
Serviço de fabricação de chapas metálicas é indispensável na fabricação de precisão. Um dos principais problemas associados à flexão na fabricação de componentes estruturais importantes para equipamentos aeroespaciais e médicos é a rachadura – a taxa de rachadura pode chegar a 25% quando as propriedades do material são negligenciadas. A LS Manufacturing aborda este problema através de um esquema de correção dinâmica (R=t) que ajuda a eliminar fissuras desde a fase de projeto , oferecendo assim soluções práticas de fabricação de chapas metálicas de alta precisão.

Resumo das respostas do núcleo do serviço de fabricação de chapas metálicas
| Problema Central | Solução chave | Suporte de dados principais | Cenários Aplicáveis |
| Rachaduras devido ao alongamento do material | Controle R≥0,5t, quantifique a relação R/t | Resistência à tração SUS304 ≥515MPa | Adequado para todos os tipos de peças de chapa metálica de precisão. |
| AL6061-T6 dobrando rachaduras | Curvatura do estado T4 seguida de tratamento de envelhecimento T6. | O pré-aquecimento reduz a taxa de fissuração por flexão em 90%. | Adequado para peças de precisão aeroespacial e médica. |
| Rachaduras na concavidade da superfície durante a flexão | Use V = 6t de largura de abertura inferior da matriz. | Força de flexão reduzida em 30%, sem concavidade . | Adequado para produção em massa de peças de chapa metálica personalizadas. |
| A orientação dos grãos afeta a vida útil | Dobrando ao longo da direção do grão , perpendicular à direção de laminação. | Vida útil à fadiga da peça aumentada em 30%+. | Adequado para peças estruturais de precisão de alta carga. |
Este artigo discute a questão do cracking em dobra de chapa de precisão e examina minuciosamente as soluções especializadas da LS Manufacturing nas áreas de materiais, processos e estudos de caso . Isso é feito para ajudar os clientes a evitar riscos, melhorar a taxa de aprovação e reduzir custos de forma eficiente.
Por que confiar na LS Manufacturing para serviços de fabricação de chapas metálicas? Experiência em projetos para evitar rachaduras por flexão
Trabalhamos com fabricação de chapas metálicas há 20 anos e o principal problema no qual temos trabalhado é encontrar uma solução para o problema de trincas durante a dobra de chapas metálicas muito precisas. Também colocamos as necessidades do cliente em primeiro lugar e, após testes de 3 meses, descobrimos que os fornecedores tradicionais ignoraram a orientação dos grãos ao entregar o AL6061-T6, resultando em uma taxa de craqueamento de 20 a 30%. Hoje em dia, a maioria das pessoas tende a simplesmente confiar na precisão do equipamento, mas o nosso maior ponto forte é que encontramos a melhor combinação entre a mecânica dos materiais e o design do processo.
Garantimos justificativas completas e confiáveis para nossos processos de dobra de chapas metálicas, seguindo rigorosamente as Norma ISO 13920:2023 . Além disso, durante o trabalho em um projeto de peças aeroespaciais, percebemos que o raio de curvatura originalmente utilizado não era capaz de acomodar o requisito de alongamento do material e o raio de curvatura deveria ser aumentado.
Há muitos trabalhos de pesquisa sobre os testes, por exemplo, ASTM B209-21 é o padrão que usamos para testar nossos materiais. Além disso, contamos com nossos 50 principais clientes atendidos e um total de 100.000 peças sem rachaduras entregues com uma taxa de rendimento estável de mais de 99,9% . Nosso trabalho comprova nosso profissionalismo e a confiabilidade de alto nível de nossas operações.
Escolher-nos oferece aos clientes produtos resistentes a rachaduras e consultoria de planejamento pré-projeto (DFM) para mitigar os riscos do projeto. Se você tiver problemas com trincas por flexão, entre em contato com nossos engenheiros seniores para uma avaliação gratuita do processo e soluções personalizadas.

Por que o alongamento do material é a causa raiz das rachaduras por flexão em serviços de chapa metálica de precisão?
O alongamento do material é um fator fundamental na determinação da qualidade da dobra porque afeta diretamente o raio mínimo de curvatura (Rmin). Um material com menor alongamento tem maior probabilidade de desenvolver trincas nas dobras devido ao estiramento excessivo. Por que nosso serviço de fabricação de chapas metálicas e serviço de chapa metálica de precisão são altamente competitivos é que combinamos com precisão o alongamento e o raio de curvatura .
Ligação central entre alongamento e raio de curvatura mínimo
Durante uma operação de flexão, a superfície externa da peça estará em estado de tensão, enquanto a superfície interna estará em compressão. Se o raio de curvatura for menos da metade da espessura do material, então a tensão de tração na superfície externa ultrapassará o limite permitido . Isso causará a formação de microfissuras que se transformarão em macrofraturas. Eventualmente, a peça será descartada.
Comparação de dados de resistência à tração entre SUS304 e AL5052
| Tipo de material | Resistência à tração (MPa) | Alongamento (%) | Raio de curvatura mínimo recomendado (R/t) | Ângulo máximo de flexão sem rachaduras |
| SUS304 | ≥515 | ≥40 | 0,3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0,5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1,0 | 90° |
| SUS316L | ≥485 | ≥40 | 0,4 | 180° |
Encontrar exatamente o mesmo alongamento de material e raio de curvatura é a maneira mais eficaz de evitando riscos de rachaduras . Além disso, também ajudará os clientes a minimizar as perdas de retrabalho e aumentar a eficiência da produção . Se desejar sugestões personalizadas de parâmetros de dobra para o seu material, entre em contato conosco e teremos prazer em atendê-lo. o enviar-lhe uma tabela de correspondência gratuita de alongamento de material e raio de curvatura.

Figura 1: Close de uma rachadura na borda de uma peça de chapa metálica dobrada.
Como o projeto do raio de curvatura mínimo é calculado usando a relação R/t?
Projeto de raio de curvatura mínimo é a essência da fabricação de chapas metálicas de precisão e, para obter o raio de curvatura mínimo, a relação R/t é indispensável. A LS Manufacturing inicialmente decide um K constante por tipo de material e depois calcula o raio de curvatura ideal por meio da fórmula . Assim, podemos atender às demandas de peças de chapa metálica customizadas e, ao mesmo tempo, elevar o nível de profissionalismo nos serviços de fabricação de chapa metálica.
Idéia básica de encontrar a relação R/t
Primeiro escolhemos a constante K dada a dureza e alongamento do material, e depois o raio de curvatura mínimo é calculado com a fórmula R=Kxt (onde t - espessura do material). O valor K para SUS316L é 0,4, para AL6061-T6 é 1,0, sendo estes os melhores parâmetros obtidos em um grande número de testes. serviço de fabricação de precisão .
Diferença nas alterações do gradiente de dureza (HV) em diferentes ângulos R
Esta tabela mostra gradientes de dureza para vários ângulos R com SUS304, T = 2,0 mm. Um gradiente de dureza muito alto tornará o material mais quebradiço e causará rachaduras. Por isso, com base nisso decidimos o melhor ângulo R.
| Raio de curvatura R (mm) | Razão R/t | Dureza superficial na dobra (HV) | Dureza interna na dobra (HV) | Nível de risco de cracking |
| 0,4 | 0,2 | 280 | 220 | Alto |
| 0,8 | 0,4 | 250 | 215 | Baixo |
| 1.2 | 0,6 | 230 | 210 | Muito baixo |
| 1.6 | 0,8 | 220 | 208 | Muito baixo |
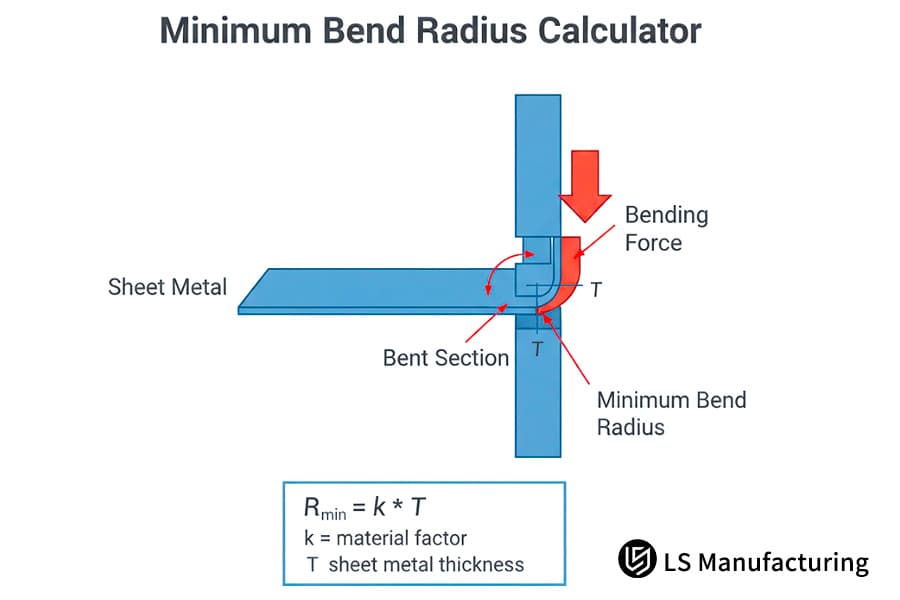
Figura 2: Diagrama mostrando a calculadora do raio de curvatura mínimo com fórmula e ilustração da força de flexão.
Como o serviço de fabricação de chapas metálicas de precisão evita rachaduras ao dobrar 6061-T6?
Como o alongamento do AL6061-T6 é de apenas cerca de 8%, um dos maiores problemas ao dobrá-lo na fabricação de chapas metálicas é que ele racha. Na LS Manufacturing, ensinamos aos nossos clientes como evitar fissuras na flexão do metal quando dobrado usando tratamento térmico para atingir o alvo exato do material e ter um bom controle sobre o processo . Dessa forma, a qualidade final do serviço personalizado de chapa metálica realmente melhorou.
Principais questões relacionadas à dobra AL6061-T6
Tendo sido endurecido pelo envelhecimento, o AL6061-T6 é muito duro, mas menos tenaz, por isso é muito fácil para o material rachar se a dobra for realizada a frio e diretamente . Os fornecedores tradicionais alegavam taxas de fissuração superiores a 20%, o que era seriamente prejudicial tanto para a eficiência da produção como para a qualidade do produto.
Tratamento Térmico como Base de Intervenção da LS Manufacturing
O primeiro passo foi recozer o AL6061-T6 ao estado T4 para torná-lo mais resistente e ter mais alongamento, para que a dobra fosse muito mais fácil. A restauração da dureza e resistência originais do material é obtida por meio de um tratamento de envelhecimento T6 realizado após o término da dobra . Por causa disso, a qualidade e o desempenho do fornecimento ainda podem ser combinados entre si.
Imagens microestruturais 50x de fissuras em flexão a frio revelam grandes áreas onde falta simetria seccional. Usando o método de dobra de pré-aquecimento (tratamento T4-T6) não resultou em microfissuras e isso foi implementado com sucesso em projetos aeroespaciais.
Como a otimização da largura da ranhura da matriz pode reduzir rachaduras em peças de chapa metálica personalizadas?
A qualidade de flexão de peças de chapa metálica personalizadas está intimamente relacionado à largura (V) da abertura inferior do molde. Se V for muito pequeno, aumentará a tensão de tração e causará indentação e rachaduras, enquanto se V for muito grande, afetará a precisão . A LS Manufacturing adota a proporção áurea V = 6t para aumentar a estabilidade dos serviços de fabricação de chapas metálicas.
Relação central entre a largura de abertura da matriz V e a força de flexão
A fórmula da força de flexão é F = (C * S * L * t²) / V. Supondo que outros parâmetros permaneçam inalterados, quanto menor o valor de V, maior será a força de flexão, a tensão de tração no material aumenta e o material se torna mais suscetível a amassados e rachaduras.
Benefícios da Proporção Áurea V = 6t
A pesquisa mostra que V = 6t gera uma média força de flexão , o que ajuda a alcançar um compromisso entre precisão e estresse. Como ilustração, para o SUS304 com t=2,0mm, V=12mm (6t) proporciona 30% menos força de flexão do que V=8mm (4t), e a taxa de amassados e o risco de fissuras para cada um foram reduzidos a zero.
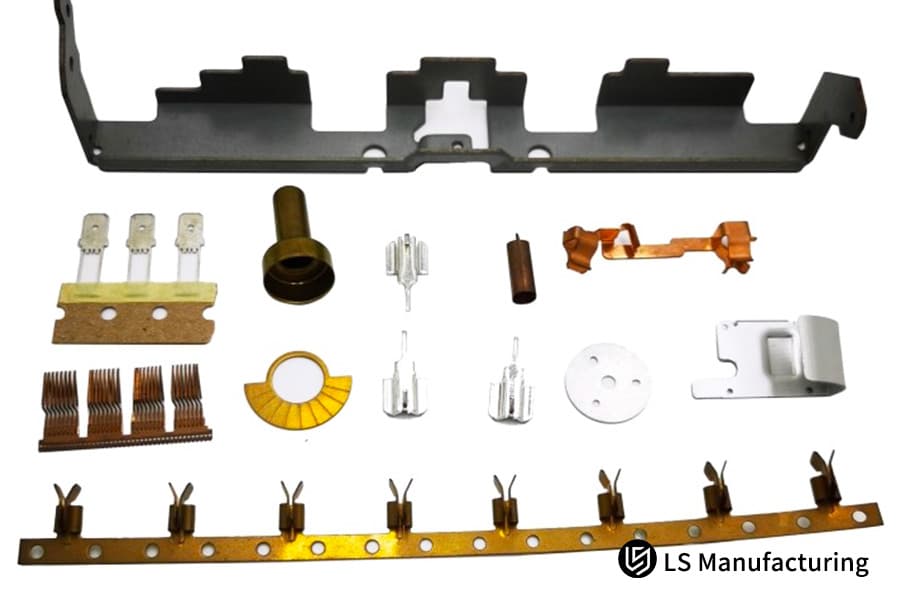
Figura 3: Várias peças de chapa metálica personalizadas, incluindo matrizes de estampagem progressiva.
Por que a LS Manufacturing usa flexão direta de grãos em serviços de fabricação de precisão?
A direção do grão desempenha um papel decisivo na qualidade do serviço de precisão em chapas metálicas e está no centro da solidez estrutural de itens de chapa metálica personalizados . A LS Manufacturing captura a direção da fibra da chapa durante o layout, seguindo estritamente a direção da fibra para não apenas aumentar a vida útil das peças, mas também melhorar a qualidade geral da dobra.
Por que a direção do grão é uma parte importante na qualidade da dobra?
Uma vez que a chapa metálica é processada por um laminador, os grãos ou fibras do metal tendem a se orientar ao longo da direção de laminação. Assim, linhas de dobra ou dobras feitas paralelamente à direção de laminação tendem a desenvolver trincas, enquanto linhas de dobra feitas perpendicularmente à direção de laminação produzem e Longation e a qualidade da flexão permanecem estáveis . Isso é semelhante a como ocorre menos quebra ao cortar madeira ao longo da fibra.
Evidência empírica a favor da flexão na direção dos grãos
Estudos revelaram que componentes de chapa metálica personalizados que são dobrados na direção do grão (ou seja, perpendicular à direção de laminação) têm a vida à fadiga aumentada em mais de 30%, a resistência à tração aumentada em 12% e a taxa de trinca reduzida de 8% para menos de 0,5% .
Case de Fabricação LS: Suportes Anti-Rachaduras para Robôs Cirúrgicos
Os stents de precisão usados por robôs cirúrgicos médicos exigem níveis extremamente rigorosos de precisão e condições livres de defeitos. Como na realidade as fissuras na flexão podem significar acidentes cirúrgicos, isto representa um enorme desafio para os serviços de fabricação de precisão. Conseguimos resolver o problema das fissuras para uma empresa médica internacional, fornecendo componentes de chapa metálica sob medida e conquistando assim uma parceria de longo prazo.
Problema do cliente
O gigante médico estava procurando fabricar stents de aço inoxidável 304 com 1,5 mm de espessura em qualquer lugar. Eles tiveram que ser montados para que um raio de curvatura de R0,5mm (R/t=0,33) fosse projetado à força. As amostras de fornecedores tradicionais apresentaram taxa de quebra de 25%, o que resultou em falha de retrabalho, prolongamento do trabalho e risco de inadimplência.
Solução de Fabricação LS
Após a nossa intervenção, usamos pela primeira vez Análise de simulação DFM para revelar que a principal razão para a trinca foi um raio de curvatura excessivamente pequeno, tensão de tração no material excedendo o limite e a negligência da orientação dos grãos. Depois de discutir com o cliente, encontramos uma solução completa:
- Usando recozimento local a laser para suavizar as regiões dobradas localmente, o que facilitará o alongamento do material.
- Alterar a largura inferior da abertura da matriz para V=9mm (6t) para distribuir a tensão de tração e eliminar a possibilidade de depressão superficial e rachaduras.
- Fazendo o melhor uso do layout para garantir que a linha de dobra esteja em ângulo reto com a direção de laminação da chapa, aumentando assim a tenacidade da peça.
- Medir a relação R/t e ajustar o raio de curvatura para R0,75mm (R/t=0,5) de forma que sejam totalmente evitadas fissuras sem comprometer a montagem.
Resultados e Valor
Como resultado das mudanças que acabei de dizer, o rendimento deste suporte metálico de precisão aumentou de 75% para 99,99%, desta forma o problema de trincas foi totalmente resolvido, além disso, a vida útil dos testes de fadiga das peças foi duplicada, o que deixou o cliente extremamente satisfeito . Além disso, reduzimos o prazo de entrega de 15 para 7 dias, o que auxiliou o cliente a retomar o cronograma do projeto e evitar perdas por quebra de contrato. Esta grande empresa médica, impressionada com nossas excelentes soluções e capacidade de entrega , decidiu mais tarde transferir para nós todos os pedidos de peças de chapa metálica personalizadas desta série. Isto elevou o valor anual da cooperação para mais de US$ 500.000.
Este caso demonstra plenamente nossa experiência em resolver o problema de trincas durante a dobra precisa de chapas metálicas. Se você também enfrenta desafios de personalização de chapa metálica em áreas de ponta, como dispositivos médicos e aeroespacial, consulte os detalhes completos do nosso caso e entre em contato conosco para obter uma solução personalizada.

Como usar o DFM para aumentar a viabilidade de peças de chapa metálica de precisão?
A análise DFM é uma etapa fundamental de pré-processamento em serviços de fabricação de chapas metálicas. A LS Manufacturing, com uma lista de verificação detalhada de revisão de DFM, identifica problemas numa fase muito inicial e otimiza soluções , permitindo assim aos clientes evitar 90% dos riscos de produção mais tarde, reduzindo custos e aumentando a eficiência.
A principal lista de verificação de revisão do DFM na LS Manufacturing
Concentramos nossa análise do DFM no personalizado projeto de peças de chapa metálica detalhes, prestando especial atenção a:
- Mantenha uma distância de curvatura da borda de L≥3t para eliminar o risco de rachaduras nas bordas.
- A distância da borda do furo deve ser de 2,5t para evitar a deformação do furo. Quando há restrições de projeto, pode-se usar dobra seguida de acabamento.
- Com base na relação R/t, as características do material podem ser equilibradas para evitar rachaduras enquanto os requisitos de montagem ainda são atendidos.
- O linha de dobra deve ser perpendicular à direção de laminação, portanto a orientação dos grãos precisa ser fixada durante o layout.
Principais benefícios da análise DFM para o cliente
Antes da produção, uma análise DFM pode reduzir o retrabalho, diminuir os custos em uma faixa de 15% a 20%, aumentar a eficiência e diminuir os ciclos de entrega. Revisamos projetos para clientes e, como resultado, a taxa de retrabalho foi reduzida de 30% para 0%, cada lote resultou em uma economia de US$ 8.000.
Como escolher um fornecedor com rastreabilidade total para necessidades de chapas metálicas de alta precisão?
Produtos de chapa metálica de alta precisão precisam atender a padrões muito rigorosos de qualidade e conformidade, portanto, um fornecedor que possa fornecer rastreabilidade de qualidade em toda a cadeia produtiva é um requisito indispensável para a garantia da qualidade . LS Manu A facturing construiu um sistema de qualidade maduro, capaz de fornecer serviços confiáveis de fabricação de chapas metálicas de precisão em um nível de qualidade que é consistentemente controlado para as peças de chapa metálica personalizadas.
Nosso sistema de rastreabilidade de qualidade ponta a ponta
Baseamos nosso trabalho nos requisitos da ISO 9001:2015 que indicam a construção de um sistema totalmente rastreável começando na aquisição e terminando na entrega , sendo cada etapa rastreável:
- Rastreabilidade de materiais: Relatórios MTR de usinas siderúrgicas e resultados de análises espectrais podem ser entregues em cada remessa para garantir conformidade e rastreabilidade dos materiais.
- Inspeção em processo: controle o erro dentro de 0,02 mm usando a máquina de medição por coordenadas CMM e os dados de inspeção são armazenados em tempo real.
- Inspeção do produto acabado: Uma inspeção de amostragem em lote é implementada e os relatórios de inspeção serão fornecidos junto com as mercadorias.
- Manutenção de registros: Criamos arquivos especiais para cada cliente e salvamos todas as informações relevantes para fácil recuperação futura.
Endosso de testes de terceiros, aumentando a credibilidade da qualidade
Fazemos parceria com laboratórios de testes terceirizados internacionais e podemos oferecer relatórios de testes. Por exemplo, as peças de chapa metálica personalizadas para um cliente da indústria da aviação foram testadas para estarem em conformidade com a norma ASTM A480-21 e os resultados dos testes receberam uma avaliação muito favorável.

Figura 4: Trabalhador usa paquímetro digital para medir chapas metálicas na fabricação de precisão.
Por que escolher a LS Manufacturing para serviços de chapa metálica personalizados que equilibram precisão e custo?
A maioria dos clientes precisa pesar a precisão e o custo quando selecionando serviços de fabricação de chapas metálicas . A LS Manufacturing consegue atingir este equilíbrio através da otimização de equipamentos e acordos de partilha de custos , oferecendo assim serviços de fabricação de precisão de alto desempenho a preços competitivos.
Otimização de Equipamentos: Melhor Eficiência, Menores Custos Unitários
Nós apresentamos Dobragem simultânea de 5 eixos máquina que é 30% mais precisa (erro 0,02mm) e 40% mais eficiente. O sistema automatizado de alimentação de material que utilizamos aumenta a taxa de utilização de material de 75% para mais de 90%, o que além de reduzir o desperdício, também diminui os preços dos serviços personalizados de chapa metálica. Um cliente de lote teve uma vantagem de US$ 12.000 em custos de material por lote.
Modelo de partilha de custos, flexível e adaptável às diversas etapas da aquisição
Criamos modelos flexíveis para diversas etapas de aquisição que, ao mesmo tempo, estabelecem um equilíbrio entre precisão e custo:
- Na fase de protótipo: US$ 150 por peça é o preço mínimo , mas é garantido que a precisão essencial será preservada.
- Na fase de pequenos lotes: Através da partilha otimizada de custos no processo, o preço unitário é 30%-40% inferior ao da fase de protótipo.
- Na fase de produção em massa: A produção em grande escala leva à redução de custos, desta forma os clientes podem poupar até 20% dos seus custos de aquisição .
Nossa principal vantagem é “fornecer precisão máxima a um custo razoável”, eliminando a necessidade de os clientes escolherem entre precisão e custo. Se desejar um orçamento preciso para peças de chapa metálica personalizadas, envie seus requisitos de compra e desenhos e forneceremos um plano detalhado de cálculo de custos.
Perguntas frequentes
Q1: Qual é o raio de curvatura mínimo absoluto permitido no processamento de chapas metálicas de liga de alumínio?
De acordo com os padrões ISO e o revenido do material, o raio de curvatura mínimo é diferente para várias ligas de alumínio. Com 5052-H32, sugerimos R1t. No entanto, através da otimização do processo, podemos atingir R=0,5t sem quebrar.
Q2: O que causa o efeito casca de laranja nas curvas do aço inoxidável?
A causa é o estiramento excessivo da camada externa do material, resultante de força de flexão excessiva ou raio muito pequeno . Nossa sugestão é aumentar o raio ou alterar a largura da ranhura em V para 8t para eliminar o risco de trincas.
Q3: Que medidas a LS Manufacturing toma para manter a precisão de dobra de peças longas de chapa metálica no mesmo nível?
Operamos dobradeiras CNC com compensação de ângulo realizada em tempo real, o que significa que o ângulo pode ser variado em tempo real para garantir que o erro do ângulo de dobra em 3 metros seja de 0,5. Dessa forma, uma precisão consistente é garantida.
Q4: O aumento do raio de curvatura resulta necessariamente em interferência na montagem?
Na verdade, oferecemos simulação DFM gratuita para ajudar no ajuste do valor de dedução para que um raio de curvatura adequado e robustez estrutural possam ser garantidos sem afetar a montagem.
P5: Vocês fornecem certificados de rastreabilidade de materiais que atendem aos padrões IATF 16949?
Sim. Na verdade, podemos emitir relatórios MTR de usinas siderúrgicas e dados de análise espectral, além de mercadorias encomendadas, nossa documentação atendendo totalmente aos padrões IATF 16949 e garantindo conformidade de material e rastreabilidade total.
Q6: As linhas de dobra muito próximas dos furos cortados a laser causarão deformação?
Por segurança, sugerimos deixar um espaçamento R2,5t. Quando o projeto é restrito, recorremos a um método de dobramento e usinagem de precisão para evitar a deformação dos furos e manter a precisão. n.
Q7: Qual é o prazo de entrega para amostras de chapas metálicas de precisão na LS Manufacturing?
Assim que recebermos os desenhos STEP e a confirmação da modelagem DFM for feita, poderemos ter amostras prontas para serem enviadas dentro de 3 a 5 dias úteis, no mínimo. Se o assunto for urgente, o prazo de entrega pode ser reduzido pela otimização do processo.
Q8: Como reduzir o preço unitário de uma única peça de chapa metálica de precisão na produção em massa?
Além da otimização do layout do material e da utilização de moldes multiestações, os custos podem ser reduzidos em 20%. Sinta-se à vontade para carregue seus desenhos , e prepararemos um plano de redução de custos de produção em massa feito sob medida para você.
Resumo
O raio de curvatura da chapa metálica de precisão é uma consideração minuciosa das propriedades mecânicas do material, do projeto do processo e da precisão do equipamento. A LS Manufacturing emprega tratamento térmico, quantificação R/t e otimização DFM que são soluções baseadas em dados para resolver a contradição entre precisão e custo. Através de controle especializado e garantia de qualidade, somos capazes de eliminar completamente o risco de rachaduras e, assim, gerar um valor de longo prazo para nossos clientes.
Diga não à tentativa e erro. apoie seu projeto com fatos sólidos. Entre em contato com a LS Manufacturing imediatamente para obter um 'Relatório de Avaliação Técnica de Risco de Fissuração de Chapas Metálicas' gratuito. Nossa equipe de engenharia de alto nível analisará minuciosamente seus desenhos 3D (extensão STEP/SolidWorks) e oferecerá uma solução completa envolvendo compensação de materiais, roteamento de processos e opções de preços escalonados para ajudá-lo a evitar riscos de rachaduras, reduzir custos e aumentar a eficiência da entrega.
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia de metal e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


