精密板金加工サービス航空宇宙、医療、通信業界では、幾何学的な制限を課す統合設計により、ますます複雑化に直面しています。これにより、設計上の決定が直面することになります。 OEM の調達管理者はバランスを取るのが難しく、製造業者には異方性や応力緩和のための複雑なモデルがないことが多いため、亀裂やスプリングバックの形成などのリスクにさらされがちです。通常、試行錯誤のプロセスを経ることで効率が低下し、費用がかさむ計画外の遅延が発生しやすくなります。
LS Manufacturing は、この文脈で、高精度の板金製造サービスを提供する上でマルチフィジックス シミュレーションがどのように役割を果たすかを説明します。当社のソリューションは、亀裂やスプリングバックを発生させずに形成に関する重要な問題に対処し、複雑な部品のミクロン精度の公差を維持します。私たちは、リスクと結果の違いを生む前向きなアプローチを提供します。
複雑な形状の形成: 上位 5 つの課題と解決策
| チャレンジ | 精密製造ソリューション |
| 複合曲線と輪郭曲げ | 当社では、3D 補間機能を備えた CNC プレス ブレーキとカスタム ツールを利用して、シート素材から高精度の曲げを生成します。 |
| 薄肉の崩壊とシワ | 内部ではマンドレルを使用しています金属曲げ成形プロセス全体を通して壁のサポートを確保するための操作とシートストック用のカスタムパンチ/ダイ。 |
| 高強度合金のスプリングバック | 当社では、予測ソフトウェアと工具補正技術を使用して材料を過剰に曲げてスプリングバックを考慮し、望ましい最終形状を実現します。 |
| 曲がり付近の機能の歪み | 曲げシーケンスの最適化と精密ツールを考慮して、フィーチャ領域 (穴やスロットなど) を歪み領域から分離します。 |
| 複数の部品にわたるアセンブリの位置合わせ | 当社では、溶接用の適切な固定具とともに、組み立て用の製造コンポーネントに自動位置決め機能 (タブ/スロット、パイロット穴) を組み込みます。 |
| エンジニアリング主導のプロセス | CAD シミュレーション、工具設計、 SPCを統合して、製造開始前に複雑な形状を検証します。 |
| 結果: 形と機能の実現 | 複雑な仕上がり板金部品美的特性と機能的特性の両方を満たした形状。 |
| 結果: シームレスなアセンブリ統合 | 複数の部品からなる複雑なアセンブリがシームレスに組み立てられることを保証し、調整時間を短縮し、高品質の最終製品を保証します。 |
当社は、スプリングバック、薄壁の崩壊、アセンブリの位置合わせの問題など、複雑な板金やチューブの形状を形成する際の最も一般的な問題に対処します。当社の正確な製造プロセスとエンジニアリングベースの方法論により、適切な機能を備えた複雑な設計の製造能力が保証されます。当社は、最も困難な用途に耐えるように設計された、完璧にフィットする信頼性の高いコンポーネントを提供します。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
板金製造サービスでは、統合設計により複雑な形状が実現されるため、航空宇宙、医療、通信製品では通常の限界を超えた精度の必要性が高まっています。 OEM 調達マネージャーは、サービス プロバイダーがまだ古い手法を使用しているため、設計上の考慮事項を犠牲にし、地層の亀裂やスプリングバックなどの欠陥に対処していることに気づきました。ほとんどのメーカーには、コンピューター モデリングによる材料の異方性や応力緩和の解析機能がありません。
この問題に対処するために、LS Manufacturing では精密板金製造プロセスでマルチフィジックス シミュレーションを使用し、金属を切断する前にパフォーマンスを正確にシミュレートしています。複雑な曲げや応力除去プロセスに関しては、もはや未知の要素はありません。難しい合金であってもミクロンレベルの精度を達成することができます。この方法により、問題を完全に回避し、部品がすべての要件を満たすことを保証できます。国際航空宇宙品質グループ(IAQG)およびASTMインターナショナル要件。
健全な科学原則に基づいたプロセス制御を通じて、設計意図と製造能力の間の溝を埋めることで、リスク要因を再現可能な結果に変え、ミッションクリティカルな部品の製造を確実に成功させます。当社は、お客様が期待する結果を確実にもたらすソリューションを提供することに尽力しています。

図 1: 精密板金製造サービスにおける重機ハウジング用の 316L ステンレス鋼をレーザーで溶かします。
エンジニアが深絞りコンポーネントの精密板金製造サービスを優先する必要があるのはなぜですか?
エンジニアは、部品のしわや破損を防ぐという難しいバランスの問題に対処するために、深絞り部品の精密板金製造サービスの重要性を考慮する必要があります。 LS Manufacturingが提供する深絞りプロセスは、クローズドループ ブランクホルダー フォース テクノロジーを通じて適切な材料の流れを提供することにより、革新的なソリューションを提供します。これは、スクラップを最小限に抑えてサイクルを加速しながら、追加の材料セキュリティを提供することを意味します。
動的ブランクホルダー力の最適化
シートの高さと直径の比率が3:1を超えるものは、均質な材料を供給する静圧下ではもはや不可能です。当社の板金製造サービスには、プレスのストローク サイクル内でブランク ホルダーの力を正確に制御できる油圧比例バルブの使用が含まれます。これにより、圧縮力と引張力の最適な組み合わせが実現され、高度な板金加工中央部分にしわを残さずに加工します。
極限環境向けの薄肉化制御
厚さ0.8 mmのステンレス鋼の深絞りプロセス中に不適切に薄化すると、圧力容器の完全性に影響を与える可能性があります。最適な結果を保証するための当社のアプローチの 1 つは、FEA を使用して深絞りプロセスにおける半径方向応力の分布を分析することです。これらの調整により、薄化の程度が15% 未満に制限され、正確な精度が確保されます。 精密板金加工。
プロセスシミュレーションによる欠陥防止
シミュレーションを行わないと、ランダムな応力場の結果として製造プロセスで障害が発生するリスクがあります。当社のシミュレーション プロセスでは、各段階で適切なプロセスが確実に実行されるように、材料のひずみ経路と流れを検出します。これにより推測が不要になり、実行が容易になります。複雑な板金加工非対称プロファイルを使用したプロセス。
運用上のストレスプロファイルでの検証
部品の寿命は、製造後の物理的なパフォーマンスに依存します。当社では、破裂圧力試験と繰り返し疲労試験を使用して深絞り部品を検証し、物理的性能と予測されたシミュレーション性能を比較します。寸法チェックにより物理的な適合性が確認され、組み立て中の品質が保証されます。特殊な板金加工プロセス。
LS Manufacturing では、徹底した物理検証と組み合わせたシミュレーションベースの設計技術を活用し、従来のメーカーでは不可能な高精度の製造プロセスを実現しています。当社のソリューションはすべての推測を排除し、データ分析を使用したプロセス制御を通じて最も要求の厳しいエンジニアリング仕様を一貫して満たす一貫した信頼性の高いコンポーネントを提供します。

複雑な形状の板金成形は高強度合金のスプリングバック問題をどのように管理するのでしょうか?
高強度合金のスプリングバックは、複雑な形状の板金成形、多くの場合、予測できない寸法の不一致が発生し、組み立てプロセスに悪影響を及ぼします。 LS Manufacturing では、スプリングバック効果を補正する正確に校正された予測システムを使用し、複雑な形状でも角度精度が 1 度未満に維持されるようにしています。
材料によって調整されたスプリングバック モデリング
- ロット固有のデータの取り込み:バッチレベルの材料情報の統合: 当社の材料校正済み予測モデルは、認定された HRB 硬度と引張特性をバッチごとに考慮し、スプリングバック レベルを入荷する高強度合金の冶金と相関させます。
- 加工硬化マッピング:数学的方程式により、複雑な曲線を通るひずみ硬化挙動の勾配を計算し、複雑な 3D 形状における不均一な弾性を推定します。
デジタル補正されたツール戦略:
- FEA ガイドによるダイ オフセット: FEA 計算により、ダイの加工前に CAD 表面の補正の正確な負の角度が決定され、スプリングバックを予測してオーバーフォームされたコンピューター生成のダイが作成されます。
- 可変軸補正:複雑な表面の複数軸補正により、正確な最終形状角度±0.5°が得られ、必要な精度が確保されます。厳しい公差の板金製造。
検証済みの閉ループ実行
- インライン計測フィードバック: LS Manufacturing の板金製造サービスでは、プレスのアンロード直後にスプリングバック データを取得するオンライン レーザー測定システムを採用しています。
- アダプティブ システム リファインメント:最初の部品検査でシステムを微調整します。 複雑な板金加工プロセスを完璧にし、徐々に欠陥ゼロの量産に近づいています。
LS Manufacturing によるエンジニアリングに基づいた設計は、材料が曲がる前にスプリングバックを解決するため、組立ラインでの確実性を保証します。 LS Manufacturing による材料科学とシミュレーション最適化の独自の統合により、製造後に調整を行う必要がないことが保証され、これにより、新しいベンチマークが設定されます。 要求の厳しい板金加工。
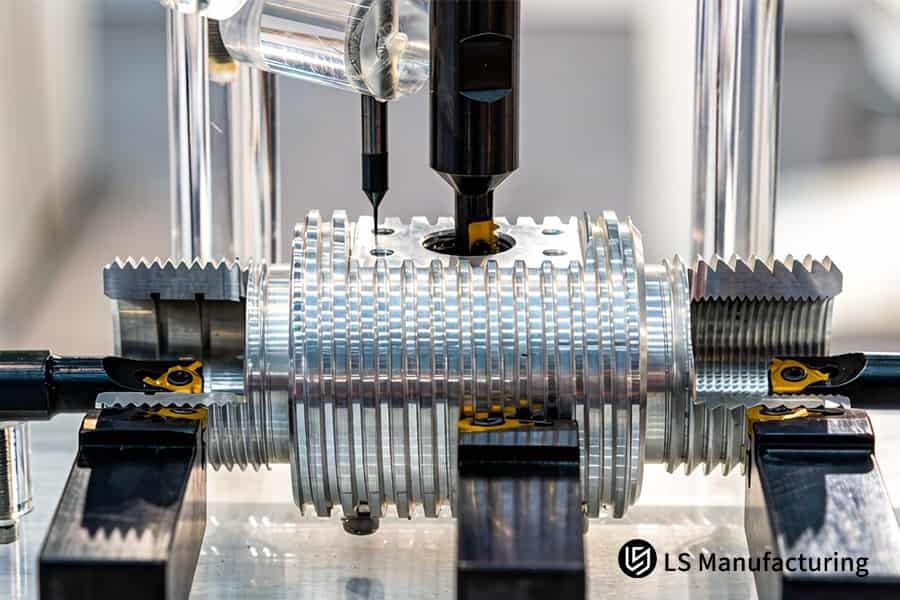
図 2: 航空宇宙構造フレームコンポーネント用の精密ツールを使用した複雑な板金部品の製造。
カスタム板金製造ソリューションは、多軸曲げ干渉を解決する上でどのような役割を果たしますか?
密集した配置で 8 つを超える曲げがある場合、曲げの干渉により重大な問題が生じ、工具の誤動作や寸法の不正確さの危険が生じます。この調査では、LS Manufacturing がどのように使用しているかを実証します。カスタム板金製造ソリューションコンピューターシミュレーションと特別な機械設計を使用して潜在的な衝突を回避し、厳密な板金製造により複雑なシステムの組み立てを最初の試行で完璧に行うことが可能になります。
| チャレンジエリア | 工学的アプローチ |
| 曲げ干渉シミュレーション | 3D 運動学に基づくシミュレーションにより、複雑な板金部品のプログラミング前のパス計画中にツールと部品間の衝突が検出されます。 |
| セグメント化されたツールの導入 | 独自のモジュール式パンチとダイを採用して適切なクリアランスを実現し、完全な U 字型の溝を一度で作成できます。 特注の板金製作プロセス。 |
| 構造安定性管理 | 特別に設計された多軸クランプとサポートを使用して、回転プロセス全体にわたって板金要素の厳密な制御を維持します。高精度板金加工。 |
| 累積的な次元の整合性 | すべての曲げを同時に製造することで、位置公差誤差の累積を防ぎ、合計角度偏差を±0.5°以内に維持します。 |
このエンジニアリング主導の方法により、衝突の脅威を、専用のツール ソリューションを使用してデジタル的に検証された一貫したプロセスに変換することができます。同社は、組み立てプロセスで問題となるような修正や調整を必要とせずに、設計精度を維持しながら複雑な板金部品を製造します。このケースでは、高度なカスタム製造に関する当社の知識と経験が明確に証明されます。
なぜ5G機器の放熱構造に高精度板金成形が不可欠なのか?
5G ネットワークの適切な熱管理には、わずかな幾何学的誤差が重大な熱損失につながるため、フィン間隔がミリメートルのしきい値未満のヒートシンクが必要です。私たちの高精度板金成形このサービスは、毎分 60 サイクルの速度で適切な構造的完全性を保証し、要求の厳しい板金製造中に電子部品が安全な温度内に確実に保たれるようにします。
プログレッシブダイアライメントシステム
0.3mmアルミニウム フィンの場合、標準的なプレス加工によりスキューが生じ、層流の空気の流れが妨げられます。当社の精密板金製造サービスでは、 ±5µm のマイクロパイロットを備えたガイド付き順送りダイを導入し、進行全体にわたってフィンの平行度と直角度を機械的に強化します。この剛性の高いガイドにより、一貫したチャネル形状が確保され、有効表面積が最大化されます。高度なサーマルシートメタル製造。
インライン光学検証
手動観測では高速時のドリフトを監視できません。当社では、 CAD 基準に対して 5 ストロークごとの頻度でフィンの共平面性を測定するビジョン センサーを組み込み、 0.02 mmという小さなドリフトを監視します。プレスの自動調整からのフィードバックにより、欠陥が蓄積されず、当社の有効放熱面積の99%以上を維持します。高信頼性板金加工プロセス。
歪みに強い成形戦略
厚さ0.3 mmのアルミニウム フィンの製造では歪みが生じやすく、層流の乱流を引き起こす可能性があります。板金加工サービス製造中にフィンのアライメントを正確に形成できる±5μmのマイクロパイロットを備えた順送ダイを提供します。これにより、チャネルの一貫した形状が保証され、長期にわたる熱製造プロセスにおいて有効表面積が最適化されます。
熱相関の検証
ベルトコンベア上の製品を手動で検査することは、特にペースの速い作業を扱う場合には効果的ではありません。当社のアプローチには、CAD データに対して 5 回の打撃ごとにフィンの共平面性をサンプリングするインライン ビジョン センサーが含まれており、 0.02 mmほどの小さな偏差を特定します。プレスパラメータの自動制御により欠陥を排除し、当社の製品で99% 以上の有効放熱面積を確保します。パフォーマンスが重要な板金製造。
LS Manufacturing は、インテリジェントなツールと徹底した検証を通じて、厳密な成形と熱機能の完璧なバランスを実現し、本物の製品を表現します。 エンジニアリング主導の板金加工。当社のアプローチは、製造上のばらつきを期待される熱結果に変換し、持続的な負荷の下でヒートシンクが信頼性の高い冷却を提供することを保証し、商品メーカーが太刀打ちできない方法で高価な 5G テクノロジーを保護します。

図 3: 自動車センサー ハウジング用の 6061 アルミニウム プレートの精密加工を監視する作業員。
メーカーは大規模バッチ生産中の板金成形の課題をどのように克服できるでしょうか?
大量生産プロセスにおけるプロセスの変動により、典型的な特徴が強調されます。板金成形の課題寸法のばらつきが生じ、アセンブリの互換性が妨げられます。この問題に対処するために、LS Manufacturing では板金製造サービスにライブ統計的プロセス制御 (SPC)を組み込み、リアルタイム センシングを使用して500,000 個のユニットに対して ±0.05 mmの公差を保証しています。
リアルタイムパラメータモニタリング
- プレス力の追跡:力センサーはサイクルごとにパンチ力/せん断力を測定し、工具の摩耗や材料の変動を示す±1.5%を超える差異がある場合に警告を発します。
- 熱安定化:ダイ面の温度は熱電対を使用して監視されます。熱膨張により隙間が危険にさらされると必ず冷却休憩が設けられます。大量の板金製造。
摩耗予測
- 傾向分析: SPC プログラムは、過去の工具寿命データに基づいて力と温度の傾向グラフを生成し、許容許容値を超えることなく摩耗率を予測します。
- プロアクティブなメンテナンス:計画された工具の研磨または交換は、予測される工具摩耗限界の85%で行われるため、予期せぬダウンタイムを回避し、 ±0.03mm の寸法安定性を維持するためのプロアクティブな計画が可能になります。
適応型プロセス修正
- クローズドループ調整:センサーデータにより、プレス圧力と送り長さをリアルタイムで調整でき、わずか 2 サイクルでプロセスのずれを修正できます。
- 一貫性の強化:ラムの高さと圧力の自動制御により、曲げ角度が一定 ( +/-0.25° ) 維持されます。 大音量自動板金加工。
標準化されたバッチの整合性
- 最初/最後の部品の一致:インライン CMM 検査により、ユニット#1 と #500,000 の幾何学的形状が許容差±0.05 mm以内で一致していることが確認されます。
- 追跡可能な文書: SPC の完全な記録がすべての出荷に提供され、元の設計仕様と比較したバッチ生産の品質を示します。
LS マニュファクチャリングでは、高度に洗練された機器を使用して、大量生産を不確実性の源から確実なエンジニアリング結果に変えます。工業グレードの板金製造。 LS Manufacturing では、SPC 手法を使用してツールの健全性を監視することで、他のアプローチでは事後対応的な性質が原因で不十分な場合でも、サプライ チェーンの完全性を確保します。
医療グレードのチタン製インプラントのエンクロージャーに精密金属成形サービスを選ぶ理由
医療グレードのチタン金属は加工硬化と生体適合性の要件の影響を受けやすいため、狭い半径のエンクロージャの製造が困難になります。 LS Manufacturing では、精密金属成形サービスこれにより、次のように適切な熱処理技術を使用して、このような制限を克服できるようになります。
| チャレンジ | 技術的ソリューション |
| 加工硬化の軽減 | 中間真空アニーリングを使用すると、各成形ステップ後の延性の維持に役立ち、高応力領域での亀裂の形成が防止されます。 |
| 狭い半径の達成 | 段階的な曲げと精密な研削工具の使用により、局所的に10%を超える薄肉化を引き起こすことなく、狭い半径での生産が可能になります。 |
| 生体適合性の保持 | 当社の熱処理と成形はすべて汚染のない環境で行われるため、医療グレードの製造プロトコルのみを使用します。 |
| 規制のトレーサビリティ | サイクル圧力、滞留時間、温度に関する情報はすべて、 ISO 13485で定められたガイドラインに従ってトレーサビリティの目的で記録されます。 |
当社のカスタム板金製造ソリューションは、危険なチタン成形プロセスを標準化された再現可能な方法論に変えました。当社は、規制の提出基準を満たす解剖学的に準拠したエンクロージャを提供することで、製造プロセスからの包括的な証拠で裏付けられる監査可能な部品をお客様に提供します。これが私たちを専門家として区別するものです。 認定医療シート製造このような場合には精度が重要となるためです。

図 4: 高精度の板金成形により、航空宇宙用ブラケット用の 6061 アルミニウムに正確な穴を開けます。
複雑な板金部品を調達する場合、どのような技術監査を実行する必要がありますか?
調達に成功複雑な板金部品コストのかかる再設計、発売の遅れ、意図しない製造上の問題を防ぐために、厳格な技術評価が必要です。この調達チェックリストは、精密板金製造サービスを利用して複雑な設計概念を高歩留まり部品に確実に変える将来の板金製造業者の能力を評価するために設計された体系的な調達監査プロセスの概要を示しています。
材料認証と適合性試験
監査では、製造前に入荷したコイル在庫に対して完全な引張強度と伸びプロファイル試験を実施する作業現場の万能試験機の性能を確認する必要があります。これにより、メーカーの証明書に従って材料特性が検証され、重要なアセンブリの早期故障を回避し、安全な基盤を構築できます。 検証済みの板金製造プロセス。
高度な幾何計測機能
サプライヤーは、コンポーネントの内部に隠された形状を含む複雑な自由形状の形状をデジタルで再現するために、光学コンパレーターと高解像度 3D スキャン技術を備えている必要があります。この装置は、部品の CAD への適合性をミクロン単位で証明する点群を作成します。これは、業界の要件です。認定された精密板金加工。
シミュレーション主導の実現可能性評価
複雑な板金部品に関連する成形性と応力の制約を決定するための見積りを作成する際には、FEA 解析の定期的な使用を検討してください。信頼できるプロバイダーシミュレーションによる板金加工ツールに投資する前に、潜在的な問題の80% 以上を検出できます。
実用的な DFM レポートのコンテンツ
DFM レポートの例を検討すると、最小曲げ半径、粒子方向の影響、公差の累積に関する具体的な提案が見つかります。本物のエンジニアリング パートナーは、次の方法を使用して、製造可能性リスク評価を早期に提供します。 分析板金製作コストのかかる再設計や予算の超過を防ぐ技術。
LS Manufacturing は、これらの監査要件を超える作業プロセスを作成し、材料を切断する前にデータに基づいた検証を行います。当社のプロセスはベンダー保証から不確実性を取り除き、それらを実証済みのエンジニアリングデータに置き換えて提供します。監査で証明された板金加工これにより、プロジェクトのタイムスケールが確保され、サプライチェーン内の確実性が保証されます。
ケーススタディ: LS Manufacturing 航空宇宙用インコネル 718 複雑な形状形成プロジェクト
航空宇宙研究機関では、過度のスプリングバックとミッドフランジの破損により、インコネル 718 排気シュラウドの開発で重大な遅れが発生していました。このペーパーでは、航空宇宙用板金製造技術を使用して、このような非常に複雑な形状の板金成形の問題を解決するためのカスタム板金製造ソリューションを実装するためにLS Manufacturingが行った手順を検証します。
クライアントの課題
お客様は、 ±0.15 mm のプロファイル公差レベルで複合曲面形状を処理できる、厚さ1.2 mmのインコネル 718シュラウドを必要としていました。しかし、クライアントの既存のベンダーは、強度と記憶特性が高いため、このタイプの材料を扱うことができませんでした。亀裂や寸法の偏差が原因でスクラップ率が60%に達したため、研究開発作業に 3 か月の遅れが生じ、規格の重大な欠陥が判明しました。高性能板金加工プロセス。
LS製造ソリューション
マルチフィジックス協調シミュレーションにより、工具面の事前設定補正0.2 mmを採用することができ、潜在的なスプリングバック効果を相殺することができました。この点に関して、私たちのチームは、板金製造中の応力の蓄積や破損を避けるために、拘束力を均一に分散するための制御された加熱と新しいドロービード設計を含む技術を設計しました。
結果と価値
ファーストオフツーリングの成功により、スクラップの損失なく歩留まりが98.5%に向上し、当初の納期に合わせた迅速な納品が保証されました。お客様は、LS Manufacturing を「サプライヤー・オブ・ザ・イヤー」賞で表彰し、複雑な航空宇宙事業をすべて当社に独占的に譲渡し、当社の優れたサービスが証明されました。 航空宇宙用シートの製造航空機の推進システムに不可欠な部品を製造できる方法です。
このプロジェクトでは、LS Manufacturing が高度な物理ベースのモデリングと熱処理を使用して、困難な設計を予測可能で再現可能な結果に変換する方法を実証します。当社は、顧客の信頼を築き、ライフサイクル全体のコストを最小限に抑え、困難な航空宇宙プロジェクトにおいて否定できない競争上の優位性を生み出す、全プロセス文書に基づいた検証済みの複雑な製造システムを提供します。 板金加工。
航空宇宙グレードのインコネル素材のスプリングバックを排除します。当社の板金製造サービスと提携して、98.5% の初回通過歩留まりを達成します。

よくある質問
1. 精密板金加工サービスの最大材料厚さはどれくらいですか?
当社は、厚さ0.05mmから6.0mmまでのあらゆる材料のシートに対応する広範囲の精密成形ラインを備えています。このような範囲であれば、使用する材料のゲージに関係なく、一貫した曲げ半径を保証できます。
2. LS Manufacturing では、複雑な形状の板金成形におけるスプリングバックをどのように処理していますか?
複雑な形状のスプリングバックは、設計時に FEA シミュレーションを使用して、実際の金型エンジニアリングの前に過剰曲げ角度と絞り代の調整を計算して処理されます。
3. 板金製造サービスは 24 時間以内のラピッド プロトタイピングをサポートしていますか?
実際、機敏な製造セルと高速金型交換技術の自動化により、当社はあらゆる研究開発プロジェクトで承認された図面を受け取ってから24 ~ 48 時間以内に板金部品のプロトタイプを迅速に提供します。
4. LS Manufacturing のカスタム板金製造ソリューションはなぜコスト効率が高いのですか?
当社のサービスの費用対効果は、設計段階での徹底的な DFM スタディによってもたらされます。これにより、金型修正の反復回数が30%削減され、スマート ネスティングにより材料使用量が最大92%まで最大化されます。生み出された節約分は、製品の品質を最高に保ちながら、より低いコストで還元されます。
5. 高精度板金成形において公差0.01mm以下を維持できますか?
高精度の光学プロービング デバイスとミクロン精度のサーボモーターの助けにより、板金成形において必要な位置公差は±0.01 mm未満に維持されます。制御された加工環境条件により、この厳しい公差範囲内での再現性が保証されます。
6. 研磨部品の表面に傷が付くという板金成形の課題にどのように対処しますか?
研磨部品の表面傷は、部品の形成に傷がつきにくいポリマーフィルムとともに特別に設計された PVD 金型を使用することで回避されます。最終的には、さらなる研磨作業を必要とせずに、研磨されたステンレス鋼部品が得られます。
7. LS Manufacturing の複雑な板金部品を必要とするのはどの業界ですか?
当社は、厳しい条件下で超高精度を必要とする業界に特化しています。そのため、当社は半導体用の密閉ボックス、医療用画像装置用のEMI保護エンクロージャ、電気自動車用のアルミニウム製バッテリートレイを製造しています。これらの業界では、厳格な設計とスペースの基準を満たすために、当社の専門家の知識が非常に貴重です。
8. LS Manufacturing の精密金属成形サービスの見積もりを依頼するにはどうすればよいですか?
弊社のオンライン ポータル経由でファイルを送信していただければ、弊社の専門エンジニアリング部門がすぐに審査します。適切なDFM 推奨事項を含むお見積りを 1 営業日以内に提出します。
まとめ
実際の用途に形状を含む高度な工業デザインでは、複雑な板金がサプライヤーの真の能力のベンチマークとなります。 LS Manufacturing では、プロトタイプ作成から大規模製造まで、マルチフィジックス シミュレーション、高精度ツール、柔軟なパイプラインの専門知識を備え、単なる製造ソリューションのサプライヤーではなく、お客様のビジネスのための非常に複雑なエンジニアリング問題を解決する専門家です。
現在、通常の製造工場では解決できない非常に複雑な幾何学的成形の問題を抱えていますか?製造能力による制限のために優れた製品設計を犠牲にしないでください。 LSマニュファクチャリングへのお問い合わせ当社の高度なスキルを持つエンジニアによる製品の詳細な「製造容易性設計」(DFM) 評価を今すぐ無料で受けられます。図面を今すぐアップロードすると、材料使用の最適化、成形リスク、専門家の見積もりを含む完全な評価レポートがわずか24 時間で入手できます。
すぐに下のボタンをクリックして図面をアップロードし、板金製造に関する専門的な相談を開始してください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


