
板金加工サービス精密なものづくりには欠かせないものです。航空宇宙および医療機器の主要な構造コンポーネントの製造における曲げに関連する主な問題の 1 つは亀裂です。材料特性が無視されている場合、亀裂率は 25% にも達する可能性があります。 LS Manufacturing は、設計段階から亀裂を除去する動的補正スキーム (R=t) を通じてこの問題に取り組み、実用的なハイエンドの精密板金製造ソリューションを提供しています。

板金加工サービスのコア回答の概要
| 核心的な問題 | 主要なソリューション | コアデータのサポート | 該当するシナリオ |
| 材料の伸びによる亀裂 | R≧0.5tを制御し、R/t比を定量化します。 | SUS304 引張強度≧515MPa | あらゆる種類の精密板金部品に適しています。 |
| AL6061-T6 曲げ割れ | T4状態で曲げた後、T6時効処理を施したもの。 | 予熱により曲げ割れ率を90%低減します。 | 航空宇宙・医療用精密部品に最適です。 |
| 曲げ加工時の表面凹部割れ | 下型開口幅はV=6tを使用してください。 | 曲げ力30%軽減、凹みなし。 | カスタマイズされた板金部品の量産に適しています。 |
| 粒子の方向が寿命に影響する | 圧延方向に直角な、木目方向に沿った曲げ。 | 部品の疲労寿命が 30% 以上増加しました。 | 高荷重の精密構造部品に適しています。 |
この記事ではクラッキングの問題について説明します。精密板金曲げ加工そして、材料、プロセス、ケーススタディの分野におけるLS Manufacturing の専門ソリューションを徹底的に調査します。これは、顧客がリスクを回避し、合格率を向上させ、コストを効率的に削減できるようにするために行われます。
板金製造サービスで LS Manufacturing を信頼する理由曲げ割れを防ぐ設計のノウハウ
当社は過去 20 年間板金製造に取り組んできましたが、私たちが取り組んできた主な問題は、非常に正確な板金を曲げる際の亀裂の問題の解決策を見つけることでした。また、当社は顧客のニーズを第一に考え、3 か月間テストした結果、従来のサプライヤーが AL6061-T6 を扱う際に結晶方位を無視しており、その結果 20 ~ 30% の亀裂率が発生していることがわかりました。最近では、装置の精度を単純に信頼する人がほとんどですが、当社の最大の強みは、材料力学とプロセス設計の最適な適合性を見つけられることです。
当社は、以下の規定に厳密に従って、板金曲げプロセスに対する完全な正当な正当性を保証します。 ISO 13920:2023規格。さらに、航空宇宙部品のプロジェクトに取り組んでいるときに、当初使用していた曲げ半径では材料の伸び要件に対応できないため、曲げ半径を大きくする必要があることに気付きました。
テストに関する研究はたくさんあります。たとえば、 ASTM B209-21私たちが材料をテストするために使用する基準です。さらに、上位 50 社のハイエンド顧客にサービスを提供し、合計 100,000 個のクラックのない部品が 99.9% 以上の安定した歩留まりで納品されました。私たちの仕事は、私たちのプロフェッショナリズムと業務の高いレベルの信頼性を証明しています。
当社を選択すると、クライアントは亀裂耐性のある製品と、設計リスクを軽減するための事前設計計画 (DFM) コンサルティングを利用できます。曲げ亀裂でお困りの場合は、無料のプロセス評価とカスタマイズされたソリューションについて当社の上級エンジニアにお問い合わせください。

精密板金サービスにおける曲げ亀裂の根本原因はなぜ材料の伸びなのでしょうか?
材料の伸びは、最小曲げ半径 (Rmin) に直接影響するため、曲げの品質を決定する基本的な要素です。伸びが低い材料は、過度の伸びにより曲げ部分に亀裂が発生する可能性が高くなります。当社の板金加工サービスが選ばれる理由と精密板金サービス競争力が高いのは、伸びと曲げ半径を正確に一致させていることです。
伸びと最小曲げ半径の間のコアリンク
曲げ加工中、ワークピースの外面は張力状態にあり、内面は圧縮状態になります。もし曲げ半径材料の厚さの半分未満の場合、外面の引張応力は許容限度を超えます。これにより微小亀裂が形成され、それが巨視的亀裂に成長します。結局その部品は廃棄されてしまいます。
SUS304とAL5052の引張強さデータの比較
| 材質の種類 | 引張強さ(MPa) | 伸長 (%) | 推奨最小曲げ半径(R/t) | クラックのない最大曲げ角度 |
| SUS304 | ≥515 | 40以上 | 0.3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0.5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90° |
| SUS316L | ≥485 | 40以上 | 0.4 | 180° |
材料の伸びと曲げ半径をまったく同じにすることが最も効果的な方法です。ひび割れのリスクを防ぐ。これに加えて、顧客の手戻りロスを最小限に抑え、生産効率を高めることにも役立ちます。材料に合わせてカスタマイズされた曲げパラメータの提案をご希望の場合は、弊社までご連絡ください。喜んで対応させていただきます。 o 材料の伸びと曲げ半径の対応表を無料でお送りします。

図 1: 曲げられたシート メタル パーツの端にある亀裂の拡大図。
R/t 比を使用して最小曲げ半径設計はどのように計算されますか?
最小曲げ半径設計精密板金加工の本質はR/t比であり、最小曲げ半径を得るにはR/t比が不可欠です。 LS Manufacturing では、まず材料グレードごとに定数 K を決定し、式から最適な曲げ半径を計算します。これにより、カスタム板金部品の需要に応えると同時に、板金製造サービスの専門性のレベルを高めることができます。
R/t比を求める基本的な考え方
まず、材料の硬度と伸びを考慮して定数 K を選択し、式 R=Kxt (t - 材料の厚さ) を使用して最小曲げ半径を計算します。 SUS316L の K 値は 0.4、AL6061-T6 の K 値は 1.0 であり、これらは非常に多くのテストから得られた最良のパラメータです。 精密加工サービス。
R角度の違いによる硬度勾配(HV)の変化の違い
この表はSUS304、T=2.0mmの各R角に対する硬さ勾配を示しています。硬度勾配が非常に高いと、材料がより脆くなり、亀裂が発生します。このため、これに基づいて最適な R 角度を決定します。
| 曲げ半径R(mm) | R/t比 | 曲げ時の表面硬度(HV) | 曲げ内部硬さ (HV) | クラック危険レベル |
| 0.4 | 0.2 | 280 | 220 | 高い |
| 0.8 | 0.4 | 250 | 215 | 低い |
| 1.2 | 0.6 | 230 | 210 | 非常に低い |
| 1.6 | 0.8 | 220 | 208 | 非常に低い |
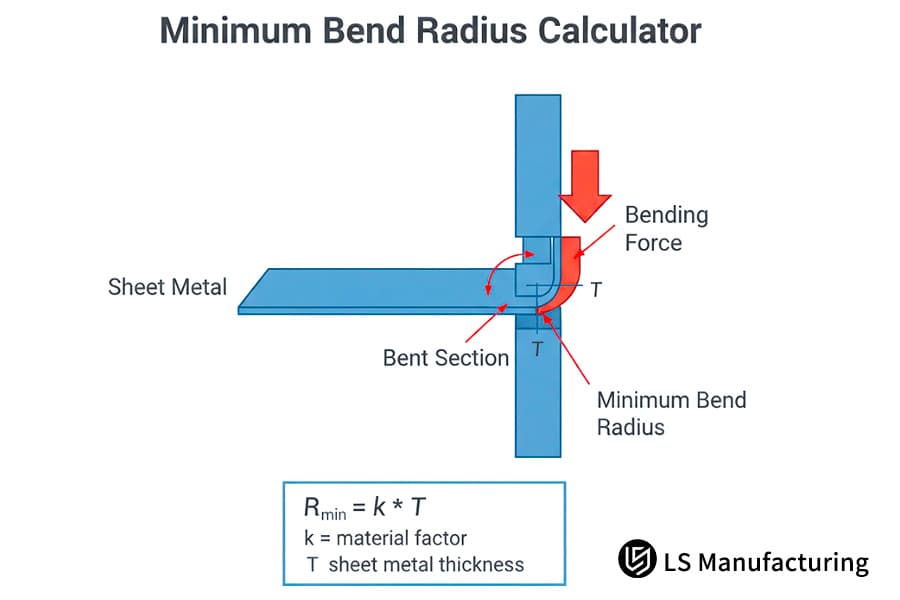
図 2: 最小曲げ半径の計算式と曲げ力の図を示す図。
精密板金製造サービスは、6061-T6 を曲げる際の亀裂をどのように防ぐのでしょうか?
AL6061-T6 の伸びはわずか約 8% であるため、板金加工で曲げる際の最大の問題の 1 つは亀裂が発生することです。 LS Manufacturing では、材料を正確にターゲットにし、プロセスを適切に制御するための熱処理を使用して金属を曲げるときに、亀裂を回避する方法をお客様に指導しています。このようにして、最終的な品質は、 カスタム板金サービス本当に改善されています。
AL6061-T6 の曲げに関連する主要な問題
AL6061-T6 は時効硬化されており、非常に硬いですが靭性が低いため、冷間で直接曲げを行うと非常に簡単に割れてしまいます。従来のサプライヤーは、亀裂率が 20% を超えるとさえ主張しており、これは生産効率と製品品質の両方に重大な悪影響を及ぼします。
LS Manufacturing の介入の基礎としての熱処理
最初のステップは、AL6061-T6 を T4 状態に焼き鈍して、強度を高め、より伸びを持たせることで、曲げがはるかに容易になるようにすることでした。曲げ加工後にT6時効処理を施すことにより、素材本来の硬さと強度を取り戻します。このため、結局のところ、品質と供給パフォーマンスは依然として互いに一致することができます。
冷間曲げにおける亀裂の 50 倍の微細構造画像では、断面の対称性が欠けている広い領域が明らかになります。の使用予熱曲げ工法(T4-T6 処理)では微小亀裂が発生せず、航空宇宙プロジェクトでの導入に成功しています。
金型の溝幅の最適化により、カスタム板金部品の亀裂をどのように減らすことができるのでしょうか?
曲げ品質カスタム板金部品は下型開口部の幅(V)と密接な関係があります。 Vが小さすぎると引張応力が大きくなり、圧入やクラックの原因となり、 Vが大きすぎると精度に影響を与えます。 LSマニュファクチャリングでは、板金加工サービスの安定性を高めるためにV=6t黄金比を採用しています。
型開き幅 V と曲げ力の主要な関係
曲げ力の式は F = (C * S * L * t²) / V です。他のパラメータが変わらないと仮定すると、V の値が低いほど曲げ力は大きくなり、材料にかかる引張応力が大きくなり、材料はへこみや亀裂が発生しやすくなります。
V=6t黄金比のメリット
研究によると、V=6t が平均を生成することが示されています。曲げ力、これは精度とストレスの間の妥協点を達成するのに役立ちます。例として、t=2.0mmのSUS304の場合、V=12mm(6t)の場合、V=8mm(4t)に比べて曲げ力が30%軽減され、へこみ率、割れリスクともにゼロになります。
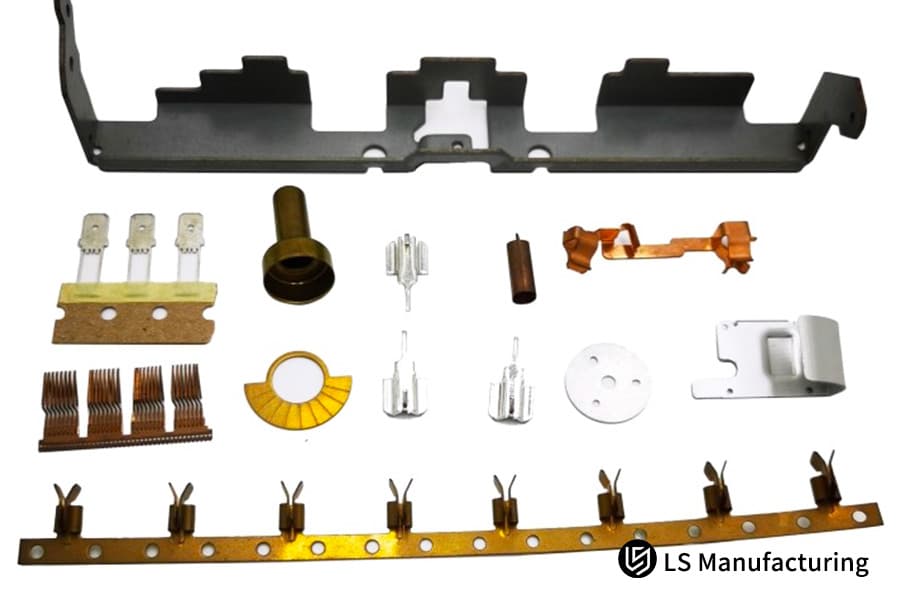
図 3: 順送プレス金型を含むさまざまなカスタム板金部品。
LS Manufacturing が精密加工サービスで順方向木目曲げを使用するのはなぜですか?
結晶方向は、精密板金サービスの品質において決定的な役割を果たし、構造の健全性の中心です。カスタマイズされた板金アイテム。 LS Manufacturing は、レイアウト時にシートの木目方向を把握し、木目方向の曲げを厳密に追跡して、部品の疲労寿命を向上させるだけでなく、曲げの全体的な品質も向上させます。
木目の方向が曲げの品質に大きな影響を与えるのはなぜですか?
金属板が圧延機で加工されると、金属の粒子または繊維が圧延方向に沿って配向する傾向があります。そのため、圧延方向に平行な曲げ線や折り目は亀裂が発生しやすくなりますが、圧延方向に直角に曲げると十分な強度が得られます。伸びや曲がりの質も安定しています。これは、木材を木目に沿って切断すると破損が少なくなるのと同じです。
粒子方向の曲げを支持する経験的証拠
研究により次のことが明らかになりましたカスタムシートメタルコンポーネント結晶粒方向(つまり、圧延方向と直角)に曲げられたものは、疲労寿命が30%以上向上し、引張強度が12%向上し、亀裂率が8%から0.5%未満に低下しました。つまり、ハイエンド用途で広く使用されています。
LS Manufacturing の事例: 手術ロボット用の亀裂防止ブラケット
使用されている精密ステント医療手術ロボット非常に厳しいレベルの精度と欠陥のない状態が要求されます。実際には、曲げ加工における亀裂は手術事故を意味する可能性があるため、これは精密製造サービスにとって大きな課題となります。当社は、オーダーメイドの板金コンポーネントを供給することで、国際的な医療会社の亀裂の問題を解決し、長期的なパートナーシップを得ることができました。
クライアントの問題
医療大手は、外出先で厚さ 1.5 mm の 304 ステンレス鋼ステントを製造できることを探していました。組み立てる必要があり、曲げ半径R0.5mm(R/t=0.33)を強制的に設計しました。従来のサプライヤーのサンプルでは 25% の亀裂率が示されており、その結果、やり直しの失敗、作業の長期化、債務不履行のリスクが生じていました。
LS製造ソリューション
介入後、最初に使用したのは、 DFMシミュレーション解析亀裂の主な原因は、小さすぎる曲げ半径、限界を超えた材料の引張応力、および結晶粒方位の無視であることが明らかになりました。クライアントと話し合った後、私たちは完全な解決策を考え出しました。
- レーザー局所アニーリングを使用して曲げ領域を局所的に軟化させ、材料の伸びを促進します。
- 下型開口幅をV=9mm(6t)に変更し、引張応力を分散させ、ひび割れの可能性を解消しました。表面の凹みそしてひび割れ。
- レイアウトを最大限に活用して、曲げ線が板金の圧延方向に対して直角になるようにすることで、部品の靭性が向上します。
- 組み立てを損なうことなく亀裂が完全に回避されるように、R/t 比を測定し、曲げ半径を R0.75mm (R/t=0.5) に調整します。
結果と価値
先ほど述べた変更の結果、この精密金属ブラケットの歩留まりは 75% から 99.99% に向上し、亀裂の問題は完全に解決され、部品の疲労試験寿命も 2 倍になり、クライアントは非常に満足しました。また、納期を 15 日から 7 日に短縮したことで、クライアントはプロジェクトのスケジュールを軌道に乗せ、契約違反による損失を回避することができました。この大手医療会社は、当社の優れたソリューションと納品能力に感銘を受け、その後、このシリーズのカスタム板金部品の注文をすべて当社に移管することを決定しました。これにより、年間協力額は50万ドルを超えました。
この事例は、板金の精密曲げ加工におけるクラックの問題を解決するための当社の専門知識を十分に実証しています。あなたも直面すれば板金カスタマイズの課題医療機器や航空宇宙などのハイエンド分野では、当社の完全な事例詳細をご覧になり、カスタマイズされたソリューションについてお問い合わせください。

DFM を使用して精密板金部品の実現可能性を高めるには?
DFM 解析は、板金製造サービスにおける基本的な前処理ステップです。 LS Manufacturing は、詳細な DFM レビュー チェックリストを使用して、非常に早い段階で問題を特定し、ソリューションを最適化します。これにより、クライアントはその後の生産リスクの 90% を回避し、コストを削減し、効率を向上させることができます。
LS Manufacturing の主要な DFM レビュー チェックリスト
DFM レビューはカスタムに焦点を当てています。板金部品の設計詳細については、次の点に特に注意してください。
- エッジクラックの危険性を排除するために、曲げエッジ距離 L≧3t を維持してください。
- 穴の変形を防ぐために、穴のエッジの距離は 2.5t にする必要があります。設計上の制約がある場合は、曲げとその後の仕上げを使用できます。
- R/t 比に基づいて、組み立て要件を満たしながら、材料特性のバランスをとり、亀裂を防ぐことができます。
- の曲げ線結晶粒の向きは圧延方向に対して垂直である必要があるため、レイアウト中に結晶粒の方向を固定する必要があります。
DFM 分析の主な顧客メリット
生産に先立ち、DFM 分析を行うと、やり直し作業が減り、コストが 15% ~ 20% 削減され、効率が向上し、納品サイクルが短縮されます。私たちはクライアント向けに設計を修正し、その結果、やり直し率が 30% から 0% に減少し、各バッチで 8,000 ドルの節約につながりました。
高精度の板金ニーズに対応する完全なトレーサビリティを備えたサプライヤーを選択するにはどうすればよいですか?
高精度板金製品品質とコンプライアンスの非常に厳しい基準を満たす必要があるため、生産チェーン全体で品質トレーサビリティを提供できるサプライヤーは、品質を保証するために不可欠な要件です。 LSマヌファクチャリングは、カスタム板金部品に対して一貫して管理された品質レベルで、信頼できる精密板金製造サービスを提供できる成熟した品質システムを構築しました。
当社のエンドツーエンドの品質トレーサビリティ システム
当社は ISO 9001:2015 の要件に基づいて作業を行っており、調達から納品まで、各段階が追跡可能な完全なトレーサビリティ システムの構築を示しています。
- 材料のトレーサビリティ:製鉄所の MTR レポートとスペクトル分析結果は出荷ごとに提供され、材料のコンプライアンスとトレーサビリティを確保できます。
- 工程内検査:三次元測定機を使用し誤差を0.02mm以内に制御し、検査データをリアルタイムに保存。
- 完成品検査:一括抜き取り検査を実施し、商品とともに検査報告書をお渡しします。
- 記録の保管:当社は顧客ごとに特別なファイルを作成し、将来簡単に検索できるようにすべての関連情報を保存します。
第三者によるテストによる承認、品質の信頼性の向上
当社は国際的な第三者試験機関と提携し、試験レポートを提供できます。たとえば、航空業界の顧客向けのカスタム板金部品がASTM A480-21 規格に準拠しているかどうかテストされ、テスト結果は非常に良好な評価を受けました。

図 4: 作業者はデジタル ノギスを使用して、精密加工で板金を測定します。
精度とコストのバランスをとったカスタム板金サービスに LS Manufacturing を選ぶ理由
ほとんどのお客様は、次のような場合に精度とコストを比較検討する必要があります。 板金加工サービスの選択。 LS Manufacturing は、設備の最適化とコスト分担の取り決めによってこのバランスをうまく取り、競争力のある価格で高性能の精密製造サービスを提供しています。
機器の最適化: 効率の向上、ユニットコストの削減
導入しました5軸同時曲げ精度が 30% (誤差 0.02mm)、効率が 40% 向上した機械です。当社が使用する自動材料供給システムにより、材料利用率が 75% から 90% 以上に向上し、無駄が削減されるだけでなく、カスタム板金サービスの価格も削減されます。あるバッチの顧客は、バッチあたりの材料費が 12,000 ドル有利でした。
さまざまな調達段階に柔軟に対応できるコストシェアリングモデル
当社は、さまざまな調達段階に合わせて、同時に精度とコストのバランスをとる柔軟なモデルを作成しました。
- プロトタイプ段階: 1 個あたり 150 ドルが最低価格ですが、重要な精度が維持されることが保証されています。
- 小ロット段階:工程内での最適化されたコスト分担により、単価は試作段階より 30% ~ 40% 低くなります。
- 量産段階:大規模な生産はコスト削減につながり、これにより顧客は調達コストを最大 20% 節約できる可能性があります。
当社の主な利点は、 「最高の精度をリーズナブルなコストで提供する」ことであり、お客様は精度とコストのどちらかを選択する必要がありません。カスタム板金部品の正確な見積もりが必要な場合は、購入要件と図面を提出してください。詳細なコスト計算計画を提供します。
よくある質問
Q1:アルミニウム合金板金加工における絶対最小許容曲げ半径はどれくらいですか?
ISO規格および材料の焼き戻しに従って、最小曲げ半径はさまざまなアルミニウム合金によって異なります。 5052-H32 では、R1t をお勧めします。しかし、プロセスの最適化により、クラックなしで R=0.5t を達成できます。
Q2: ステンレス鋼の曲げにオレンジの皮効果が現れる原因は何ですか?
過剰な曲げ力または非常に小さな半径によって生じる、材料の外層の過度の伸びが原因です。クラックのリスクを排除するために、半径を大きくするか、V 溝の幅を 8t に変更することを提案します。
Q3:LSマニュファクチャリングでは、長尺板金部品の曲げ精度を同等に保つためにどのような工夫をしていますか?
当社では、リアルタイム ベースで角度補正が行われる CNC 曲げ機を操作しています。つまり、角度をリアルタイムで変更して、曲げ角度誤差が 3 メートル以内であることを保証します。このようにして、一貫した精度が保証されます。
Q4: 曲げ半径を大きくすると必ず組立干渉が発生しますか?
実際、アセンブリに影響を与えることなく適切な曲げ半径と構造の堅牢性を確保できるように、控除値の調整に役立つ無料の DFM シミュレーションを提供しています。
Q5: IATF 16949 規格に準拠した材料トレーサビリティ証明書を提供していますか?
はい。実際、当社は製鉄所の MTR レポートとスペクトル分析データ、さらに注文した商品を発行することができ、当社の文書はIATF 16949 規格を完全に満たし、材料のコンプライアンスと完全なトレーサビリティを保証します。
Q6: 曲げ線がレーザーカット穴に近すぎると変形が発生しますか?
安全のため、間隔 R2.5t をあけることをお勧めします。設計に制約がある場合は、穴の変形を避け、精度を維持するために、曲げてから精密加工する方法を採用します。 n.
Q7: LS Manufacturing での精密板金サンプルのリードタイムはどのくらいですか?
STEP 図面を入手し、DFM モデリングの確認が完了すると、早ければ 3 ~ 5 営業日以内にサンプルを発送できるようになります。お急ぎの場合は、工程の最適化により納期を短縮できます。
Q8: 量産時の精密板金部品単体の単価を下げるにはどうすればよいですか?
材料レイアウトの最適化とマルチステーション金型の使用に加えて、コストを 20% 削減できます。お気軽に図面をアップロードする、お客様に合わせた量産コスト削減プランをご用意させていただきます。
まとめ
精密板金の曲げ半径は、材料の機械的特性、プロセスの設計、装置の精度を徹底的に考慮して決定されます。 LS Manufacturing では、熱処理、R/t 定量化、DFM 最適化というデータ駆動型のソリューションを採用し、精度とコストの矛盾を解決します。専門的な管理と品質保証により、クラックのリスクを徹底的に排除し、お客様に長期的な価値を生み出すことができます。
試行錯誤はやめましょう。確かな事実に基づいて設計をサポートします。今すぐLSマニュファクチャリングにご連絡ください無料の「板金割れリスク技術評価レポート」を入手してください。当社のトップレベルのエンジニアリング チームは、お客様の 3D 図面 (拡張 STEP/SolidWorks) を徹底的に分析し、材料補償、プロセス ルーティング、段階的な価格オプションを含むトータル ソリューションを提供して、クラッキング リスクの防止、コストの削減、納品効率の向上を支援します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


