
Услуги точной механической обработки сталкиваются с серьезными проблемами при производстве резьбы, такими как поломка метчика, нестабильность качества и неэффективность . Традиционный способ выбора инструмента увеличит изменчивость стойкости инструмента на 300% , а изменчивость стоимости обработки как минимум на 25% . Услуги прецизионной обработки сталкиваются с серьезными проблемами при изготовлении резьбы, поломке метчика, нестабильности качества и неэффективности .
Этот подход делает возможными решения на основе данных, основанные на науке о прослушивании. Оно было разработано с использованием сборника более чем 2000 ситуаций резьбонарезания, собранного LS Manufacturing . Это оптимизирует конфигурацию инструментария с использованием материалов и режимов резания с целью максимизировать эффективность обработки на 30 % и минимизировать затраты на инструмент на 40 % .

Метчики резьбы: краткое справочное руководство по оптимизации производительности и затрат
| Раздел | Ключевые моменты |
| Основы и типы | Описание кранов, их использование. Виды метчиков : Ручные метчики, Машинные метчики, Трубные метчики, Формовочные метчики. |
| Критерии выбора | Факторы: материал, характеристики отверстий, Типы резьб , Желаемая отделка, Совместимость с машинами. |
| Покрытия и материалы | Распространенные варианты: HSS, твердый сплав . Покрытия: TiN, TiCN, TiAlN для долговечности/скорости. |
| Советы по производительности | Правильные скорости/подачи, смазка, правильная настройка, нарезание резьбы для труднообрабатываемых материалов. |
| Оптимизация затрат | Установлен правый кран, профилактическое обслуживание, дозирование, партнерские отношения с поставщиками. |
| Решение проблем | Руководства по распространенным проблемам : поломка, плохая резьба, износ, дребезг. |
Это техническое руководство содержит ценные ноу-хау по выбору, применению и уходу за резьбонарезное оборудование . Наша компания предлагает полезную поддержку нашим уважаемым клиентам по таким насущным вопросам, как предотвращение поломки инструмента и продление срока службы инструмента, особенно в отношении относительно доступных процедур сверления отверстий.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Говоря об услугах точной механической обработки и, в частности, производстве метчиков , степень наших знаний, полученных на практике. Мы уже решили важнейшие задачи в авиакосмической отрасли, медицинской промышленности, автомобильной промышленности. Каждая часть знаний, изложенная в руководстве, основана на практике.
Наша методология имеет дело с жесткими требованиями, например, из АСТМ Интернешнл и Алюминиевая Ассоциация (AAC) , при этом мы собираемся сделать наилучший выбор в отношении материала метчика, а также параметров резки, с целью достижения максимально возможной производительности и максимальной точности.
И не говоря уже о гарантированном качестве и экономической эффективности, которые помогут вам получить максимальную отдачу от точной обработки. Используя экспертные знания и передовой опыт в отрасли, мы используем это руководство, чтобы вооружить вас стратегиями эффективного нарезания резьбы, гарантируя при этом оптимальные результаты в рамках гарантии.

Рисунок 1. Выбор подходящих метчиков для прецизионной обработки от LS Manufacturing.
Как услуги прецизионной обработки могут повысить эффективность и качество обработки резьбы?
Таким образом, ненаучный выбор инструмента приводит к его поломке, несвоевременному износу и изменению качества резьбы. А экономичное нарезание резьбы нуждается в прогнозирующем и научном методе выбора инструментов в многокомпонентном производстве. Этого можно достичь с помощью: четырехэтапного процесса:
- Укрощение клейких материалов с помощью оптимизированной геометрии: такие материалы, как нержавеющая сталь 316, обладают свойством деформационного упрочнения, что приводит к образованию длинной и волокнистой стружки. В этом случае мы используем преимущество конструкции кранов с покрытием TiCN . Это обеспечивает стабильную скорость резания 15-20 м/мин , поддерживая производительность нарезания резьбы и предотвращая катастрофический выход инструмента из строя.
- Уменьшение истирания хрупких сплавов. Полученный порошок обладает высокой абразивностью. Серый чугун дает нам очень абразивный порошок. Наши метчики представляют собой метчики с прямыми канавками и имеют оксидированное покрытие. Это улучшает эвакуацию порошка. Окисление повышает износостойкость, поскольку благодаря своей твердости покрытие защищает от износа порошком. Износ контролируют на уровне 10-15 м/мин .
- Предотвращение адгезии при обработке цветных металлов: склонно к истиранию алюминиевых сплавов. Это приводит к плохой отделке поверхностей и грубой резьбе. Для этого необходимо использовать метчики с заостренным или спиральным наконечником с покрытием TiN . Для этого типа метчиков удаление стружки происходит перед острием. Это позволяет выполнять процесс обработки на высокоскоростных станках со скоростью от 30 до 50 метров в минуту .
- Внедрение собственной базы данных выбора: мы переводим эту логику, специфичную для конкретного материала, в надежную стандартную рабочую процедуру. Наша собственная база данных выбора сопоставляет марку материала, твердость и состояние отверстий с проверенными спецификациями инструмента, чтобы исключить догадки и обеспечить повторяемость результатов нарезания резьбы в течение смены. Нарезание резьбы является одним из краеугольных камней предоставления надежных услуг точной механической обработки.
Именно воспроизводимая инженерная документация по выбору ответвителей, а не данные общего каталога, показывает, как именно можно решить конкретные и дорогостоящие производственные задачи посредством целевого выбора инструмента и параметров. Эта действенная техническая глубина характеризует услуги точной обработки на экспертном уровне.

Как выбрать наиболее подходящий тип резьбонарезного метчика в зависимости от материала заготовки?
Достижение максимального срока службы инструмента и экономической эффективности операций нарезания резьбы зависит от оптимальный выбор метчика резьбы . Однако основная проблема при выборе метчиков заключается в согласовании их характеристик с трудностями обрабатываемости, присущими материалу заготовки. В этом отчете представлена основа выбора метчиков резьбы, подтвержденная анализом данных.
| Материал заготовки | Основная задача обработки | Рекомендуемый тип метчика резьбы | Ключевой параметр | Документированный результат |
| Закаленная и отпущенная сталь (HRC 30-35) | Высокий абразивный износ | Порошковая быстрорежущая сталь (HSS-PM) | Передний угол 8°-10° | Жизнь увеличена до 800 лунок (с 200) |
| Аустенитная нержавеющая сталь (304/316) | Упрочнение, Адгезия стружки | Кобальтовая быстрорежущая сталь (HSS-E) | Угол спирали 35° | Достигнута надежная эвакуация стружки |
| Суперсплав на основе никеля (Инконель 718) | Высокая прочность при температуре | Твердосплавный метчик | Скорость резания 5-8 м/мин | Включено стабильное производство потоков. |
Как выбрать метчики для резьбы следует делать, исходя из аналитического подхода. Сначала проанализируйте основную проблему обработки вашего материала. На основе вашего результата вы можете выбрать типы метчиков резьбы , которые соответствуют вашим потребностям, из этой таблицы ниже. Такой системный подход обеспечит оптимальный выбор метчиков .
Сравнительный анализ различных метчиков для нарезания резьбы в конкретных сценариях обработки?
В зависимости от применения механической обработки их может быть несколько. типы метчиков резьбы также имеют некоторые характеристики, которые имеют решающее значение для правильного производства. Одной из основных целей исследования является проведение измеримого сравнения различных типов резьбонарезных инструментов с ЧПУ в их оптимальной форме, а также взаимосвязь, которая может существовать между геометрической формой и результатами.
| Тип метчика резьбы | Оптимальный сценарий применения | Ключевой атрибут производительности | Количественная выгода |
| Метчик со спиральной канавкой (спираль 15°-45°) | Нарезание резьбы в глухих отверстиях | Превосходная эвакуация стружки | Эффективность удаления стружки увеличена на 80 % |
| Спиральный точечный кран (Пуэнт) | Нарезание резьбы в сквозных отверстиях | Эффективный выброс стружки | Эффективность обработки повышена на 50 % |
| Профилегибочный метчик (резьбонакатка) | Пластичные материалы | Бесстружный процесс, упрочнение | Прочность нити увеличена на 30%. |
| Метчик со спиральной канавкой (пример M6x1) | Общая глухая дыра | Срок службы инструмента в стали |
Срок службы 3000 отверстий (по сравнению с 1200 за прямую флейту) |
Чтобы оптимизировать производительность нарезания резьбы , сначала определите тип отверстия (слепое/сквозное) и материал. Для глухих отверстий выберите метчик со спиральной канавкой; для сквозных отверстий — спиральный метчик. Для пластичных материалов, требующих высокопрочной резьбы, используйте метчик для профилирования. Этот выбор с учетом специфики применения, подтвержденный приведенными выше данными, имеет важное значение для достижения превосходных результатов в производстве дорогостоящих материалов. Нарезание резьбы на станке с ЧПУ .
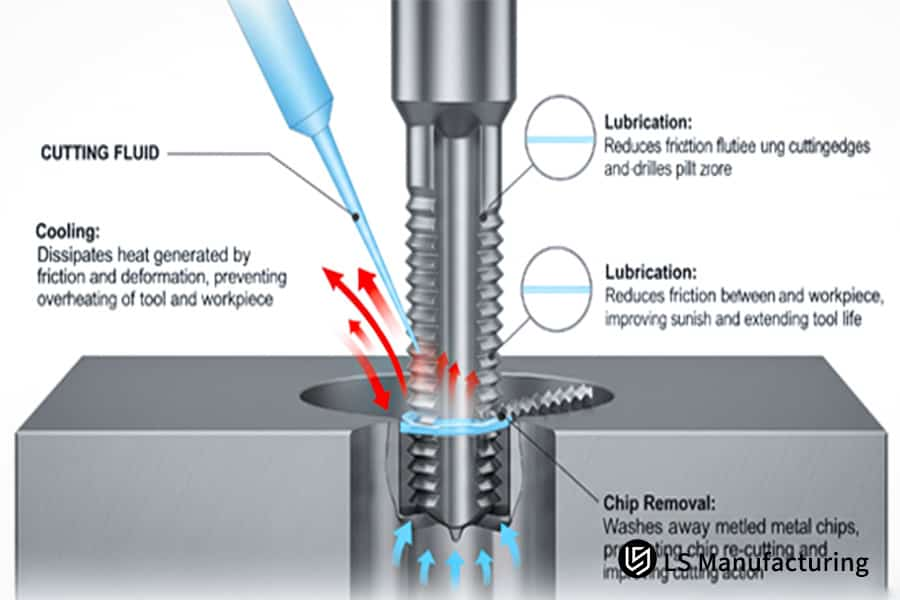
Рисунок 2. Ключевые роли охлаждающей жидкости в эффективном процессы нарезания резьбы от LS Manufacturing
Как добиться экономичного нарезания резьбы без ущерба для качества обработки?
Это означает, что по-настоящему экономически эффективное нарезание резьбы не достигается ни за счет использования более экономичных инструментов, ни за счет менее предсказуемого процесса: вместо принятия менее дорогостоящих инструментов в качестве решения экономически эффективного нарезания резьбы необходим предсказуемый процесс со стабильным процессом нарезания резьбы с предсказуемым результатом. Это влечет за собой начало процесса исключения неконтролируемых переменных:
Оптимизация подачи для снижения нагрузки на инструмент
Чрезмерная подача приводит к перегрузке резки, а недостаточная подача приводит к сильному трению, которое приводит к сильному нагреву. Вышеупомянутое достигается следующими способами: Путем предварительной установки скорости подачи на 95% от шага резьбы, например, 1,19 мм резьбы при использовании M8x1,25 . Такое контролируемое взаимодействие напрямую повышает производительность метчика резьбы и последовательно формирует чистые, полноценные нити.
Внедрение точного минимального количества смазки
Одна из наиболее важных трудностей в процессе нарезания резьбы заключается в том, что охлаждающей жидкости нелегко достичь области резания в случае глубоких или глухих отверстий. Это может привести к термическому удару и адгезионному износу. Целенаправленная система MQL с правильным количеством смазки в диапазоне 50–100 мл/час снижает величину трения на границе раздела стружки и инструмента за счет образования средней микропленки, в результате чего образуется усредненная наростообразная кромка с ожидаемым сроком службы инструмента, что очень важно для экономичного нарезания резьбы .
Проактивный мониторинг для исключения неожиданных сбоев
Если внезапно произойдет поломка крана, это может привести к дорогостоящим простоям, отходам материалов и потенциальным дефектам продукции. Мы также интегрируем элементы мониторинга, которые t может измерять нагрузку и крутящий момент шпинделя в режиме реального времени. При заранее заданном уровне для сравнения также может поступать сигнал раннего предупреждения об износе или выравнивании инструмента. Можно избежать незапланированных простоев, а также списания материалов из-за технологических дефектов.
В этом документе предлагается стратегия проектирования с целью отойти от мыслительного процесса замены инструментов, который отрасль практиковала в ответ на управление с помощью процесса обработки данных. В этот документ включены различные подходы к улучшению производительности нарезания резьбы , что является фактическим ключом к обеспечению рентабельности нарезания резьбы для компании, предоставляющей услуги точной механической обработки .
Как оптимизировать параметры процесса нарезания резьбы при обработке с ЧПУ для повышения эффективности?
Неподходящие параметры в нарезание резьбы для процесса с ЧПУ вызывают либо низкую скорость процесса, низкий срок службы инструмента, либо комбинацию этих двух факторов вместе с плохим качеством резьбы. Однако самой сложной операцией в этом случае часто является управление скоростью шпинделя вместе с перемещением оси Z. Описанный ниже процесс позволяет контролировать следующие факторы:
Реализация жесткого нарезания резьбы метчиком с синхронным управлением
Чтобы избежать отклонений шага из-за гибких держателей растяжения-сжатия, для жестких циклов нарезания резьбы G84 шпинделя и оси подачи с электронной синхронизацией мы избегаем использования плавающего держателя, поскольку обеспечивается равенство скорости подачи скорости вращения шпинделя 1,25 мм за оборот. Это особенно важно в отношении нарезания резьбы с ЧПУ, поскольку крайне важно обеспечить соблюдение класса точности резьбы 6H и исключить наименьшую возможность образования поперечной резьбы.
Калибровка скорости и подачи для резки в зависимости от материала
Несмотря на то, что могут возникнуть ситуации, когда общая скорость резания и подачи приводят к слишком сильному выделению тепла и/или плохому стружкообразованию, эти значения подтверждены экспериментально. Это связано с тем, что при обработке стали 1045 учитывается скорость резания 25 м/мин , что составляет примерно 800 об/мин для M10 , а также допуск подачи ± 0,02 мм . Этот оптимальный выбор параметров резьбонарезания уравновешивает нагрузку на стружку и выделение тепла, напрямую оптимизируя срок службы инструмента и позволяя сократить время цикла на 40% .
Использование нарезания резьбы по Пеку для эвакуации стружки из глубоких отверстий
Более того, более плотное резание приводит к более высокому крутящему моменту и поломке, превышающему диаметр глухого отверстия, превышающий в два раза диаметр. Чтобы решить эту проблему, необходимо создать программу, включающую подпрограмму цикла нарезания резьбы ( G84 со значением Q ). Сверло продвигается вперед, каждый раз отводя на 0,5 мм для удаления стружки. Такое упреждающее управление стружкой предотвращает повторное резание, снижает напряжение при нарезании резьбы и имеет решающее значение для поддержания производительности нарезания резьбы в сложных условиях применения, продлевая срок службы инструмента до более чем 4000 отверстий .
В этом документе представлена точная и действенная основа для оптимизации параметров, выходящая за рамки стандартных команд G-кода. В нем подробно описывается, как синхронизировать функции станка и выбирать параметры, управляемые данными, для решения основных задач нарезания резьбы на станках с ЧПУ , обеспечивая как превосходную производительность нарезания резьбы , так и эксплуатационную эффективность для крупносерийного производства .

Рисунок 3. Выбор правильных метчиков для операций высокоточной обработки от LS Manufacturing.
Как можно добиться идеального нарезания резьбы за счет оптимизации геометрических параметров метчика?
Обычное нарезание резьбы имеет низкую обработка поверхности в сочетании с высокими значениями крутящего момента и низким сроком службы инструмента. Однако проблема этого процесса заключается в изменении углов резания и конструкции канавок в зависимости от свойств материала, касающихся формирования стружки, адгезии и параметров прочности. Подход состоит из прецизионного метода, имеющего геометрические параметры:
- Снижение сил резания в пластичных, мягких материалах: алюминиевые сплавы 6061 , как и другие материалы, имеют тенденцию к образованию наростов на кромке. Кроме того, рекомендуется низкое давление резания. Рекомендуются метчики с большим передним углом и углами 12°-15° . Такая конфигурация помогает заточить режущую кромку, что приводит к эффективному резанию материала с меньшим давлением и получению тонкой и легко обрабатываемой стружки. Этот процесс, упомянутый выше в отношении процесса резки, снижает крутящий момент более чем на 25% . Этот процесс также обеспечивает качество поверхности со значением Ra ниже 1,6 мкм . Это один из критериев качества услуг точной механической обработки .
- Поддержание целостности кромки абразивных и прочных сплавов. Аустенитные нержавеющие стали обладают способностью к наклепанию, а также являются абразивными. Большой передний угол может привести к сколам. В нашем процессе используется более высокий передний угол — от 6° до 8° . Это позволяет создать более твердую режущую кромку, способную лучше противостоять высокой прочности на сдвиг и твердости материала. Более прочная кромка противостоит деформации, сохраняя точность формы резьбы в течение длительного срока службы инструмента и предотвращая катастрофические поломки в процессе производства, что важно для надежной работы нарезания резьбы .
- Обеспечение удаления стружки из клейких и клейких материалов. Эти системы сплавов обладают высокой прочностью, непрерывной стружкой, которую можно легко приварить к инструменту. Мы используем метчики с переменным углом спирали 35-45° . В нашей конструкции увеличение угла спирали приводит к положительному переднему углу канавки, предназначенному для агрессивного продвижения стружки вперед перед инструментом. Это предотвращает налипание стружки и истирание, основные причины заедания метчика при обработке титана, решая фундаментальную проблему как выбрать метчики для резьбы для химически активных металлов.
В этом руководстве мы описали, как конкретные геометрические соотношения были напрямую связаны с решением проблем, связанных с производством продукции , и в этом руководстве обсуждение будет продвигаться к рекомендациям по продуктам, помогая инженерам понять, как геометрический выбор может быть разумно связан с надежным качеством работы, и именно на этом уровне конкретных ноу-хау выделяются мастера-профессионалы в сфере прецизионной обработки .
Каковы некоторые распространенные решения проблем качества при прецизионной обработке резьбы?
Проблемы с прецизионной резьбой например, отклонения шагового диаметра, качества поверхности и разрывы резьбы сами по себе могут повлиять на посадку, функционирование и сборку. Проблемы обычно возникают при взаимодействии инструмента, параметров и охлаждающих жидкостей. Ниже приведено пошаговое решение, в котором основное внимание уделяется причине проблемы в каждом режиме сбоя.
Корректировка отклонения диаметра шага посредством контроля допуска метчика
Неконтролируемый шаг резьбы приводит к неправильной посадке болта или плохой герметизации. Решение состоит в том, чтобы выбрать и использовать метчики с более жестким классом допуска, специфичным для конкретного применения. Для посадки 6H выбор метчика с контролируемым производственным допуском ±0,01 мм по делительному диаметру гарантирует, что нарезанная резьба останется в пределах строгого диапазона 6H . Эта инициативная Стратегия нарезания резьбы на станке с ЧПУ заменяет постпроцессный контроль внутритехнологической гарантией, повышая выход продукции с первого прохода.
Устранение шероховатости поверхности за счет оптимизации скорости резания
Ra превышает 3,2 мкм , создавая повышенное трение и, вероятно, вызывая усталостные трещины из-за неподходящей скорости резания, что приводит к чрезмерному выделению тепла и образованию наростов на кромке. Это решается путем регулировки соответствующего диапазона скорости резания для рассматриваемого обрабатываемого материала. Такая оптимальная скорость резания приводит к образованию блестящей и непрерывной стружки, что приводит к срезу материала, не оставляя после себя чистоты, превышающей Ra1,6 мкм . В этом суть высококачественных услуг точной обработки .
Предотвращение разрыва резьбы за счет управления концентрацией СОЖ
Рваная резьба с неровным гребнем обычно возникает из-за наваривания стружки и недостаточной смазки режущих кромок. Одной охлаждающей жидкости недостаточно; концентрация – это название игры. Мы используем контролируемый метод смешивания и тестирования, чтобы гарантировать, что концентрация масла-растворителя достигает 8-10%, что обеспечивает соотношение смешивания для максимального смазочного и охлаждающего эффекта на режущие кромки, делая их невосприимчивыми к прилипанию материала и, таким образом, защищая производительность нарезания резьбы .
Рекомендации по комплексному ремонту, приведенные в этом отчете, представляют собой конкретные корректирующие решения, в отличие от общего процесса решения проблем в потоках. Каждая коррекция не только учитывает технологические изменения допуска, параметров обработки или контроля жидкости, что устраняет дорогостоящую проблему низкого качества, но также удовлетворяет необходимым техническим ноу-хау услуг точной обработки .
Как оценить технические возможности и сервисные возможности поставщика метчиков?
Зависимость от цены или наличия метчиков для резьбы у поставщика может привести к невидимым затратам на срок службы инструмента или время производства, а также к разрозненным данным о приемке качества. Тестирование поставщика будет включать в себя не только технические характеристики метчика, но и учитывать такие факторы, как способность работать вместе над решением проблем, связанных с применением. Факторы, которые следует учитывать, включают:
Оценка возможностей индивидуального проектирования и совместной разработки
Возможности этого поставщика, у которого есть только стандартные инструменты, не могут решить проблемы, связанные с особыми материалами и геометрией. Оцените их компетентность в предоставлении нестандартной геометрии с модификациями передних углов и рисунков канавок, необходимых для конкретного материала сплава. Такая превентивная поддержка проектирования необходима для оптимального выбора резьбовых метчиков в нестандартных приложениях, демонстрируя партнерство, которое выходит за рамки транзакционных поставок и переходит к инженерным решениям для комплексных услуг точной обработки.
Количественная оценка стабильности срока службы инструмента и вариантов восстановления стоимости
Гарантированный минимальный срок службы инструмента, например, не менее 3000 отверстий для метчиков из быстрорежущей стали при определенных обстоятельствах, обеспечивает данные о стоимости отверстия для тщательного составления бюджета. Также проверьте, есть ли у них сертифицированное оборудование для заточки инструментов. Поставщик, который может квалифицированно отремонтировать свой кран 2-3 раза превращают расходный материал в материальный актив, напрямую увеличивая рентабельность нарезания резьбы просто потому, что они продлевают общий срок полезного использования первоначальных затрат.
Тщательное изучение реакции технической поддержки и решения проблем
Слишком долгое ожидание решения проблемы с нитью вниз означает очень высокие затраты. Оцените структуру поддержки, которую может предоставить поставщик. Предоставляют ли эти поставщики круглосуточную техническую поддержку своим инженерам по приложениям? Способны ли они предложить диагностику на месте в течение 24 часов для анализа износа инструментов, работоспособности СОЖ и машин? Такая быстрая и квалифицированная помощь становится важной для сокращения простоев и обеспечения планирования производства.
Это меняет парадигму оценки поставщиков: от сравнения цен или снижения затрат к более технической оценке совместного проектирования, ценности жизненного цикла и реагирования на поддержку. Он действительно предлагает методологию выявления тех фирм, которые предложат инженерное решение вместо того, чтобы просто совершать покупку, что в конечном итоге может обеспечить экономически эффективное нарезание резьбы или снизить риски критически важных операций. услуги точного фрезерования операция.
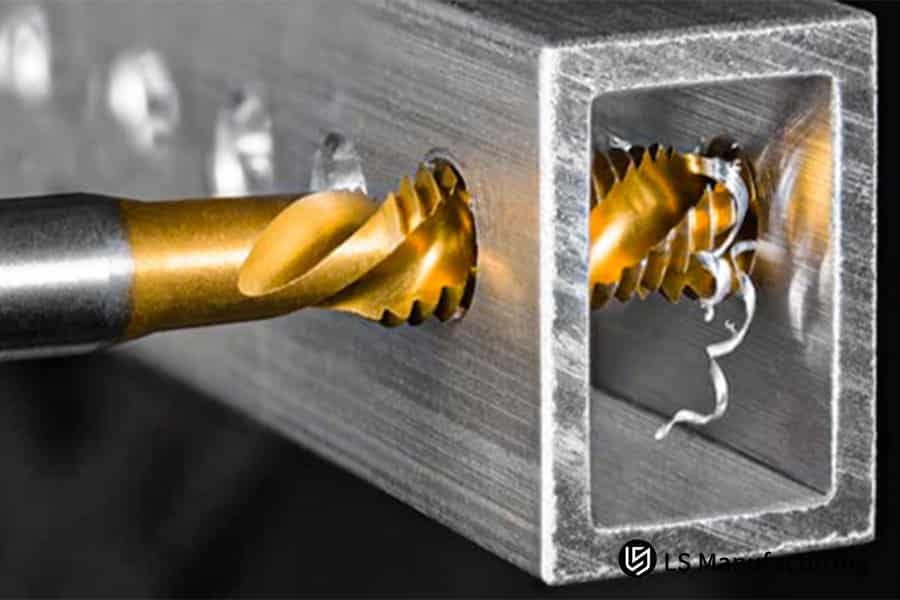
Рисунок 4. Подробный вид золотого спирального метчика для формирования внутренней резьбы от LS Manufacturing.
Производство LS: проект оптимизации обработки резьбовых отверстий в головке блока цилиндров двигателя
Массовое производство автомобилей требует, чтобы процесс нарезания резьбы был стабильным, чтобы гарантировать конкурентоспособность цены и качества. Ниже приведен руководство по метчикам резьбы и решение LS Manufacturing проблемы производства головки блока цилиндров двигателя следующим образом:
Задача клиента
Проблема с клиентом заключалась в ограничении шлифовальной обработки при сверлении резьбовых отверстий M10x1,25 на головках цилиндров двигателей из серого чугуна ( марка G3500 ). Метчики менялись каждые 800 отверстий , что приводит к некоторой неравномерности резьбы, постоянным сменам, а также общему соскабливанию на 3% процентов. Основная причина в том, что метчики изготовлены из обычного материала — быстрорежущей стали.
Производственное решение LS
Наше техническое решение позволило устранить коренные причины, которые были связаны с изношенностью и сколами эвакуации. В нашем предложении максимальную противоизносную стойкость обеспечил метчик из быстрорежущей стали порошковой металлургии с покрытиями TiN . Параметры резания также были должным образом оптимизированы для скорости 12 м/мин , которая имела значение скорости подачи 1,19 мм/об . Дополнительно использовалась сквозная подача СОЖ инструмента давлением 1,2 МПа , имеющая целью охлаждение режущей кромки и эвакуацию стружки, учитывая, что полученный процесс позволяет осуществлять непрерывные циклы обработки.
Результаты и ценность
Это обеспечило увеличение среднего срока службы скважины на 3500 , что составляет увеличение на 337% . Количество замен инструмента сократилось на 75% , а качество резьбы было улучшено до 6H , что полностью исключило процент брака в 3% . Это дополнительно сочетается с ежегодной экономией в размере 120 000 йен на стоимости инструментов, а также обеспечивает уровень удовлетворенности результатом на уровне 100% .
Таким образом, этот конкретный случай предлагает нашу точку зрения на то, как можно рассматривать инструменты не только с точки зрения товара, но, более конкретно, с точки зрения общих инженерных систем, и как этот конкретный подход может помочь в решении сложных производственных проблем, например , как LS Manufacturing использует свой уровень технических знаний и фокусируется на партнерских отношениях для эффективного нарезки резьбы для своих клиентов.
Хотите повысить производительность и экономическую эффективность нарезания резьбы? Изучите полное руководство по точной обработке метчиков и оптимизируйте свои Фрезерование с ЧПУ .

Анализ будущих тенденций и инноваций в технологии обработки резьбы
Будущее технология производства ниток было бы расширить границы традиционных переменных и обслуживания как адаптивной, прогнозирующей и высокоэффективной технологии. Вкратце, можно сказать, что самой большой проблемой для этой технологии будет обеспечение отсутствия непредвиденных простоев и/или изменений качества, поскольку это делает технологию нарезания резьбы интеллектуальной и самооптимизирующейся в следующих областях инноваций:
Внедрение прогнозной аналитики для упреждающего управления инструментами
Неопределенная поломка кранов влияет на непрерывность производства на производственной линии. Мы применяем датчики для измерения крутящих моментов и вибраций на производственной линии в режиме реального времени при реализации процесса нарезания резьбы с ЧПУ . Соответственно, прогноз срока службы инструмента с высокой степенью точности, превышающей 90%, был заложен в модель с помощью алгоритма, обученного на основе закономерностей поломки.
Разработка усовершенствованных покрытий для обеспечения максимальной долговечности применения
Стандартные покрытия преждевременно выходят из строя в сложных материалах, таких как жаропрочные сплавы. Наша инновация включает в себя наноразмерные многослойные покрытия, такие как TiAlN, со встроенными твердыми смазочными материалами, такими как MoS2 . Такая архитектура обеспечивает твердый, термически стабильный внешний слой, а смазка снижает трение на границе раздела стружки и инструмента. Результатом является заметное увеличение срока службы инструмента при обработке абразивных и клейких материалов более чем на 30 % . ctly повышение производительности метчика резьбы .
Использование микросмазки для обеспечения точности и устойчивости
Смазка проливом менее эффективна при нарезании резьбы в глубоких отверстиях и приводит к перерасходу материала. Этот недостаток можно преодолеть с помощью минимального количества смазки аэрозольным способом. Здесь можно точно распылить небольшой объем смазки MQL (50–100 мл/ч) , чтобы режущая кромка получила достаточную смазку. Это значительно снижает тепловой удар и трение, обеспечивая более высокие скорости и подачи, одновременно улучшая эвакуацию стружки и качество поверхности, что имеет решающее значение для высокоточной обработки .
Создание адаптивных систем управления для стабильности процессов
Несоответствия уровня твердости материала указывают на соответствующие несоответствия уровня качества резьбы. Но, предвидя будущее, появляется концепция адаптивных систем управления скоростью подачи. В них применяется принцип измерения нагрузки шпинделя в режиме реального времени до такой степени, что контроль скорости подачи зависит от возможности существования твердых участков и пустот в материале.
В этом анализе очерчен реальный путь от реактивной к прогнозирующей и адаптивной многопоточности. В нем подробно описано, как интеграция анализа данных, материаловедения и управления с обратной связью напрямую решает насущные проблемы, связанные с простоями, стоимостью инструментов и обеспечением качества. Этот дальновидный, ориентированный на решения подход определяет следующее поколение высоконадежных систем. Нарезание резьбы с ЧПУ и услуги точной механической обработки .
Часто задаваемые вопросы
1. Как выбрать подходящий тип крана для различных материалов?
В зависимости от твердости и прочности материал может быть любого типа. Применение метчиков из кобальтовой быстрорежущей стали для резки материалов из нержавеющей стали, применение метчиков со спиральным острием для резки алюминиевых сплавов и метчиков, обработанных оксидом, для резки различных видов чугуна.
2. Как узнать, что кран нуждается в замене?
То есть, если крутящий момент был увеличен на 15% , шероховатость поверхности резьбы ухудшилась или если размеры вышли за пределы допуска, то необходимо было немедленно заменить новый метчик, так как он собирался производить бракованную продукцию в больших масштабах.
3. Следует ли использовать жесткую или гибкую резьбу для нарезания резьбы на станках с ЧПУ?
Для получения точной резьбы рекомендуется жесткое нарезание резьбы, а гибкое нарезание резьбы лучше всего делать в глубоких отверстиях или в сложных материалах. Это зависит от точности станка.
4. Как эффективно продлить срок службы кранов?
Оптимизация коэффициентов резания, использование правильного покрытия на метчике, а также охлаждение и смазка. Требуются регулярные проверки крана на предмет износа.
5. Как установить скорость резания при обработке различных материалов?
Сталь: 20-30 м/мин , нержавеющая сталь: 10-20 м/мин , алюминиевый сплав: 30-50 м/мин . Конкретные скорости следует определять путем пробных разрезов.
6. Каковы распространенные причины поломки крана и как их предотвратить?
К ним относятся плохая концентричность, плохая эвакуация стружки и неправильные параметры процесса. Корректирующие меры включают внесение исправлений в приспособление, оптимизацию процесса и наблюдение за ним.
7. Как оценить качество обработки резьбы?
Используйте резьбомеры для проверки, измерьте качество поверхности с помощью тестера шероховатости и выполните 100% проверку критических размеров.
8. Какое влияние оказывает покрытие метчика на производительность обработки?
Соответствующий слой может продлить срок службы в 2-3 раза . TiN универсален, TiCN обладает износостойкостью, а AlCrN обладает устойчивостью к высоким температурам.
Краткое содержание
С помощью науки, используемой при выборе метчиков, а также оптимизации процесса, можно будет повысить эффективность и качество обработки резьбы, а также оптимизировать производственные затраты.
Для получения услуг по обработке резьбы в промышленности или даже бесплатного анализа упомянутых продуктов, пожалуйста, свяжитесь с техническими специалистами компании ЛС Производство . В связи с этим мы хотели бы определить возможности вашего текущего резьбонарезного станка, предоставив бесплатный отчет о том, как можно добиться улучшений с точки зрения эффективности, качества и стоимости.
Готовы оптимизировать нарезание резьбы? Ознакомьтесь с полным руководством по услугам точной обработки для достижения максимальной производительности и экономии средств.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


