
خدمة تصنيع الصفائح المعدنية لا غنى عنه في التصنيع الدقيق. إحدى المشاكل الرئيسية المرتبطة بالانحناء في تصنيع المكونات الهيكلية الرئيسية لمعدات الطيران والمعدات الطبية هي التشقق، حيث يمكن أن يصل معدل التشقق إلى 25% عند التغاضي عن خصائص المواد. تعالج شركة LS Manufacturing هذه المشكلة من خلال نظام التصحيح الديناميكي (R=t) الذي يساعد على التخلص من التشققات بدءًا من مرحلة التصميم ، وبالتالي تقدم حلول عملية عالية الدقة لتصنيع الصفائح المعدنية.

ملخص الإجابة الأساسية لخدمة تصنيع الصفائح المعدنية
| المشكلة الأساسية | الحل الرئيسي | دعم البيانات الأساسية | السيناريوهات القابلة للتطبيق |
| تكسير بسبب استطالة المواد | التحكم في R≥0.5t، تحديد نسبة R/t | قوة الشد SUS304 ≥515MPa | مناسبة لجميع أنواع أجزاء الصفائح المعدنية الدقيقة. |
| AL6061-T6 الانحناء والتكسير | انحناء حالة T4 متبوعًا بمعالجة الشيخوخة T6. | التسخين المسبق يقلل من معدل التشقق والانحناء بنسبة 90%. | مناسبة لأجزاء الدقة الفضائية والطبية. |
| تكسير تقعر السطح أثناء الانحناء | استخدم V=6t عرض فتحة القالب السفلي. | تم تقليل قوة الانحناء بنسبة 30%، بدون تقعر . | مناسبة للإنتاج الضخم لأجزاء الصفائح المعدنية المخصصة. |
| يؤثر اتجاه الحبوب على العمر | الانحناء على طول اتجاه الحبوب ، عمودي على اتجاه المتداول. | زاد عمر التعب الجزئي بنسبة 30%+. | مناسبة للأجزاء الهيكلية الدقيقة ذات التحميل العالي. |
تتناول هذه المقالة مسألة الاختراق ثني الصفائح المعدنية بدقة ويفحص بدقة الحلول المتخصصة التي تقدمها LS Manufacturing في مجالات المواد والعمليات ودراسات الحالة . ويتم ذلك لمساعدة العملاء على تجنب المخاطر وتحسين معدل النجاح وخفض التكاليف بكفاءة.
لماذا تثق بشركة LS Manufacturing لخدمات تصنيع الصفائح المعدنية؟ الخبرة في التصميم لمنع الشقوق الانحناء
لقد عملنا في مجال تصنيع الصفائح المعدنية على مدار العشرين عامًا الماضية، وكانت المشكلة الرئيسية التي كنا نعمل عليها هي إيجاد حل لمشكلة التشقق أثناء ثني الصفائح المعدنية الدقيقة للغاية. نحن أيضًا نضع احتياجات العملاء في المقام الأول وبعد الاختبار لمدة 3 أشهر، وجدنا أن الموردين التقليديين تجاهلوا اتجاه الحبوب أثناء تسليم AL6061-T6 مما أدى إلى معدل تشقق بنسبة 20-30%. في الوقت الحاضر، يميل معظم الناس إلى الثقة ببساطة في دقة المعدات، ولكن قوتنا الأكبر هي أننا نجد أفضل توافق بين ميكانيكا المواد وتصميم العمليات.
نحن نضمن المبررات الرسمية الكاملة لعمليات ثني الصفائح المعدنية لدينا من خلال اتباع القواعد الصارمة معيار الأيزو 13920:2023 . علاوة على ذلك، أثناء العمل في مشروع أجزاء الطيران، أدركنا أن نصف قطر الانحناء المستخدم في الأصل لم يكن قادرًا على استيعاب متطلبات استطالة المواد ويجب رفع نصف قطر الانحناء.
هناك الكثير من الأبحاث المتعلقة بالاختبارات، على سبيل المثال، أستم B209-21 هو المعيار الذي نستخدمه لاختبار موادنا. علاوة على ذلك، قمنا بإحصاء أفضل 50 من عملائنا المتميزين الذين تمت خدمتهم وإجمالي 100000 قطعة خالية من الشقوق تم تسليمها بمعدل إنتاجية ثابت يزيد عن 99.9% . يثبت عملنا احترافيتنا والموثوقية العالية لعملياتنا.
إن اختيارنا يوفر للعملاء منتجات مقاومة للتشققات واستشارات تخطيط ما قبل التصميم (DFM) للتخفيف من مخاطر التصميم. إذا كنت منزعجًا من ثني الشقوق، فاتصل بكبار المهندسين لدينا للحصول على تقييم مجاني للعملية وحلول مخصصة.

لماذا تعتبر استطالة المواد هي السبب الجذري لثني الشقوق في خدمات الصفائح المعدنية الدقيقة؟
تعد استطالة المادة عاملاً أساسيًا في تحديد جودة الانحناء لأنها تؤثر بشكل مباشر على الحد الأدنى لنصف قطر الانحناء (Rmin). من المرجح أن تتسبب المادة ذات الاستطالة المنخفضة في حدوث تشققات في الانحناءات بسبب التمدد الزائد. لماذا لدينا خدمة تصنيع الصفائح المعدنية و خدمة الصفائح المعدنية الدقيقة تنافسية للغاية هو أننا نطابق بدقة الاستطالة ونصف قطر الانحناء .
الرابط الأساسي بين الاستطالة والحد الأدنى لنصف قطر الانحناء
أثناء عملية الثني، سيكون السطح الخارجي لقطعة العمل في حالة توتر، بينما سيكون السطح الداخلي في حالة ضغط. إذا نصف قطر الانحناء إذا كان أقل من نصف سمك المادة فإن إجهاد الشد في السطح الخارجي سيتجاوز الحد المسموح به . سيؤدي ذلك إلى تكوين شقوق صغيرة والتي سوف تنمو لتصبح كسورًا كبيرة. في نهاية المطاف، سيتم إلغاء الجزء.
مقارنة بيانات قوة الشد بين SUS304 وAL5052
| نوع المادة | قوة الشد (ميغاباسكال) | استطالة (٪) | الحد الأدنى الموصى به لنصف قطر الانحناء (R/t) | أقصى زاوية الانحناء دون تكسير |
| SUS304 | ≥515 | ≥40 | 0.3 | 180 درجة |
| AL5052-H32 | ≥230 | ≥15 | 0.5 | 135 درجة |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90 درجة |
| SUS316L | ≥485 | ≥40 | 0.4 | 180 درجة |
إن تلبية نفس استطالة المادة ونصف قطر الانحناء هو الطريقة الأكثر فعالية منع مخاطر التشقق . بالإضافة إلى ذلك، فإنه سيساعد العملاء أيضًا على تقليل خسائر إعادة العمل لديهم وزيادة كفاءة الإنتاج . إذا كنت ترغب في اقتراحات مخصصة لمعلمات الانحناء للمواد الخاصة بك، فاتصل بنا وسنكون سعداء بذلك o نرسل لك جدولًا مجانيًا لاستطالة المواد ونصف قطر الانحناء.

الشكل 1: صورة مقربة لشق على حافة جزء من الصفائح المعدنية المنحنية.
كيف يتم حساب الحد الأدنى لتصميم نصف قطر الانحناء باستخدام نسبة R/t؟
الحد الأدنى من تصميم نصف قطر الانحناء هو جوهر تصنيع الصفائح المعدنية الدقيقة، وللحصول على الحد الأدنى من نصف قطر الانحناء، فإن نسبة R/t لا غنى عنها. تقوم شركة LS Manufacturing في البداية بتحديد ثابت K لكل درجة مادة ثم تحديد نصف قطر الانحناء الأمثل من خلال الصيغة . حتى نتمكن من تلبية متطلبات أجزاء الصفائح المعدنية المخصصة وفي نفس الوقت رفع مستوى الاحتراف في خدمات تصنيع الصفائح المعدنية.
الفكرة الأساسية لإيجاد نسبة R/t
أولاً نختار الثابت K بالنظر إلى صلابة المادة واستطالتها، ومن ثم يتم حساب الحد الأدنى لنصف قطر الانحناء بالصيغة R=Kxt (حيث t - سمك المادة). قيمة K لـ SUS316L هي 0.4، لـ AL6061-T6 هي 1.0، وهذه هي أفضل المعلمات التي تم الحصول عليها من عدد كبير جدًا من الاختبارات، وبسبب هذا أصبح جزءًا من خدمة تصنيع الدقة .
الفرق في تغيرات تدرج الصلابة (HV) في زوايا R المختلفة
يوضح هذا الجدول تدرجات الصلابة لزوايا R المختلفة مع SUS304، T=2.0mm. التدرج العالي للصلابة سيجعل المادة أكثر هشاشة ويؤدي إلى التشقق. ولهذا السبب، بناءً على ذلك، نقرر أفضل زاوية R.
| نصف قطر الانحناء R (مم) | نسبة ص / ر | صلابة السطح عند الانحناء (HV) | الصلابة الداخلية عند الانحناء (HV) | تكسير مستوى المخاطر |
| 0.4 | 0.2 | 280 | 220 | عالي |
| 0.8 | 0.4 | 250 | 215 | قليل |
| 1.2 | 0.6 | 230 | 210 | منخفض جدًا |
| 1.6 | 0.8 | 220 | 208 | منخفض جدًا |
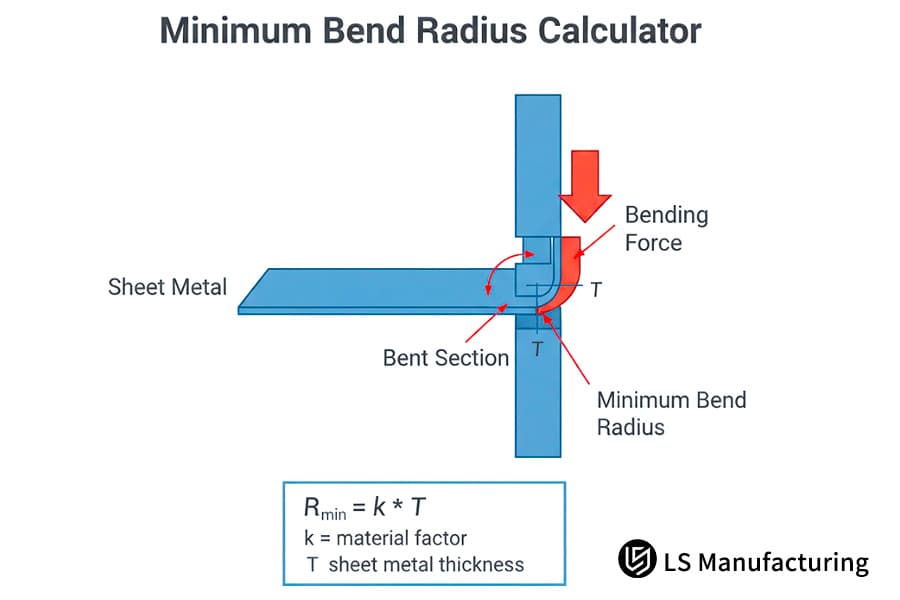
الشكل 2: رسم تخطيطي يوضح الحد الأدنى لآلة حاسبة لنصف قطر الانحناء مع توضيح الصيغة وقوة الانحناء.
كيف تمنع خدمة تصنيع الصفائح المعدنية الدقيقة الشقوق عند الانحناء 6061-T6؟
نظرًا لأن استطالة AL6061-T6 تبلغ حوالي 8% فقط، فإن إحدى أكبر المشكلات عند ثنيها في تصنيع الصفائح المعدنية هي أنها تتشقق. في LS Manufacturing، نقوم بتعليم عملائنا كيفية تجنب التشقق في ثني المعادن عند ثنيها باستخدام المعالجة الحرارية لاستهداف المادة بدقة والتحكم الجيد في العملية . بهذه الطريقة، الجودة النهائية لل خدمة الصفائح المعدنية المخصصة تم تحسينه حقًا.
القضايا الأساسية المرتبطة بالانحناء AL6061-T6
بعد أن تم تصلبها بسبب الشيخوخة، فإن AL6061-T6 صلبة جدًا ولكنها أقل صلابة، لذلك من السهل جدًا أن تتشقق المادة إذا تم الثني على البارد وبشكل مباشر . وادعى الموردون التقليديون أن معدلات التشقق تصل إلى أكثر من 20%، وهو ما كان ضارًا بشكل خطير بكل من كفاءة الإنتاج وجودة المنتج.
المعالجة الحرارية كأساس لتدخل تصنيع LS
كانت الخطوة الأولى هي تلدين AL6061-T6 إلى الحالة T4 لجعله أكثر صلابة واستطالة، وبالتالي فإن الانحناء سيكون أسهل بكثير. يتم تحقيق استعادة الصلابة والقوة الأصلية للمادة من خلال معالجة الشيخوخة T6 التي تتم بعد الانتهاء من الثني . وبسبب هذه الجودة وأداء العرض لا يزال من الممكن مطابقتهما لبعضهما البعض بعد كل شيء.
تكشف الصور المجهرية 50x للشقوق في الانحناء البارد عن مناطق واسعة حيث لا يوجد تماثل مقطعي. باستخدام طريقة الانحناء التسخين (المعالجة T4-T6) لم ينتج عنها أي شقوق صغيرة ، وقد تم تنفيذ ذلك بنجاح في مشاريع الفضاء الجوي.
كيف يمكن لتحسين عرض أخدود القالب تقليل الشقوق في أجزاء الصفائح المعدنية المخصصة؟
نوعية الانحناء أجزاء الصفائح المعدنية المخصصة يرتبط ارتباطًا وثيقًا بعرض (V) لفتحة القالب السفلية. إذا كان V صغيرًا جدًا، فسيزيد من إجهاد الشد ويسبب المسافة البادئة والتشقق، بينما إذا كان V كبيرًا جدًا، فسيؤثر ذلك على الدقة . تعتمد شركة LS Manufacturing النسبة الذهبية V=6t لتعزيز استقرار خدمات تصنيع الصفائح المعدنية.
العلاقة الأساسية بين عرض فتح القالب V وقوة الانحناء
صيغة قوة الانحناء هي F = (C * S * L * t²) / V. بافتراض بقاء المعلمات الأخرى دون تغيير، كلما انخفضت قيمة V، زادت قوة الانحناء، وأصبح ضغط الشد على المادة أعلى، وأصبحت المادة أكثر عرضة للخدوش والشقوق.
فوائد النسبة الذهبية V=6t
تظهر الأبحاث أن V = 6t يولد متوسطًا قوة الانحناء مما يساعد على تحقيق حل وسط بين الدقة والضغط. على سبيل المثال، بالنسبة لـ SUS304 مع t=2.0mm، V=12mm (6t) يعطي قوة ثني أقل بنسبة 30% من V=8mm (4t)، وتم تقليل معدل الانبعاج وخطر التشقق لكل منهما إلى الصفر.
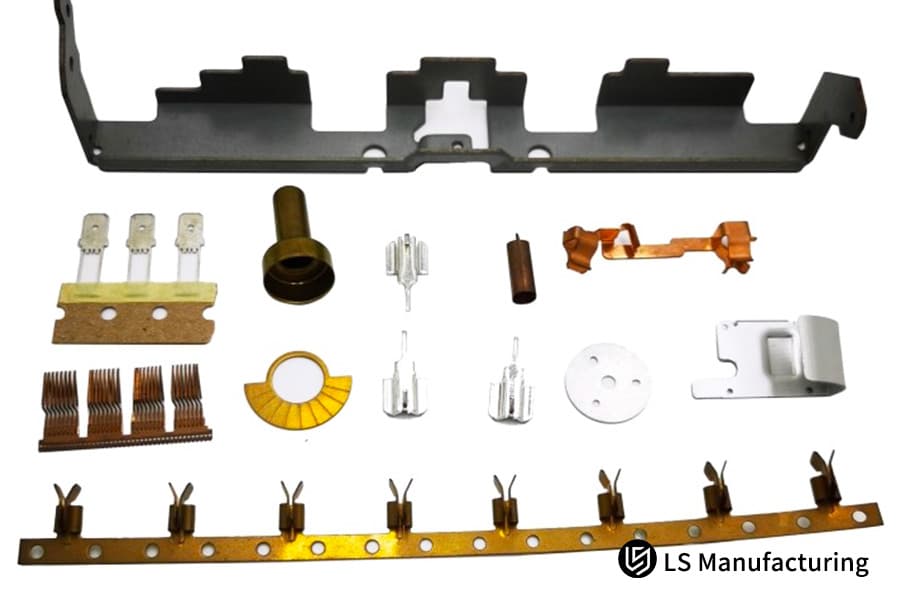
الشكل 3: مختلف أجزاء الصفائح المعدنية المخصصة بما في ذلك قوالب الختم التدريجي.
لماذا يستخدم تصنيع LS ثني الحبوب الأمامي في خدمة التصنيع الدقيق؟
يلعب اتجاه الحبوب دورًا حاسمًا في جودة خدمة الصفائح المعدنية الدقيقة وهو في قلب السلامة الهيكلية عناصر الصفائح المعدنية المخصصة . يلتقط تصنيع LS اتجاه حبيبات الصفائح أثناء التخطيط، ويتبع بدقة ثني اتجاه الحبوب ليس فقط لتعزيز عمر الكلال للأجزاء ولكن أيضًا لتحسين الجودة الإجمالية للثني.
لماذا يعد اتجاه الحبوب جزءًا كبيرًا من جودة الانحناء؟
بمجرد معالجة الصفائح المعدنية بواسطة مطحنة الدرفلة، تميل حبيبات أو ألياف المعدن إلى التوجه على طول اتجاه التدحرج. لذلك، فإن خطوط الانحناء أو الطيات التي يتم صنعها بالتوازي مع اتجاه التدحرج تميل إلى ظهور تشققات، في حين أن خطوط الانحناء التي يتم صنعها بشكل متعامد مع اتجاه التدحرج تنتج ما يكفي من الانحناء يبقى الإطالة ونوعية الانحناء مستقرة . وهذا مشابه لكيفية تعرض الشخص لكسر أقل عند قطع الخشب على طول الحبوب.
الأدلة التجريبية لصالح ثني اتجاه الحبوب
وقد كشفت الدراسات ذلك مكونات الصفائح المعدنية المخصصة التي تنحني في اتجاه الحبوب (أي عموديًا على اتجاه التدحرج) تتمتع بعمر كلال معزز بأكثر من 30%، وزيادة قوة الشد بنسبة 12%، وانخفاض معدل التشقق من 8% إلى أقل من 0.5% ، وهذا يعني أنها تستخدم على نطاق واسع في التطبيقات المتطورة.
حالة تصنيع LS: أقواس مضادة للتكسير للروبوتات الجراحية
الدعامات الدقيقة المستخدمة من قبل الروبوتات الجراحية الطبية تتطلب مستويات صارمة للغاية من الدقة وحالة خالية من العيوب. نظرًا لأن الشقوق في الانحناء يمكن أن تعني في الواقع حوادث جراحية، فإن هذا يشكل تحديًا كبيرًا لخدمات التصنيع الدقيقة. لقد تمكنا من حل مشكلة التشققات لشركة طبية دولية من خلال توريد مكونات الصفائح المعدنية المخصصة وبالتالي كسب شراكة طويلة الأمد.
مشكلة العميل
كان العملاق الطبي يبحث عن صنع دعامات من الفولاذ المقاوم للصدأ 304 بسمك 1.5 ملم أثناء التنقل. كان لا بد من تجميعها بحيث تم تصميم نصف قطر الانحناء R0.5mm (R / t = 0.33) بالقوة. وأظهرت عينات الموردين التقليديين نسبة تشقق تصل إلى 25%، مما أدى إلى فشل إعادة العمل وإطالة العمل وخطر التقصير.
حل التصنيع LS
بعد تدخلنا، استخدمنا لأول مرة تحليل محاكاة سوق دبي المالي للكشف عن أن السبب الرئيسي للتشقق هو نصف قطر الانحناء الصغير للغاية، وإجهاد الشد في المادة الذي يتجاوز الحد، وإهمال اتجاه الحبوب. وبعد المناقشة مع العميل توصلنا إلى الحل الكامل:
- استخدام التلدين الموضعي بالليزر لتنعيم المناطق المنحنية محليًا، مما يسهل استطالة المادة.
- تغيير عرض فتحة القالب السفلية إلى V=9mm (6t) لتوزيع إجهاد الشد والقضاء على احتمالية الاكتئاب السطحي وتكسير.
- الاستفادة القصوى من التصميم لضمان أن يكون خط الانحناء بزوايا قائمة لاتجاه تدحرج الصفائح المعدنية، وبهذه الطريقة تزيد من صلابة الجزء.
- قياس نسبة R/t وضبط نصف قطر الانحناء إلى R0.75mm (R/t=0.5) بطريقة يتم من خلالها تجنب الشقوق تمامًا دون المساس بالتجميع.
النتائج والقيمة
نتيجة لما قلته للتو من التغييرات، حصل معدل إنتاج هذه الدعامة المعدنية الدقيقة على تعزيز من 75% إلى 99.99%، وبهذه الطريقة تم حل مشكلة التشقق بالكامل، كما تم مضاعفة عمر اختبار التعب للأجزاء، مما أدى إلى رضا العميل للغاية . كما قمنا أيضًا بتقليل وقت التسليم من 15 يومًا إلى 7 أيام، مما ساعد العميل على العودة إلى المسار الصحيح مع الجدول الزمني للمشروع وتجنب الخسائر الناجمة عن خرق العقد. قررت هذه الشركة الطبية الكبرى، التي أعجبت بحلولنا الممتازة وقدراتنا على التسليم ، أن تنقل إلينا جميع طلبات قطع الصفائح المعدنية المخصصة لهذه السلسلة. وبذلك تصل قيمة التعاون السنوية إلى أكثر من 500 ألف دولار.
توضح هذه الحالة بشكل كامل خبرتنا في حل مشكلة التشقق أثناء ثني الصفائح المعدنية بدقة. إذا كنت تواجه أيضا تحديات تخصيص الصفائح المعدنية في المجالات المتطورة مثل الأجهزة الطبية والفضاء، يرجى الاطلاع على تفاصيل حالتنا الكاملة والاتصال بنا للحصول على حل مخصص.

كيفية استخدام سوق دبي المالي لتعزيز جدوى أجزاء الصفائح المعدنية الدقيقة؟
يعد تحليل سوق دبي المالي خطوة أساسية للمعالجة المسبقة في خدمات تصنيع الصفائح المعدنية. تعمل شركة LS Manufacturing، من خلال قائمة مراجعة مفصلة لسوق دبي المالي، على اكتشاف المشكلات في مرحلة مبكرة جدًا وتحسين الحلول ، وبهذه الطريقة تمكن العملاء من تجنب 90% من مخاطر الإنتاج لاحقًا، مما يؤدي إلى خفض التكاليف وزيادة الكفاءة.
قائمة المراجعة الرئيسية لسوق دبي المالي في LS Manufacturing
نحن نركز مراجعة سوق دبي المالي لدينا على العرف تصميم أجزاء الصفائح المعدنية التفاصيل، مع إيلاء اهتمام خاص لما يلي:
- حافظ على مسافة حافة الانحناء L≥3t للتخلص من خطر تشقق الحافة.
- يجب أن تكون مسافة حافة الثقب 2.5 طن لمنع تشوه الثقب، وعندما تكون هناك قيود على التصميم، يمكن استخدام الثني متبوعًا بالتشطيب.
- بناءً على نسبة R/t، يمكن موازنة خصائص المواد لمنع التشقق بينما لا تزال متطلبات التجميع مستوفاة.
- ال خط الانحناء يجب أن يكون عموديًا على اتجاه التدحرج، لذلك يجب تثبيت اتجاه الحبوب أثناء التخطيط.
الفوائد الرئيسية للعملاء من تحليل سوق دبي المالي
قبل الإنتاج، يمكن أن يؤدي تحليل سوق دبي المالي إلى تقليل إعادة العمل، وخفض التكاليف بنطاق يتراوح بين 15% إلى 20%، ورفع الكفاءة، وتقليص دورات التسليم. لقد قمنا بمراجعة التصميمات للعملاء ونتيجة لذلك، تم تخفيض معدل إعادة العمل من 30% إلى 0%، وقد أدت كل دفعة إلى توفير 8000 دولار.
كيفية اختيار مورد يتمتع بإمكانية التتبع الكامل لتلبية احتياجات الصفائح المعدنية عالية الدقة؟
منتجات الصفائح المعدنية عالية الدقة تحتاج إلى تلبية معايير الجودة والامتثال الصارمة للغاية، لذا فإن المورد الذي يمكنه توفير إمكانية تتبع الجودة طوال سلسلة الإنتاج يعد مطلبًا لا غنى عنه لضمان الجودة . إل إس مانو قامت شركة التصنيع ببناء نظام جودة ناضج قادر على تقديم خدمات تصنيع الصفائح المعدنية الدقيقة الجديرة بالثقة على مستوى الجودة الذي يتم التحكم فيه باستمرار لأجزاء الصفائح المعدنية المخصصة.
نظام تتبع الجودة الشامل الخاص بنا
نحن نبني عملنا على متطلبات ISO 9001:2015 التي تشير إلى بناء نظام تتبع كامل يبدأ بالمشتريات وينتهي بالتسليم ، مع إمكانية تتبع كل مرحلة:
- إمكانية تتبع المواد: يمكن تسليم تقارير MTR لمصنع الصلب ونتائج التحليل الطيفي مع كل شحنة لضمان امتثال المواد وإمكانية تتبعها.
- الفحص أثناء العملية: تم التحكم في الخطأ في حدود 0.02 مم باستخدام آلة قياس إحداثيات CMM ، ويتم تخزين بيانات الفحص في الوقت الفعلي.
- فحص المنتج النهائي: يتم تنفيذ فحص العينات على مستوى الدفعة، وسيتم تقديم تقارير الفحص مع البضائع.
- حفظ السجلات: نقوم بإنشاء ملفات خاصة لكل عميل ونحفظ جميع المعلومات ذات الصلة لسهولة استرجاعها في المستقبل.
اعتماد اختبارات الطرف الثالث، وتعزيز مصداقية الجودة
نحن نتعاون مع مختبرات اختبار دولية تابعة لجهات خارجية ويمكننا تقديم تقارير الاختبار. على سبيل المثال، تم اختبار أجزاء الصفائح المعدنية المخصصة للعميل في صناعة الطيران لتكون متوافقة مع معيار ASTM A480-21 وتم منح نتائج الاختبار تقييمًا إيجابيًا للغاية.

الشكل 4: يستخدم العامل الفرجار الرقمي لقياس الصفائح المعدنية في التصنيع الدقيق.
لماذا تختار LS Manufacturing لخدمة الصفائح المعدنية المخصصة التي توازن بين الدقة والتكلفة؟
يتعين على معظم العملاء الموازنة بين الدقة والتكلفة ومتى اختيار خدمات تصنيع الصفائح المعدنية . تمكنت شركة LS Manufacturing من تحقيق هذا التوازن من خلال تحسين المعدات وترتيبات تقاسم التكاليف ، وبهذه الطريقة تقدم خدمات تصنيع دقيقة عالية الأداء وبأسعار تنافسية.
تحسين المعدات: كفاءة أفضل، وتكاليف أقل للوحدة
قدمنا 5 محاور الانحناء المتزامن آلة أكثر دقة بنسبة 30% (خطأ 0.02 مم) وأكثر كفاءة بنسبة 40%. نظام تغذية المواد الآلي الذي نستخدمه يزيد من معدل استخدام المواد من 75% إلى أكثر من 90% والذي بالإضافة إلى تقليل النفايات، فإنه يقلل أيضًا من أسعار خدمات الصفائح المعدنية المخصصة. كان أحد عملاء الدفعة أفضل حالًا بمبلغ 12000 دولار من حيث تكاليف المواد لكل دفعة.
نموذج تقاسم التكاليف، مرن وقابل للتكيف مع مراحل المشتريات المختلفة
لقد أنشأنا نماذج مرنة لمراحل الشراء المختلفة، والتي تحقق في الوقت نفسه التوازن بين الدقة والتكلفة:
- في مرحلة النموذج الأولي: 150 دولارًا أمريكيًا للقطعة الواحدة هو الحد الأدنى للسعر ، ولكن يتم ضمان الحفاظ على الدقة الأساسية.
- في مرحلة الدفعة الصغيرة: من خلال تقاسم التكلفة الأمثل في العملية، يكون سعر الوحدة أقل بنسبة 30%-40% مما كان عليه في مرحلة النموذج الأولي.
- في مرحلة الإنتاج الضخم: يؤدي كبر حجم الإنتاج إلى خفض التكلفة، وبهذه الطريقة يمكن للعملاء توفير ما يصل إلى 20% من تكاليف الشراء الخاصة بهم .
ميزتنا الأساسية هي "توفير الدقة القصوى بتكلفة معقولة"، مما يلغي حاجة العملاء للاختيار بين الدقة والتكلفة. إذا كنت ترغب في الحصول على عرض أسعار دقيق لأجزاء الصفائح المعدنية المخصصة، يرجى تقديم متطلبات الشراء والرسومات الخاصة بك، وسوف نقدم لك خطة مفصلة لحساب التكلفة.
الأسئلة الشائعة
س 1: ما هو الحد الأدنى المطلق لنصف قطر الانحناء المسموح به في معالجة الصفائح المعدنية المصنوعة من سبائك الألومنيوم؟
وفقًا لمعايير ISO وتلطيف المادة، فإن الحد الأدنى لنصف قطر الانحناء يختلف بالنسبة لسبائك الألومنيوم المختلفة. مع 5052-H32، نقترح R1t. ومع ذلك، من خلال تحسين العملية، يمكننا تحقيق R = 0.5t دون التشقق.
س2: ما أسباب تأثير قشر البرتقال على ثنيات الفولاذ المقاوم للصدأ؟
السبب هو تمدد الطبقة الخارجية للمادة، وهو ناتج عن قوة الانحناء المفرطة أو نصف القطر الصغير جدًا . اقتراحنا هو زيادة نصف القطر أو تغيير عرض الأخدود على شكل حرف V إلى 8t للتخلص من خطر التشقق.
س 3: ما هي التدابير التي تتخذها شركة LS Manufacturing للحفاظ على دقة ثني أجزاء الصفائح المعدنية الطويلة عند نفس المستوى؟
نحن نقوم بتشغيل آلات الثني CNC مع تعويض الزوايا الذي يتم تنفيذه على أساس الوقت الحقيقي، مما يعني أنه يمكن تغيير الزاوية في الوقت الحقيقي لضمان أن خطأ زاوية الانحناء في حدود 3 أمتار هو 0.5. بهذه الطريقة، يتم ضمان الدقة المتسقة.
س 4: هل تؤدي زيادة نصف قطر الانحناء بالضرورة إلى تداخل التجميع؟
في الواقع، نحن نقدم محاكاة مجانية لـ DFM للمساعدة في ضبط قيمة الخصم بحيث يمكن ضمان نصف قطر الانحناء المناسب والمتانة الهيكلية دون التأثير على التجميع.
س 5: هل تقدمون شهادات تتبع المواد التي تتوافق مع معايير IATF 16949؟
نعم. في الواقع، يمكننا إصدار تقارير MTR لمصانع الصلب وبيانات التحليل الطيفي بالإضافة إلى البضائع المطلوبة، وتتوافق وثائقنا تمامًا مع معايير IATF 16949 وتضمن امتثال المواد وإمكانية التتبع الكامل.
س6: هل ستتسبب خطوط الانحناء القريبة جدًا من الثقوب المقطوعة بالليزر في حدوث تشوه؟
ولكي نكون آمنين، نقترح ترك مسافة R2.5t. عندما يكون التصميم مقيدًا، فإننا نلجأ إلى طريقة الثني ثم التصنيع الدقيق لتجنب تشوه الثقوب والحفاظ على الدقة ن.
س 7: ما هي المهلة الزمنية لعينات الصفائح المعدنية الدقيقة في شركة LS Manufacturing؟
بمجرد أن نحصل على رسومات STEP ويتم تأكيد نماذج سوق دبي المالي، يمكن أن يكون لدينا عينات جاهزة للشحن خلال 3-5 أيام عمل على أقرب تقدير. إذا كان الأمر عاجلا، فيمكن تقصير وقت التسليم عن طريق تحسين العملية.
س 8: كيف يمكن تقليل سعر الوحدة لجزء واحد من الصفائح المعدنية الدقيقة في الإنتاج الضخم؟
إلى جانب تحسين تخطيط المواد واستخدام القوالب متعددة المحطات، يمكن خفض التكاليف بنسبة 20%. لا تتردد في تحميل الرسومات الخاصة بك ، وسوف نقوم بإعداد خطة لخفض تكلفة الإنتاج الضخم مصممة خصيصًا لك.
ملخص
إن نصف قطر الانحناء للصفائح المعدنية الدقيقة هو دراسة شاملة للخصائص الميكانيكية للمادة، وتصميم العملية، ودقة المعدات. تستخدم شركة LS Manufacturing المعالجة الحرارية، وتقدير كمية R/t، وتحسين سوق دبي المالي، وهي حلول تعتمد على البيانات لحل التناقض بين الدقة والتكلفة. من خلال مراقبة الخبراء وضمان الجودة، نحن قادرون على إزالة مخاطر التشقق تمامًا وبالتالي توليد قيمة طويلة الأجل لعملائنا.
قل لا للتجربة والخطأ. دعم التصميم الخاص بك مع الحقائق الصلبة. اتصل بشركة LS Manufacturing على الفور للحصول على "تقرير التقييم الفني لمخاطر تشقق الصفائح المعدنية" مجانًا. سيقوم فريقنا الهندسي عالي المستوى بتحليل رسوماتك ثلاثية الأبعاد بدقة (امتداد STEP/SolidWorks) ويقدم حلاً شاملاً يتضمن تعويض المواد وتوجيه العملية وخيارات التسعير المتدرجة لمساعدتك على منع مخاطر التشقق وخفض التكاليف وتعزيز كفاءة التسليم.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات التصنيع LS لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري. تتطلب أجزاء الاقتباس تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة . التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن . ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.lsrpf.com .


