
カスタム板金製作サービス精密部品の表面をシミ一つなくきれいに保つことは非常に重要ですが、実際の作業では見落とされがちです。ここでの重要な問題は、残留油、汚染物質、不適切な湿度がコーティングプロセスと接着力に直接干渉するという認識ではなく、表面処理が補助的なステップであるという仮定です。これはまさに、特にマイラー材料を含む用途において、当社がギャップを埋めるために介入する場所です。
LS Manufacturing では、欠陥のない板金製造を保証する、独自の SPC 主導の「欠陥ゼロ」表面処理方法を採用しています。ダインテスト、自動前処理、環境制御技術などの高度なアプローチにより、真に完璧な部品をお届けします。完璧な表面を作成する技術的側面を理解することは、部品の優れた品質を確保するのに役立ちます。

板金仕上げの欠陥を防ぐ: クイックリファレンス ガイド
| 欠陥の種類 | 根本的な原因 | 予防措置 | 結果 |
| 傷とへこみ | 適切な手段を講じずに問題、ツール、スタッキングに対処する | 保護フィルム、特別な工具、固定具を使用する | 仕上げのために準備された完璧な表面 |
| 溶接スパッタ・変色 | 高温、不適切なガス混合、またはシールドがない場合金属溶接プロセス | 溶接プロセス設定の修正、アルゴンシールドの使用、スパッタ防止装置の適用 | 滑らかな溶接により、塗料を均一に塗布できます。 |
| コーティングの剥がれや膨れ | コーティング 表面の汚れ、またはプレコーティング手順の欠如 | 必要な脱脂と機械的ブラスト処理、その後の化学酸化処理 | どのシートでも均一な質感でコートが長持ち |
| 粉体塗装の質感のばらつき | 厚さが不均一で硬化サイクルが間違っている | 自動スプレーチャンバーを使用して適切な硬化温度と時間を確保する | 適切な色の塗料を均一に分配する |
| 曲げ後のエッジチッピング | 曲げ加工中のきつい曲げや不適切な工具 | エッジ保護を施した曲げ加工と加工後のバリ取り | 塗装が剥がれやすいエッジの欠けを解消 |
当社のソリューション板金表面仕上げ問題は予防策によって解決されます。当社では、製品の表面仕上げにおける傷、不十分な接着、不均一を回避するために、効果的な取り扱い、溶接、およびコーティングのプロセスを行っています。製造された部品が完璧な仕上がりになることを保証できます。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
オンライン上のあらゆる種類の Web サイトからタップに関する情報が不足することはありません。では、この記事の何が違うのでしょうか?それは実践的な経験から来ています。私たちは高強度合金などの難素材を常に扱う工場で働いています。私たちがタップの種類に精通しているのは、タップの種類に依存しているからです。たとえば、航空宇宙部品の製造に使用される糸は重要です。
当社が提供する各コンポーネントには、チタンのパラメータの最適化、アルミニウムの適切なコーティングの選択、速度と工具寿命のバランスの取り方など、重要な学習体験が含まれています。私たちは、膨大な経験から得たこれらの教訓に基づいて、時には初期ミスを犠牲にしてガイドラインを作成しました。
ここで提供される情報は、まさに私たちが日常の活動で利用する情報です。私たちは、方法論とテストを、によって設定された厳格な基準に基づいています。 ASTMインターナショナルおよびによって定められた基準米国国立標準技術研究所(NIST) 。私たちがお客様に提供するのは、実用的なアプリケーションと厳格な基準のこの組み合わせです。

図 1: 板金品質管理サービスは、自動車センサー ブラケット用の 5052 アルミニウム板の穴あけを監視します。
高品質の結果を得るには、統合仕上げを備えたカスタム板金製造サービスを選択することがなぜ重要ですか?
細分化されたマルチベンダーによる精密部品の生産は、取り扱いによる損傷から相互汚染に至るまで、本質的に品質リスクをもたらします。当社の統合アプローチにより、これらのインターフェースが排除され、原材料から完成品までの制御が保証されます。核となる技術ソリューションは、欠陥が発生する前に物理的かつ手順的に防止するシームレスな閉ループ システムにあります。
汚染制御のためのクローズドループ製造
すべてのプロセスが社内で行われるため、施設間の輸送は不要です。一度精密板金部品切断され、成形された製品は、外部委託の方法で通常発生する外部粒子や油の汚染を避けるために、クリーンな環境で当社の自動洗浄ラインに自動的に移動されます。上記の手順は、欠陥のない板金製造を保証するために不可欠です。
自動化された精密クリーニングと不動態化
の板金製作工程すぐに重要です。当社の組立ラインでは、製造後同じ 1 時間以内に、アルカリ洗浄、その後の酸活性化および硝酸不動態化という大規模なプロセスを使用します。このペースの速いプロセスにより、当社の統合仕上げソリューションの一部として後で保護コーティングが適用されるまで、材料が酸化やその他の腐食挙動を起こさないことが保証されます。
プロセス内検証と SPC の統合
品質エンジニアリングは業務のあらゆる段階で実行されます。洗浄、不動態化、乾燥後、ダイン試験を使用した表面エネルギーや導電率などの重要な測定が行われます。これらの測定結果は、SPC チャートの記入に使用されます。これにより、プロセスを即座に調整できるだけでなく、 ASTM A967ガイドラインなどの厳格な基準を満たす品質のフィードバック ループを作成することができます。高公差の金属加工。
この実践には、バンドル サービスの提供だけでなく、製造プロセスの管理と熟練度に重点を置いた包括的な製造哲学も含まれます。化学組成から当社の統計管理システムに至るまで、上記の技術仕様は、当社のカスタム板金製造サービスにおける高品質エンジニアリングに対する当社の取り組みを証明しています。
精密板金製造サービスはどのようにしてコーティングの接着不良のリスクを排除できるのでしょうか?
コーティングの剥離は、基板の汚染と不適切な硬化技術に起因する故障モードです。精密板金加工サービス。この問題は、コーティングの理想的な状態を保証する当社独自の 3 段階の前処理アプローチによって解決されます。信頼性の高いソリューションを提供するためのプロセスは次のとおりです。
基板表面エネルギーの検証と活性化
- 方法:基板洗浄直後の定量的ダイン試験。
- アクション:表面エネルギーが≥38 ダイン/cmまで蓄積されるようにします。したがって、基板は化学的にコーティングプロセスの準備が整います。
- 結果:残留油分やシリコンを除去することにより、表面仕上げの欠陥を効果的に防止するには、定量的な管理ポイントが非常に重要です。
材料固有の化学的前処理
- アルミニウムの場合:ジルコニウムによるナノ変換コーティングにより、腐食に対する一貫した層保護を実現します。
- 冷間圧延鋼の場合:表面特性を変化させ、表面積とコーティングの付着力を増加させるためのリン酸鉄処理プロセス。
硬化プロセスの最適化と検証
- 動的硬化:温度曲線は、最適な架橋プロセスに必要な合金の種類と質量に応じて動的に調整されます。
- 最終検証:すべてのバッチは標準化されたクロスカット テープ テスト ( ASTM D3359 による) を受け、データが記録されて一貫した 5B 分類パフォーマンスを証明し、品質を保証します。耐久性のある板金部品。
このプロセスは、単に抽象的な意味でタスクを説明するものではありません。むしろ、それは科学に基づいており、成功の証拠を提供する特定の方法論と概念を利用しています。ご覧のとおり、ナノスケールレベルでの表面特性の変更からさまざまな物質の熱分析まで、ソリューションの複雑さにはスキルが必要であり、理論的な変換を可能にします。高品質の板金加工実践に移す。
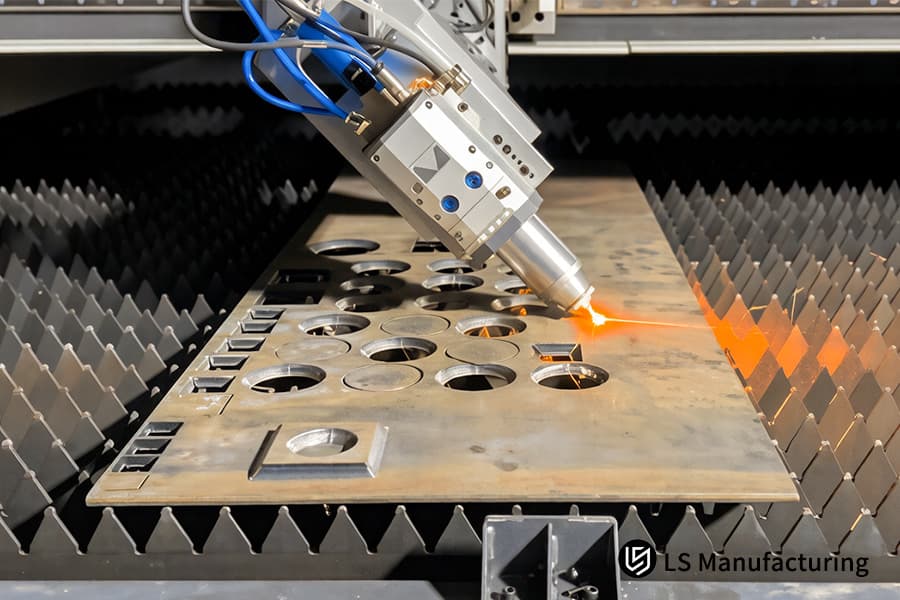
図 2: レーザー カッターを使用すると、構造コンポーネント用の 1018 炭素鋼で欠陥のない板金製造が可能になります。
航空宇宙部品の板金表面仕上げサービスにおいて、環境制御はどのような役割を果たしますか?
板金製造では環境が主な変数となります。不純物や陽極皮膜の変化により、アウトガスなどの問題が発生します。私たちの板金表面仕上げサービスこれらの小さな変数はすべて、環境をプラスの要因に変えるために制御され、クリーンルームの製造現場で意図的に開発されています。
| 制御パラメータ | 実装と理論的根拠 | 検証と定量化された結果 |
| 微粒子制御 | すべての表面仕上げはクラス 10,000 のクリーンルームで行われ、HEPA フィルターを通した層流気流を使用して汚染物質が重要な表面に到達するのを防ぎます。 | 環境を継続的に監視することで、粒子数を10,000粒子(≥0.5μm)/ft3未満に維持します。これは重要な航空宇宙製造に不可欠です。 |
| 湿度管理 | 相対湿度は45% ±5%に保たれ、陽極皮膜の水和速度を制御し、その密度と耐食性を決定します。 | 湿度管理により、陽極皮膜の曇りなどの表面欠陥を防止する実績が得られます。 |
| 熱プロセス規制 | 電気化学反応に最適な速度条件を達成するために、プロセスで使用される化学浴の温度は±1.5°Cに制御されます。 | SCADA システムは、熱プロファイルの一貫性を保証します。 複雑な板金コメント。 |
| 地形検証 | トポグラフィック検査は、非接触レーザープロファイリングシステムを使用して実行され、故障につながる可能性のある表面上の欠陥を特定します。 | ±0.01μm以内の精度で凹凸形状を提供可能。 |
この技術は、汚染や変動につながる根本的な問題を測定して解決できる工学分野における環境制御の基準を引き上げます。ミクロレベルでの環境制御を通じて、将来の一貫性と機能性を実現します。ミッションクリティカルな板金部品いかなる動作条件でも保証されます。これにより、エンジニアリングベースの方法論を通じて品質が保証されます。
科学的な表面仕上げの欠陥防止アプローチが手動検査だけよりも優れているのはなぜですか?
手作業による目視検査では、製品の完全性に影響を与える微細な欠陥を検出できないため、常に遅れます。科学的なアプローチにより、欠陥の原因となる製造プロセスの根本的な要因を制御できるようになります。私たちのアプローチは、手作業による検査から保証された検査へとプロセス全体を変革しました。品質保証板金加工サービス:
根本原因を排除するためのプロセス内パラメータ制御
継続的な観察と重要なプロセス変数の微調整により、欠陥を発生源から回避します。たとえば、当社は切削液の pH を非常に厳しい許容範囲内に保ち、前処理ステーションでのスプレー圧力を制御します。この制御メカニズムは、高度に機械化されたシートの製造プロセス中に、機械プロセスによって引き起こされる油汚れや引っかき傷がシートに現れないことを直接保証します。大量の板金製造。
客観的かつ定量的な分析のための自動光学検査 (AOI)
加工後、すべての部品は AOI システムによる自動品質検査を受けます。これらの AOI システムは、マイクロピンホールや色の違いなど、肉眼では見えない欠陥を0.5 未満の ΔEの検出限界で検出するように設計されています。これにより、サンプリングに頼ることなく、製造されたすべてのユニットの完全かつ客観的な評価が可能になります。
継続的なプロセス改良のためのデータトレーサビリティ
流体化学から AOI 欠陥マップまで、あらゆるデータ セットが MES に入力され、バッチごとに完全に追跡可能な品質データ セットが作成されます。これにより、何かが失敗した後で原因を診断するのではなく、何かが失敗する前に予測的なプロセス調整が可能になります。プロセスウィンドウのこの継続的な最適化と改良により、表面仕上げの欠陥を確実に防止します。
このアプローチは、経験的検査から決定論的な製造への根本的な移行を表しています。入力変数を制御し、高精度の計測器で出力を定量化することで、一貫性と信頼性という主要な課題を解決します。この科学的でデータ主導型のフレームワークは、美的または機能的な差異を受け入れられないクライアントにとって、競争上の差別化要因となります。高公差の板金部品。
板金品質管理サービスはどのようにして医療機器製造の総コストを削減できるのでしょうか?
医療機器の仕上げの品質を単なる美しさとみなすことはできません。仕上がりのばらつきにより、実際にはさまざまな点で医療機器の全体的なコストが増加します。私たちの科学的アプローチは、 板金品質管理サービス以下を保証することで、あらゆる段階で顧客のコストを節約します。
一貫したエンジニアリング仕上げにより、組み立ての手戻りを排除
- 方法:リアルタイムの力/送り制御による自動デジタル制御研磨ブラシ塗布プロセス。
- アクション:すべてのバッチにわたる Ra 値の一貫性を確保します。これは、 医療機器板金製作。
- 結果:位置ずれやその他の潜在的な問題が排除され、プロセスを無菌組立施設に簡単に統合できるようになります。
最終検査負担を軽減する工程内SPC
- 方法: 統計的プロセス管理 (SPC)ダッシュボードは、製造プロセス中の最終仕上げの主要な特性 (光沢や質感など) を監視します。
- アクション:誤動作が発生した場合は直ちに調整が行われ、製品に欠陥が生じるリスクが排除されます。
- 結果:この先制的管理措置の結果は、お客様が次のような理由で受入検査プロセスを最大30%節約するために必要なデータ検証です。 欠陥のない板金加工。
ライフサイクルの信頼性による総所有コスト (TCO) の最適化
- 方法:塩水噴霧テスト、接着テスト、完成部品の洗浄性テストは、数年間の使用と洗浄を再現します。
- 処置:これは、仕上げが長期にわたる磨耗に耐えることを確認し、リコールや現場での交換を防ぐために必要です。
- 結果:このテストは、ライフサイクルTCO の最適化を確保し、初期品質をアセンブリのライフサイクル全体を通じて節約に変える上で重要です。
この戦略を通じて、品質は負債ではなく価値の原動力になります。これは、非効率な運用の根本的な原因である変動性をエンジニアリングを通じて解決するのに役立ちます。ミクロンレベルの精度から始まる上記の技術的制御により、信頼性の高いプロセスが保証され、最終製品の効率と収益性の点でより良い結果が得られます。

図 3: カスタム板金製造サービスは、機械フレーム用の油圧プレスで 6061 アルミニウム ブラケットを形成します。
ケーススタディ: LS Manufacturing 医療滅菌器 316L ステンレス鋼精密ハウジング プロジェクト
このケーススタディでは、LS Manufacturing が自社の医療滅菌器ハウジングの 1 つにおける重大な孔食問題に対処するのを私たちがどのように支援できたかについて説明します。これは、当社が提供する統合カスタム板金製造サービスの完璧な例であり、表面エンジニアリングは、製品の耐久性と寿命を保証するために不可欠な部分です。 ミッションクリティカルな板金製造:
クライアントの課題
世界的に大手の外科用ロボット会社では、316L ステンレス鋼の滅菌器エンクロージャで孔食が発生しました。機械的にブラシをかけられた表面は、日常的な臨床滅菌手順中に 3 か月で破損し、現場での返品率は18%となりました。無菌性の保証は高額な保証請求とともに危険にさらされ、製品のライフサイクルを危険にさらす可能性がありました。このように、標準的なプロトタイプの板金製造方法の限界は明らかでした。
LS製造ソリューション
LSマニュファクチャリング社板金加工サービス同部門はDFM 分析を実施し、ブラッシングプロセス中に形成された微小亀裂が腐食核生成サイトとして機能していることを発見しました。私たちは、特別なシーリング方法と重要な真空乾燥手順を適用する前に、完全に電解研磨された表面 ( Ra 0.4μm ) に切り替えることを提案しました。 1000時間の塩水噴霧試験では、表面に赤錆の形成は見られませんでした。
結果と価値
新しいソリューションにより、初回パスの歩留まりが82% から 99.8% に向上し、腐食によるリターンが実質的になくなりました。非常に滑らかな表面により、クライアントは現場の清掃とメンテナンスの費用を25%削減することができました。信頼性の高いパフォーマンスと財務上の節約により、クライアントのアジア太平洋地域すべてに対する独占的な戦略的サプライヤーとしてのLS マニュファクチャリングの役割が確保されました。 板金加工要件。
これは、エリート部門の製造上の問題に対処するには、通常の仕様に固執するのではなく、物理指向のアプローチが必要であることを示す一例です。当社の冶金専門知識と精密板金製造サービスを組み合わせることにより、保証された信頼性を提供し、コストのかかる故障箇所を持続可能な競争力に変えます。
実証済みの医療グレードの板金製造ソリューションで化学腐食を克服し、再加工コストを削減します。

設計段階での表面欠陥の防止がエンジニアにとって最も賢明な戦略であるのはなぜですか?
表面欠陥の防止は、製造後の検査手順ではなく、エンジニアリングに対する予防的アプローチとして見なされるべきです。品質は最初から組み込まれていなければなりません。このペーパーでは、製造パートナーと早期にDFM を最適化することで問題の根本原因を取り除き、製品設計が非の打ちどころのない大量の板金製造に向けて設計されていることを確認する方法を示します。
| デザインチャレンジ | プロアクティブな DFM ソリューション | 定量化された結果 |
| 液体の閉じ込め | エンクロージャの設計には、適切な排水穴 ( Ø3mm 以上) と角度付きの自己排水を含めてください。 | 耐久性のある医療機器の製造に不可欠な、目に見えない腐食の問題を排除します。 |
| コーティングのプーリング | 材料の流れをスムーズにするために、最小内部曲げ半径 ( ≥ R1.5mm ) を定義します。 | 必要な塗膜厚さの均一性( ±10μm )を確保精密筐体板金製作。 |
| スプレーシャドウイング | 直接視線スプレーを行う場合は、エンクロージャの分割またはアクセス ハッチを推奨します。 | 完璧なカバレッジ ( 100% ) を保証し、タッチアップの必要がなくなります。複雑な板金加工。 |
| 応力亀裂 | すべてのエッジとスタンプに必要なブレンド半径 (最小 R0.5mm )。 | コーティングの耐久性と耐チップ性が30%以上向上します。 |
表面欠陥の問題を予防するための事前対策により、品質チェックポイントがより早期に変更されます。コラボレーションを通じて板金製造 DFM の最適化、考えられる問題を設計の信頼性に変換し、後の段階で高価な再設計を行わずに開発時間を最大25%節約します。これにより、プロジェクトはカスタム板金製造サービスの恩恵を受けることが保証され、最初から正確な結果が得られます。

図 4: 精密板金製造サービスは、産業機械向けにスパークを使用してカスタム炭素鋼部品を切断します。
精密板金製造サービスのプロバイダーを選択する際に確認すべき要素は何ですか?
基本的に品質管理プロセスのサプライヤーを選択することになるため、精密板金製造サービスに適切な会社を見つけることは、重要なリスク軽減活動です。選択基準は、単純な見積もりではなく、エンジニアリング プロセスの管理に基づいている必要があります。以下では、単なるサービスプロバイダーと技術協力者を区別する監査について説明します。
材料の完全性の客観的検証
品質は適切な原材料から始まります。プロバイダーは、工場証明書に照らして、入荷する各ロットの材料グレードの分光検査を行っていることを確認してください。これにより、悲惨な相互汚染が排除されます。必要な場合でも、ここに妥協の余地はありません。試作板金製作または製造数量。
自動車グレードのプロセス規律の証拠
たとえば、 IATF 16949技術による統合プロセス制御の証拠を求めてください。重要なプロセスパラメータのプロセス制御を示すリアルタイムの SPC チャートに注目してください。これは、事後の欠陥検出とは対照的に、プロセス制御を実証する唯一の方法です。これが真に先進的な製品を定義するものです多品種板金加工環境。
デジタルトレーサビリティシステムによる透明性
最新のサプライヤー監査チェックリストでは、デジタルの透明性を考慮する必要があります。初回パスの歩留まりやジョブのステータスなどのリアルタイムの指標を表示するライブ本番ダッシュボードへの表示専用アクセスを要求します。デジタル トレーサビリティと呼ばれるこのタイプの運用の可視化は、責任を果たし、コミットメントを結果に変えるという取り組みを反映しています。 板金製作プロジェクト。
正式な DFM によるプロアクティブ エンジニアリング
見積もり前のやり取りは重要なテストです。実質的な製造可能性設計 (DFM) レポートでは、データに裏付けられたソリューションの潜在的なリスク (コーティングのボイド、溶接の歪みなど) を特定する必要があります。これは、問題の防止に重点を置いたエンジニアリング パートナーシップを示しており、設計が確実に堅牢かつ確実に最適化されるようにします。 コスト効率の高い板金製作最初から。
これらの検証手順を通じて、単純な価格比較をエンジニアリング保証のプロセスに変換します。分光計のテストから SPC データの共有まで、これらの目に見えるパフォーマンスの証明は、プログラムに内在するすべての技術的およびタイミングのリスクを排除することで安心感を提供するため、不可欠です。板金製造サービスで連携することで、確実に機能するエンジニアリングされたサプライ チェーンを信頼できます。
よくある質問
1. LS Manufacturing がカスタム板金製造サービスにダイン テストを使用するのはなぜですか?
LS Manufacturing では、ダイン ペン テストを使用して材料の表面張力をチェックし、将来のコーティング用途で完全な接着を確保するために必要な表面張力レベル≥38 ダイン/cmに達していることを確認します。
2. 精密板金加工時の傷を防ぐにはどうすればよいですか?
LS Manufacturing では、製造プロセス中の潜在的な傷を防ぐために、自動真空吸引保持機構と組み合わせた柔軟なポリウレタン ツールを使用しています。
3. LS Manufacturing では、すべての板金製造サービスに自動洗浄を提供していますか?
実際、塗装が行われる前に、すべてのコンポーネントは 5 段階の自動インライン洗浄および脱脂操作を経て、Ra レベルの粒子さえも完全に除去されます。
4. 高鏡面ステンレス鋼の板金加工を欠陥なく実現できますか?
はい、当社には温度管理されたクリーンルーム施設があり、同期レーザー保護フィルム処理技術と併用して、すべての鏡面仕上げ部品が欠陥なく納品されることを保証します。
5. バッチの一貫性を確保するために板金の品質管理をどのように管理していますか?
SPC ダッシュボードは、塗装ラインのコンベアの温度と速度を常に監視するために使用されており、最大 100 万個の注文の色差値 ( $\Delta$E ) が常に0.5 未満であることを保証します。
6. 過酷な屋外環境で表面欠陥を防ぐ利点は何ですか?
表面シーラント技術を適切に適用すると、塩水噴霧による腐食が90%減少し、屋外エンクロージャのメンテナンス サイクルが10 年以上に延びます。
7. 表面仕上げサービスの適合証明書は提供していますか?
各注文には、材料試験レポート (MTR)、クロスハッチ接着試験レポート、および ISO 規格を満たす適合証明書が付属しています。
8. 特定の表面要件を持つ高公差部品の見積もりを取得するにはどうすればよいですか?
STEP 図面をアップロードし、テクスチャや塩水噴霧耐性に関する仕様を指定します。当社のエンジニアリング部門が DFM を評価し、 24 時間以内に見積もりを出します。
まとめ
表面欠陥は根本的な製造上の問題を明らかにし、生産プロセス全体の背後にあるエンジニアリングのレベルを明らかにします。 LSマニュファクチャリングの板金部品製造アプローチでは、デジタル技術と材料科学の活用により「表面の不確実性」を排除します。当社は、欠陥ゼロの哲学によって可能となる、欠陥のないオーダーメイドの高品質シートを保証します。
部品の欠陥によって利益が損なわれ、ブランドの評判が損なわれるのをやめてください。可能性の高いプロジェクトの場合、当社の上級エンジニアは無料の表面仕上げリスク監査レポートを提供しています。 STEP ファイルをアップロードするだけです。 24 時間以内に、プロセス分析、欠陥予測、透明なコスト内訳を含むカスタマイズされたレポートを受け取ります。今すぐアップロードしてください無料の DFM 評価または、専門家による 1 対 1 のコンサルティングをスケジュールすることもできます。当社の精度で製造の成功を再定義しましょう。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


