
Услуги по изготовлению листового металла незаменим в точном производстве. Одной из основных проблем, связанных с изгибом при изготовлении ключевых конструктивных компонентов аэрокосмического и медицинского оборудования, является растрескивание. Уровень растрескивания может достигать 25%, если не учитывать свойства материала. LS Manufacturing решает эту проблему с помощью схемы динамической коррекции (R=t), которая помогает устранить растрескивание прямо на этапе проектирования , предлагая практичные высокоточные решения для изготовления листового металла.

Служба изготовления листового металла Основная сводка ответов
| Основная проблема | Ключевое решение | Поддержка основных данных | Применимые сценарии |
| Растрескивание из-за удлинения материала | Контролируйте R≥0,5t, определите соотношение R/t | SUS304 предел прочности на растяжение ≥515 МПа | Подходит для всех типов прецизионных деталей из листового металла. |
| AL6061-T6 Растрескивание при изгибе | Искривление состояния Т4 с последующей обработкой старением Т6. | Предварительный нагрев снижает вероятность растрескивания при изгибе на 90%. | Подходит для прецизионных деталей аэрокосмической и медицинской промышленности. |
| Растрескивание вогнутости поверхности при изгибе | Используйте нижнюю ширину отверстия матрицы V=6t. | Сила изгиба уменьшена на 30%, вогнутость отсутствует . | Подходит для массового производства деталей из листового металла по индивидуальному заказу. |
| Ориентация зерна влияет на продолжительность жизни | Гибка вдоль направления волокон , перпендикулярного направлению прокатки. | Усталостная долговечность деталей увеличена на 30%+. | Подходит для высоконагруженных прецизионных конструкционных деталей. |
В данной статье рассматривается проблема взлома прецизионная гибка листового металла и тщательно изучает экспертные решения LS Manufacturing в области материалов, процессов и тематических исследований . Это делается для того, чтобы помочь клиентам избежать рисков, повысить скорость прохождения и эффективно снизить затраты.
Почему стоит доверять LS Manufacturing услуги по изготовлению листового металла? Опыт проектирования для предотвращения трещин при изгибе
Мы занимаемся изготовлением листового металла последние 20 лет, и основная проблема, над которой мы работаем, — это найти решение проблемы растрескивания во время гибки очень точных листового металла. Мы также ставили потребности клиентов на первое место и после трехмесячного тестирования обнаружили, что традиционные поставщики игнорировали ориентацию волокон при передаче AL6061-T6, что приводило к растрескиванию 20-30%. В настоящее время большинство людей склонны просто доверять точности оборудования, но наша самая большая сила в том, что мы находим наилучшее сочетание механики материалов и проектирования процессов.
Мы обеспечиваем полное авторитетное обоснование наших процессов гибки листового металла, строго соблюдая Стандарт ISO 13920:2023 . Кроме того, во время работы над проектом деталей для аэрокосмической отрасли мы поняли, что первоначально используемый радиус изгиба не соответствует требованиям к удлинению материала , и радиус изгиба необходимо увеличить.
Существует множество исследований по этим тестам, например, АСТМ Б209-21 — это стандарт, который мы используем для тестирования наших материалов. Кроме того, мы подсчитали, что мы обслужили 50 наших крупнейших клиентов высокого класса и поставили в общей сложности 100 000 деталей без трещин со стабильным уровнем доходности более 99,9% . Наша работа доказывает наш профессионализм и высокий уровень надежности нашей деятельности.
Выбирая нас, клиенты получают устойчивые к растрескиванию продукты и консультации по предварительному планированию (DFM) для снижения рисков при проектировании. Если вас беспокоят трещины изгиба, свяжитесь с нашими старшими инженерами для бесплатной оценки процесса и индивидуальных решений.

Почему удлинение материала является основной причиной трещин при изгибе при прецизионных обработках листового металла?
Удлинение материала является фундаментальным фактором, определяющим качество гибки, поскольку оно напрямую влияет на минимальный радиус изгиба (Rmin). Материал с меньшим удлинением более склонен к образованию трещин при изгибах из-за чрезмерного растяжения. Почему наши услуги по изготовлению листового металла и прецизионные услуги по обработке листового металла Высокая конкурентоспособность заключается в том, что мы точно сопоставляем удлинение и радиус изгиба .
Основная связь между удлинением и минимальным радиусом изгиба
Во время операции гибки внешняя поверхность заготовки будет находиться в состоянии растяжения, а внутренняя – в состоянии сжатия. Если радиус изгиба меньше половины толщины материала, то растягивающее напряжение на внешней поверхности превысит допустимый предел . Это приведет к образованию микротрещин, которые перерастут в макротрещины. В конечном итоге деталь будет списана.
Сравнение данных прочности на разрыв между SUS304 и AL5052
| Тип материала | Предел прочности (МПа) | Удлинение (%) | Рекомендуемый минимальный радиус изгиба (R/t) | Максимальный угол изгиба без растрескивания |
| СУС304 | ≥515 | ≥40 | 0,3 | 180° |
| АЛ5052-H32 | ≥230 | ≥15 | 0,5 | 135° |
| АЛ6061-Т6 | ≥310 | ≥8 | 1.0 | 90° |
| СУС316Л | ≥485 | ≥40 | 0,4 | 180° |
Соблюдение одинакового удлинения материала и радиуса изгиба является наиболее эффективным способом предотвращение риска растрескивания . Помимо этого, это также поможет клиентам минимизировать потери на доработку и повысить эффективность производства . Если вам нужны индивидуальные предложения по параметрам гибки для вашего материала, свяжитесь с нами, и мы будем рады. o бесплатно вышлем вам таблицу соответствия удлинения материала и радиуса изгиба.

Рисунок 1: Крупный план трещины на краю согнутой детали из листового металла.
Как рассчитывается минимальный радиус изгиба с использованием соотношения R/t?
Конструкция с минимальным радиусом изгиба Это суть прецизионного изготовления листового металла, и для получения минимального радиуса изгиба соотношение R/t необходимо. LS Manufacturing сначала определяет константу K для каждой марки материала, а затем определяет оптимальный радиус изгиба по формуле . Таким образом, мы можем удовлетворить потребности в изготовлении деталей из листового металла на заказ и в то же время повысить уровень профессионализма в сфере услуг по изготовлению листового металла.
Основная идея определения отношения R/t
Сначала выбираем константу К с учетом твердости и удлинения материала, а затем вычисляем минимальный радиус изгиба по формуле R=Kxt (где t - толщина материала). Значение K для SUS316L составляет 0,4, для AL6061-T6 — 1,0, это лучшие параметры, полученные в результате очень большого количества испытаний. услуги точного изготовления .
Разница в изменении градиента твердости (HV) под разными углами R
В этой таблице показаны градиенты твердости для различных углов R для SUS304, T=2,0 мм. Очень высокий градиент твердости сделает материал более хрупким и приведет к растрескиванию. Поэтому на основании этого мы выбираем лучший угол R.
| Радиус изгиба R (мм) | Соотношение R/t | Твердость поверхности при изгибе (HV) | Внутренняя твердость при изгибе (HV) | Уровень риска взлома |
| 0,4 | 0,2 | 280 | 220 | Высокий |
| 0,8 | 0,4 | 250 | 215 | Низкий |
| 1.2 | 0,6 | 230 | 210 | Очень низкий |
| 1,6 | 0,8 | 220 | 208 | Очень низкий |
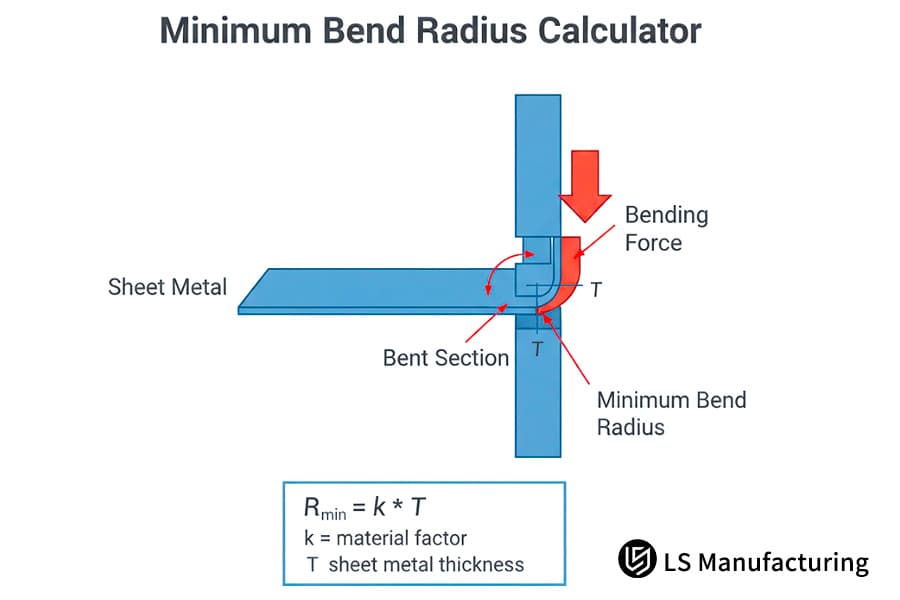
Рисунок 2: Схема, показывающая калькулятор минимального радиуса изгиба с формулой и иллюстрацией силы изгиба.
Как служба прецизионного изготовления листового металла предотвращает появление трещин при гибке 6061-T6?
Поскольку удлинение AL6061-T6 составляет всего около 8%, одной из самых больших проблем при его изгибе при изготовлении листового металла является то, что он трескается. В LS Manufacturing мы учим наших клиентов, как избежать растрескивания металла при изгибе с использованием термической обработки, чтобы точно ориентироваться на материал и хорошо контролировать процесс . Таким образом, окончательное качество услуги по изготовлению листового металла на заказ действительно улучшилось.
Основные проблемы, связанные с изгибом AL6061-T6
Будучи закаленным в результате старения, AL6061-T6 очень тверд, но менее прочен, поэтому материал очень легко растрескается, если сгибать его напрямую и в холодном состоянии . Традиционные поставщики заявляли, что процент брака превышает 20%, что серьезно вредит как эффективности производства, так и качеству продукции.
Термическая обработка как основа вмешательства производителя LS
Первым шагом был отжиг AL6061-T6 до состояния T4, чтобы сделать его более прочным и иметь большее удлинение, чтобы его было намного легче сгибать. Восстановление исходной твердости и прочности материала достигается за счет старения Т6, проводимого после завершения гибки . Благодаря этому качество и производительность поставок в конце концов могут быть согласованы друг с другом.
50-кратное микроструктурное изображение трещин при холодном изгибе показывает большие области, где отсутствует симметрия сечения. Используя метод гибки с предварительным нагревом (обработка Т4-Т6) не привела к образованию микротрещин , и это было успешно реализовано в аэрокосмических проектах.
Как оптимизация ширины канавок штампа может уменьшить образование трещин в нестандартных деталях из листового металла?
Качество гибки изготовленные на заказ детали из листового металла тесно связана с шириной (V) нижнего отверстия формы. Если V слишком мало, это увеличит растягивающее напряжение и приведет к образованию вмятин и растрескиванию, а если V слишком велико, это повлияет на точность . LS Manufacturing использует золотое сечение V=6t для повышения стабильности услуг по производству листового металла.
Основная взаимосвязь между шириной отверстия матрицы V и силой изгиба
Формула изгибающей силы: F = (C * S * L * t²) / V. При условии, что остальные параметры остаются неизменными, чем меньше значение V, тем больше будет изгибающая сила, растягивающие напряжения на материале становятся выше, и материал становится более восприимчивым к вмятинам и трещинам.
Преимущества золотого сечения V=6t
Исследования показывают, что V=6t дает среднее значение изгибающая сила , что помогает достичь компромисса между точностью и напряжением. В качестве иллюстрации: для SUS304 с t=2,0 мм V=12 мм (6t) дает на 30% меньшую силу изгиба, чем V=8 мм (4t), а количество вмятин и риск растрескивания для каждого из них сведены к нулю.
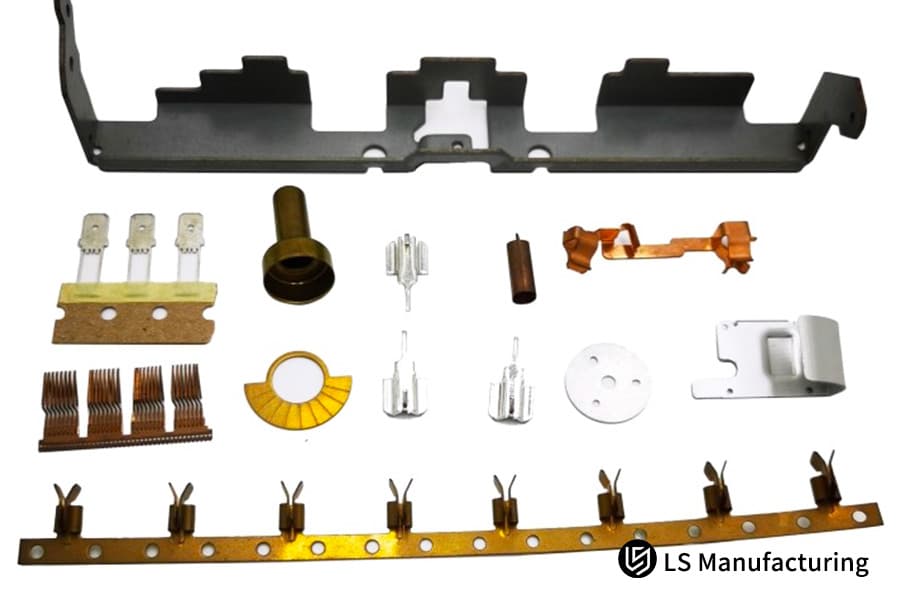
Рис. 3. Различные нестандартные детали из листового металла, включая штампы для прогрессивной штамповки.
Почему производство LS использует прямоходную гибку волокон в прецизионном производстве?
Направление волокон играет решающую роль в качестве прецизионного обслуживания листового металла и лежит в основе структурной прочности индивидуальные изделия из листового металла . LS Manufacturing фиксирует направление волокон листа при компоновке, строго следуя изгибу в направлении волокон, что не только увеличивает усталостный срок службы деталей, но и улучшает общее качество гибки.
Почему направление волокон играет важную роль в качестве гибки?
После обработки листового металла на прокатном стане зерна или волокна металла имеют тенденцию ориентироваться вдоль направления прокатки. Таким образом, линии сгиба или складки, выполненные параллельно направлению прокатки, склонны к образованию трещин, тогда как линии сгиба, выполненные перпендикулярно направлению прокатки , производят достаточное количество трещин. долговечность и качество гибки остаются стабильными . Это похоже на то, как меньше ломается при резке древесины вдоль волокон.
Эмпирические данные в пользу изгиба в направлении волокон
Исследования показали, что изготовленные на заказ компоненты из листового металла которые согнуты в направлении зерна (т.е. перпендикулярно направлению прокатки), имеют усталостную долговечность более чем на 30%, предел прочности на разрыв увеличен на 12%, а скорость образования трещин снижена с 8% до менее 0,5% . Это означает, что они широко используются в высокотехнологичных приложениях.
Производственный кейс LS: кронштейны с защитой от растрескивания для хирургических роботов
Прецизионные стенты, используемые медицинские хирургические роботы требуют чрезвычайно строгого уровня точности и бездефектного состояния. Поскольку на самом деле трещины при изгибе могут означать хирургические несчастные случаи, это представляет собой огромную проблему для служб точного производства. Мы смогли решить проблему трещин для международной медицинской компании, поставив изготовленные на заказ компоненты из листового металла и тем самым заработав долгосрочное партнерство.
Проблема клиента
Медицинский гигант искал способ изготовления стентов из нержавеющей стали 304 толщиной 1,5 мм. Их пришлось собрать таким образом, чтобы принудительно был рассчитан радиус изгиба R0,5 мм (R/t=0,33). Образцы традиционных поставщиков показали процент растрескивания 25%, что приводило к срыву доработок, затягиванию работ и риску невыполнения обязательств.
Производственное решение LS
После нашего вмешательства мы впервые использовали Анализ моделирования DFM Выявить, что основной причиной трещины был слишком малый радиус изгиба, превышение предельных растягивающих напряжений в материале и пренебрежение ориентацией зерен. Пообщавшись с клиентом, мы пришли к полному решению:
- Использование лазерного локального отжига для локального смягчения изогнутых участков, что облегчает удлинение материала.
- Изменение ширины отверстия нижней матрицы на V=9 мм (6 т), чтобы распределить растягивающее напряжение и исключить возможность поверхностная депрессия и трескается.
- Максимальное использование компоновки для обеспечения того, чтобы линия сгиба находилась под прямым углом к направлению прокатки листового металла, что увеличивает прочность детали.
- Измерение соотношения R/t и регулировка радиуса изгиба до R0,75 мм (R/t=0,5) таким образом, чтобы полностью исключить появление трещин без ущерба для сборки.
Результаты и ценность
В результате изменений, о которых я только что сказал, предел текучести этого прецизионного металлического кронштейна увеличился с 75% до 99,99%, таким образом проблема растрескивания была полностью решена, а срок службы деталей при усталостных испытаниях увеличился вдвое, что привело к чрезвычайному удовлетворению клиента . Также мы сократили срок поставки с 15 до 7 дней, что помогло клиенту вернуться к графику проекта и избежать потерь из-за нарушения условий договора. Эта крупная медицинская компания, впечатленная нашими превосходными решениями и возможностями доставки , позже решила передать нам все заказы на изготовление деталей из листового металла этой серии. В результате годовая стоимость сотрудничества составила более 500 000 долларов США.
Этот случай в полной мере демонстрирует наш опыт в решении проблемы образования трещин при прецизионной гибке листового металла. Если вы также столкнулись проблемы настройки листового металла в таких высокотехнологичных областях, как производство медицинского оборудования и аэрокосмическая промышленность, пожалуйста, просмотрите полную информацию о нашем случае и свяжитесь с нами для индивидуального решения.

Как использовать DFM для повышения возможности изготовления прецизионных деталей из листового металла?
Анализ DFM является фундаментальным этапом предварительной обработки в сфере изготовления листового металла. LS Manufacturing с помощью подробного контрольного списка DFM выявляет проблемы на очень ранней стадии и оптимизирует решения , что позволяет клиентам впоследствии избежать 90% производственных рисков, сокращая затраты и повышая эффективность.
Основной контрольный список проверки DFM в LS Manufacturing
В нашем обзоре DFM мы фокусируемся на пользовательских проектирование деталей из листового металла детали, уделяя особое внимание:
- Соблюдайте расстояние до края изгиба L≥3t, чтобы исключить риск растрескивания края.
- Расстояние от края отверстия должно составлять 2,5 т, чтобы предотвратить деформацию отверстия. При наличии конструктивных ограничений можно использовать гибку с последующей чистовой отделкой.
- На основе соотношения R/t характеристики материала могут быть сбалансированы для предотвращения растрескивания при соблюдении требований сборки.
- линия изгиба должен быть перпендикулярен направлению прокатки, поэтому ориентацию волокон необходимо зафиксировать во время компоновки.
Ключевые преимущества анализа DFM для клиентов
Анализ DFM перед началом производства может сократить объем доработок, снизить затраты на 15–20 %, повысить эффективность и сократить циклы поставок. Мы переработали конструкции для клиентов, в результате доля переделок сократилась с 30% до 0%, а каждая партия позволила сэкономить 8000 долларов США.
Как выбрать поставщика с полной отслеживаемостью для нужд высокоточного листового металла?
Изделия из листового металла высокой точности Необходимо соответствовать очень строгим стандартам качества и соответствия, поэтому наличие поставщика, способного обеспечить отслеживание качества на протяжении всей производственной цепочки, является непременным требованием для обеспечения качества . Л.С. Ману Компания Facturing создала зрелую систему качества, способную предоставлять надежные услуги по точному изготовлению листового металла на уровне качества, который постоянно контролируется для нестандартных деталей из листового металла.
Наша комплексная система отслеживания качества
Мы основываем свою работу на требованиях стандарта ISO 9001:2015, которые предусматривают построение системы полной прослеживаемости, начиная с закупок и заканчивая доставкой , при этом каждый этап отслеживается:
- Отслеживание материалов: отчеты MTR сталелитейного завода и результаты спектрального анализа могут быть доставлены с каждой поставкой, чтобы обеспечить соответствие и отслеживаемость материалов.
- Проверка в процессе: контролировалась погрешность в пределах 0,02 мм с помощью координатно-измерительной машины КИМ , данные проверки сохраняются в режиме реального времени.
- Проверка готовой продукции: осуществляется выборочная проверка партий, и отчеты о проверке предоставляются вместе с товарами.
- Ведение учета: мы создаем специальные файлы для каждого клиента и сохраняем всю необходимую информацию для удобного поиска в будущем.
Одобрение стороннего тестирования, повышение доверия к качеству
Мы сотрудничаем с международными сторонними испытательными лабораториями и можем предоставить отчеты об испытаниях. Например, изготовленные на заказ детали из листового металла для клиента из авиационной промышленности были протестированы на соответствие стандарту ASTM A480-21 , и результаты испытаний получили очень положительную оценку.

Рисунок 4. Рабочий использует цифровой штангенциркуль для измерения листового металла при точном изготовлении.
Почему стоит выбрать LS Manufacturing для обслуживания листового металла на заказ, обеспечивающего баланс точности и стоимости?
Большинству клиентов приходится сопоставлять точность с затратами, когда подбор услуг по изготовлению листового металла . LS Manufacturing удается достичь этого баланса за счет оптимизации оборудования и механизмов распределения затрат . Таким образом, компания предлагает услуги высокопроизводительного точного производства по конкурентоспособным ценам.
Оптимизация оборудования: повышение эффективности, снижение удельных затрат
Мы представили 5-осевая одновременная гибка машина, которая на 30% точнее (погрешность 0,02 мм) и на 40% эффективнее. Автоматизированная система подачи материала, которую мы используем, увеличивает коэффициент использования материала с 75% до более чем 90%, что, помимо сокращения отходов, также снижает цены на услуги по изготовлению листового металла на заказ. Потребитель одной партии получил на 12 000 долларов больше затрат на материалы на партию.
Модель распределения затрат, гибкая и адаптируемая к различным этапам закупок
Мы создали гибкие модели для различных этапов закупок, которые в то же время обеспечивают баланс между точностью и стоимостью:
- На стадии прототипа: 150 долларов за штуку — минимальная цена , но гарантировано сохранение необходимой точности.
- На этапе мелкой партии: благодаря оптимизированному распределению затрат в процессе цена за единицу продукции оказывается на 30–40 % ниже, чем на этапе прототипа.
- На этапе массового производства: Крупный масштаб производства приводит к снижению затрат, таким образом клиенты могут сэкономить до 20% затрат на закупки .
Нашим основным преимуществом является «обеспечение максимальной точности по разумной цене», избавляющее клиентов от необходимости выбирать между точностью и стоимостью. Если вам нужна точная расценка на детали из листового металла по индивидуальному заказу, отправьте свои требования к закупке и чертежи, и мы предоставим вам подробный план расчета стоимости.
Часто задаваемые вопросы
Вопрос 1: Каков абсолютный минимально допустимый радиус изгиба при обработке листового металла из алюминиевого сплава?
Согласно стандартам ISO и отпуску материала минимальный радиус изгиба различен для различных алюминиевых сплавов. Для 5052-H32 мы предлагаем R1t. Тем не менее, за счет оптимизации процесса мы можем достичь R=0,5t без растрескивания.
Вопрос 2: Что вызывает эффект апельсиновой корки на изгибах нержавеющей стали?
Причиной является чрезмерное растяжение внешнего слоя материала, возникающее в результате чрезмерной силы изгиба или очень маленького радиуса . Мы предлагаем увеличить радиус или изменить ширину V-образной канавки на 8 тонн, чтобы исключить риск образования трещин.
В3: Какие меры принимает компания LS Manufacturing для поддержания точности гибки длинных деталей из листового металла на прежнем уровне?
Мы используем гибочные станки с ЧПУ с компенсацией угла, которая осуществляется в режиме реального времени, то есть угол можно изменять в реальном времени, чтобы гарантировать, что погрешность угла гибки в пределах 3 метров составляет 0,5. Таким образом обеспечивается постоянная точность.
Вопрос 4: Обязательно ли увеличение радиуса изгиба приводит к помехам при сборке?
Фактически, мы предлагаем бесплатное моделирование DFM, чтобы помочь скорректировать значение вычета, чтобы можно было обеспечить правильный радиус изгиба и прочность конструкции, не влияя на сборку.
Вопрос 5: Предоставляете ли вы сертификаты прослеживаемости материалов, соответствующие стандартам IATF 16949?
Да. Фактически, мы можем выдавать отчеты MTR сталелитейного завода и данные спектрального анализа, а также заказанные товары, наша документация полностью соответствует стандартам IATF 16949 и обеспечивает соответствие материалов и полную отслеживаемость.
В6: Могут ли линии изгиба, расположенные слишком близко к отверстиям, вырезанным лазером, вызвать деформацию?
На всякий случай рекомендуем оставить расстояние R2,5t. Когда конструкция ограничена, мы прибегаем к методу гибки, а затем точной обработки, чтобы избежать деформации отверстий и сохранить точность. н.
Вопрос 7: Каковы сроки поставки прецизионных образцов листового металла в LS Manufacturing?
Как только мы получим чертежи STEP и подтверждение моделирования DFM, мы сможем подготовить образцы к отправке не раньше, чем через 3-5 рабочих дней. Если вопрос срочный, время доставки можно сократить за счет оптимизации процесса.
Вопрос 8: Как снизить цену за единицу одной прецизионной детали из листового металла при массовом производстве?
Помимо оптимизации размещения материалов и использования многопозиционных форм, затраты можно сократить на 20%. Не стесняйтесь загрузите свои рисунки , и мы подготовим для вас план снижения затрат на массовое производство.
Краткое содержание
Радиус изгиба прецизионного листового металла требует тщательного учета механических свойств материала, конструкции процесса и точности оборудования. LS Manufacturing использует термообработку, количественный анализ R/t и оптимизацию DFM, которые представляют собой решения на основе данных, позволяющие разрешить противоречие между точностью и стоимостью. Благодаря экспертному контролю и обеспечению качества мы можем полностью исключить риск взлома и тем самым обеспечить долгосрочную выгоду для наших клиентов.
Скажите нет методу проб и ошибок. подкрепите свой дизайн убедительными фактами. Немедленно свяжитесь с LS Manufacturing чтобы получить бесплатный «Отчет о технической оценке риска растрескивания листового металла». Наша команда инженеров высшего уровня тщательно проанализирует ваши 3D-чертежи (расширение STEP/SolidWorks) и предложит комплексное решение, включающее компенсацию материалов, маршрутизацию процессов и варианты многоуровневого ценообразования, чтобы помочь вам предотвратить риски взлома, сократить расходы и повысить эффективность доставки.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


