
Service de fabrication de tôle est indispensable dans la fabrication de précision. L'un des principaux problèmes liés à la flexion dans la fabrication de composants structurels clés pour les équipements aérospatiaux et médicaux est la fissuration. Le taux de fissuration peut atteindre 25 % lorsque les propriétés des matériaux sont négligées. LS Manufacturing s'attaque à ce problème grâce à un système de correction dynamique (R=t) qui permet d' éliminer les fissures dès la phase de conception , offrant ainsi des solutions pratiques de fabrication de tôle de précision haut de gamme.

Résumé des réponses principales du service de fabrication de tôle
| Problème central | Solution clé | Prise en charge des données de base | Scénarios applicables |
| Fissuration due à l'allongement du matériau | Contrôler R≥0,5t, quantifier le rapport R/t | Résistance à la traction SUS304 ≥515MPa | Convient à tous types de pièces en tôle de précision. |
| Fissuration par flexion AL6061-T6 | Cintrage état T4 suivi d'un traitement de vieillissement T6. | Le préchauffage réduit le taux de fissuration par flexion de 90 %. | Convient aux pièces de précision aérospatiales et médicales. |
| Fissuration de la concavité de surface pendant le pliage | Utilisez V = 6t de largeur d'ouverture de matrice inférieure. | Force de flexion réduite de 30%, pas de concavité . | Convient à la production en série de pièces en tôle personnalisées. |
| L'orientation des grains affecte la durée de vie | Cintrage dans le sens du grain , perpendiculairement au sens de laminage. | La durée de vie des pièces en fatigue a été augmentée de 30 %+. | Convient aux pièces structurelles de précision à forte charge. |
Cet article aborde la question du piratage pliage de tôle de précision et examine en profondeur les solutions expertes de LS Manufacturing dans les domaines des matériaux, des processus et des études de cas . Ceci est fait pour aider les clients à éviter les risques, à améliorer le taux de réussite et à réduire efficacement les coûts.
Pourquoi faire confiance à LS Manufacturing pour les services de fabrication de tôles ? Expertise en matière de conception pour prévenir les fissures de flexion
Nous travaillons dans la fabrication de tôles depuis 20 ans et le principal problème sur lequel nous travaillons est de trouver une solution au problème de fissuration lors du pliage de tôles très précises. Nous accordons également la priorité aux besoins des clients et après 3 mois de tests, nous avons constaté que les fournisseurs traditionnels ignoraient l'orientation du grain lors de la distribution de l'AL6061-T6, ce qui entraînait un taux de fissuration de 20 à 30 %. De nos jours, la plupart des gens ont tendance à simplement faire confiance à la précision des équipements, mais notre plus grande force est de trouver la meilleure adéquation entre la mécanique des matériaux et la conception des processus.
Nous garantissons des justifications complètes et faisant autorité à nos processus de pliage de tôle en suivant strictement les Norme ISO 13920:2023 . En outre, en travaillant sur un projet de pièces aérospatiales, nous avons réalisé que le rayon de courbure initialement utilisé n'était pas en mesure de répondre aux exigences d'allongement du matériau et qu'il fallait augmenter le rayon de courbure.
Il existe de nombreux travaux de recherche sur les tests, par exemple : ASTM B209-21 est la norme que nous utilisons pour tester nos matériaux. En outre, nous avons compté nos 50 meilleurs clients haut de gamme servis et un total de 100 000 pièces sans fissures livrées avec un taux de rendement stable de plus de 99,9 % . Notre travail prouve notre professionnalisme et la fiabilité de haut niveau de nos opérations.
En nous choisissant, nous offrons aux clients des produits résistants aux fissures et des consultations en matière de planification préalable à la conception (DFM) pour atténuer les risques de conception. Si vous êtes gêné par des fissures de flexion, contactez nos ingénieurs seniors pour une évaluation gratuite du processus et des solutions personnalisées.

Pourquoi l’allongement des matériaux est-il la cause première des fissures de flexion dans les services de tôlerie de précision ?
L'allongement du matériau est un facteur fondamental pour déterminer la qualité du pliage car il affecte directement le rayon de courbure minimum (Rmin). Un matériau ayant un allongement plus faible est plus susceptible de développer des fissures dans les courbures en raison d'un étirement excessif. Pourquoi notre service de fabrication de tôlerie et service de tôlerie de précision sont très compétitifs, c'est que nous adaptons avec précision l'allongement et le rayon de courbure .
Lien central entre l'allongement et le rayon de courbure minimum
Lors d’une opération de pliage, la surface extérieure de la pièce sera dans un état de tension, tandis que la surface intérieure sera en compression. Si le rayon de courbure est inférieure à la moitié de l'épaisseur du matériau, la contrainte de traction sur la surface extérieure dépassera la limite admissible . Cela provoquera la formation de microfissures qui se transformeront en macrofractures. Finalement, la pièce sera mise au rebut.
Comparaison des données de résistance à la traction entre SUS304 et AL5052
| Type de matériau | Résistance à la traction (MPa) | Allongement (%) | Rayon de courbure minimum recommandé (R/t) | Angle de courbure maximal sans fissuration |
| SUS304 | ≥515 | ≥40 | 0,3 | 180° |
| AL5052-H32 | ≥230 | ≥15 | 0,5 | 135° |
| AL6061-T6 | ≥310 | ≥8 | 1.0 | 90° |
| SUS316L | ≥485 | ≥40 | 0,4 | 180° |
Respecter exactement le même allongement du matériau et le même rayon de courbure est le moyen le plus efficace de prévenir les risques de fissuration . En plus de cela, cela aidera également les clients à minimiser leurs pertes de retouche et à augmenter leur efficacité de production . Si vous souhaitez des suggestions de paramètres de pliage personnalisées pour votre matériau, contactez-nous et nous serons heureux de vous répondre. o vous envoyer gratuitement un tableau de correspondance d'allongement matière et de rayon de courbure.

Figure 1 : Gros plan d'une fissure sur le bord d'une pièce en tôle pliée.
Comment la conception du rayon de courbure minimum est-elle calculée à l'aide du rapport R/t ?
Conception à rayon de courbure minimum est l'essence même de la fabrication de tôlerie de précision, et pour obtenir le rayon de courbure minimum, le rapport R/t est indispensable. LS Manufacturing décide d'abord d'un K constant pour la qualité du matériau, puis détermine le rayon de courbure optimal grâce à la formule . Nous pouvons ainsi répondre aux demandes de pièces de tôlerie personnalisées et en même temps élever le niveau de professionnalisme dans les services de fabrication de tôlerie.
Idée de base pour trouver le rapport R/t
Nous choisissons d'abord la constante K en fonction de la dureté et de l'allongement du matériau, puis le rayon de courbure minimum est calculé avec la formule R=Kxt (où t - épaisseur du matériau). La valeur K pour le SUS316L est de 0,4, pour l'AL6061-T6 elle est de 1,0, ce sont les meilleurs paramètres obtenus à partir d'un très grand nombre de tests. service de fabrication de précision .
Différence dans les changements de gradient de dureté (HV) selon différents angles R
Ce tableau montre les gradients de dureté pour différents angles R avec SUS304, T=2,0 mm. Un gradient de dureté très élevé rendra le matériau plus cassant et entraînera des fissures. Pour cette raison, nous décidons du meilleur angle R sur cette base.
| Rayon de courbure R (mm) | Rapport R/t | Dureté de surface au pliage (HV) | Dureté interne au pliage (HV) | Niveau de risque de fissuration |
| 0,4 | 0,2 | 280 | 220 | Haut |
| 0,8 | 0,4 | 250 | 215 | Faible |
| 1.2 | 0,6 | 230 | 210 | Très faible |
| 1.6 | 0,8 | 220 | 208 | Très faible |
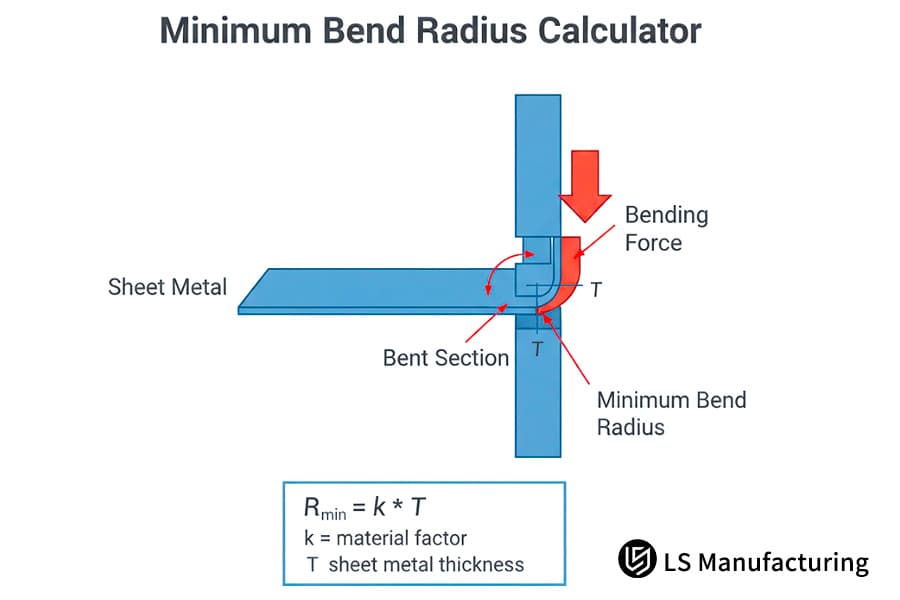
Figure 2 : Diagramme montrant le calculateur de rayon de courbure minimum avec la formule et l'illustration de la force de flexion.
Comment le service de fabrication de tôle de précision empêche-t-il les fissures lors du pliage du 6061-T6 ?
Étant donné que l'allongement de l'AL6061-T6 est d'environ 8 %, l'un des plus gros problèmes lors de son pliage dans la fabrication de tôles est sa fissuration. Chez LS Manufacturing, nous enseignons à nos clients comment éviter les fissures lors du pliage du métal lorsqu'il est plié en utilisant un traitement thermique pour être précisément ciblé sur le matériau et un bon contrôle du processus . De cette façon, la qualité finale de service de tôlerie sur mesure est vraiment amélioré.
Problèmes fondamentaux liés au pliage AL6061-T6
Ayant été durci par le vieillissement, l'AL6061-T6 est très dur mais moins résistant, il est donc très facile pour le matériau de se fissurer si le pliage est effectué à froid et directement . Les fournisseurs traditionnels ont fait état de taux de fissures supérieurs à 20 %, ce qui a gravement nui à l'efficacité de la production et à la qualité des produits.
Le traitement thermique comme base de l'intervention de LS Manufacturing
La première étape consistait à recuire l'AL6061-T6 à l'état T4 pour le rendre plus résistant et avoir plus d'allongement, ce qui rendrait le pliage beaucoup plus facile. La restauration de la dureté et de la résistance d'origine du matériau est obtenue par un traitement de vieillissement T6 effectué une fois le pliage terminé . Grâce à cela, la qualité et les performances d'approvisionnement peuvent malgré tout être adaptées l'une à l'autre.
Des images microstructurales 50x de fissures lors du pliage à froid révèlent de vastes zones où la symétrie de section fait défaut. En utilisant le méthode de pliage avec préchauffage (traitement T4-T6) n'a entraîné aucune microfissure , et cela a été mis en œuvre avec succès dans des projets aérospatiaux.
Comment l’optimisation de la largeur des rainures de matrice peut-elle réduire les fissures dans les pièces de tôlerie personnalisées ?
La qualité de pliage de pièces en tôle sur mesure est étroitement liée à la largeur (V) de l'ouverture inférieure du moule. Si V est trop petit, cela augmentera la contrainte de traction et provoquera une indentation et des fissures, tandis que si V est trop grand, cela affectera la précision . LS Manufacturing adopte le nombre d'or V=6t pour améliorer la stabilité des services de fabrication de tôle.
Relation fondamentale entre la largeur d'ouverture de matrice V et la force de flexion
La formule de la force de flexion est F = (C * S * L * t²) / V. En supposant que les autres paramètres restent inchangés, plus la valeur de V est faible, plus la force de flexion est grande, la contrainte de traction sur le matériau augmente et le matériau devient plus sensible aux bosses et aux fissures.
Avantages du nombre d'or V=6t
La recherche montre que V=6t génère une moyenne force de flexion , ce qui permet d' obtenir un compromis entre précision et stress. À titre d'illustration, pour SUS304 avec t=2,0 mm, V=12 mm (6t) donne 30 % de force de flexion en moins que V=8 mm (4t), et le taux de bosses et le risque de fissuration pour chacun ont été réduits à zéro.
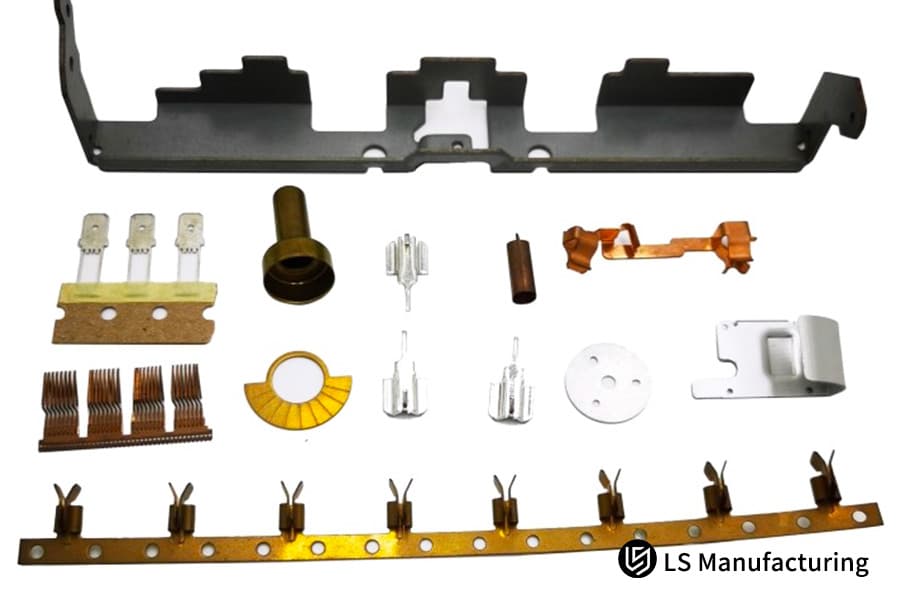
Figure 3 : Diverses pièces de tôlerie personnalisées, y compris des matrices d'emboutissage progressif.
Pourquoi LS Manufacturing utilise-t-il le cintrage du grain vers l'avant dans le service de fabrication de précision ?
La direction du grain joue un rôle déterminant dans la qualité du service de tôlerie de précision et est au cœur de la solidité structurelle de articles en tôle personnalisés . LS Manufacturing capture le sens du grain de la feuille lors de la disposition, en suivant strictement le pliage dans le sens du grain pour non seulement améliorer la durée de vie des pièces, mais également améliorer la qualité globale du pliage.
Pourquoi la direction du grain joue-t-elle un rôle important dans la qualité du pliage ?
Une fois la tôle traitée par un laminoir, les grains ou fibres du métal ont tendance à s'orienter dans le sens du laminage. Ainsi, les lignes de pliage ou les plis parallèles au sens de laminage ont tendance à développer des fissures, tandis que les lignes de pliage perpendiculaires au sens de laminage produisent suffisamment d'e. la longueur et la qualité du pliage restent stables . Ceci est similaire à la façon dont on subit moins de casse lorsqu’on coupe du bois dans le sens du fil.
Preuves empiriques en faveur de la flexion dans le sens du grain
Des études ont révélé que composants en tôle personnalisés qui sont courbés dans le sens du grain (c'est-à-dire perpendiculairement au sens de laminage) ont une durée de vie améliorée de plus de 30 %, une résistance à la traction augmentée de 12 % et un taux de fissuration réduit de 8 % à moins de 0,5 % . Cela signifie qu'ils sont largement utilisés dans des applications haut de gamme.
Cas de fabrication LS : supports anti-fissuration pour robots chirurgicaux
Les stents de précision utilisés par robots chirurgicaux médicaux exigent des niveaux extrêmement stricts de précision et un état sans défaut. Étant donné qu'en réalité, les fissures lors du pliage peuvent entraîner des accidents chirurgicaux, cela constitue un énorme défi pour les services de fabrication de précision. Nous avons pu résoudre le problème des fissures pour une entreprise médicale internationale en fournissant des composants en tôle sur mesure et en gagnant ainsi un partenariat à long terme.
Problème du client
Le géant médical cherchait à fabriquer des stents en acier inoxydable 304 de 1,5 mm d'épaisseur en déplacement. Ils ont dû être assemblés de sorte qu'un rayon de courbure de R0,5 mm (R/t=0,33) ait été conçu de force. Les échantillons des fournisseurs traditionnels ont montré un taux de fissuration de 25 %, ce qui a entraîné l'échec des reprises, une prolongation des travaux et un risque de défaut.
Solution de fabrication LS
Après notre intervention, nous avons d'abord utilisé Analyse de simulation DFM pour révéler que la raison principale de la fissure était un rayon de courbure trop petit, une contrainte de traction dans le matériau dépassant la limite et une négligence de l'orientation des grains. Après discussion avec le client, nous avons trouvé une solution complète :
- Utiliser un recuit local au laser pour adoucir localement les régions pliées, ce qui facilitera l'allongement du matériau.
- Modification de la largeur inférieure de l'ouverture de la matrice à V = 9 mm (6 t) pour répartir la contrainte de traction et éliminer la possibilité de dépression superficielle et des fissures.
- Tirer le meilleur parti de la disposition pour garantir que la ligne de pliage est perpendiculaire à la direction de laminage de la tôle, augmentant ainsi la ténacité de la pièce.
- Mesurer le rapport R/t et ajuster le rayon de courbure à R0,75 mm (R/t=0,5) de manière à éviter complètement les fissures sans compromettre l'assemblage.
Résultats et valeur
Grâce aux changements que je viens de dire, le taux d'élasticité de ce support métallique de précision a augmenté de 75 % à 99,99 %, de cette façon le problème de fissuration a été entièrement résolu, et la durée de vie des tests de fatigue des pièces a également été doublée, ce qui a conduit le client à être extrêmement satisfait . De plus, nous avons réduit le délai de livraison de 15 jours à 7 jours, ce qui a aidé le client à se remettre sur la bonne voie avec le calendrier du projet et à éviter les pertes dues à une rupture de contrat. Cette importante entreprise médicale, impressionnée par nos excellentes solutions et capacités de livraison , a ensuite décidé de nous transférer toutes les commandes de pièces de tôlerie personnalisées de cette série. Cela a porté la valeur annuelle de la coopération à plus de 500 000 dollars.
Ce cas démontre pleinement notre expertise dans la résolution du problème de fissuration lors du pliage de précision des tôles. Si vous faites également face défis de personnalisation de la tôle dans des domaines haut de gamme tels que les dispositifs médicaux et l'aérospatiale, veuillez consulter les détails complets de notre cas et nous contacter pour une solution personnalisée.

Comment utiliser DFM pour améliorer la faisabilité des pièces de tôlerie de précision ?
L'analyse DFM est une étape fondamentale de prétraitement dans les services de fabrication de tôle. LS Manufacturing, avec une liste de contrôle détaillée pour l'examen DFM, détecte les problèmes très tôt et optimise les solutions , permettant ainsi aux clients d'éviter 90 % des risques de production plus tard, en réduisant les coûts et en augmentant l'efficacité.
La liste de contrôle principale de l'examen DFM chez LS Manufacturing
Nous concentrons notre examen DFM sur la coutume conception de pièces en tôle détails, en accordant une attention particulière à :
- Maintenir une distance au bord de pliage de L≥3t pour éliminer le risque de fissuration des bords.
- La distance au bord du trou doit être de 2,5 t pour éviter la déformation du trou. Lorsque des contraintes de conception sont présentes, un pliage suivi d'une finition peut être utilisé.
- Sur la base du rapport R/t, les caractéristiques des matériaux peuvent être équilibrées pour éviter les fissures tout en respectant les exigences d'assemblage.
- Le ligne de pliage doit être perpendiculaire à la direction de laminage, l'orientation du grain doit donc être fixée lors de la disposition.
Principaux avantages client de l’analyse DFM
Avant la production, une analyse DFM peut réduire les reprises, réduire les coûts de 15 à 20 %, augmenter l'efficacité et réduire les cycles de livraison. Nous avons révisé les conceptions pour les clients et, par conséquent, le taux de retouche a été réduit de 30 % à 0 %, chaque lot a permis une économie de 8 000 $.
Comment choisir un fournisseur avec une traçabilité complète pour les besoins en tôle de haute précision ?
Produits en tôle de haute précision doivent répondre à des normes de qualité et de conformité très strictes. Un fournisseur capable d'assurer la traçabilité de la qualité tout au long de la chaîne de production est donc une condition indispensable pour l'assurance de la qualité . LS Manu Facturing a construit un système qualité mature capable de fournir des services de fabrication de tôles de précision et fiables à un niveau de qualité constamment contrôlé pour les pièces en tôle personnalisées.
Notre système de traçabilité qualité de bout en bout
Nous basons notre travail sur les exigences de la norme ISO 9001 : 2015 qui indiquent la construction d'un système de traçabilité complète , depuis l'approvisionnement jusqu'à la livraison , chaque étape étant traçable :
- Traçabilité des matériaux : les rapports MTR des aciéries et les résultats d'analyse spectrale peuvent être fournis avec chaque expédition pour garantir la conformité et la traçabilité des matériaux.
- Inspection en cours de processus : contrôle de l'erreur à moins de 0,02 mm à l' aide d'une machine de mesure de coordonnées CMM , et les données d'inspection sont stockées en temps réel.
- Inspection du produit fini : une inspection par échantillonnage par lots est mise en œuvre et des rapports d'inspection seront remis avec les marchandises.
- Tenue de dossiers : Nous créons des fichiers spéciaux pour chaque client et enregistrons toutes les informations pertinentes pour une récupération ultérieure facile.
Approbation des tests tiers, améliorant la crédibilité de la qualité
Nous faisons équipe avec des laboratoires de tests tiers internationaux et pouvons proposer les rapports de tests. Par exemple, les pièces de tôlerie personnalisées pour un client de l'industrie aéronautique ont été testées pour être conformes à la norme ASTM A480-21 et les résultats des tests ont reçu une évaluation très favorable.

Figure 4 : Un travailleur utilise un pied à coulisse numérique pour mesurer la tôle dans le cadre d'une fabrication de précision.
Pourquoi choisir LS Manufacturing pour un service de tôlerie personnalisé qui équilibre précision et coût ?
La plupart des clients doivent mettre en balance la précision et le coût lorsqu'ils sélection de services de fabrication de tôle . LS Manufacturing parvient à atteindre cet équilibre grâce à l'optimisation des équipements et aux accords de partage des coûts , offrant ainsi des services de fabrication de précision hautes performances à des prix compétitifs.
Optimisation des équipements : meilleure efficacité, coûts unitaires réduits
Nous avons présenté Pliage simultané sur 5 axes machine 30% plus précise (erreur 0,02mm) et 40% plus efficace. Le système d'alimentation automatisé des matériaux que nous utilisons augmente le taux d'utilisation des matériaux de 75 % à plus de 90 %, ce qui, en plus de réduire les déchets, diminue également les prix des services de tôlerie personnalisés. Un client de lot a bénéficié d'un gain de 12 000 $ en coûts de matériaux par lot.
Modèle de partage des coûts, flexible et adaptable aux différentes étapes d’approvisionnement
Nous avons créé des modèles flexibles pour différentes étapes d'approvisionnement qui, en même temps, établissent un équilibre entre précision et coût :
- Au stade du prototype : 150 $ par pièce est un prix minimum , mais il est garanti que la précision essentielle est préservée.
- Au stade des petits lots : grâce à un partage optimisé des coûts dans le processus, le prix unitaire est de 30 à 40 % inférieur à celui du stade du prototype.
- Au stade de la production de masse : une production à grande échelle entraîne une réduction des coûts, de cette manière les clients peuvent économiser jusqu'à 20 % de leurs coûts d'approvisionnement .
Notre principal avantage est de « fournir une précision ultime à un coût raisonnable », éliminant ainsi la nécessité pour les clients de choisir entre précision et coût. Si vous souhaitez un devis précis pour des pièces en tôle personnalisées, veuillez soumettre vos besoins d'achat et vos dessins, et nous vous fournirons un plan détaillé de calcul des coûts.
FAQ
Q1 : Quel est le rayon de courbure minimum absolu autorisé dans le traitement des tôles en alliage d’aluminium ?
Selon les normes ISO et la trempe du matériau, le rayon de courbure minimum est différent pour les différents alliages d'aluminium. Avec le 5052-H32, nous suggérons le R1t. Pourtant, grâce à l’optimisation des processus, nous pouvons atteindre R=0,5t sans fissure.
Q2 : Qu'est-ce qui cause l'effet peau d'orange sur les courbures de l'acier inoxydable ?
L'étirement excessif de la couche externe du matériau en est la cause, résultant d'une force de flexion excessive ou d'un rayon très petit . Notre suggestion est d'augmenter le rayon ou de modifier la largeur de la rainure en V à 8 dents pour éliminer le risque de fissuration.
Q3 : Quelles mesures LS Manufacturing prend-elle pour maintenir la précision de pliage des pièces de tôle longues au même niveau ?
Nous utilisons des cintreuses CNC avec une compensation d'angle effectuée en temps réel, ce qui signifie que l'angle peut être modifié en temps réel pour garantir que l'erreur d'angle de pliage dans un rayon de 3 mètres soit de 0,5. De cette façon, une précision constante est garantie.
Q4 : L'augmentation du rayon de courbure entraîne-t-elle nécessairement des interférences dans l'assemblage ?
En fait, nous proposons une simulation DFM gratuite pour aider à ajuster la valeur de déduction afin qu'un rayon de courbure et une robustesse structurelle appropriés puissent être garantis sans affecter l'assemblage.
Q5 : Fournissez-vous des certificats de traçabilité des matériaux conformes aux normes IATF 16949 ?
Oui. En fait, nous pouvons publier des rapports MTR d'aciéries et des données d'analyse spectrale ainsi que les marchandises commandées, notre documentation répondant pleinement aux normes IATF 16949 et garantissant la conformité des matériaux et une traçabilité complète.
Q6 : Les lignes de pliage trop proches des trous découpés au laser provoqueront-elles une déformation ?
Par sécurité, nous vous suggérons de laisser un espacement R2,5t. Lorsque la conception est contrainte, nous recourons à une méthode de pliage puis d'usinage de précision pour éviter la déformation des trous et maintenir la précision. n.
Q7 : Quel est le délai de livraison pour les échantillons de tôle de précision chez LS Manufacturing ?
Une fois que nous aurons reçu les dessins STEP et que la confirmation de la modélisation DFM aura été effectuée, nous pourrons avoir des échantillons prêts à être expédiés dans un délai de 3 à 5 jours ouvrables au plus tôt. En cas d'urgence, le délai de livraison peut être réduit grâce à l'optimisation des processus.
Q8 : Comment réduire le prix unitaire d'une seule pièce de tôlerie de précision en production de masse ?
Outre l'optimisation de la disposition des matériaux et l'utilisation de moules multipostes, les coûts peuvent être réduits de 20 %. N'hésitez pas à téléchargez vos dessins , et nous préparerons un plan de réduction des coûts de production de masse sur mesure pour vous.
Résumé
Le rayon de courbure des tôles de précision est un examen approfondi des propriétés mécaniques du matériau, de la conception du processus et de la précision de l'équipement. LS Manufacturing utilise le traitement thermique, la quantification R/t et l'optimisation DFM qui sont des solutions basées sur les données pour résoudre la contradiction entre précision et coût. Grâce à un contrôle expert et à une assurance qualité, nous sommes en mesure d'éliminer complètement le risque de fissuration et de générer ainsi une valeur à long terme pour nos clients.
Dites non aux essais et aux erreurs. étayez votre conception avec des faits solides. Contactez LS Manufacturing immédiatement pour obtenir un « Rapport d'évaluation technique des risques de fissuration de la tôle » gratuit. Notre équipe d'ingénierie de haut niveau analysera en profondeur vos dessins 3D (extension STEP/SolidWorks) et proposera une solution complète impliquant la compensation des matériaux, le routage des processus et des options de tarification échelonnées pour vous aider à prévenir les risques de fissuration, à réduire les coûts et à améliorer l'efficacité de la livraison.
📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


