gestione della concentrazione del liquido refrigerante
Filetti strappati con cresta frastagliata sono normalmente dovuti alla saldatura di trucioli e ad una lubrificazione insufficiente dei taglienti. Il solo liquido refrigerante non è sufficiente; la concentrazione è il nome del gioco. Utilizziamo un metodo controllato di miscelazione e test per garantire che la concentrazione di olio solvente raggiunga l'8-10%, che fornirà un rapporto di miscelazione per il massimo effetto di lubrificazione e raffreddamento sui taglienti, rendendoli impermeabili all'adesione del materiale e proteggendo così le prestazioni del maschio filettato .
I suggerimenti di riparazione one-stop forniti in questo rapporto sono soluzioni correttive particolari, a differenza del processo generale di risoluzione dei problemi nei thread. Ogni correzione non solo affronta il cambiamento del processo in termini di tolleranza, parametri di lavorazione o controllo del fluido che elimina il costoso problema della scarsa qualità, ma soddisfa anche il know-how tecnico richiesto dei servizi di lavorazione di precisione .
Come valutare le capacità tecniche e le capacità di servizio di un fornitore di maschi?
Fare affidamento sul prezzo o sulla disponibilità dei maschiatori presso un fornitore può comportare costi invisibili sulla durata dell'utensile o sui tempi di produzione o dati sparsi sull'accettazione della qualità. Il test di un fornitore coinvolgerebbe qualcosa di più delle semplici specifiche tecniche su un maschio, ma prenderebbe in considerazione fattori come la capacità di lavorare insieme sulla risoluzione dei problemi relativi all'applicazione. I fattori da considerare includerebbero:
Valutazione della capacità di progettazione personalizzata e collaborazione nella progettazione
La capacità di questo fornitore, che dispone solo di utensili standard, non può soddisfare problemi speciali legati a materiali e geometrie. Valutare la loro competenza riguardo alla fornitura di geometrie personalizzate, con modifiche negli angoli di spoglia e nei modelli di scanalatura, richieste per un particolare materiale in lega. Questo supporto proattivo alla progettazione è essenziale per una selezione ottimale dei maschi per filettare in applicazioni non standard, a dimostrazione di una partnership che va oltre la fornitura transazionale verso soluzioni ingegnerizzate per servizi complessi di lavorazione di precisione.
Quantificazione della coerenza della durata dell'utensile e opzioni di recupero del valore
Una durata minima garantita dell'utensile, ad esempio almeno 3000 fori per i maschi HSS in determinate circostanze, garantisce dati sul costo per foro per un budget deliberato. Inoltre, controlla se dispongono di strutture di riaffilatura certificate per i loro strumenti. Un fornitore in grado di ricondizionare abilmente il loro rubinetto 2-3 volte trasformano un articolo di consumo in un bene tangibile, aggiungendosi direttamente alla maschiatura economicamente vantaggiosa semplicemente perché prolungano la vita utile totale dell'esborso iniziale.
Esaminare la reattività del supporto tecnico e la risoluzione dei problemi
Aspettare troppo a lungo per risolvere un problema di threading line-down significa sostenere costi molto elevati. Valutare la struttura di supporto che il fornitore può fornire. Questi fornitori forniscono supporto tecnico 24 ore su 24, 7 giorni su 7, con i loro ingegneri applicativi? Sono in grado di offrire diagnostica in loco entro 24 ore per analizzare l'usura degli utensili, la funzionalità del refrigerante e le macchine? Un'assistenza così rapida e qualificata diventa importante per limitare i tempi di fermo macchina e garantire la pianificazione della produzione.
Ciò sposta il paradigma per la valutazione dei fornitori, dal confronto dei prezzi o dalla riduzione dei costi a una valutazione più tecnica per l'ingegneria collaborativa, il valore del ciclo di vita e la risposta per il supporto. Offre una metodologia per identificare quelle aziende che offriranno una soluzione ingegneristica invece di limitarsi a effettuare un acquisto, che in definitiva può fornire intercettazioni a costi vantaggiosi o ridurre il rischio degli aspetti critici servizi di fresatura di precisione operazione.
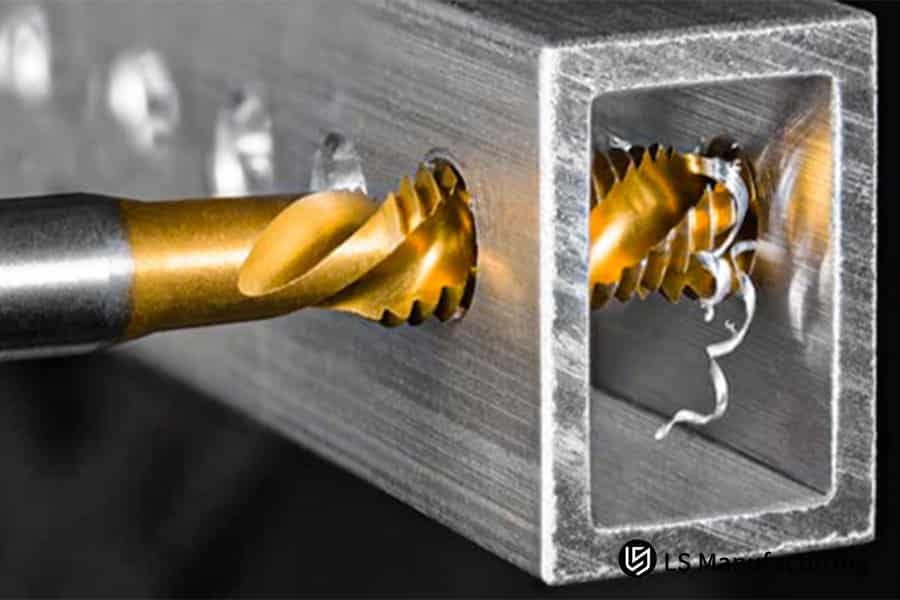
Figura 4: Una vista dettagliata di un maschio a spirale dorata che forma filettature interne di LS Manufacturing
Produzione LS: progetto di ottimizzazione della lavorazione dei fori filettati della testata del motore
La produzione di massa di automobili richiede che il processo di filettatura sia stabile per garantire che costi e qualità possano essere competitivi. Di seguito è riportato un guida dei maschiatori e la soluzione LS Manufacturing ad un problema nella produzione di una testata motore nel modo seguente:
Sfida del cliente
Il problema con il cliente riguardava un vincolo di lavorazione di rettifica durante l'esecuzione di fori filettati M10x1,25 su testate motore in ghisa grigia ( grado G3500 ). I rubinetti cambierebbero ogni 800 fori , il che si traduce in alcune irregolarità delle filettature, cambiamenti costanti e una raschiatura complessiva del 3% . Il motivo principale è che i rubinetti sono realizzati in materiale convenzionale, ovvero acciaio rapido.
Soluzione di produzione LS
La nostra soluzione tecnica è stata in grado di affrontare le cause profonde, legate all'evacuazione usurata e scheggiata. Nella nostra proposta, la massima resistenza antiusura è stata fornita da un maschio HSS metallurgico delle polveri con rivestimenti TiN . Anche i parametri di taglio sono stati ottimizzati adeguatamente per 12 m/min , che aveva un valore di 1,19 mm/giro per il valore della velocità di avanzamento. Inoltre, è stato utilizzato un refrigerante interno all'utensile con una pressione di 1,2 MPa , che aveva lo scopo di raffreddare il tagliente ed evacuare i trucioli, poiché il processo risultante era in grado di eseguire cicli di lavorazione ininterrotti.
Risultati e valore
Ciò ha assicurato che la vita media del foro aumentasse di 3.500 , ovvero un aumento del 337% . Si è verificata una riduzione del 75% nei cambi utensile, mentre la qualità dei filetti è stata migliorata a 6H , eliminando così del tutto il tasso di scarto del 3% . A ciò si aggiunge inoltre un risparmio annuo di ¥ 120.000 sui costi dello strumento, oltre a garantire che il livello di soddisfazione per il risultato sia del 1 00% .
Pertanto, questo caso particolare offre il nostro punto di vista su come gli utensili possono essere visti, non solo dal punto di vista delle materie prime, ma più specificamente dal punto di vista dei sistemi ingegnerizzati totali, e su come quel particolare approccio può aiutare a risolvere problemi di produzione impegnativi, ad esempio il modo in cui LS Manufacturing utilizza il proprio livello di competenza tecnica e si concentra sulle partnership per realizzare filettature efficaci per i propri clienti.
Desideri migliorare le prestazioni della maschiatura e il rapporto costo-efficacia? Esplora la guida definitiva ai maschi per lavorazione di precisione e ottimizza la tua Fresatura CNC .

Analisi delle tendenze future e dell'innovazione nella tecnologia della lavorazione dei filetti
Il futuro di tecnologia di produzione del filo significherebbe ampliare i confini delle variabili tradizionali e della manutenzione come tecnologia adattiva, predittiva e altamente efficiente. In poche parole, si può dire che la sfida più grande per questa tecnologia sarebbe quella di garantire che non vi siano tempi di fermo imprevisti e/o variazioni di qualità poiché rende la tecnologia di filettatura intelligente e auto-ottimizzante nelle seguenti aree di innovazione:
Implementazione dell'analisi predittiva per la gestione proattiva degli strumenti
La rottura incerta dei rubinetti pregiudica la continuità della produzione nella linea di produzione. Utilizziamo sensori per la misurazione in tempo reale delle coppie e delle vibrazioni nella linea di produzione durante l'implementazione del processo di maschiatura CNC . Di conseguenza, la previsione della durata dell'utensile utilizzando un elevato grado di precisione superiore al 90% è stata inserita nel modello dall'algoritmo addestrato dai modelli di rottura.
Sviluppo di rivestimenti avanzati per una longevità applicativa estrema
I rivestimenti standard falliscono prematuramente in materiali difficili come le leghe ad alta temperatura. La nostra innovazione prevede rivestimenti multistrato su scala nanometrica, come TiAlN, con lubrificanti solidi integrati come MoS2 . Questa architettura fornisce uno strato esterno duro e termicamente stabile mentre il lubrificante riduce l'attrito sull'interfaccia truciolo-utensile. Il risultato è un aumento dimostrabile di oltre il 30% nella durata dell'utensile nei materiali abrasivi e adesivi, un disastro migliorando notevolmente le prestazioni del maschio del filo .
Implementazione della microlubrificazione per precisione e sostenibilità
È meno efficace che la lubrificazione a flusso esegua la filettatura di fori profondi e provoca sprechi di materiale. Questo inconveniente può essere superato con l'aiuto di una lubrificazione minima tramite aerosol. Qui la piccola quantità di lubrificante MQL (50-100 ml/h) può essere nebulizzata con precisione in modo che il tagliente riceva una lubrificazione sufficiente. Ciò riduce drasticamente lo shock termico e l'attrito, consentendo velocità e avanzamenti più elevati e migliorando al tempo stesso l'evacuazione del truciolo e la finitura superficiale, che è fondamentale per i servizi avanzati di lavorazione di precisione .
Creazione di sistemi di controllo adattivo per la stabilità del processo
Le incongruenze nel livello di durezza del materiale indicano corrispondenti incoerenze nel livello di qualità del filo. Ma mentre si prevede il futuro, arriva il concetto di sistemi di controllo adattivo della velocità di avanzamento. Questi applicano il principio della misurazione del carico del mandrino in tempo reale nella misura in cui il controllo della velocità di avanzamento è subordinato alla possibilità dell'esistenza di punti duri e vuoti nel materiale.
Questa analisi delinea una tabella di marcia tangibile dal threading reattivo a quello predittivo e adattivo. Descrive in dettaglio come l'integrazione di analisi dei dati, scienza dei materiali e controllo a circuito chiuso risolva direttamente le pressanti sfide legate ai tempi di inattività, al costo degli strumenti e al controllo della qualità. Questo approccio lungimirante e orientato alla soluzione definisce la prossima generazione di alta affidabilità Maschiatura CNC e servizi di lavorazione meccanica di precisione .
Domande frequenti
1. Come scegliere il tipo di rubinetto adatto ai vari materiali?
A seconda della durezza e della resistenza, il materiale può essere di qualsiasi tipo. Applicazione di maschi in acciaio rapido al cobalto per il taglio di materiali in acciaio inossidabile, applicazione di maschi a punta elicoidale per il taglio di leghe di alluminio e maschi trattati con ossido per il taglio di diversi tipi di ghise.
2. Come fai a sapere quando un rubinetto ha bisogno di essere cambiato?
Vale a dire, se la coppia veniva aumentata del 15% , la rugosità superficiale della zona filettata si deteriorava, o se le dimensioni erano fuori tolleranza, allora era necessario sostituire immediatamente un nuovo maschio, poiché avrebbe prodotto prodotti difettosi su larga scala.
3. Per la maschiatura CNC è opportuno utilizzare la maschiatura rigida o la maschiatura flessibile?
Per filettature precise , si consiglia la maschiatura rigida, mentre la maschiatura flessibile è preferibile per fori profondi o materiali difficili. Ciò dipende dalla precisione del macchinario.
4. Come prolungare efficacemente la durata dei rubinetti?
Ottimizzazione dei fattori di taglio, utilizzo del giusto rivestimento sul maschio, raffreddamento e lubrificazione. Sono necessari controlli regolari sull'usura del rubinetto
5. Come impostare la velocità di taglio durante la lavorazione di materiali diversi?
Acciaio: 20-30 m/min , acciaio inossidabile: 10-20 m/min , lega di alluminio: 30-50 m/min . Le velocità specifiche dovrebbero essere determinate attraverso tagli di prova.
6. Quali sono le cause più comuni di rottura del rubinetto e come prevenirle?
Questi includono scarsa concentricità, scarsa evacuazione dei trucioli e parametri di processo inadeguati. Le misure correttive comprendono l'esecuzione di correzioni sull'attrezzatura, l'ottimizzazione del processo e l'osservazione del processo.
7. Come valutare se la qualità della lavorazione del filo è qualificata?
Utilizzare i calibri per filetti per controllare, misurare la finitura superficiale con il rugosimetro ed eseguire l'ispezione al 100% delle dimensioni critiche.
8. Che impatto ha il rivestimento del maschio sulle prestazioni di lavorazione?
Uno strato appropriato può prolungare la durata della vita di 2-3 volte . TiN è versatile, TiCN ha resistenza all'usura, mentre AlCrN ha resistenza alle alte temperature.
Riepilogo
Con l'aiuto della scienza utilizzata nella selezione dei maschi e nell'ottimizzazione del processo, sarà possibile migliorare l'efficienza e la qualità durante la lavorazione del filetto, nonché ottimizzare i costi di produzione.
Per servizi di lavorazione filettature nel settore o anche un'analisi complementare riguardo ai prodotti citati, si prega di coordinarsi con gli esperti tecnici di Produzione LS . In relazione a ciò, vorremmo determinare la capacità del vostro attuale maschio a filettare con un rapporto complementare su come si possono ottenere miglioramenti in relazione a efficienza, qualità e costi.
Pronti a ottimizzare la maschiatura? Esplora la guida definitiva ai servizi di lavorazione meccanica di precisione per ottenere prestazioni ottimali e risparmi sui costi.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sulla lavorazione CNC ad alta precisione, Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


