精密板金加工サービス大量生産にわたってコンポーネントの安定性を保証するため、ハイエンド OEM サプライ チェーンの主力となっています。
部品がより複雑になると、特にサプライヤーが初期段階で設計エラーを特定できなかった場合、処理上の問題が頻繁に発生します。にヘルプLS Manufacturing では、ラインでの一貫した品質の生産に役立つ詳細な仕様を提供しています。
8 つの主要なテクノロジを使用すると、各フェーズに関連する主要なリスク、つまり、何が問題になる可能性があるか、ラインが減速し始める前でもそれを防ぐ方法を評価できます。ラインの遅延や最終製品の廃棄を回避することで、大幅なコスト削減が達成できます。
OEM 向けの板金製造の効率的な大量生産: 主要な回答のクイック リスト
| コア要件 | 解決 | 主要なデータ | 顧客のメリット |
| ミクロンレベルの公差制御 | フルクローズドループCNCシステム + LAMS補償 | 公差±0.05mm | 厳格な医療/OEM規格に準拠しています。 |
| 規格外の特殊形状構造物加工 | FMSフレキシブルマシニングユニット | 金型コストを 50% 削減 | 少量の注文でも高い ROI。 |
| 複雑な曲げ干渉防止 | DFM ガイドライン + 3D シミュレーション | 収率が 35% 向上 | 量産の手戻りロスを削減します。 |
| ステンレス溶接反り防止 | パルスレーザー溶接+ カスタムフィクスチャ | 平面度0.2mm/m | 密閉性と機械的性能を確保します。 |
| プロトタイプの迅速な反復 | クローズドループプロトタイピング + K-Factor 補償 | デバッグ時間を 50% 節約 | 新製品の研究開発サイクルを短縮します。 |
この記事はあなたの主な問題についてです。 8 つの主要テクノロジーがリストされています。次に、データと実際の例を組み合わせて、大量生産の問題を克服するのに役立ちます。 LS Manufacturing は、板金製造のための実用的なソリューションを提供します。
なぜCh ooose LS 製造業向け精密板金加工サービス?
大手 OEM の 1 つとして、貴社の世界的な競争力を決定するいくつかの要因は、板金の製造の安定性、精度、価格効率です。
精密板金加工で15年の経験を持つLSマニュファクチャリングが、高度な専門性を備え、長期にわたる信頼できるサポートを提供する最適な選択肢です。 LS Manufacturing を選択した場合、部品は以下に準拠します。 ISO 13485 医療グレードの規格グローバルな OEM 要件を満たします。
板金製造精度を高める当社の完全閉ループ CNC システムにより、公差を 0.05 mm 以内に正規化し、精密キャビティ加工の問題を解決して部品の歩留まりを 72% から 99.8% に向上させることができます。この再加工コストの節約により、年間約 100,000 ドルを節約できます。
当社のカスタムシートメタル製造の柔軟なソリューションは、小ロットオーダーの金型投資のプレッシャーを回避するのに役立ちます。ある航空業界の顧客がこれを採用したところ、初期金型コストが 60% 削減され、初期 ROI が 45% 増加しました。当社のサービスは次のとおりですASTM A653規格安定した材料特性と加工精度を確保し、発生源からのリスクを回避します。
当社はサプライチェーンの安定性に対するお客様のニーズを十分に認識しており、全プロセスのデジタルトレーサビリティシステムを確立しています。各リンクは追跡可能であり、Cpk 値は 1.33 以上で安定しているため、制御可能なサプライ チェーンと追跡可能な品質の実現に役立ちます。
当社を選択するということは、正確な加工サービスを受けるだけでなく、潜在的な量産リスクを積極的に軽減する、パーソナライズされた DFM 最適化アドバイスを受けることを意味します。今すぐ当社の技術専門家に無料の板金製造プロセス評価を依頼し、カスタマイズされたコスト最適化ソリューションを利用してください。

精密板金製造サービスはどのようにしてマイクロメーターの公差を保証するのでしょうか?
精密部品を含む医療機器は非常に正確な公差を維持する必要があり、ほんのわずかな偏差でも機械の機能に影響を与えたり、最悪の場合は安全上の問題につながる可能性があります。精密板金製造サービスの主な利点は、さまざまな段階での公差の優れた制御にあります。
- 完全閉ループ CNC システム:スタンピングと加工に完全閉ループ CNC システムを採用しています。 レーザー切断機、リアルタイムのフィードバックと処理データの自動調整を提供します。これが、スタンピングとカットの公差が 0.05 mm という非常に安定した範囲内にあることを保証できる理由です。この誤差は非常に小さく、人間の髪の毛の太さよりもさらに小さいのです。
- 材料の厚さの偏差の補正:さまざまなバッチで材料の厚さの偏差を測定することにより、曲げ精度の非線形効果を打ち消すために事前に加工パラメーターを変更するのに役立つ特別な補正データベースを構築します。
- レーザー角度測定システムのキャリブレーション: LAMS の助けを借りて、チェックと補正を行います。曲げ角度スプリングバックが連続的に発生するため、T6アルミニウムの曲げ角度誤差は0.5以内に抑えられます。
これらの対策により、医療コンポーネントが業界の許容基準を満たしていることが保証され、組み立ての失敗が防止されます。詳細については、精密板金製造サービスのホワイト ペーパーをダウンロードするか、無料の公差評価についてエンジニアにお問い合わせください。

図 1: 技術者はデジタル マイクロメーターを使用して、作業台上の金属部品を正確に測定します。
カスタム板金製造で不規則な部品の金型コストを回避するにはどうすればよいですか?
OEM 顧客は、少量バッチ、多種類の非標準および不規則な板金部品を扱う場合、金型コストの問題に直面する可能性があります。柔軟な処理機能により、カスタム板金製作がこの問題の主な解決策です。
フレキシブルマニュファクチャリングユニット(FMS)
CNC タレットパンチプレスとファイバーレーザー複合加工技術を統合した柔軟な製造システムを使用することで、従来の金型が不要になります。利点は次のとおりです。
- 一体成形:専用の金型を必要とせず、皿穴、ルーバー、押し出しタップ加工を直接一体加工できるため、工程数の削減と効率化が図れます。
- 小ロット・多品種対応:金型を変更することなく、各工程のパラメータを迅速に変更できるため、納期の大幅な短縮につながります。
2 つの処理ソリューションの ROI の比較
利点を明確に示すために、従来の金型製造ソリューションと LS フレキシブル製造ソリューションの投資収益率 (ROI) を以下の表で比較します。
|
処理計画 |
金型コスト (USD) |
単位処理コスト (USD) |
1000 ユニットの総コスト (USD) |
配送サイクル (日) |
|
従来の型開き計画 |
8,000~12,000 |
1.2 |
9,200~13,200 |
25-30 |
|
LSマニュファクチャリングの柔軟な加工プラン |
0 |
1.8 |
1,800 |
7-10 |
板金設計用の DFM はどのようにして曲げ部品の干渉を防ぐことができますか?
量産中は、複雑な曲げ部分、限られたスペースに金型が侵入することによって引き起こされる物理的な干渉は、効率に影響を与え、部品のスクラップにつながる可能性があります。板金設計基準の DFM を使用すると、このリスクをソースから回避できます。
曲げシーケンスの最適化
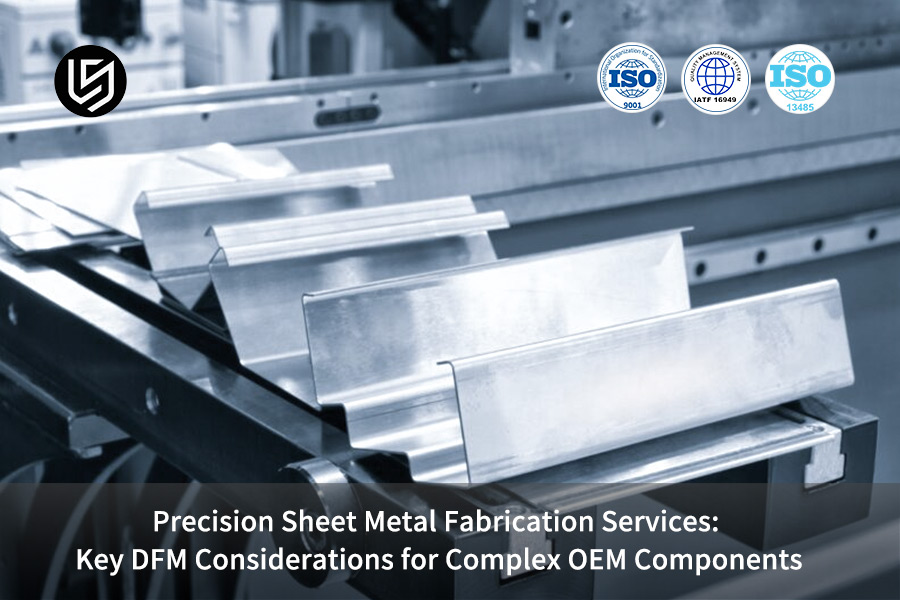
曲げシーケンスの間違いは干渉の大きな原因となります。 3Dシミュレーションソフトを用いて曲げ工程を再現し、 「内側から外側、小から大」という理想的な順序を設定することで、金型と曲げ部分の衝突をなくします。
構造設計の最適化
慎重に設計を作成すると、干渉の可能性が減り、同時に歩留まりも向上する可能性があります。私たちが講じた主な措置には次のようなものがあります。
- 最小曲げエッジ制限: 1.5t ~ 2.0t 標準 (t = 材料の厚さ) に基づいて、最小曲げエッジを指定する独自のパラメーター テーブルを用意しています。曲げ刃寸法曲げや干渉を防ぐために、厚さの異なるさまざまな材料を使用します。
- 加工穴の設計:曲げの交差点に加工穴を配置することで、応力集中を取り除くだけでなく、成形ツールに十分なクリアランスを与えます。さらに、この方法により、干渉の可能性が 90% 減少し、量産歩留まりが 35% 増加します。
また、曲げ精度と効率のバランスをとるために半径(R)角度も微調整します。無料の DFM (Design for Sheet Metal) 設計レビューについては、図面を送信してください。最適化の提案が 24 時間以内に提供されます。
図 2: 板金部品の 3D モデルは、工場内での干渉を防ぐための正しい曲げ設計と誤った曲げ設計を示しています。
OEM向けの板金製造においてトレーサブルなQCを確立するにはどうすればよいですか?
長期にわたる OEM コラボレーションの中核となる要件は、サプライ チェーンの安定性と品質のトレーサビリティです。核となる競争力板金加工OEM にとって、バッチ品質の変動を避けるために、プロセス全体を通じて完全に追跡可能な品質管理システムを確立することは重要です。
完全なプロセス品質管理
当社の品質管理は処理フロー全体に及び、各段階で明確な基準と手順が定められています。
| 品質段階 | 試験規格 | 試験装置 | 制御精度 | トレーサビリティ方法 |
| 原材料の輸入 | 材料証明書 (MTR) | 分光計 | 組成誤差 ±0.01% | 原料バッチ番号 |
| 最初の商品検査 | FAI規格 | 三次元測定機 | ±0.02mm | 第一次物品検査報告書 |
| プロセス監視 | Cpk≧1.33 | オンライン試験システム | リアルタイムのフィードバック | プロセスデータの記録 |
| 完成品の出荷 | GD&T規格 | レーザートラッカー | ±0.15mm | 完成品検査報告書 |
専用トレーサビリティサービス
長期的な OEM コラボレーションのために、サプライ チェーンの安定性を高めるための専用のトレーサビリティ サービスを提供します。実践には次のことが含まれます。
- デジタル トレーサビリティ システム:コンポーネントのバッチごとに固有のトレーサビリティ コードを備えた完全なシステムを作成し、各段階でリアルタイムでデータを取得できるようにします。
- 専用の顧客サービス:長期顧客にトレーサビリティ システム アカウントを提供し、いつでも各バッチの処理データにアクセスできるようにし、品質の死角を排除します。
- 航空宇宙グレードの追加検査:航空宇宙グレードの板金部品の追加のための非破壊検査のアウトソーシングは、OEM の世界的な組立ライン要件を満たすために使用される方法です。
当社では非破壊検査を行っております。航空宇宙グレードの板金部品また、長期顧客に専用のトレーサビリティ アカウントを提供し、管理可能で追跡可能な品質をサポートします。
多軸加工は複雑な板金部品の成形をどのように解決しますか?
OEM 部品は日々ますます複雑になっており、複雑な板金コンポーネント曲面や面取りされた穴などが特徴です。明らかに、従来の加工方法では二次的なクランプ誤差が非常に簡単に発生しますが、これは当社の多軸加工技術によって完全に排除されます。
多軸加工装置とプログラミング
の使用を統合することで、 5軸レーザー切断および専門的な CAM プログラミングを備えた精密曲げユニットにより、設備と技術の両方の観点から二次的なクランプ誤差を完全に排除することができます。利点は次のとおりです。
- 5軸加工機:複数の異なる方向から加工を行うことができ、複数のクランプ操作を行わずに曲面や面取り穴を直接加工できるため、クランプ誤差が発生しません。
- CAMプログラミング最適化:加工経路を正確に計画するものとなり、二次クランプ誤差ゼロを達成すると同時に、熱影響部の酸化を低減し、成形精度を確保します。
材料適応の最適化
保護ガスのパラメータは、切り口の品質と成形精度を保証するために、材料のさまざまな特性に応じて調整されました。測定されたデータは次のとおりです。
| 材質の種類 | 保護ガス | 流量(L/min) | カーフ粗さ (Ra/μm) | 熱影響部幅(mm) |
| チタン合金 | アルゴン | 25-30 | 1.2 | 0.15 |
| 高張力鋼 | 窒素 | 20-25 | 1.5 | 0.2 |
| 316L ステンレス鋼 | アルゴン + 窒素 | 18-22 | 1.0 | 0.12 |
| T6アルミニウム | 窒素 | 15-20 | 1.8 | 0.25 |
精密金属プロトタイピングはどのようにして高速反復でデータの精度を保証しますか?
研究開発段階では、OEM 顧客は多くの場合、製品を作成する際に多くの変更を立て続けに行う必要があります。精密金属試作部品。プロトタイプ データの品質は、量産を成功させるための決定的な要素となります。多くのお客様は、データの逸脱により、金型のデバッグに時間と費用がかかることになります。
クローズドループプロトタイピングモデル
当社のラピッドプロトタイピングサービスの基本は、「ラピッドプロトタイピング - データフィードバック - プロセスの最適化」の閉ループモデルであり、その手順は次のとおりです。
- ラピッドプロトタイピング:自律的なプロトタイピング部門により、高頻度の反復の需要に応じて作業を迅速に完了できます。
- データ フィードバック:高レベルの測定によってプロトタイプの変形パターンを監視し、主要なパラメーター (K ファクターなど) をログに記録し、補償のための提案を提供します。
- プロセスの最適化:試作データに基づいてプロセスを改善し、量産の問題を予測し、試作データと量産データの一致を確認します。
コアテクノロジーのサポート
対処するときは複雑な曲げプロトタイプ、本格的な金型シミュレーション技術を採用し、量産時に発生する可能性のある問題を特定します。実際、このモデルは、データの一貫性を維持しながら、金型のデバッグ時間を 50% 以上短縮し、製品開発サイクルを 30% 短縮することが実際に証明されています。
頻繁なプロトタイプの反復や不正確なデータなどの問題に直面している場合は、当社の技術専門家に無料で精密な金属プロトタイピングの評価を依頼するか、プロトタイピング ガイドをダウンロードしてください。

図 3: 複数の同一の光沢のある金属部品が工場内の工業用コンベヤー上に正確に整列されています。
板金設計の最適化により重量と部品コストをどのように削減できるでしょうか?
材料と処理時間は、ハイエンド OEM コンポーネントの購入コストに大きく影響します。の板金設計の最適化構造の最適化により構造強度を向上させながら、軽量化とコスト削減を実現します。
構造トポロジーの最適化
この方法は、構造物の製造における重量とコストの削減の中核を成します。変換します多部品溶接コンポーネント一体型の打ち抜き加工と曲げ加工により、溶接ステーションの数が減り、材料の無駄が削減されます。
航空宇宙産業の顧客による使用後、構造の安定性がさらに強化されたにもかかわらず、使用される材料の割合は75% から 92% に増加し、 1 ユニットあたりのコストは 18% 低下しました。
リブ設計の強化
強化リブを巧みに設計することで、材料の厚さを増やすことなく、コンポーネントの強度と軽量化を同時に実現できます。事実の一部は次のとおりです。
- 強度の向上:コンポーネントの曲げ強度を 30% 高めることが可能であり、ハイエンド OEM が要求する性能基準を満たすのに十分です。
- 重量とコストの削減:重量を 15% 削減でき、原材料コストの削減と加工時間の短縮に即効性があります。
- オーダーメイドの最適化:顧客が材料の使用量と処理時間を透過的に計算できるため、平均調達単価が 15% ~ 25% 削減されます。
ステンレス鋼製造サービスにおける溶接応力を制御して反りを防ぐにはどうすればよいですか?
304 および 316L ステンレス鋼板金の溶接中に、応力集中が非常に簡単に発生し、コンポーネントが歪んだり形状が変化したり、アセンブリが正確でなくなります。 OEM を注文する顧客にとって、これは本当に大きな懸念事項です。 ステンレス鋼製作サービス。
パルスレーザー溶接プロセス
溶接応力を管理するための中心的な方法はパルス レーザー溶接です。パラメータをわずかに変更するだけで、ストレス レベルを下げることができます。詳細は次のとおりです。
- 溶接入熱を 80 ~ 120 J/mm の間で正確に制御することで、熱影響部を最小限に抑え、応力を軽減できます。
- 実験では、パルス溶接の応力レベルが従来の溶接と比較して 60% 未満であるため、反りや変形が防止されることが実証されています。
- 90J/mmの入熱時、316Lステンレス鋼の溶け込みは2.5mmで大きな変形はありませんでした。
ツーリングと溶接の最適化
カスタマイズされたツールと溶接レイアウトの最適化により、溶接応力が解放され、コンポーネントの精度と安定性が確保されます。対策は以下の通りです。
- カスタマイズされた工具固定具:応力が均一に解放され、過度の局所的な応力が発生しないように、溶接中にコンポーネントは構造設計によって固定されます。
- 溶接レイアウトの最適化:千鳥状に分割した溶接により、ロングスパンの平坦性を実現薄板部品0.2mm/m以内に管理し、外観と性能を両立させました。
LS Manufacturing のケーススタディ: 高真空複合板金コンポーネントの開発
ハイエンド OEM 分野では、高真空キャビティ部品の加工は非常に難しく、溶接精度、曲げの一貫性、シールの要件が非常に厳しくなります。当社は、半導体装置顧客のこうした課題を解決し、大幅な歩留まり向上を実現しました。
顧客の問題
316L 高真空キャビティの複雑な板金コンポーネントを作成しようとしたとき、顧客の元のサプライヤーは曲げ内径の一貫性を制御できませんでした。
そのため、溶接部に小さな亀裂が見つかり、ヘリウム漏洩率は 110 Pam/s を超える非常に高く、最終製品の歩留まりは 65% 未満でした。さらに、同社は大量の原材料を無駄にしており、納期は非常に長く、損失は月あたりほぼ 15 万ドルに達していました。
LS製造ソリューション
- まず、板金設計の最適化を実行して、316L ステンレス鋼のスプリングバック パラメータを再調整しました。以前の材料性能データに基づいて、キャビティ接合部を効果的にシールできるように、曲げ内径公差を 0.1 mm に細心の注意を払って維持しながら、曲げプロセスを再検討しました。
- 同時に、次のようにアップグレードしました。ロボット精密レーザー溶接、リアルタイムで溶接熱バランスを追跡し、溶接入熱を 80 ~ 100J/mm の範囲に調整します。カスタマイズされた治具の使用に加えて、このアプローチにより、多点溶接全体にわたって応力が均一に解放されることが保証され、マイクロクラックが回避されました。
- それに加えて、溶接ラインのレイアウトを再配置し、千鳥溶接作業に切り替えて溶接シールをさらに強化しました。すべてのコンポーネントの溶接はASTM A967 規格に従って実行されました。
結果と利点:
再加工複雑な板金コンポーネントこれにより、真空シールは 100% の確率でテストに合格し、ヘリウム漏れは 5×10⁻¹⁰ Pa・m³/s 以下のレベルとなり、顧客の基準よりもはるかに優れています。組立てのニーズを満たすために、組立公差を 0.3mm から 0.08mm に厳しくしました。
これらのプロセスの変更により、お客様は二次研削時間を 30% 短縮し、1 個あたりの加工コストを 22% 削減することに成功しました。これにより、年間約 180 万ドルを節約し、プロジェクトを予定どおりに納品できるようになりました。
この事例は、複雑な板金加工における問題点を正確に解決し、真の価値を生み出す当社の能力を実証しています。同様の課題に直面した場合は、要件を送信して、カスタマイズされたソリューションと無料の見積もりを入手してください。

よくある質問
Q1: エルエスマニュファクチャリングの精密板金加工の最小穴径と板厚の比率はどれくらいですか?
カスタムの板金製造では、穴の直径と板の厚さの比率が 1:1 になるようにするには、精密ファイバー レーザー切断が最も一般的な方法です。ただし、一部の特殊な材料では 0.8:1 の比率を達成できるため、ほとんどの OEM の要件を満たすことができます。
Q2: 非常に大きく複雑な板金部品の位置公差をどのように維持しますか?
大型 CNC ガントリー CMM は、レーザー トラッカーによるリアルタイム キャリブレーションとともに 3D フルサイズ検査に利用されます。重要な取り付け穴の位置公差は 0.15mm に制限されているため、組み立ての精度が保証されます。
Q3: DFM (Design for Metal) 板金監査には追加料金がかかりますか?
決してそうではありません。DFM 監査は見積もりプロセス全体の一部であり、追加料金は請求されません。これらは、最もコスト効率の高いソリューションの開発に役立ち、また、予防的な方法で製造リスクを回避することもできます。
Q4: ステンレス鋼製造サービスには電解研磨または不動態化処理が含まれていますか?
当社では、ASTM A967に準拠した酸洗および不動態化サービスを提供しており、さまざまな表面品質基準を満たす表面粗さ値Ra 0.2μmのミラー電解研磨も提供しています。
Q5: 複雑な曲げ加工を伴う精密金属試作の注文の場合、どのように管理しますか?
当社には、独立した試作ワークショップと多軸曲げセンターがあります。フルスケールの金型シミュレーションの後、プロセスを詳細に制御できるため、データの整合性を確保しながら、通常 3 ~ 5 営業日で複雑なプロトタイプの注文を完了できます。
Q6: 量産前に板金設計の最適化を推奨する理由は何ですか?
板金設計の最適化は、原材料の利用効率の向上に加えて、溶接ステーションの数の削減、サイクルタイムの短縮、構造強度の強化、長期的な調達コストの削減にも役立ちます。上記のすべてが量産の成功に貢献します。
Q7: 精密 OEM コンポーネントに対してどのタイプの QC レポートを提供しますか?
品質のトレーサビリティを確保するために、MTR FAIR 膜厚試験、塩水噴霧試験レポート、第三者による非破壊試験レポートなど、さまざまな試験および検査レポートを提供しています。
Q8: 精密板金加工サービスは異種材料溶接にも対応していますか?
もちろん、異種金属溶接技術のオプションもあります。たとえば、複雑な OEM 設計要件を満たすために、銅とステンレス鋼、またはアルミニウムとステンレス鋼をレーザーろう付けできます。
まとめ
精密板金製造は、ハイエンド OEM コンポーネントの品質に直接影響します。量産性やコストパフォーマンスを考えると、信頼できるパートナー選びが欠かせません。
LS Manufacturing は、高度な技術設備と厳格な管理を備え、お客様の生産限界を克服し、充実したサポートを提供します。
精密板金設計に公差とコストの問題がある場合は、いつでも LS Manufacturing の技術専門家に最適なソリューションを依頼できます。今すぐSTEPまたはDXFファイルをアップロードしてください24 時間以内に最高のエンジニアリング アイデアを実現するのに役立つ包括的な分析を含む無料の見積もりを受け取ります。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


