
Фрезерные услуги с ЧПУ часто сталкиваются с дилеммой между эффективностью и точностью. Торцевое фрезерование , которое является весьма эффективным, никогда не может обеспечить более чем переменную точность, в то время как периферийное фрезерование обеспечивает высокую точность за счет снижения темпов роста производительности, что не квалифицируется как превышение более чем на 25% или стандарты качества.
Однако этот недостаток модели теперь устранен с помощью базы данных параметров материалов, разработанной после 20-летнего опыта обработки в LS Manufacturing . Это позволяет модели научного отбора учитывать оптимальный параметр для обработки.
Краткое справочное руководство по услугам фрезерования с ЧПУ
| Раздел | Краткое содержание основного содержания |
| Введение: основная дилемма | Компромисс между точностью и эффективностью определяется производственным процессом. Торцевое фрезерование является точным и эффективным, но не точным; точность низкая. Точность очень высокая, но эффективность невысокая. Неточные данные приводят к увеличению стоимости/качества на 25% . |
| Анализ проблемы (почему) | Ненаучный подход, основанный на опыте. Более того, при этом не учитываются и другие факторы, такие как материал, мощность машины, объем производства или размер производственной партии. |
| Предлагаемое решение (как) | Решение: Модель выбора на основе данных, основанная на 20-летнем опыте обработки (LS Manufacturing). Для выбора используются текущие условия резания и ожидаемый срок службы инструмента. |
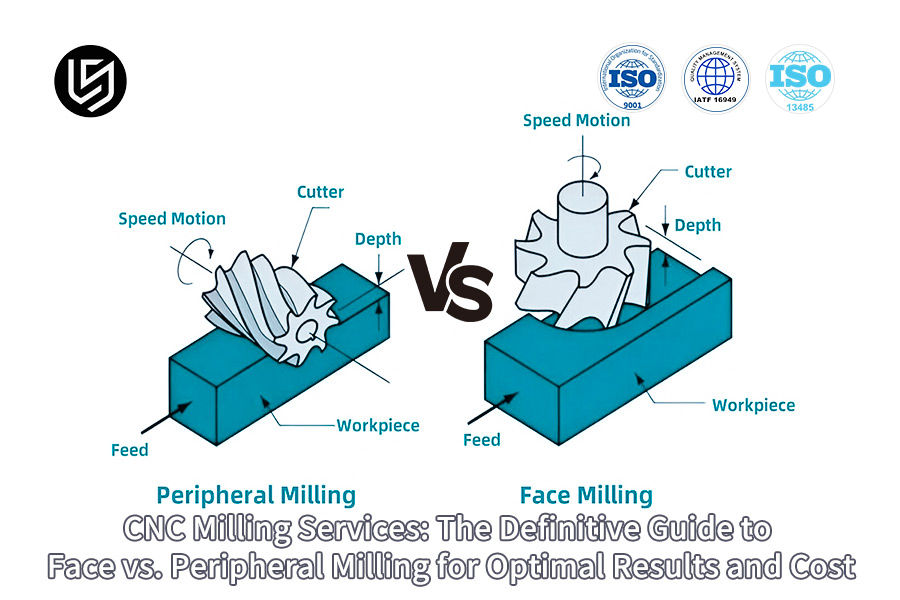
| Технические принципы | Описан процесс резания различными видами фрезерования . Торцевое фрезерование (резка торцом), Периферийное фрезерование (резка боковыми кромками). |
| Модель научного отбора | Схема принятия решений на основе количественных данных: основная цель (скорость/чистовая обработка/оба), материал, размер партии, мощность/жесткость станка и допуск/ обработка поверхности требования. |
| Реализация и преимущества | Процесс: Ввод параметров задания → База данных анализа модели → Предлагает наиболее подходящие параметры процесса и запуска. Результат: максимальная производительность, гарантия качества и снижение затрат на тестирование. |
| Практический пример / Валидация | Реальный пример разницы между традиционным и модельным выбором для данного приложения. На практическом примере докажите эффективность модельного метода для данного применения стальной детали. |
| Заключение | От искусства угадывания до анализа данных — этот подход гарантирует надежность и оптимизацию процесса для каждого процесса фрезерования . Это означает, что планирование процессов перестанет быть искусством, а станет наукой. |
Мы решаем важнейшую проблему, связанную с балансом между эффективностью и точностью в фрезерные операции с ЧПУ предоставляя клиенту возможность сделать осознанный выбор на основе нашей модели данных для выбора, а не оценок, тем самым напрямую снижая затраты более чем на 25% и сохраняя качество обрабатываемой детали и максимально возможную эффективность оборудования.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Что делает это руководство актуальным для читателя, так это тот факт, что ноу-хау, содержащиеся в этом документе, были приобретены за годы массового производства. Мы обработали критически важные компоненты для вышеупомянутых отраслей промышленности - аэрокосмической и медицинской, где детали не подлежат обсуждению. Каждый процесс был выполнен с точностью ИАТФ16949 и стандарты Национального института стандартов и технологий (NIST) .
Мы уже изготовили тысячи сложных в изготовлении фрезерованных деталей, и нашей главной целью было использование обработка с ЧПУ процесс. Каждая новая задача приносит нам больше опыта в области оптимизации траектории инструментов при обработке твердых сплавов, а также помогает совершенствовать наши решения не только на основе знаний, но и на основе нашего опыта.
Когда дело доходит до нашего услуги прецизионного фрезерования с ЧПУ , мы являемся экспертами в этой области. Для нас чрезвычайно важны точность и повторяемость. Независимо от того, собираетесь ли вы производить только одно или несколько устройств, мы стремимся следовать самым высоким стандартам, таким как IATF16949 и Национальный институт стандартов и технологий (NIST) в этой области. Это позволяет нам предоставлять вам лучшие компоненты, доступные на рынке.
Рисунок 1. Точная контурная обработка металлических деталей с помощью компьютеризированного фрезерования от LS Manufacturing.
Каковы различия в MRR между торцевым и периферийным фрезерованием?
При точной механической обработке важно принимать правильные решения, касающиеся операций фрезерования. В этом отчете будет подчеркнута разница между Торцевое фрезерование против периферийного фрезерования различных заготовок, чтобы внести некоторую ясность в отношении значительной разницы, которая преобладает между скоростью съема материала . Основная цель работы по данному проекту — получение точных результатов.
| Особенность | Торцевое фрезерование | Периферийное фрезерование |
| Основной инструмент | Торцевая фреза большого диаметра со вставными резцами | Концевая фреза с использованием боковых режущих кромок |
| Типичный MRR | 500 - 800 см³/мин | 200 - 350 см³/мин |
| Ключевое приложение | Высокопроизводительная обработка лара плоские поверхности | Операции контурной обработки, прорези и профилирования |
| Тест эффективности | В 2,3 раза быстрее, чем периферийное фрезерование ( 200x200 мм ) | Более низкая объемная скорость удаления |
| Поверхностная обработка | Стандартная отделка | Можно добиться превосходной отделки (например, Ra 0,8 мкм ) |
Сравнение эффективности процессов черновой и плоской обработки будет реализовано, если выбранные процессы будут уделять больше внимания торцевое фрезерование из-за высокой скорости съема материала . Периферийное фрезерование следует использовать в процессах чистовой и контурной обработки, если обрабатываемая поверхность вызывает серьезное беспокойство. Это исследование предоставит убедительную платформу для улучшения процессов механической обработки.

Как научно выбрать процесс фрезерования в зависимости от целей обработки?
Эффективный метод выбора наиболее подходящего процесса фрезерования требует подхода, основанного на данных, для достижения синергии между эффективностью, точностью и целостностью поверхности. В этом отчете описывается процедура решения вопроса о как выбрать метод фрезерования поэтапное использование требований к обработке для преобразования их в технические процедуры. Основная выгода может быть получена с помощью количественного подхода, который переводит решение с оценки, основанной на знаниях, на детерминированную матрицу решений:
Приоритет объемного удаления при черновой обработке
При массовом удалении материала, присутствующего на плоской поверхности, основным фактором, ускоряющим процесс фрезерования, является скорость удаления материала . По научной выборке процесс фрезерования будет осуществляться торцевым фрезерованием фрезой большего размера. Значение скорости резания будет установлено в пределах от 3 до 5 мм , а значение скорости подачи будет поддерживаться на высоком уровне.
Выберите для геометрической сложности и точности получистовой обработки.
В контексте обработки сложных профилей, пазов и контуров наиболее важным фактором становится доступность и размер, а не материал. В данном конкретном контексте лучшим решением будет периферийное фрезерование , а обработка будет осуществляться с применением концевой фрезы. Чтобы добиться максимально точной обработки, в каждом случае всегда лучше контролировать величину радиального шага на уровне 60-80% диаметра инструмента.
Оптимизация целостности поверхности на этапах чистовой обработки
Чистая поверхность с классом Ra < 0,8 мкм требует совершенно другой процедуры обработки. Процесс обработки должен выполняться без вибрационных движений и отклонений станка. Таким образом, выполните периферийное фрезерование , используйте небольшие расстояния шага ( 30-50% диаметра фрезы) и работайте на высоких скоростях с небольшой глубиной резания.
Это единственное доступное средство, которое можно использовать для преобразования требований обработки в оптимизацию процесса обработки. Инженеры приветствуют рациональное определение решения процесса, которое решит вопросы производительности, допуска и качества обработки, связанные с решением процесса. Рациональное определение технологического решения обладает техническим превосходством в отношении процесса обработки деталей с высокой добавленной стоимостью, особенно оптимального определения процесса.
Как экономичное фрезерование с ЧПУ может снизить затраты за счет оптимизации процесса?
В вечном стремлении к устойчивому конкурентному преимуществу, экономичное фрезерование с ЧПУ достигнет своей конечной цели только за счет оптимизации процессов , а не за счет жертвования качеством. В отчете описывается основанный на данных подход, позволяющий обеспечить масштабное снижение затрат за счет программирования, усовершенствования инструментов и оптимизации процессов.
| Рычаг оптимизации | Основное техническое действие | Количественный результат |
| Программирование и траектории | Применять высокопроизводительные методы программирования: трохоидальную обработку, динамическую обработку. | Сокращает непроходное эфирное время до 40 % |
| Технология резки | Высококачественный инструмент с покрытием и оптимизированными подачами и скоростями. | Увеличивает эффективную скорость резания на 30%. |
| Управление производством | Развертывание интеллектуального планирования и стандартизированных процедур настройки. | Повышает загрузку машины до 85%+ |
Чтобы добиться подлинного снижения затрат на 20–35 % , необходимо использовать эти три столпа: оптимизацию траектории движения инструмента с целью сокращения объемов воздушной резки, высокопроизводительные инструменты и разумное планирование. Сочетание этих трех столпов является ключевым решением для экономически эффективного Фрезерование с ЧПУ в высококачественной, конкурентной производственной среде. Необходимо сосредоточиться на технических мерах, а не только на мерах затрат.

Рисунок 2. Компьютеризированное плоское фрезерование для достижения превосходного качества поверхности алюминия от LS Manufacturing.
Как технология высокоточного фрезерования обеспечивает качество обработки на микронном уровне?
Это производственное фрезерование, требующее микронной точности, никогда не может выполняться по частям, реагируя постфактум, а только как часть комплексной системы, которая активно устраняет такие проблемы, как ошибки из-за расширения, вибрации или износа режущего инструмента . Эта модель решает взаимосвязанный набор проблем, обеспечивая определенный уровень качества дорогостоящей детали в трех ключевых областях:
- Упреждающая компенсация тепловых ошибок. Второй источник крупных ошибок — термическая деформация оборудования. Здесь система использует сеть датчиков температуры, установленную внутри шпинделя, ШВП и конструкции. Кроме того, он используется в модели компенсации тепловой ошибки в реальном времени, которая поддерживает ошибку позиционирования по осям на уровне ± 0,005 мм в зависимости от окружающего или внутреннего тепла.
- Активный контроль вибрации у источника: мы следуем строгому протоколу, чтобы избежать вынужденных вибраций: перед началом процесса держатели инструментов и режущие инструменты предварительно балансируются до G2,5/2,5 мм/с . На критических операциях, где могут появиться следы вибрации, используются демпфированные держатели инструмента, которые существенно уменьшают амплитуду создаваемых вибраций ниже 2 мкм , обеспечивая тем самым хорошее качество поверхности и срок службы инструмента.
- Внутрипроизводственная метрология для управления с обратной связью: мы поставляем сенсорные датчики и лазерные наладочные устройства, полностью интегрированные в процесс обработки . Сенсорные щупы проверяют геометрические размеры деталей после ключевых операций, гарантируя тем самым наличие механизма обратной связи. Этот процесс гарантирует измерение погрешности смещения и износа инструмента на уровне 99,5%. гарантия качества , происходит без прерывания процесса проверки.
В этой схеме подробно описаны действенные, взаимосвязанные технические меры, которые мы реализуем для решения конкретных проблем методы точного фрезерования . Наше конкурентное преимущество заключается в интегрированном применении прогнозного моделирования, снижения вибрации на уровне источника и управления процессом на основе данных, что позволяет создать поддающуюся проверке и устойчивую систему с точностью до микрона .
Какие ключевые технические параметры необходимы для обеспечения оптимальной производительности фрезерования?
Для достижения оптимальных результатов фрезерования необходимо перейти от общих измерений скорости к прикладному методу, разработанному на основе реальных данных. В этом документе способ подачи описания метода определяет ключевые технические параметры, необходимые для решения задачи в отношении компромиссного соотношения между скоростью съема материала, сроком службы фрезы и качеством поверхности. В методе есть три взаимозависимых столпа:
Оптимизация скорости резания (Vc) для обеспечения обрабатываемости конкретного материала
Следовательно, скорость резания будет определяться в зависимости от разрезаемого материала. Например, при точении алюминия скорость резания будет высокой и потребует скорости резания 8000–12 000 об/мин , чтобы противодействовать прилипанию разрезаемого материала к режущему инструменту, тогда как при точении стали скорость резания будет средней, требующей скорости 1500–2500 об/мин , что будет способствовать отводу тепла, тем самым исправляя поломку инструмента и неправильное образование стружки.
Калибровка подачи на зуб (fz) для управления силами резания и чистовой обработки
Мы определяем скорость подачи на зуб в зависимости от желаемой чистоты поверхности, а также жесткости режущего инструмента. Более высокая подача, например 0,2 мм на зуб, предпочтительна во время черновой обработки для достижения максимальной экономии; в то же время во время чистовой обработки будет использоваться более низкая скорость подачи, например, 0,1 мм на зуб, чтобы получить более чистую поверхность .
Баланс осевой и радиальной глубины резания для стабильного взаимодействия
Глубину резания (ap) и ширину резания (ae) следует определять таким образом, чтобы обеспечить стабильное сцепление с режущим инструментом и контроль отклонения. Умеренная глубина резания 0,5-1,5 мм и радиальный шаг 30-50% диаметра инструмента при периферийном фрезеровании стали обеспечат стабильное резание, исключив тем самым риски, связанные с вибрациями и неточностями размеров.
Для оптимальные результаты фрезерования Для каждой пары материал-инструмент необходимо определить и проверить следующие критические параметры: скорость резания, подача на зуб и глубина резания. Это связано с тем, что оптимизация этих технических параметров напрямую влияет на нагрузку на чип, выделяемое тепло и силы, которые должны привести к оптимизации процесса . Следовательно, данное техническое руководство является единственным решением, обеспечивающим оптимальное фрезерование для инженеров и специалистов ответственного производства.
Какие специальные стратегии фрезерования необходимы для высококачественной обработки поверхности?
Достижение превосходного качества поверхности при фрезеровании выходит за рамки стандартных траекторий и требует специальных стратегий для устранения дефектов и контроля текстуры. Этот документ подробно предназначен чистовое фрезерование поверхности методы, которые решают конкретные проблемы, такие как ступенчатые линии и непостоянная шероховатость, формируя комплексную стратегию качества , которая объединяет механическую обработку с окончательной обработкой поверхности .
- Внедрить однонаправленное попутное фрезерование. Попутное фрезерование проходов выполняется очень систематически; следовательно, это гарантирует, что весь процесс выполняется равномерно в отношении образования стружки и отклонения инструментов. Таким образом, он удовлетворяет необходимому решению для достижения шероховатой поверхности , как указано ранее. Это связано с тем, что он позволяет достичь чистоты менее Ra 0,4 мкм .
- Примените динамическую модуляцию параметров: сглаживание траекторий инструмента и перекрытие скорости шпинделя/подачи также программируются во время переходных зон. Этот метод удаляет гармонические узоры-свидетели и, следовательно, решает проблему ступенчатых линий, обеспечивая бесшовную отделку.
- Используйте специальные инструменты для чистовой обработки. В случаях, когда требуется сверхтонкая обработка со значениями Ra 0,1 мкм или менее, используются зачистные пластины или полировальные концевые фрезы с ограниченным запасом. Это приводит к комбинированному эффекту механической обработки и полировки, при котором устраняются недостатки обычных инструментов при создании зеркальной поверхности.
Это потребовало бы систематического использования попутного фрезерования, регулирования траекторий инструмента и специальных чистовых фрез для достижения превосходной обработки поверхности. Таким образом, благодаря этой общей стратегии качества , фрезерование поверхности становится полностью предсказуемым и дорогостоящим процессом, а также обязательным условием для изготовления критически важных деталей, где целостность поверхности становится важным критерием.

Рисунок 3. Точная наплавка алюминия с помощью компьютеризированного фрезерования с числовым программным управлением от LS Manufacturing.
Как высокоэффективное фрезерование повышает эффективность производства за счет технологических инноваций?
В статье основное внимание уделяется методологиям, которые можно адаптировать в высокоэффективное фрезерование технологии для решения важных задач, связанных со скоростью съема материала, стойкостью инструмента и стабильностью работы автоматической системы. Важное техническое решение основано на интеграции инноваций в области динамики обработки, траектории движения инструмента и автоматических систем.
Преодоление тепловых и динамических ограничений при экстремальных параметрах
Простое увеличение частоты вращения вращающегося шпинделя приведет только к перегреву. Проблема перегрева была решена за счет внедрения технологических инноваций в охлаждении вращающегося шпинделя, а также жесткости станка. В станке используется двухконтурная система охлаждения и шпиндель, вращающийся с максимальной скоростью 20 000 об/мин. Произошла оптимизация станочной базы путем проведения конечно-элементного анализа.
Снижение износа инструмента при резании с интенсивным зацеплением за счет расширенного управления траекторией движения инструмента
Высокая скорость съема материала влияет на вероятность выхода из строя режущего инструмента. В нашем подходе традиционные шаблоны привели к использованию трохоидальное фрезерование . Режущий инструмент всегда находится в движении и поэтому не выделяет тепла. Срок службы этого режущего инструмента увеличивается на 50% , и это связано с тем, что инструментом можно управлять без посторонней помощи.
Обеспечение надежности процесса непрерывного беспилотного производства
Повышение производительности требует способности работать и продолжать непрерывную деятельность. Решение включало в себя разработку автоматической системы смены поддонов и использование системы контроля в процессе производства. Система обеспечивает автоматическую компенсацию инструмента и измерение деталей для каждого цикла. Это гарантирует, что в случае ошибок или отклонений машины будут автоматически корректироваться и/или останавливаться, чтобы избежать повреждения нескольких деталей.
Этот анализ ясно показывает, что мы рассмотрели тему высокопроизводительной обработки структурированным образом, решая очень сложные технические проблемы. Это отражено в нашем подходе к внедрению высокоэффективных технологий фрезерования , включая оптимизацию станков во время движения, как часть нашего внимания к предоставлению проверенных надежных решений для технологических инноваций .
Какие элементы затрат включены в стоимость услуг фрезерования с ЧПУ?
Предоставление точных и справедливых Расценки на услуги фрезеровки с ЧПУ Это сложная задача, поскольку скрытые затраты приводят к неудовлетворенности клиентов и перерасходу средств. Наше решение представляет собой тщательно продуманную структуру затрат , которая обеспечивает прозрачное ценообразование и обеспечивает оптимальную ценность:
Деконструкция материальных затрат посредством стратегического поиска поставщиков и оптимизации доходности
В отличие от крупных оптовых закупок, наши цены включают в себя больше, чем просто стоимость. Более того, наш подход учитывает данные геометрической детали при оценке размера заготовки и контрактах с поставщиками, а также остатки при определении оптимального запаса с учетом размера заготовки, который влияет на материальные затраты, обычно преобладающие при достижении наиболее экономичной точки для клиента в случае расчета стоимости.
Расчет истинного машинного времени посредством моделирования процесса
Расчет времени обработки может оказаться неверным. В своей работе мы используем программное обеспечение CAM для виртуального производственного процесса, чтобы моделировать движение фрез. Это поможет выявить неэффективные резы, определить оптимальную скорость и подачи, а также рассчитать время обработки. Это поможет определить правильную стоимость обработки без каких-либо ошибок или неожиданностей.
Количественная оценка износа инструмента с помощью моделей прогнозирования для конкретного материала
Еще одна высокая переменная стоимость, которую необходимо учитывать, — это стоимость инструментов. У нас есть собственные формулы для расчета износа, которые зависят от материала заготовки, покрытия инструментов и наших смоделированных переменных резания. Это позволяет нам рассчитать вес r и разрыв в терминах стоимости за единицу, таким образом, имея возможность учитывать стоимость, а не просто процент затрат.
Это документ, который определяет наш аналитический процесс и сам процесс ценообразования, от оценки до возможности сформулировать точное и обоснованное инженерное предложение. Тщательно анализируя и объясняя каждый аспект затрат, связанных с выходом материала и прогнозируемым износом наших инструментов, мы можем предоставить нашим клиентам прозрачные цены и дополнительные данные для подтверждения наших предложений как надежного технического сотрудничества.

Рисунок 4. Быстрая компьютеризированная обработка для обеспечения экономичности производственных процессов от LS Manufacturing.
LS Manufacturing Aerospace Division: Проект высокоэффективного фрезерования корпусов двигателей
Этот тематическое исследование подробно рассказывает, как LS Manufacturing устранила критические узкие места производства для ведущего клиента из аэрокосмической отрасли, добившись прорыва в эффективности обработки и целостности деталей. Проект был сосредоточен на высокопроизводительном фрезеровании корпуса двигателя из титанового сплава — детали, для которой традиционные методы не смогли удовлетворить строгие требования как к производительности, так и к качеству поверхности:
Задача клиента
Выявление проблемы: Выявленная проблема – это клиент. Они сталкиваются с проблемами обработки корпуса двигателя из материала Ti-6Al-4V с использованием традиционных процессов механической обработки. Выявленные проблемы: Они не могут обеспечить необходимое время цикла для каждой детали, которое должно составлять 36 часов . Кроме того, они не могут обеспечить качество поверхности, которое должно составлять Ra 1,6 мкм .
Производственное решение LS
Наша техническая команда создала новый высокопроизводительное фрезерование процесс. Для этой цели мы использовали высокопроизводительный процесс торцевого фрезерования в качестве процесса обработки, поскольку скорость съема материала составляет 400 см³/мин . Для процесса чистовой обработки мы будем использовать процесс периферийного фрезерования , поскольку нам требуется точность на этапе зацепления режущего инструмента и на этапе выделения тепла в обычном процессе обработки.
Результаты и ценность
Результат дал радикальные, измеримые и количественные результаты, а именно сокращение времени цикла до 22 часов , что составляет ошеломляющее сокращение на 39% , вместе с достижением чистоты поверхности Ra 0,8 мкм , что выходит за рамки спецификации. Кроме того, увеличение стоимости инструмента привело к снижению на 40% , что является ошеломляющими цифрами. Это позволило сэкономить клиенту более 2 миллионов юаней в год .
Проект из аэрокосмического сектора еще раз подтвердил способность ЛС Производство чтобы решить сложные производственные проблемы и предложить решения с помощью передовых технологических процессов. Мы могли бы использовать нашу компетентность для создания и внедрения совместно с этим клиентом специализированного решения, основанного на данных, чтобы продемонстрировать ценность улучшения с точки зрения производительности обработки и стоимости производства.
Изучение узких мест в прецизионное фрезерование с ЧПУ ? Отправьте свои требования к деталям, чтобы получить индивидуальный план оптимизации процесса.

Как можно достичь комплексной оптимизации процессов фрезерования с помощью технологических инноваций?
Достижение поэтапных улучшений в фрезерном производстве требует перехода от изолированных обновлений к целостному системному подходу. В этом документе подробно описана методология комплексной оптимизации , в которой стратегические инновации процессов в области оснастки, охлаждения и анализа данных решают взаимосвязанные проблемы затрат, окружающей среды и производительности, обеспечивая создание превосходной ценности .
- Внедрение усовершенствованных покрытий инструментов для повышения долговечности: в зависимости от материала заготовки мы используем и наносим специальные защитные слои PVD и CVD (например, покрытия AlTiN и DLC ). В результате мы добиваемся термостойкости и износостойкости, тем самым гарантируя сокращение срока службы инструментов на 100% за счет уменьшения изношенных поверхностей, в том числе абразивных и липких.
- Используйте системы минимального количества смазки (MQL): заливающая СОЖ, в свою очередь, заменяется аэрозолем смазки, количество которого точно отмеряется, достигая границы разреза. Инновации в процессе резки, по сути, внесли большой вклад в сокращение использования и утилизации жидкости, что напрямую влияет на вопрос безопасности окружающей среды.
- Используйте анализ данных для интеллектуальной оптимизации параметров. Мы понимаем, что проблема неоптимальной обработки методом проб и ошибок решается путем использования датчиков, основанных на характеристиках моделей на основе входных параметров, связанных с другими значениями, такими как износ инструмента, предлагаемыми на основе оптимальных значений.
Чтобы реализовать по-настоящему комплексную оптимизацию , интегрируйте передовые покрытия для инструментов, MQL и управление процессами на основе данных. Эта синергетическая инновация процесса напрямую снижает эксплуатационные расходы, минимизирует воздействие на окружающую среду и максимизирует производительность оборудования. Эта основа представляет собой проверенную дорожную карту для достижения устойчивого создания стоимости в конкурентных, высокопроизводительных условиях. смешивать производственные среды .
Часто задаваемые вопросы
1. Чем области применения торцевого фрезерования отличаются от периферийного фрезерования?
При этом обширные плоские поверхности можно эффективно обрабатывать торцевым фрезерованием , а прецизионную обработку сложных контуров — периферийным фрезерованием. В этих двух альтернативах выбор того, какой из них следует предпринять, зависит от обрабатываемой детали.
2. Как оценить технические возможности поставщика фрезеровки?
Сюда также входит позиционирование оборудования с точностью ± 0,003 мм , база данных процессов и система качества. Должна быть проведена пробная проверка механической обработки.
3. Какой метод фрезерования подходит для материалов из нержавеющей стали?
Торцевое фрезерование для чернового резания, 800 об/мин , и периферийное фрезерование для чистового резания, 1200 об/мин , с обильным использованием СОЖ.
4. Как контролировать деформацию при фрезеровании?
Применяйте симметричные процессы обработки и контролируйте температуру резания. Толщина тонкостенной конструкции может быть ограничена и не превышать 0,05 мм .
5. Как можно сократить затраты при работе с небольшими сериями?
Необходимо оптимизировать путь инструментов, чтобы избежать ненужного перемещения инструментов. Кроме того, используйте универсальные инструменты. Стоимость небольших партий для производства LS ограничена стоимостью больших партий в 1,2 раза .
6. Как обеспечивается постоянство в процессе серийной обработки?
При управлении процессом SPC критические характеристики должны быть такими, чтобы CPK > 1,67 . Оборудование должно быть откалибровано так, чтобы можно было поддерживать качество партий.
7. На что следует обратить внимание при расчете фрезерования труднообрабатываемых материалов?
Параметры резания жаропрочных сплавов: низкая скорость, большая подача; рекомендуемая частота вращения в минуту 600 об/мин . Использование композиционных материалов потребует применения специальных режущих инструментов. Будут определенные параметры, которые необходимо будет установить на основе технологических испытаний.
8. Какие затраты обычно упускаются из виду, когда речь идет о помоле?
Сюда будут входить косвенные затраты на инструменты, программирование и отладку, а также проверку качества. Очевидно, что должна быть соответствующая оценка.
Краткое содержание
Научный выбор процесса измельчения и инновации в технологиях остаются важными факторами, которые считаются важными для повышения эффективности и качества переработки компаний при одновременной оптимизации затрат.
Если вам нужны решения профессионального уровня для любого процесса фрезерования или даже бесплатные предложения по другим решениям для точной обработки, вы можете свяжитесь с производственной командой LS относительно ваших соответствующих запросов и потребностей. Наша команда оценит ваши требования и предложит индивидуальное решение в соответствии с бюджетом вашего проекта в отношении производственных процессов высокой точности.
Получите свой индивидуальный Решение для фрезерования с ЧПУ сегодня и раскройте двойной потенциал эффективности и точности!
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


