
Servicio de fabricacion de chapa Es indispensable en la fabricación de precisión. Uno de los principales problemas relacionados con la flexión en la fabricación de componentes estructurales clave para equipos aeroespaciales y médicos es el agrietamiento; la tasa de agrietamiento puede llegar al 25% cuando se pasan por alto las propiedades del material. LS Manufacturing aborda este problema a través de un esquema de corrección dinámica (R=t) que ayuda a eliminar el agrietamiento desde la etapa de diseño , ofreciendo así soluciones prácticas de fabricación de chapa de precisión de alta gama.

Resumen de respuestas principales del servicio de fabricación de chapa metálica
| Problema central | Solución clave | Soporte de datos básicos | Escenarios aplicables |
| Agrietamiento debido al alargamiento del material | Controlar R≥0,5t, cuantificar la relación R/t | Resistencia a la tracción SUS304 ≥515MPa | Apto para todo tipo de piezas de chapa de precisión. |
| AL6061-T6 Agrietamiento por flexión | Flexión del estado T4 seguida de tratamiento de envejecimiento T6. | El precalentamiento reduce la tasa de agrietamiento por flexión en un 90%. | Adecuado para piezas de precisión médicas y aeroespaciales. |
| Agrietamiento de la concavidad de la superficie durante la flexión | Utilice V=6t de ancho de apertura del troquel inferior. | Fuerza de flexión reducida en un 30%, sin concavidad . | Adecuado para la producción en masa de piezas de chapa personalizadas. |
| La orientación del grano afecta la vida útil | Doblado a lo largo de la dirección de la fibra , perpendicular a la dirección de laminación. | La vida útil de la pieza aumentó en un 30%+. | Adecuado para piezas estructurales de precisión de alta carga. |
Este artículo analiza el tema del agrietamiento en doblado de chapa de precisión y examina en profundidad las soluciones expertas de LS Manufacturing en las áreas de materiales, procesos y estudios de casos . Esto se hace para ayudar a los clientes a evitar riesgos, mejorar la tasa de aprobación y reducir costos de manera eficiente.
¿Por qué confiar en LS Manufacturing para los servicios de fabricación de chapa metálica? Experiencia en diseño para prevenir grietas por flexión
Hemos estado trabajando con la fabricación de chapa durante los últimos 20 años y el principal problema en el que hemos estado trabajando es encontrar una solución al problema de las grietas durante el doblado de chapas de alta precisión. También priorizamos las necesidades del cliente y, después de realizar pruebas durante 3 meses, descubrimos que los proveedores tradicionales ignoraban la orientación del grano al entregar AL6061-T6, lo que daba como resultado una tasa de agrietamiento del 20-30 %. Hoy en día, la mayoría de la gente tiende a confiar simplemente en la precisión de los equipos, pero nuestra mayor fortaleza es que encontramos la mejor combinación entre la mecánica de materiales y el diseño de procesos.
Garantizamos plenas justificaciones autorizadas a nuestros procesos de plegado de chapa siguiendo estrictamente las Norma ISO 13920:2023 . Además, mientras trabajábamos en un proyecto de piezas aeroespaciales, nos dimos cuenta de que el radio de curvatura utilizado originalmente no podía adaptarse al requisito de alargamiento del material y que debía aumentarse.
Hay muchos trabajos de investigación sobre las pruebas, por ejemplo, ASTM B209-21 es el estándar que utilizamos para probar nuestros materiales. Además, contamos con nuestros 50 clientes de alto nivel atendidos y un total de 100.000 piezas libres de grietas entregadas con una tasa de rendimiento estable de más del 99,9% . Nuestro trabajo demuestra nuestro profesionalismo y la confiabilidad de alto nivel de nuestras operaciones.
Elegirnos proporciona a los clientes productos resistentes a las grietas y consultas de planificación previa al diseño (DFM) para mitigar los riesgos de diseño. Si le preocupan las grietas por flexión, comuníquese con nuestros ingenieros senior para obtener una evaluación gratuita del proceso y soluciones personalizadas.

¿Por qué el alargamiento del material es la causa principal de las grietas por flexión en los servicios de chapa metálica de precisión?
El alargamiento del material es un factor fundamental para determinar la calidad de la flexión porque afecta directamente al radio mínimo de flexión (Rmin). Un material con menor alargamiento tiene más probabilidades de desarrollar grietas en las curvaturas debido a un estiramiento excesivo. Por qué nuestro servicio de fabricación de chapa y servicio de chapa de precision Somos altamente competitivos es que igualamos con precisión el alargamiento y el radio de curvatura .
Enlace central entre el alargamiento y el radio de curvatura mínimo
Durante una operación de doblado, la superficie exterior de la pieza de trabajo estará en estado de tensión, mientras que la superficie interior estará en compresión. si el radio de curvatura es menos de la mitad del espesor del material, entonces la tensión de tracción en la superficie exterior superará el límite permitido . Esto provocará la formación de microfisuras que se convertirán en macrofracturas. Al final, la pieza será desechada.
Comparación de datos de resistencia a la tracción entre SUS304 y AL5052
| Tipo de material | Resistencia a la tracción (MPa) | Alargamiento (%) | Radio de curvatura mínimo recomendado (R/t) | Ángulo máximo de flexión sin agrietarse |
| SUS304 | ≥515 | ≥40 | 0.3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0,5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90° |
| SUS316L | ≥485 | ≥40 | 0,4 | 180° |
Cumplir exactamente el mismo alargamiento y radio de curvatura del material es la forma más efectiva de prevenir riesgos de agrietamiento . Además de esto, también ayudará a los clientes a minimizar sus pérdidas de retrabajo y aumentar su eficiencia de producción . Si desea sugerencias de parámetros de plegado personalizados para su material, contáctenos y estaremos encantados de atenderle. Le enviaremos una tabla de correspondencia gratuita sobre el alargamiento del material y el radio de curvatura.

Figura 1: Primer plano de una grieta en el borde de una pieza de chapa doblada.
¿Cómo se calcula el diseño del radio de curvatura mínimo utilizando la relación R/t?
Diseño de radio de curvatura mínimo es la esencia de la fabricación de chapa de precisión, y para obtener el radio de curvatura mínimo, la relación R/t es indispensable. LS Manufacturing inicialmente decide una K constante según el grado del material y luego calcula el radio de curvatura óptimo mediante la fórmula . De esta manera podemos satisfacer las demandas de piezas de chapa metálica personalizadas y, al mismo tiempo, elevar el nivel de profesionalismo en los servicios de fabricación de chapa metálica.
Idea básica para encontrar la relación R/t
Primero elegimos la constante K dada la dureza y el alargamiento del material, y luego se calcula el radio de curvatura mínimo con la fórmula R=Kxt (donde t es el espesor del material). El valor K para SUS316L es 0.4, para AL6061-T6 es 1.0, siendo estos los mejores parámetros obtenidos de una gran cantidad de pruebas, por lo que esto pasa a formar parte de servicio de fabricación de precisión .
Diferencia en los cambios del gradiente de dureza (HV) en diferentes ángulos R
Esta tabla muestra gradientes de dureza para varios ángulos R con SUS304, T=2,0 mm. Un gradiente de dureza muy alto hará que el material sea más quebradizo y provocará grietas. Por eso, en base a esto decidimos cuál es el mejor ángulo R.
| Radio de curvatura R (mm) | relación R/t | Dureza superficial en curvatura (HV) | Dureza interna en flexión (HV) | Nivel de riesgo de agrietamiento |
| 0,4 | 0,2 | 280 | 220 | Alto |
| 0,8 | 0,4 | 250 | 215 | Bajo |
| 1.2 | 0,6 | 230 | 210 | muy bajo |
| 1.6 | 0,8 | 220 | 208 | muy bajo |
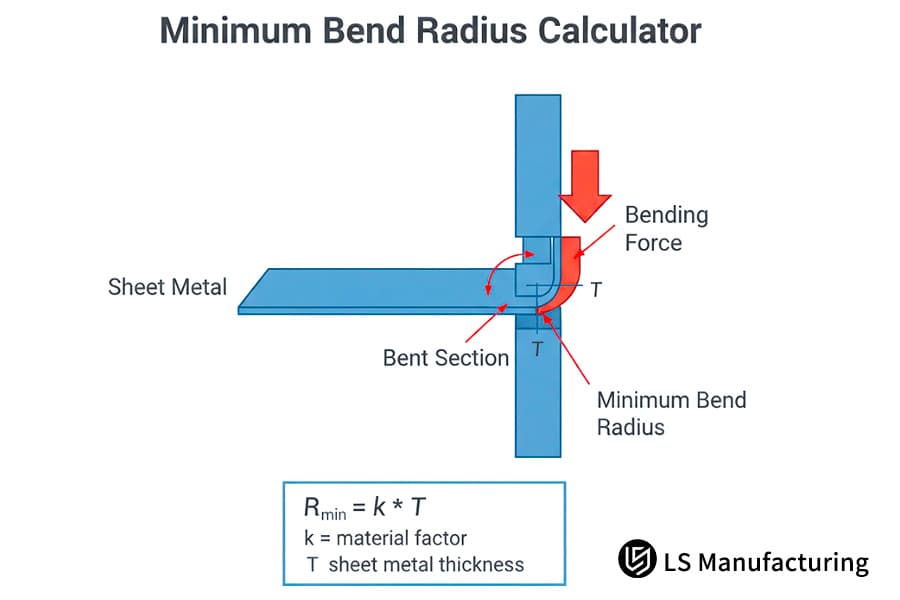
Figura 2: Diagrama que muestra la calculadora del radio de curvatura mínimo con fórmula e ilustración de la fuerza de flexión.
¿Cómo previene el servicio de fabricación de chapa de precisión las grietas al doblar 6061-T6?
Debido a que el alargamiento del AL6061-T6 es de aproximadamente el 8%, uno de los mayores problemas al doblarlo en la fabricación de chapa metálica es que se agrieta. En LS Manufacturing, enseñamos a nuestros clientes cómo evitar grietas en el doblado de metal cuando se dobla mediante un tratamiento térmico para lograr un objetivo exacto en el material y un buen control del proceso . De esta manera, la calidad final de servicio de chapa a medida Está realmente mejorado.
Problemas principales relacionados con la flexión de AL6061-T6
Al haber sido endurecido por el envejecimiento, AL6061-T6 es muy duro pero menos resistente, por lo que es muy fácil que el material se agriete si el doblado se realiza en frío y directamente . Los proveedores tradicionales afirmaban tasas de crack de incluso más del 20%, lo que era gravemente perjudicial tanto para la eficiencia de la producción como para la calidad del producto.
El tratamiento térmico como base para la intervención de LS Manufacturing
El primer paso fue recocer AL6061-T6 al estado T4 para hacerlo más resistente y tener más alargamiento, por lo que doblarlo sería mucho más fácil. La restauración de la dureza y resistencia originales del material se logra mediante un tratamiento de envejecimiento T6 que se realiza una vez finalizado el doblado . Debido a esto, la calidad y el rendimiento del suministro aún pueden igualarse entre sí.
Las imágenes microestructurales de 50 aumentos de grietas en flexión en frío revelan grandes áreas donde falta simetría seccional. Usando el método de flexión por precalentamiento (tratamiento T4-T6) no produjo microgrietas , y esto se ha implementado con éxito en proyectos aeroespaciales.
¿Cómo puede la optimización del ancho de ranura del troquel reducir las grietas en piezas de chapa metálica personalizadas?
La calidad de flexión de piezas de chapa personalizadas está estrechamente relacionado con el ancho (V) de la abertura del molde inferior. Si V es demasiado pequeño, aumentará la tensión de tracción y provocará indentaciones y grietas, mientras que si V es demasiado grande, afectará la precisión . LS Manufacturing adopta la proporción áurea V=6t para mejorar la estabilidad de los servicios de fabricación de chapa metálica.
Relación central entre el ancho de apertura del troquel V y la fuerza de flexión
La fórmula de la fuerza de flexión es F = (C * S * L * t²) / V. Suponiendo que otros parámetros permanecen sin cambios, cuanto menor sea el valor de V, mayor será la fuerza de flexión, la tensión de tracción sobre el material aumenta y el material se vuelve más susceptible a abolladuras y grietas.
Beneficios de la proporción áurea V=6t
Las investigaciones muestran que V=6t genera un promedio fuerza de flexión , lo que ayuda a lograr un compromiso entre precisión y estrés. A modo de ilustración, para SUS304 con t=2,0 mm, V=12 mm (6 t) proporciona un 30 % menos de fuerza de flexión que V=8 mm (4 t), y la tasa de abolladuras y el riesgo de agrietamiento para cada uno se han reducido a cero.
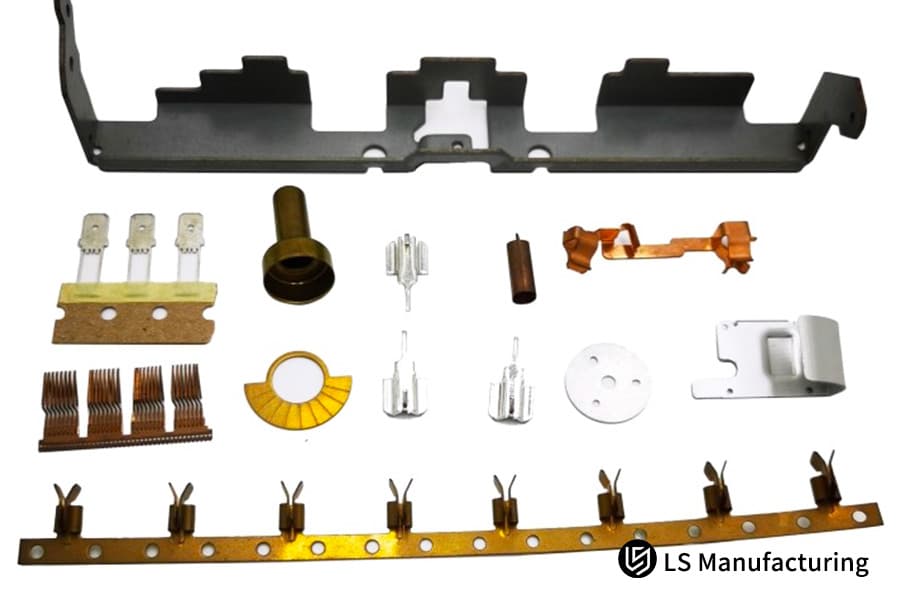
Figura 3: Varias piezas de chapa personalizadas, incluidos troqueles de estampado progresivo.
¿Por qué LS Manufacturing utiliza el doblado de fibra hacia adelante en el servicio de fabricación de precisión?
La dirección de la veta desempeña un papel decisivo en la calidad del servicio de chapa de precisión y es fundamental para la solidez estructural de artículos de chapa personalizados . LS Manufacturing captura la dirección de la veta de la lámina durante el diseño, siguiendo estrictamente la dirección de la veta del doblado no solo para mejorar la vida útil de las piezas sino también para mejorar la calidad general del doblado.
¿Por qué la dirección del grano juega un papel importante en la calidad del plegado?
Una vez que la lámina de metal es procesada por un laminador, los granos o fibras del metal tienden a orientarse a lo largo de la dirección de laminación. Por lo tanto, las líneas de flexión o pliegues que se hacen paralelas a la dirección de laminación tienden a desarrollar grietas, mientras que las líneas de flexión que se hacen perpendiculares a la dirección de laminación producen suficiente e. La longitud y la calidad de la flexión se mantienen estables . Esto es similar a cómo uno experimenta menos roturas al cortar madera a lo largo de la veta.
Evidencia empírica a favor de la flexión en la dirección de la fibra
Los estudios han revelado que componentes de chapa personalizados que se doblan en la dirección de la fibra (es decir, perpendicular a la dirección de laminación) tienen una vida útil mejorada en más del 30 %, la resistencia a la tracción aumenta en un 12 % y la tasa de agrietamiento se reduce del 8 % a menos del 0,5 % . Es decir, se utilizan ampliamente en aplicaciones de alta gama.
Caso de fabricación de LS: soportes antifisuras para robots quirúrgicos
Los stents de precisión utilizados por robots medicos quirurgicos requieren niveles extremadamente estrictos de precisión y condiciones libres de defectos. Debido a que, en realidad, las grietas en la flexión pueden provocar accidentes quirúrgicos, esto constituye un gran desafío para los servicios de fabricación de precisión. Pudimos solucionar el problema de las grietas para una empresa médica internacional suministrando componentes de chapa a medida y consiguiendo así una colaboración a largo plazo.
El problema del cliente
El gigante médico buscaba fabricar stents de acero inoxidable 304 de 1,5 mm de espesor sobre la marcha. Tuvieron que ensamblarse de modo que se diseñara a la fuerza un radio de curvatura de R0,5 mm (R/t=0,33). Las muestras de proveedores tradicionales mostraron una tasa de ruptura del 25%, lo que resultó en fallas en el retrabajo, prolongación del trabajo y riesgo de incumplimiento.
Solución de fabricación LS
Después de nuestra intervención, utilizamos por primera vez Análisis de simulación DFM para revelar que la razón principal de la grieta fue un radio de curvatura demasiado pequeño, una tensión de tracción en el material que excedía el límite y el descuido de la orientación del grano. Después de discutir con el cliente, se nos ocurrió una solución completa:
- Usar recocido local con láser para suavizar las regiones dobladas localmente, lo que facilitará el alargamiento del material.
- Cambiar el ancho de apertura del troquel inferior a V=9 mm (6 t) para distribuir la tensión de tracción y eliminar la posibilidad de depresión superficial y agrietamiento.
- Hacer el mejor uso del diseño para garantizar que la línea de plegado esté en ángulo recto con la dirección de laminado de la chapa, aumentando de esta manera la dureza de la pieza.
- Midiendo la relación R/t y ajustando el radio de curvatura a R0,75mm (R/t=0,5) de forma que se eviten por completo las fisuras sin comprometer el montaje.
Resultados y valor
Como resultado de los cambios que acabo de decir, la tasa de rendimiento de este soporte metálico de precisión aumentó del 75% al 99,99%, de esta manera el problema del agrietamiento se resolvió por completo, además, la vida útil de la prueba de fatiga de las piezas se duplicó, lo que llevó a que el cliente quedara extremadamente satisfecho . Además, redujimos el tiempo de entrega de 15 días a 7 días, lo que ayudó al cliente a retomar el cronograma del proyecto y evitar pérdidas por incumplimiento de contrato. Esta importante empresa médica, impresionada por nuestras excelentes soluciones y capacidades de entrega , decidió posteriormente transferirnos todos los pedidos de piezas de chapa personalizadas de esta serie. Esto ha elevado el valor de la cooperación anual a más de 500.000 dólares.
Este caso demuestra plenamente nuestra experiencia en la solución del problema del agrietamiento durante el doblado de precisión de chapa. Si también te enfrentas desafíos de personalización de chapa en campos de alta gama, como dispositivos médicos y aeroespacial, consulte los detalles completos de nuestro caso y contáctenos para obtener una solución personalizada.

¿Cómo utilizar DFM para mejorar la viabilidad de piezas de chapa de precisión?
El análisis DFM es un paso previo al procesamiento fundamental en los servicios de fabricación de chapa. LS Manufacturing, con una lista de verificación detallada de revisión de DFM, detecta problemas en una etapa muy temprana y optimiza las soluciones , lo que permite a los clientes evitar el 90 % de los riesgos de producción posteriores, reduciendo costos y aumentando la eficiencia.
La principal lista de verificación de revisión de DFM en LS Manufacturing
Centramos nuestra revisión de DFM en la costumbre diseño de piezas de chapa detalles, prestando especial atención a:
- Mantenga una distancia del borde de flexión de L≥3t para eliminar el riesgo de agrietamiento del borde.
- La distancia al borde del orificio debe ser de 2,5 t para evitar la deformación del orificio; cuando existen restricciones de diseño, se puede utilizar el doblado seguido del acabado.
- Según la relación R/t, las características del material se pueden equilibrar para evitar grietas mientras se siguen cumpliendo los requisitos de ensamblaje.
- El línea de flexión debe ser perpendicular a la dirección de laminado, por lo que la orientación del grano debe fijarse durante el diseño.
Beneficios clave para el cliente del análisis DFM
Antes de la producción, un análisis DFM puede reducir el retrabajo, disminuir los costos entre un 15% y un 20%, elevar la eficiencia y reducir los ciclos de entrega. Hemos revisado diseños para los clientes y, como resultado, la tasa de retrabajo se ha reducido del 30% al 0%; cada lote ha resultado en un ahorro de $8,000.
¿Cómo elegir un proveedor con trazabilidad total para las necesidades de chapa metálica de alta precisión?
Productos de chapa de alta precisión. Necesitamos cumplir estándares muy estrictos de calidad y cumplimiento, por lo que un proveedor que pueda proporcionar trazabilidad de la calidad a lo largo de toda la cadena de producción es un requisito indispensable para garantizar la calidad . LS Manú Factura ha creado un sistema de calidad maduro capaz de brindar servicios confiables de fabricación de chapa de precisión a un nivel de calidad que se controla constantemente para las piezas de chapa personalizadas.
Nuestro sistema de trazabilidad de calidad de extremo a extremo
Basamos nuestro trabajo en los requisitos de la norma ISO 9001:2015 que indica construir un sistema completamente de trazabilidad desde la adquisición hasta la entrega , siendo trazable cada etapa:
- Trazabilidad de materiales: Los informes MTR de las acerías y los resultados de los análisis espectrales se pueden entregar con cada envío para garantizar el cumplimiento y la trazabilidad de los materiales.
- Inspección en proceso: controló el error dentro de 0,02 mm mediante el uso de la máquina de medición de coordenadas CMM y los datos de inspección se almacenan en tiempo real.
- Inspección del producto terminado: se implementa una inspección por muestreo por lotes y los informes de inspección se entregarán junto con los productos.
- Mantenimiento de registros: creamos archivos especiales para cada cliente y guardamos toda la información relevante para poder recuperarla fácilmente en el futuro.
Respaldo de pruebas de terceros, mejora de la credibilidad de la calidad
Trabajamos en equipo con laboratorios de pruebas internacionales de terceros y podemos ofrecer informes de pruebas. Por ejemplo, se probó que las piezas de chapa personalizadas para un cliente de la industria de la aviación cumplían con la norma ASTM A480-21 y los resultados de la prueba recibieron una evaluación muy favorable.

Figura 4: Un trabajador utiliza un calibrador digital para medir láminas de metal en fabricación de precisión.
¿Por qué elegir LS Manufacturing para un servicio personalizado de chapa metálica que equilibre la precisión y el costo?
La mayoría de los clientes tienen que sopesar la precisión con el costo cuando selección de servicios de fabricación de chapa . LS Manufacturing logra lograr este equilibrio mediante la optimización de equipos y acuerdos de costos compartidos , ofreciendo de esta manera servicios de fabricación de precisión de alto rendimiento a precios competitivos.
Optimización de equipos: mayor eficiencia, menores costos unitarios
presentamos Plegado simultáneo de 5 ejes máquina que es un 30% más precisa (error 0,02 mm) y un 40% más eficiente. El sistema automatizado de alimentación de material que utilizamos aumenta la tasa de utilización del material del 75% a más del 90%, lo que además de reducir el desperdicio, también disminuye los precios de los servicios personalizados de chapa metálica. Un cliente de lote obtuvo $12,000 menos en costos de material por lote.
Modelo de Costo Compartido, Flexible y Adaptable a Varias Etapas de Adquisición
Hemos creado modelos flexibles para las distintas etapas de aprovisionamiento que, al mismo tiempo, logran un equilibrio entre precisión y coste:
- En la etapa de prototipo: 150 dólares por pieza es un precio mínimo , pero se garantiza que se conservará la precisión esencial.
- En la etapa de lote pequeño: a través de un costo compartido optimizado en el proceso, el precio unitario es entre un 30 % y un 40 % más bajo que en la etapa de prototipo.
- En la etapa de producción en masa: la producción a gran escala conduce a una reducción de costos, de esta manera los clientes pueden ahorrar hasta un 20% de sus costos de adquisición .
Nuestra principal ventaja es "proporcionar la máxima precisión a un costo razonable", eliminando la necesidad de que los clientes elijan entre precisión y costo. Si desea una cotización precisa para piezas de chapa metálica personalizadas, envíe sus requisitos de compra y dibujos, y le proporcionaremos un plan de cálculo de costos detallado.
Preguntas frecuentes
P1: ¿Cuál es el radio de curvatura mínimo absoluto permitido en el procesamiento de chapa de aleación de aluminio?
Según las normas ISO y el templado del material, el radio de curvatura mínimo es diferente para las distintas aleaciones de aluminio. Con 5052-H32, sugerimos R1t. Sin embargo, mediante la optimización del proceso, podemos alcanzar R=0,5t sin agrietarnos.
P2: ¿Qué causa el efecto de piel de naranja en las curvaturas del acero inoxidable?
La causa es el estiramiento excesivo de la capa exterior del material, que resulta de una fuerza de flexión excesiva o un radio muy pequeño . Nuestra sugerencia es aumentar el radio o cambiar el ancho de la ranura en V a 8t para eliminar el riesgo de grietas.
P3: ¿Qué medidas toma LS Manufacturing para mantener la precisión de doblado de piezas de chapa largas al mismo nivel?
Operamos máquinas dobladoras CNC con compensación de ángulo que se realiza en tiempo real, lo que significa que el ángulo se puede variar en tiempo real para garantizar que el error del ángulo de flexión dentro de 3 metros sea de 0,5. De esta manera se garantiza una precisión constante.
P4: ¿El aumento del radio de curvatura necesariamente resulta en interferencia en el ensamblaje?
En realidad, ofrecemos simulación DFM gratuita para ayudar a ajustar el valor de deducción de modo que se pueda garantizar un radio de curvatura adecuado y robustez estructural sin afectar el ensamblaje.
P5: ¿Proporcionan certificados de trazabilidad de materiales que cumplan con los estándares IATF 16949?
Sí. De hecho, podemos emitir informes MTR de acerías y datos de análisis espectrales además de productos pedidos; nuestra documentación cumple plenamente con los estándares IATF 16949 y garantiza el cumplimiento del material y la trazabilidad total.
P6: ¿Las líneas de flexión que están demasiado cerca de los orificios cortados con láser causarán deformación?
Para mayor seguridad, sugerimos dejar una separación R2,5t. Cuando el diseño es limitado, recurrimos a un método de doblado y luego mecanizado de precisión para evitar la deformación de los agujeros y mantener la precisión. norte.
P7: ¿Cuál es el plazo de entrega para las muestras de chapa de precisión en LS Manufacturing?
Una vez que obtengamos los dibujos STEP y se realice la confirmación del modelado DFM, podríamos tener muestras listas para ser enviadas dentro de 3 a 5 días hábiles como mínimo. Si el asunto es urgente, el tiempo de entrega se puede acortar mediante la optimización del proceso.
P8: ¿Cómo reducir el precio unitario de una sola pieza de chapa de precisión en la producción en masa?
Además de la optimización del diseño del material y el uso de moldes de estaciones múltiples, los costos se pueden reducir en un 20%. Siéntete libre de sube tus dibujos y prepararemos un plan de reducción de costos de producción en masa hecho a su medida.
Resumen
El radio de curvatura de una chapa de precisión es una consideración exhaustiva de las propiedades mecánicas del material, el diseño del proceso y la precisión del equipo. LS Manufacturing emplea tratamiento térmico, cuantificación R/t y optimización DFM, que son soluciones basadas en datos para resolver la contradicción entre precisión y costo. A través de un control experto y garantía de calidad, podemos eliminar completamente el riesgo de agrietamiento y así generar un valor a largo plazo para nuestros clientes.
Di no al ensayo y error. Respalde su diseño con hechos sólidos. Póngase en contacto con LS Manufacturing inmediatamente para obtener un 'Informe de evaluación técnica del riesgo de fisuración de chapa metálica' gratuito. Nuestro equipo de ingeniería de alto nivel analizará minuciosamente sus dibujos 3D (extensión STEP/SolidWorks) y ofrecerá una solución total que incluye compensación de materiales, enrutamiento de procesos y opciones de precios escalonados para ayudarlo a prevenir riesgos de grietas, reducir costos y mejorar la eficiencia de entrega.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


