Услуги по прецизионному изготовлению листового металла стали основой цепочек поставок OEM-производителей высокого класса, поскольку они обеспечивают стабильность компонентов в больших объемах.
Проблемы обработки часто возникают, когда детали становятся более сложными, особенно если поставщики не могут выявить ошибки проектирования на ранней стадии . К помощь не имеют неожиданного качества, LS Manufacturing предоставляет подробные спецификации, которые помогают обеспечить стабильное качество на линии.
Восемь основных технологий позволяют оценить основные риски, связанные с каждым из этапов, то есть, что может пойти не так и как это предотвратить еще до того, как линии начнут замедляться. Существенная экономия средств достигается за счет исключения задержек на линиях и отказа от готовой продукции.
Эффективное массовое производство листового металла для OEM: краткий список основных ответов
| Основное требование | Решение | Ключевые данные | Выгода для клиента |
| Контроль допуска на микронном уровне | Полная система ЧПУ с замкнутым контуром + компенсация LAMS | Допуск ±0,05 мм | Соответствует строгим медицинским стандартам/стандартам OEM. |
| Нестандартная обработка структуры специальной формы | Гибкий обрабатывающий блок FMS | 50 % экономия затрат на пресс-форму | Высокая рентабельность инвестиций для мелкосерийных заказов. |
| Комплексный изгиб | Рекомендации DFM + 3D-моделирование | Повышение урожайности на 35 % | Уменьшите потери на доработку при массовом производстве. |
| Сварка нержавеющей стали | Импульсная лазерная сварка + Пользовательские приспособления | Плоскостность 0,2 мм/м | Обеспечьте герметичность и механические характеристики. |
| Быстрая итерация прототипа | Прототипирование с обратной связью + компенсация К-фактора | 50% экономии времени на отладку | Сократите цикл исследований и разработок нового продукта. |
Эта статья о ваших основных проблемах. В нем перечислены восемь ключевых технологий. Затем он смешивает данные и примеры из реальной жизни, чтобы помочь вам преодолеть проблемы массового производства. LS Manufacturing предоставит рабочее решение для производства листового металла.
Почему Ч oose LS Manufacturing For Услуги по изготовлению прецизионного листового металла?
Поскольку вы являетесь одним из ведущих OEM-производителей, несколько факторов, которые могут определить ваше конкурентное преимущество на мировом рынке, — это стабильность, точность и экономическая эффективность изготовления листового металла.
Лучшим выбором является компания LS Manufacturing с 15-летним опытом прецизионной обработки листового металла , которая обеспечит вам долгосрочную и надежную поддержку. Если вы выберете производство LS, ваши детали будут соответствовать Стандарты медицинского уровня ISO 13485 и соответствовать глобальным требованиям OEM.
Наша система ЧПУ с полностью замкнутым контуром для точности изготовления листового металла позволяет нам нормализовать допуски в пределах 0,05 мм, решить ваши проблемы с прецизионной обработкой полостей и увеличить выход компонентов с 72% до 99,8%, а экономия затрат на доработку может составить около 100 000 долларов США в год.
Наше гибкое решение для изготовления листового металла на заказ поможет вам избежать давления, связанного с инвестициями в пресс-формы для небольших партий. После того, как один из заказчиков авиационной отрасли принял ее на вооружение, первоначальная стоимость пресс-формы снизилась на 60 %, а первоначальная рентабельность инвестиций увеличилась на 45 %. Наш сервис следует Стандарт АСТМ А653 обеспечить стабильные свойства материала и точность обработки, а также избежать рисков, исходящих от источника.
Мы хорошо понимаем вашу потребность в стабильности цепочки поставок и создали систему полного цифрового отслеживания процессов. Каждое звено можно отследить, а значение Cpk стабильно на уровне 1,33 или выше, что помогает вам добиться контролируемой цепочки поставок и отслеживаемого качества.
Выбор нас означает не только получение точных услуг по обработке, но и персонализированные рекомендации по оптимизации DFM, которые активно снижают потенциальные риски массового производства. Свяжитесь с нашими техническими экспертами прямо сейчас , чтобы получить бесплатную оценку процесса изготовления листового металла и разблокировать индивидуальные решения по оптимизации затрат.

Как услуги по прецизионному изготовлению листового металла обеспечивают допуски в микрометрах?
Медицинское оборудование, в котором используются прецизионные детали, должно иметь очень точные допуски: даже малейшие отклонения могут повлиять на функциональность оборудования или, что еще хуже, привести к проблемам с безопасностью. Прежде всего, преимущество услуг по прецизионному изготовлению листового металла заключается в превосходном контроле допусков на различных этапах.
- Полностью замкнутая система ЧПУ: мы используем полностью замкнутую систему ЧПУ для штамповки и станки для лазерной резки , предлагают обратную связь в режиме реального времени и автоматическую настройку обработки данных. Именно по этой причине мы можем гарантировать, что допуски на штамповку и резку остаются в очень стабильном диапазоне 0,05 мм, погрешность настолько мала, что даже меньше, чем толщина одного человеческого волоса.
- Компенсация отклонения толщины материала. Проводя измерения отклонений толщины материала в различных партиях, мы создаем специальную базу данных компенсаций, которая помогает нам заранее вносить изменения в параметры обработки, чтобы противодействовать нелинейному влиянию точности гибки.
- Калибровка лазерной системы измерения угла: с помощью LAMS проверка и компенсация углы изгиба и непрерывное пружинение, ошибка угла изгиба сохраняется в пределах 0,5 для алюминия T6.
Эти меры гарантируют, что медицинские компоненты соответствуют отраслевым стандартам допуска, предотвращая сбои при сборке. Для получения более подробной информации загрузите технический документ «Услуги по производству прецизионного листового металла» или свяжитесь с инженером для бесплатной оценки допусков.

Рисунок 1. Техник использует цифровой микрометр для точного измерения металлической детали на верстаке.
Как изготовление листового металла на заказ позволяет избежать затрат на пресс-форму для нестандартных деталей?
OEM-клиенты могут столкнуться с трудностями, связанными с затратами на пресс-формы, при работе с мелкосерийными, разнообразными нестандартными и нестандартными деталями из листового металла. Гибкие возможности обработки изготовление листового металла на заказ являются основным решением этой проблемы.
Гибкая производственная единица (FMS)
Используя гибкую производственную систему, объединяющую револьверно-пробивные прессы с ЧПУ и технологию обработки композитных материалов с помощью волоконного лазера, мы избавляемся от необходимости в традиционных пресс-формах. Преимущества:
- Интегрированное формование: без необходимости использования специальных форм он может напрямую выполнять комплексную обработку потайных отверстий, жалюзи и экструзионных выпусков , тем самым сокращая количество процессов и повышая эффективность.
- Возможность обработки небольших партий и нескольких сортов: параметры для различных процессов можно изменять очень быстро, не меняя формы, что приводит к значительному сокращению цикла поставки.
Сравнение рентабельности инвестиций двух технологических решений
Для наглядной иллюстрации преимуществ в таблице ниже приведено сравнение окупаемости инвестиций (ROI) традиционного решения для изготовления пресс-форм и гибкого производственного решения LS:
|
План обработки |
Стоимость пресс-формы (долл. США) |
Стоимость обработки единицы (долл. США) |
Общая стоимость 1000 единиц (долл. США) |
Цикл доставки (дней) |
|
Традиционный план открытия формы |
8000-12000 |
1.2 |
9200–13200 |
25-30 |
|
Гибкий план обработки LS Manufacturing |
0 |
1,8 |
1800 |
7-10 |
Как DFM для проектирования листового металла может предотвратить помехи в гнутых деталях?
В ходе массового производства сложные изогнутые детали Физические помехи, вызванные попаданием формы в замкнутое пространство, могут повлиять на эффективность и привести к браку детали. DFM для критериев проектирования листового металла может избежать этого риска от источника.
Оптимизация последовательности гибки
Ошибки в последовательности изгиба в значительной степени являются причиной помех. Мы используем программное обеспечение для 3D-моделирования, чтобы воспроизвести этапы гибки и установить идеальный порядок «внутри наружу, от маленького к большому», чтобы исключить столкновение между формой и изогнутой деталью.
Оптимизация структурного проектирования
Продуманная конструкция может уменьшить вероятность помех и одновременно увеличить урожайность. Некоторые из основных действий, которые мы предприняли, включают в себя:
- Минимальное ограничение изгибаемой кромки: Основываясь на стандарте 1,5–2,0 т (t = толщина материала), у нас есть собственная таблица параметров, в которой указан минимум размеры кромки изгиба из различных материалов разной толщины, чтобы предотвратить изгиб или столкновение.
- Проектирование технологических отверстий: размещение технологических отверстий на пересечении изгибов не только избавляет от концентрации напряжений, но и обеспечивает достаточный зазор формовочному инструменту . Кроме того, таким образом вероятность помех снижается на 90%, а выход массового производства увеличивается на 35%.
Мы также точно настраиваем угол радиуса (R), чтобы сбалансировать точность и эффективность гибки. Для бесплатного обзора конструкции DFM (Design for Sheet Metal) отправьте свои чертежи, предложения по оптимизации будут предоставлены в течение 24 часов.
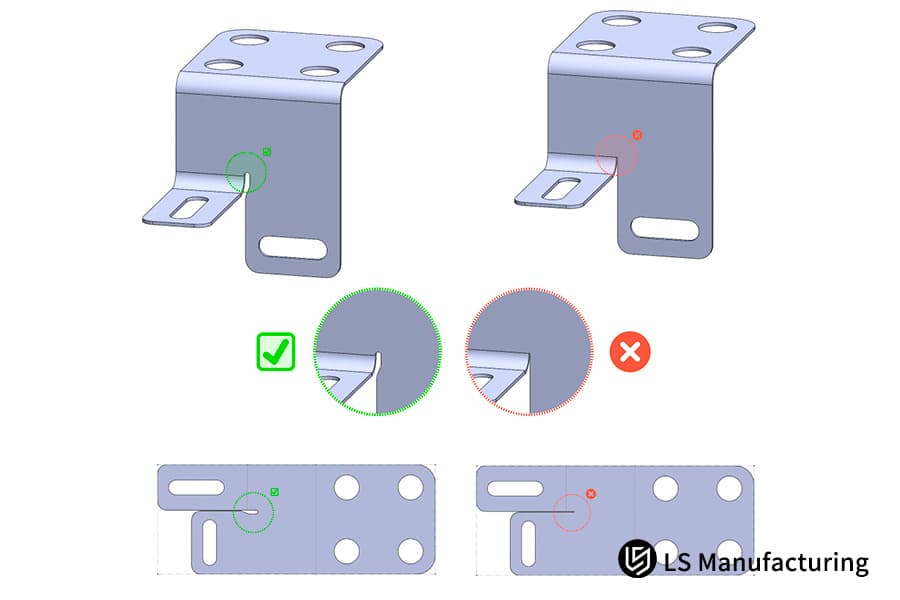
Рисунок 2: 3D-модели деталей из листового металла иллюстрируют правильные и неправильные конструкции изгиба для предотвращения помех на заводе.
Как обеспечить отслеживаемый контроль качества при производстве листового металла для OEM?
Основными требованиями для долгосрочного сотрудничества с OEM-производителями являются стабильность цепочки поставок и отслеживание качества. Основная конкурентоспособность изготовление листового металла для OEM заключается в создании полностью отслеживаемой системы контроля качества на протяжении всего процесса, чтобы избежать колебаний качества партии.
Полный контроль качества процесса
Наш контроль качества охватывает весь технологический процесс с четкими стандартами и процедурами на каждом этапе:
| Этап качества | Стандарт тестирования | Испытательное оборудование | Точность управления | Метод отслеживания |
| Входящее сырье | Сертификат материала (MTR) | Спектрометр | Ошибка состава ±0,01% | Номер партии сырья |
| Первая проверка изделия | Стандарт ФАИ | Координатно-измерительная машина | ±0,02 мм | Отчет об инспекции первого изделия |
| Мониторинг процессов | Кпк≥1,33 | Система онлайн-тестирования | Обратная связь в режиме реального времени | Регистрация данных процесса |
| Выход готовой продукции | Стандарт ГД&Т | Лазерный трекер | ±0,15 мм | Отчет о проверке готовой продукции |
Специальная служба отслеживания
Для долгосрочного сотрудничества с OEM-производителями мы предоставляем специальные услуги по отслеживанию для повышения стабильности цепочки поставок. Практики включают в себя:
- Система цифровой прослеживаемости: создание комплексной системы с уникальным кодом отслеживания для каждой партии компонентов, позволяющей получать данные в режиме реального времени на каждом этапе .
- Специальное обслуживание клиентов: Предоставление долгосрочным клиентам учетных записей системы отслеживания, чтобы они могли в любое время получить доступ к данным обработки для каждой партии и, таким образом, устранить «слепые зоны» качества.
- Дополнительный контроль аэрокосмического класса: Аутсорсинг неразрушающего контроля для добавления деталей из листового металла аэрокосмического класса — это метод, используемый для удовлетворения требований глобальных сборочных линий OEM .
Мы проводим неразрушающий контроль Детали из листового металла аэрокосмического класса а также предоставить долгосрочным клиентам специальные учетные записи для отслеживания, которые поддерживают контролируемое и отслеживаемое качество.
Как многоосная обработка решает задачу формовки сложных деталей из листового металла?
OEM-запчасти с каждым днем становятся все сложнее и сложнее. сложные детали из листового металла для него характерны такие вещи, как изогнутые поверхности и скошенные отверстия. Очевидно, что традиционные методы обработки довольно легко создают вторичные ошибки зажима, и это то, от чего полностью избавляется наша технология многоосной обработки.
Многоосевое обрабатывающее оборудование и программирование
Объединив использование пятиосевая лазерная резка и прецизионных гибочных устройств с экспертным программированием CAM, мы способны полностью исключить вторичные ошибки зажима как с точки зрения оборудования, так и с технологической точки зрения. Преимущества заключаются в следующем:
- Пятиосное обрабатывающее оборудование: имеет возможность выполнять обработку в нескольких разных направлениях, способно непосредственно обрабатывать изогнутые поверхности и скошенные отверстия без выполнения нескольких операций зажима , поэтому ошибки зажима не возникают.
- Оптимизация программирования CAM: становится инструментом, который точно планирует траекторию обработки, устраняя вторичные ошибки зажима и в то же время уменьшая окисление в зоне термического влияния , что означает, что точность формовки обеспечивается.
Оптимизация адаптации материалов
Параметры защитных газов были подобраны в соответствии с различными свойствами материалов, чтобы гарантировать качество реза и точность формовки. Измеренные данные:
| Тип материала | Защитный газ | Скорость потока (л/мин) | Шероховатость реза (Ra/мкм) | Ширина зоны термического влияния (мм) |
| Титановый сплав | Аргон | 25-30 | 1.2 | 0,15 |
| Высокопрочная сталь | Азот | 20-25 | 1,5 | 0,2 |
| Нержавеющая сталь 316L | Аргон + Азот | 18-22 | 1.0 | 0,12 |
| Т6 Алюминий | Азот | 15-20 | 1,8 | 0,25 |
Как прецизионное металлическое прототипирование обеспечивает точность данных при быстрых итерациях?
На этапе исследований и разработок OEM-клиентам часто приходится вносить множество изменений в быстрой последовательности при создании продукта. точное прототипирование металла части. Качество данных прототипа может стать решающим фактором успешного массового производства . Многим клиентам приходится тратить много времени и средств на отладку пресс-формы из-за отклонений в данных.
Модель прототипирования с замкнутым контуром
В основе нашей услуги быстрого прототипирования лежит модель замкнутого цикла «быстрое прототипирование – обратная связь по данным – оптимизация процесса», и ее шаги заключаются в следующем:
- Быстрое прототипирование: с помощью автономного отдела прототипирования мы можем быстро завершить работу, чтобы удовлетворить потребность в высокочастотных итерациях.
- Обратная связь по данным: мы отслеживаем характер деформации прототипов с помощью измерений высокого уровня, регистрируем основные параметры (например, К-фактор) и предоставляем предложения по компенсации.
- Оптимизация процесса: мы улучшаем процесс в соответствии с данными прототипа, предвидим проблемы массового производства и подтверждаем соответствие данных прототипа и данных массового производства.
Основная технологическая поддержка
Когда имеешь дело ссложные гибочные прототипы Мы используем полномасштабную технологию моделирования пресс-форм для выявления возможных проблем массового производства. Действительно, на практике было доказано, что эта модель сокращает время отладки пресс-формы более чем на 50 %, а цикл разработки продукта — на 30 %, сохраняя при этом согласованность данных.
Если вы столкнулись с такими проблемами, как частые итерации прототипа и неточные данные, вы можете связаться с нашими техническими экспертами для бесплатной оценки точного металлического прототипа или загрузить руководство по прототипированию.

Рис. 3. Несколько рядов одинаковых блестящих металлических деталей точно выровнены на промышленных конвейерах завода.
Как оптимизация конструкции листового металла может снизить вес и стоимость деталей?
Материалы и время обработки в значительной степени влияют на стоимость приобретения высококачественных OEM-компонентов. оптимизация конструкции листового металла Схема может обеспечить снижение веса и затрат при одновременном повышении прочности конструкции за счет оптимизации конструкции.
Оптимизация структурной топологии
Этот метод лежит в основе снижения веса и стоимости производства конструкций. Мы конвертируем многокомпонентные сварные детали в цельную штампованную и изогнутую деталь , тем самым уменьшая количество сварочных станций и уменьшая потери материала.
После их использования заказчиком из аэрокосмической отрасли процент использованных материалов увеличился с 75% до 92%, а стоимость одной единицы снизилась на 18%, хотя стабильность конструкции еще больше повысилась.
Усиление конструкции ребер
Грамотно спроектировав ребро жесткости, можно сделать компонент одновременно более прочным и легким, не увеличивая при этом толщину материала. Вот некоторые факты:
- Повышенная прочность: можно повысить прочность компонента на изгиб на 30 %, что достаточно для удовлетворения стандартов производительности, требуемых высокопроизводительными OEM-производителями.
- Снижение веса и стоимости: возможность снижения веса на 15 %, что немедленно влияет на снижение стоимости сырья, а также на сокращение продолжительности обработки .
- Индивидуальная оптимизация: позволяет клиентам прозрачно рассчитывать использование материалов и время обработки и, следовательно, снижает средние затраты на закупки на единицу продукции на 15–25%.
Как контролировать сварочное напряжение при производстве нержавеющей стали, чтобы предотвратить деформацию?
Во время сварки листового металла из нержавеющей стали 304 и 316L довольно легко возникает концентрация напряжений, в результате чего деталь деформируется и меняет форму , сборка перестает быть точной. Это действительно является серьезной проблемой для OEM-клиентов, заказывающих услуги по изготовлению нержавеющей стали .
Процесс импульсной лазерной сварки
Основным методом управления сварочным напряжением является импульсная лазерная сварка. Небольшое изменение параметров может снизить уровень стресса. Ниже приводится деталь:
- Точный контроль погонной энергии при сварке в диапазоне от 80 до 120 Дж/мм может минимизировать зону термического влияния и снизить напряжение.
- Эксперименты показывают, что уровень напряжения при импульсной сварке составляет менее 60% по сравнению с традиционной сваркой , что предотвращает коробление и деформацию.
- При подаче тепла 90 Дж/мм проплавление нержавеющей стали 316L составило 2,5 мм без значительной деформации.
Оптимизация оснастки и сварки
Благодаря индивидуальному оснащению и оптимизации схемы сварных швов удалось снять сварочное напряжение, обеспечив точность и стабильность компонентов. Меры заключаются в следующем:
- Крепления для инструментов по индивидуальному заказу: компоненты фиксируются в соответствии с конструкцией во время сварки, чтобы обеспечить равномерное снятие напряжения и отсутствие чрезмерного локального напряжения.
- Оптимизация схемы сварных швов: благодаря сварке в шахматном порядке и сегментации обеспечивается плоскостность длинных пролетов. тонкие пластинчатые детали контролировалась в пределах 0,2 мм/м , внешний вид и эксплуатационные характеристики были гарантированы.
Практический пример производства LS: разработка сложных компонентов из листового металла в высоком вакууме
В высокопроизводительных OEM-производителях компоненты с высоковакуумной полостью очень трудно обрабатывать, а требования к точности сварки, постоянству изгиба и герметичности очень строгие. Нам удалось решить эти проблемы заказчика полупроводникового оборудования и значительно повысить производительность.
Проблемы клиентов
При попытке изготовления сложных компонентов из листового металла с полостью высокого вакуума 316L первоначальный поставщик клиента не смог контролировать постоянство внутреннего радиуса изгиба.
Так в сварных швах были обнаружены мельчайшие трещинки, скорость утечки гелия была очень высока — более 110 Пам/с, а выход готовой продукции — менее 65% . Кроме того, компания тратила много сырья, сроки поставки были очень долгими, а убытки составляли почти 150 000 долларов в месяц.
Производственное решение LS
- Во-первых, мы повторно откалибровали параметры пружинения нержавеющей стали 316L, проведя оптимизацию конструкции листового металла. Основываясь на более ранних данных о характеристиках материала, мы переработали процесс гибки, тщательно выдерживая допуск внутреннего радиуса изгиба на уровне 0,1 мм, чтобы можно было эффективно герметизировать полости соединений.
- В то же время мы обновились до роботизированная прецизионная лазерная сварка , отслеживая тепловой баланс сварки в режиме реального времени и регулируя тепловложение при сварке в диапазоне 80-100 Дж/мм. Наряду с использованием приспособлений, изготовленных по индивидуальному заказу, этот подход гарантировал равномерное снятие напряжения во время многоточечной сварки, что позволяет избежать микротрещин.
- Кроме того, мы изменили схему расположения линий сварки и перешли на шахматную сварку, чтобы еще больше повысить герметичность сварных швов. Сварка всех компонентов выполнялась в соответствии со стандартами ASTM A967.
Результаты и преимущества:
Переработка сложные детали из листового металла привело к тому, что вакуумная герметизация прошла испытание в 100% случаев, с утечкой гелия на уровне 5×10⁻¹⁰ Па·м³/с или менее , что намного лучше стандартов заказчика. Допуски сборки были увеличены с 0,3 мм до 0,08 мм, чтобы удовлетворить потребности сборки.
Благодаря этим изменениям в процессе заказчику удалось сократить время вторичного шлифования на 30 % и снизить себестоимость обработки за штуку на 22 %, что позволило сэкономить почти 1,8 миллиона долларов США в год и обеспечить своевременную реализацию проекта.
Этот случай демонстрирует нашу способность точно решать проблемы сложной обработки листового металла и создавать реальную ценность. Если вы столкнулись с аналогичными проблемами, отправьте свои требования, чтобы получить индивидуальные решения и бесплатное предложение.

Часто задаваемые вопросы
Вопрос 1: Каково наименьшее соотношение диаметра отверстия и толщины листа при прецизионной обработке листового металла LS Manufacturing?
При изготовлении листового металла по индивидуальному заказу прецизионная волоконная лазерная резка на сегодняшний день является наиболее распространенным методом, позволяющим обеспечить соотношение диаметра отверстия и толщины листа 1:1 . Однако для некоторых специальных материалов соотношение 0,8:1 может быть достигнуто, что позволяет удовлетворить требования большинства OEM-производителей.
Вопрос 2: Как обеспечить позиционные допуски очень больших и сложных деталей из листового металла?
Большая портальная КИМ с ЧПУ используется для полноразмерного трехмерного контроля вместе с калибровкой в реальном времени с помощью лазерного трекера. Позиционный допуск критических монтажных отверстий ограничен 0,15 мм, поэтому обеспечьте точность сборки.
Вопрос 3: Добавляете ли вы плату за аудит листового металла DFM (Design for Metal)?
Абсолютно нет, аудит DFM является частью общего процесса котирования, и за него не взимается дополнительная плата. Они помогают разрабатывать наиболее экономически эффективные решения , а также активно избегать производственных рисков.
В4: Включаете ли вы электрополировку или пассивацию в свои услуги по изготовлению нержавеющей стали?
Мы предоставляем услуги травления и пассивации в соответствии с ASTM A967, а также предлагаем зеркальную электрополировку со значением шероховатости поверхности Ra 0,2 мкм для соответствия различным стандартам качества поверхности.
Вопрос 5: Как вы справляетесь с заказами на точное изготовление металлических прототипов со сложными функциями гибки?
У нас есть отдельный цех прототипирования и центр многоосной гибки . После полномасштабного моделирования пресс-формы мы получаем детальный контроль над процессами и, следовательно, обычно можем выполнить сложные заказы на прототипы в течение 3-5 рабочих дней, обеспечивая при этом целостность данных.
Вопрос 6: По какой причине рекомендуется оптимизировать конструкцию листового металла перед массовым производством?
Наряду с повышением эффективности использования сырья оптимизация конструкции листового металла также помогает сократить количество сварочных станций, сократить время цикла, повысить прочность конструкции и снизить долгосрочные затраты на закупки . Все вышеперечисленное способствует успеху массового производства.
В7: Какой тип отчета по контролю качества вы предоставляете для прецизионных OEM-компонентов?
Чтобы обеспечить отслеживание качества, мы предоставляем различные отчеты об испытаниях и проверках, включая испытания толщины пленки MTR FAIR, отчеты об испытаниях в солевом тумане и отчеты о неразрушающих испытаниях третьих сторон.
Вопрос 8: Поддерживает ли служба прецизионного изготовления листового металла сварку смешанных материалов?
Конечно, у нас есть разные варианты технологий сварки разнородных металлов . Например, мы можем производить лазерную пайку меди с нержавеющей сталью или алюминия с нержавеющей сталью, чтобы выполнить сложные проектные требования OEM.
Краткое содержание
Точность изготовления листового металла напрямую влияет на качество высококачественных OEM-компонентов. Выбор надежного партнера становится незаменимым, когда речь идет о массовом производстве и экономической эффективности.
Обладая передовым технологическим оборудованием и строгим управлением, LS Manufacturing поможет вам преодолеть производственные ограничения и предоставит вам существенную поддержку.
Если ваша прецизионная конструкция из листового металла имеет проблемы с допуском и стоимостью, вы всегда можете обратиться к техническим экспертам LS Manufacturing за наиболее подходящим решением. Загрузите файл STEP или DXF прямо сейчас и получите бесплатное ценовое предложение вместе с комплексным анализом, который поможет вам воплотить в жизнь лучшие инженерные идеи в течение 24 часов.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


