
Sheet metal fabrication service is indispensable in precision manufacturing. One of the main problems tied to bending in the fabrication of key structural components for aerospace and medical equipment is crackingthe crack rate can be as high as 25% when material properties are overlooked. LS Manufacturing tackles this problem through a dynamic correction scheme (R=t) that helps to eliminate cracking right from the design stage, so offering practical high-end precision sheet metal fabrication solutions.

Sheet Metal Fabrication Service Core Answer Summary
| Core Problem | Key Solution | Core Data Support | Applicable Scenarios |
| Cracking Due to Material Elongation | Control R≥0.5t, quantify the R/t ratio | SUS304 tensile strength ≥515MPa | Suitable for all types of precision sheet metal parts. |
| AL6061-T6 Bending Cracking | T4 state bending followed by T6 aging treatment. | Preheating reduces bending cracking rate by 90%. | Suitable for aerospace and medical precision parts. |
| Surface Concavity Cracking During Bending | Use V=6t lower die opening width. | Bending force reduced by 30%, no concavity. | Suitable for mass production of customized sheet metal parts. |
| Grain Orientation Affects Lifespan | Bending along the grain direction, perpendicular to the rolling direction. | Part fatigue life increased by 30%+. | Suitable for high-load precision structural parts. |
This article discusses the issue of cracking in precision sheet metal bending and thoroughly examines LS Manufacturing's expert solutions in the areas of materials, processes, and case studies. This is done to help customers to avoid risks, improve the rate of passing, and reduce costs efficiently.
Why Trust LS Manufacturing For Sheet Metal Fabrication Services? Expertise In Designing To Prevent Bending Cracks
We have been working with sheet metal fabrication for the past 20 years and the main problem we have been working on is to find a solution for the cracking issue during bending of very accurate sheet metals. We also put customer needs first and after testing for 3 months, we found that traditional suppliers ignored grain orientation while handing AL6061-T6 and resulting in 20-30% cracking rate. Nowadays, most people tend to simply trust equipment precision but our biggest strength is that we find the best fit between material mechanics and process design.
We ensure full authoritative justifications to our processes of sheet metal bending by strictly following the ISO 13920:2023 standard. Besides, during working on a project of aerospace parts, we realized that the originally used bending radius was not able to accommodate the material elongation requirement and the bending radius should be raised.
There is plenty of research work out there on the tests, for example, ASTM B209-21 is the standard we use for testing our materials. Besides, we counted our 50 top high-end clients serviced and a total of 100,000 crack-free parts delivered with a stable yield rate of over 99.9%. Our work proves our professionalism and the high-level reliability of our operations.
Choosing us provides clients with crack-resistant products and pre-design planning (DFM) consultation to mitigate design risks. If you are troubled by bending cracks, contact our senior engineers for a free process assessment and customized solutions.

Why Is Material Elongation The Root Cause Of Bending Cracks In Precision Sheet Metal Services?
Material elongation is a fundamental factor in determining the quality of bending because it directly affects the minimum bending radius (Rmin). A material with lower elongation is more likely to develop cracks in bends because of overstretching. Why our sheet metal fabrication service and precision sheet metal service are highly competitive is that we accurately match elongation and bending radius.
Core Link Between Elongation and Minimum Bending Radius
During a bending operation, the outer surface of the workpiece will be in a state of tension, while the inner surface will be in compression. If the bending radius is less than half the thickness of the material, then the tensile stress in the outer surface will surpass the allowable limit. This will cause the formation of micro-cracks which will grow into macro-fractures. Eventually, the part will be scrapped.
Comparison of Tensile Strength Data between SUS304 and AL5052
| Material Type | Tensile Strength (MPa) | Elongation (%) | Recommended Minimum Bending Radius (R/t) | Maximum Bending Angle Without Cracking |
| SUS304 | ≥515 | ≥40 | 0.3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0.5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90° |
| SUS316L | ≥485 | ≥40 | 0.4 | 180° |
Meeting exactly the same material elongation and bending radius is the most effective way of preventing cracking risks. Besides this, it will also help the customers to minimize their rework losses and increase their production efficiency. If you would like customized bending parameter suggestions for your material, contact us and we will be happy to send you a free material elongation and bending radius correspondence table.

Figure 1: Close up of a crack on the edge of a bent sheet metal part.
How Is Minimum Bend Radius Design Calculated Using The R/t Ratio?
Minimum bend radius design is the essence of precision sheet metal fabrication, and to obtain the minimum bending radius, the R/t ratio is indispensable. LS Manufacturing initially decides a constant K per the material grade and then figuring out the optimal bending radius through the formula. So we can meet the demands of custom sheet metal parts and at the same time, raise the level of professionalism in sheet metal fabrication services.
Basic idea of finding the R/t ratio
First we choose the constant K given the hardness and elongation of the material, and then the minimum bending radius is calculated with the formula R=Kxt (where t - material thickness). K value for SUS316L is 0.4, for AL6061-T6 it is 1.0, these being the best parameters obtained from a very large number of tests, Because of this becoming part of precision fabrication service.
Difference in Hardness Gradient (HV) Changes in Different R Angles
These table shows hardness gradients for various R angles with SUS304, T=2.0mm. A very high hardness gradient will make the material more brittle and lead to cracking. Because of this, based on this we decide on the best R angle.
| Bending radius R (mm) | R/t ratio | Surface hardness at bend (HV) | Internal hardness at bend (HV) | Cracking risk level |
| 0.4 | 0.2 | 280 | 220 | High |
| 0.8 | 0.4 | 250 | 215 | Low |
| 1.2 | 0.6 | 230 | 210 | Very low |
| 1.6 | 0.8 | 220 | 208 | Very low |
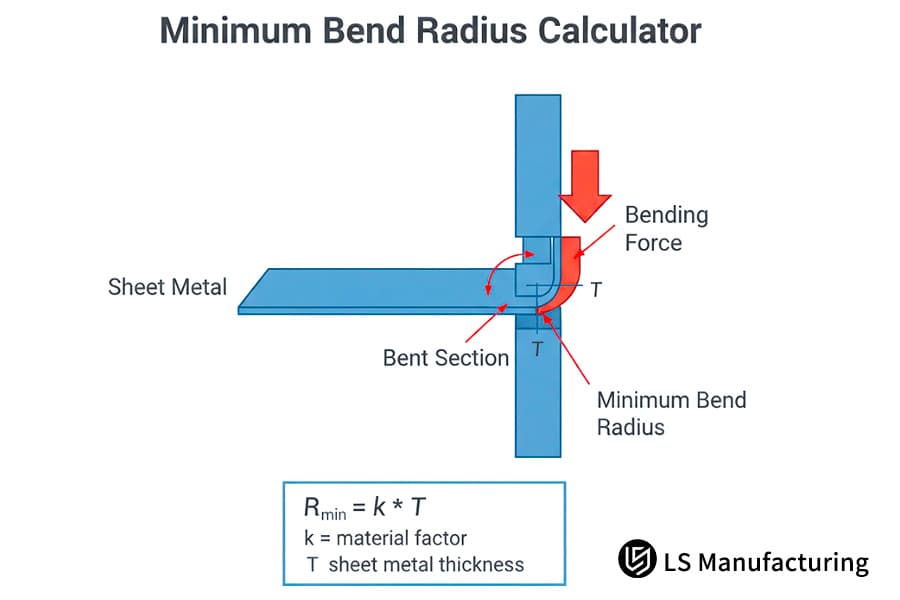
Figure 2: Diagram showing minimum bend radius calculator with formula and bending force illustration.
How Do Precision Sheet Metal Fabrication Service Prevent Cracks When Bending 6061-T6?
Because the elongation for AL6061-T6 is just about 8%, one of the biggest issues when bending it in sheet metal fabrication is that it cracks. At LS Manufacturing, we teach our clients how to avoid cracking in metal bending when bent using heat treatment to be exact targeted at the material and good control over the process. This way, the final quality of custom sheet metal service is really improved.
Core Issues Linked to Bending AL6061-T6
Having been hardened by aging, AL6061-T6 is very hard yet less tough, so it's very easy for the material to crack if bending is performed cold and directly. Traditional suppliers claimed crack rates of even over 20%, which was seriously detrimental to both production efficiency and product quality.
Heat Treatment as the Basis for LS Manufacturing's Intervention
The first step was to anneal AL6061-T6 to the T4 state to make it tougher and have more elongation, so bending would be much easier. Restoring original hardness and strength of the material is achieved by a T6 aging treatment being done after the bending is finished. Because of this quality and supply performance can still be matched to each other after all.
50x microstructural images of cracks in cold bending reveal large areas where sectional symmetry is lacking. Using the preheat bending method (T4-T6 treatment) resulted in no microcracks, and this has been successfully implemented in aerospace projects.
How Can Die Groove Width Optimization Reduce Cracks In Custom Sheet Metal Parts?
The bending quality of custom sheet metal parts is closely related to the width (V) of the lower mold opening. If V is too small, it will increase tensile stress and cause indentation and cracking, while if V is too large, it will affect accuracy. LS Manufacturing adopts the V=6t golden ratio to enhance the stability of sheet metal fabrication services.
Core Relationship between Die Opening Width V and Bending Force
The bending force formula is F = (C * S * L * t²) / V. Assuming other parameters remain unchanged, the lower V value is, the greater will be the bending force, tensile stress on the material gets higher, and the material becomes more susceptible to dents and cracks.
Benefits of the V=6t Golden Ratio
Research shows that V=6t generates an average bending force, which helps to achieve a compromise between accuracy and stress. As an illustration, for SUS304 with t=2.0mm, V=12mm (6t) gives 30% less bending force than V=8mm (4t), and the dent rate and cracking risk for each have been reduced to zero.
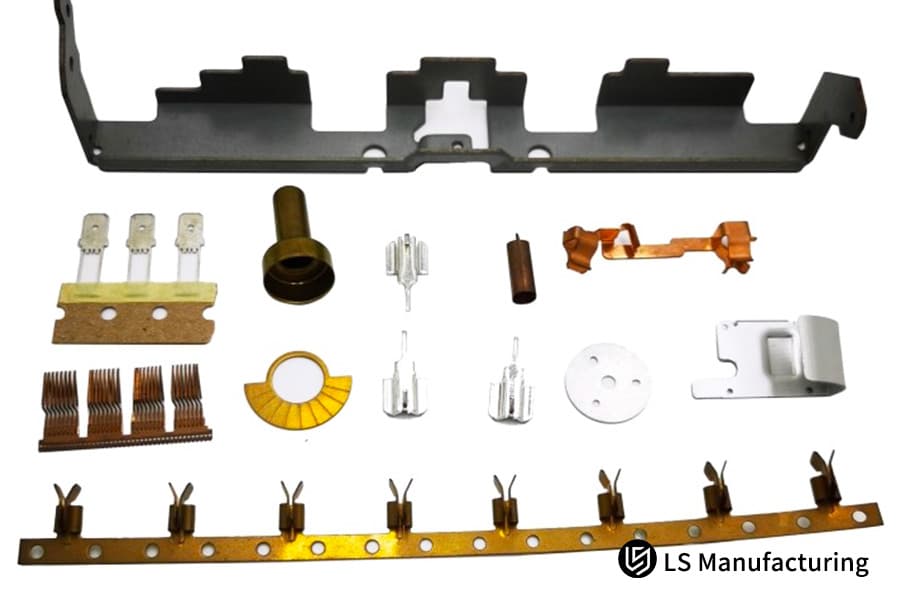
Figure 3: Various custom sheet metal parts including progressive stamping dies.
Why Does LS Manufacturing Use Forward Grain Bending In Precision Fabrication Service?
Grain direction plays a decisive role in the quality of precision sheet metal service and is at the heart of the structural soundness of customized sheet metal items. LS Manufacturing captures the sheet grain direction while layout, strictly following grain-direction bending to not only enhance the fatigue life of the parts but also improve the overall quality of bending.
Why is Grain Direction a big part in the Quality of Bending?
Once the sheet metal is processed by a rolling mill, the grains or fibers of the metal tend to get oriented along the rolling direction. So, bending lines or folds that are made parallel to the rolling direction tend to develop cracks, whereas bending lines that are made perpendicular to the rolling direction produce enough elongation and the quality of bending remains stable. This is similar to how one experiences less breakage when cutting wood along the grain.
Empirical Evidence in Favor of Grain-Direction Bending
Studies have revealed that custom sheet metal components which are bent in the grain direction (i.e. perpendicular to the rolling direction) have the fatigue life enhanced by more than 30%, the tensile strength raised by 12%, and the crack rate lowered from 8% to less than 0.5%, That means, they are extensively used in high-end applications.
LS Manufacturing Case: Anti-Cracking Brackets For Surgical Robots
The precision stents used by medical surgical robots require extremely stringent levels of accuracy and defect-free condition. Due to in reality cracks in bending can mean surgical accidents, this forms a huge challenge for precision manufacture services. We were able to fix the issue of cracks for an international medical company by supplying bespoke sheet metal components and thereby earning a long-term partnership.
Client's Problem
The medical behemoth was looking for making 1.5mm thick 304 stainless steel stents on the go. They had to be assembled so a bending radius of R0.5mm (R/t=0.33) was forcibly designed. The samples of traditional suppliers showed a cracking rate of 25%, which resulted in the failure of rework, prolonging work, and the risk of default.
LS Manufacturing Solution
After our intervention, we first used DFM simulation analysis to reveal that the major reason for the crack was an overly small bending radius, tensile stress in the material exceeding the limit, and the neglect of grain orientation. After discussing with the client, we came up with a full solution:
- Using laser local annealing to soften the bent regions locally, which will facilitate material elongation.
- Changing the lower die opening width to V=9mm (6t) to spread the tensile stress and eliminate the possibility of surface depression and cracking.
- Making the best use of the layout to ensure the bend line is at right angles to the sheet metal rolling direction, this way increasing the part's toughness.
- Measuring the R/t ratio and adjusting the bending radius to R0.75mm (R/t=0.5) in such a way that cracks are completely avoided without compromising the assembly.
Results and Value
As a result of what I just said changes, the yield rate of this precision metal bracket got a boost from 75% to 99.99%, this way the cracking issue was fully solved, also, the fatigue test life of the parts got doubled, which led to the client's being extremely satisfied. Also, we reduced the delivery time from 15 days to 7 days, which assisted the client in getting back on track with the project schedule and avoiding losses due to breach of contract. This major medical company, impressed by our excellent solutions and delivery capabilities, later decided to transfer to us all the custom sheet metal parts orders of this series. This has brought the annual cooperation value to be more than $500,000.
This case fully demonstrates our expertise in solving the problem of cracking during precision sheet metal bending. If you also face sheet metal customization challenges in high-end fields such as medical devices and aerospace, please view our complete case details and contact us for a customized solution.

How To Use DFM To Enhance Feasibility Of Precision Sheet Metal Parts?
DFM analysis is a fundamental pre-processing step in sheet metal fabrication services. LS Manufacturing, with a detailed DFM review checklist, spots issues at a very early stage and optimizes solutions, this way enabling clients to avoid 90% of production risks later on, cutting costs and raising efficiency.
The main DFM review checklist at LS Manufacturing
We focus our DFM review on the custom sheet metal parts design details, paying special attention to:
- Maintain a bending edge distance of L≥3t to eliminate the risk of edge cracking.
- Hole edge distance should be 2.5t to prevent hole deformation, when design constraints are present, bending followed by finishing can be used.
- Based on R/t ratio material characteristics can be balanced to prevent cracking while assembly requirements are still met.
- The bending line should be perpendicular to the rolling direction, so the grain orientation needs to be fixed during layout.
Key Customer Benefits of DFM Analysis
Ahead of production, a DFM analysis can reduce rework, lower costs by a range of 15%-20%, elevate efficiency, and shrink delivery cycles. We have revised designs for clients and as a result, the rework rate has been reduced from 30% to 0%, each batch has resulted in a saving of $8,000.
How To Choose a Supplier With Full Traceability For High Precision Sheet Metal Needs?
High precision sheet metal products need to meet very stringent standards of quality and compliance so a supplier that can provide quality traceability throughout the production chain is an indispensable requirement for the assurance of quality. LS Manufacturing has built a mature quality system capable of delivering trustworthy precision sheet metals fabrication services at a quality level that is consistently controlled for the custom sheet metal parts.
Our End-to-End Quality Traceability System
We base our work on the requirements of the ISO 9001:2015 that indicate building a completely traceability system starting with procurement and ending with delivery, with each stage being traceable:
- Material Traceability: Steel mill MTR reports and spectral analysis results can be delivered with every shipment to ensure compliance and traceability of the materials.
- In-Process Inspection: Controlled the error within 0.02mm by using CMM coordinate measuring machine, and inspection data are real-time stored.
- Finished Product Inspection: A batch-wise sampling inspection is implemented, and inspection reports will be given together with the goods.
- Record Keeping: We make special files for each customer and save all relevant information for easy future retrieval.
Third-Party Testing Endorsement, Enhancing Quality Credibility
We team up with international third-party testing labs and can offer the testing reports. For instance, the custom sheet metal parts for a client in the aviation industry were tested to be compliant with the ASTM A480-21 standard and the test results were given a very favorable evaluation.

Figure 4: Worker uses digital caliper to measure sheet metal in precision fabrication.
Why Choose LS Manufacturing For Custom Sheet Metal Service That Balances Precision & Cost?
Most customers have to weigh precision against cost when selecting sheet metal fabrication services. LS Manufacturing manages to strike this balance by equipment optimization and cost-sharing arrangements, This way offering high-performance precision fabrication services at competitive prices.
Equipment Optimization: Better Efficiency, Lower Unit Costs
We introduced 5-axis simultaneous bending machine that is 30% more precise (error 0.02mm) and 40% more efficient. Automated material feeding system that we use increases material utilization rate from 75% to over 90% which besides reducing waste, also decreases prices of custom sheet metal services. One batch customer was $12,000 better off in material costs per batch.
Cost-Sharing Model, Flexible and Adaptable to Various Procurement Stages
We have created flexible models for various procurement stages that, at the same time, strike a balance between precision and cost:
- At the Prototype Stage: $150 per piece is a minimum price, but it is guaranteed that essential precision is preserved.
- At the Small Batch Stage: Through optimized cost sharing in process, unit price is 30%-40% lower than at a prototype stage.
- At the Mass Production Stage: Large scale of production leads to cost reduction, this way customers might save up to 20% of their procurement costs.
Our core advantage is "providing ultimate precision at a reasonable cost," eliminating the need for customers to choose between precision and cost. If you would like an accurate quote for custom sheet metal parts, please submit your purchasing requirements and drawings, and we will provide you with a detailed cost calculation plan.
FAQs
Q1: What is the absolute minimum permissible bending radius in aluminum alloy sheet metal processing?
According to ISO standards and the tempering of the material, the minimum bending radius is different for various aluminum alloys. With 5052-H32, we suggest R1t. Yet, through process optimization, we can attain R=0.5t without cracking.
Q2: What causes the orange peel effect on the bends of stainless steel?
Overstretching of the material's outer layer is the cause, resulting from excessive bending force or very small radius. Our suggestion is to increase the radius or change the V-groove width to 8t to eliminate the risk of cracking.
Q3: What measures does LS Manufacturing take to maintain bending accuracy of long sheet metal parts at the same level?
We operate CNC bending machines with angle compensation that is carried out on a real-time basis, meaning the angle can be varied in real-time to ensure that the bending angle error within 3 meters is 0.5. This way, consistent accuracy is ensured.
Q4: Does the increase of the bending radius necessarily result in assembly interference?
Actually, we offer free DFM simulation to help with adjusting the deduction value so that a proper bending radius and structural robustness can be ensured without affecting assembly.
Q5: Do you provide material traceability certificates that comply with IATF 16949 standards?
Yes. Actually, we can issue steel mill MTR reports and spectral analysis data plus ordered goods, our documentation fully meeting IATF 16949 standards and ensuring material compliance and full traceability.
Q6: Will bending lines that are too close to laser-cut holes cause deformation?
To be safe, we suggest leaving a spacing R2.5t. When the design is constrained, we resort to a bending-then-precision-machining method to avoid deformation of holes and maintain precision.
Q7: What is the lead time for precision sheet metal samples at LS Manufacturing?
Once we get the STEP drawings and the DFM modeling confirmation is done, we could have samples ready to be shipped within 3-5 business days at the earliest. If the matter is urgent, the delivery time can be shortened by process optimization.
Q8: How to reduce the unit price of a single precision sheet metal part in mass production?
Besides the material layout optimization and usage of multi-station molds, the costs can be cut by 20%. Feel free to upload your drawings, and we will prepare a mass production cost reduction plan tailored for you.
Summary
The bending radius of precision sheet metal is a thorough consideration of the mechanical properties of the material, the design of the process, and the accuracy of the equipment. LS Manufacturing employs the heat treatment, R/t quantification, and DFM optimization that are data-driven solutions to resolve the contradiction between precision and cost. Through expert control and quality assurance, we are able to thoroughly remove the risk of cracking and thereby generate a long term value for our customers.
Say no to trial and error. support your design with solid facts. Contact LS Manufacturing immediately to obtain a free 'Sheet Metal Cracking Risk Technical Assessment Report'. Our top-level engineering team will thoroughly analyze your 3D drawings (extension STEP/SolidWorks) and offer a total solution involving material compensation, process routing, and tiered pricing options to help you prevent cracking risks, cut down costs, and enhance delivery efficiency.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


