
CNCフライス加工サービス効率と精度の間のジレンマに頻繁に遭遇します。非常に効率的な正面フライス加工は、変動する精度以上のものを提供することはできませんが、外周フライス加工は、生産性の向上率が低下する代わりに高精度を提供しますが、これは25%を超える超過増加または品質基準には該当しません。
しかし、このモデルの弱点は、 LS Manufacturingでの20 年間の機械加工経験を経て開発された材料パラメータ データベースを使用することで解決されました。これにより、科学的選択モデルが処理に最適なパラメーターを考慮に入れることが可能になります。
CNC フライス加工サービス クイック リファレンス ガイド
| セクション | 主要なコンテンツの概要 |
| はじめに: 核となるジレンマ | 精度効率のトレードオフは製造プロセスによって生じます。正面フライス加工は正確かつ効率的ですが、正確ではありません。精度が低いです。精度は非常に高いですが、効率は高くありません。データが不正確な場合、コスト/品質に関する考慮事項が25%増加します。 |
| 問題分析(なぜ) | 経験に基づいた非科学的なアプローチ。さらに、材料、機械の能力、生産規模、生産バッチのサイズなど、他の要因も見逃されます。 |
| 提案されたソリューション (方法) | ソリューション: 20 年間の機械加工経験に基づくデータ駆動型の選択モデル (LS Manufacturing)。現在の切削条件と予想される工具寿命を選択に使用します。 |
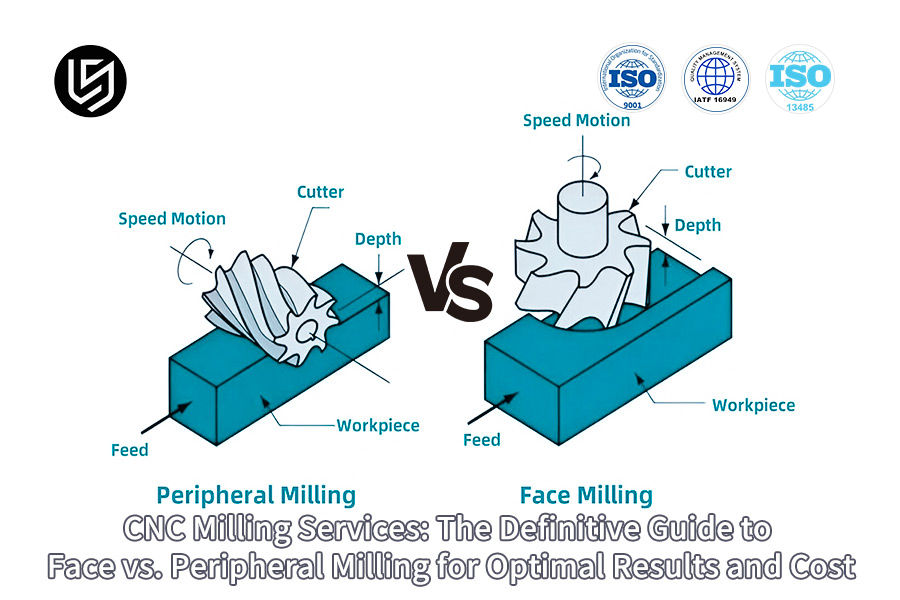
| 技術原則 | さまざまな種類のフライス加工の切削プロセスについて説明します。正面フライス(端面で切削)、外周フライス(側面刃で切削)。 |
| 科学的選択モデル | 定量的インプットに基づく意思決定の枠組み:主な目標 (速度/仕上がり/両方)、材料、バッチサイズ、機械出力/剛性、および公差/表面仕上げ要件。 |
| 導入とメリット | プロセス:ジョブパラメータを入力→データベースをモデル解析→最適なプロセスと起動パラメータを提案。結果: 最大のスループット、品質保証、テスト コストの削減。 |
| ケーススタディ/検証 | 特定のアプリケーションに対する従来の選択とモデルベースの選択の違いを示す実際の例。実際の例では、鋼部品の特定の用途に対するモデルベースの手法の有効性を証明します。 |
| 結論 | 推測の技術からデータのインテリジェンスに至るまで、このアプローチにより、プロセスの信頼性が保証され、あらゆるフライス加工プロセスに最適化されます。これは、プロセス計画が芸術ではなくなり、科学になることを意味します。 |
私たちは、効率と精度のバランスに関する重要な問題を解決します。 CNCフライス加工作業見積もりではなく当社の選択用データモデルに基づいて十分な情報に基づいた選択を行う機会をクライアントに提供することで、コストを直接的に25%以上削減し、加工部品の品質と可能な限り最高の装置効率を維持します。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
このガイドが読者にとって重要なのは、このドキュメントに含まれるノウハウが長年にわたる大量生産を通じて獲得されたものであるという事実です。当社は、交渉の余地のない詳細を必要とする、前述の航空宇宙産業や医療産業向けのミッションクリティカルなコンポーネントを加工してきました。それぞれの工程が丁寧に行われているIATF16949および米国標準技術研究所 (NIST) の標準。
当社はすでに何千もの製造が困難なフライス加工コンポーネントを生産してきました。そして、当社の主な目的は、 CNC加工プロセス。新しいタスクが発生するたびに、超硬合金の加工における工具の経路の最適化に関するさらなる経験が得られ、知識だけでなく経験を通じてソリューションを改善することにも役立ちます。
私たちのことになると、 精密CNCフライス加工サービス、私たちはこの分野の専門家です。精度と再現性は私たちにとって非常に重要です。製造するユニットが 1 つだけであるか、多数であるかに関係なく、当社はIATF16949や米国国立標準技術研究所(NIST)の分野の標準。これにより、市場で入手可能な最高級のコンポーネントを提供できるようになります。
図 1: LS Manufacturing によるコンピュータフライス加工による金属部品の正確な輪郭加工
正面フライス加工と外周フライス加工のMRRの違いは何ですか?
精密機械加工では、フライス加工に関して正しい決定を下すことが不可欠です。このレポートでは、次の違いを強調します。正面フライスと外周フライスさまざまなワークピースの比較を行うことで、材料除去率間に広がる大きな違いを明確にします。このプロジェクト作業の主な目的は、正確な結果を提供することです。
| 特徴 | 正面フライス加工 | 外周フライス加工 |
| 主要なツール | インサートカッター付き大径正面フライス | 横切れ刃エンドミル |
| 典型的なMRR | 500 - 800 cm3/分 | 200 - 350 cm3/分 |
| 主要な用途 | ラーニングの高能率加工平らな表面 | 輪郭加工、溝加工、および輪郭加工の操作 |
| 効率ベンチマーク | 外周フライス加工より 2.3 倍高速 ( 200x200mm ) | より低い体積除去率 |
| 表面仕上げ | 標準仕上げ | 優れた仕上げが可能(例: Ra0.8μm ) |
荒加工と平面加工のプロセスをより重視して選択することで、効率の比較が可能になります。正面フライス加工材料除去率が高いため。加工面が重要な場合は、仕上げおよび輪郭加工のプロセス中に外周フライス加工を使用する必要があります。この研究は、機械加工プロセスを改善するための決定的なプラットフォームを提供します。

加工目的に基づいてフライス加工プロセスを科学的に選択するにはどうすればよいですか?
最も適切なフライス加工プロセスを選択するための効果的な方法には、効率、精度、表面の完全性の間の相乗効果を導き出すためのデータ駆動型のアプローチが必要です。このレポートでは、次のような問題に対処するための手順について説明します。 フライス加工方法の選び方処理要件を段階的に使用して技術手順に変換します。主な利点は、意思決定を知識主導の評価から決定論的な意思決定マトリックスに移行する定量化可能なアプローチを通じて得られます。
荒加工では体積除去を優先する
平面に存在する材料を大量に除去する場合、ミリングプロセスを促進する主な要因は材料の除去速度です。科学的な選定から、より大きなサイズのカッターを使用して正面フライスを行うことにより、ミーリング加工が行われます。切削速度の値は3 ~ 5mmに設定され、送り速度の値は高く保たれます。
中仕上げの幾何学的複雑さと精度を重視して選択
複雑なプロファイル、スロット、輪郭を加工する場合、材質よりもアクセスしやすさとサイズが最も重要な要素になります。この特定の状況では、最適なソリューションは外周フライス加工に関連しており、加工はエンドミルの適用によって行われます。最も正確な加工を達成するには、どのような場合でも、半径方向のステップオーバーの値を工具直径の60 ~ 80%に制御することが常に適切です。
仕上げ段階での表面の完全性を最適化
Ra < 0.8µm の表面仕上げには、まったく異なる加工手順が必要です。加工手順は、振動や機械のたわみを発生させずに実行する必要があります。したがって、実行します外周フライス加工、小さなステップオーバー距離 (カッター直径の30 ~ 50% ) を使用し、浅い切り込み深さで高速で作業します。
これは、加工要件を機械加工プロセスの最適化に変換するために使用できる唯一の手段です。エンジニアは、プロセスの決定に関するスループット、許容差、および仕上げの問題を解決する、プロセスの決定の合理的な定義を歓迎するでしょう。合理的な工程決定の定義は、機械加工部品の高付加価値工程、特に最適な工程定義に関して技術的優位性を有します。
費用対効果の高い CNC フライス加工は、プロセスの最適化を通じてどのようにコストを削減できるのでしょうか?
持続可能な競争力を永遠に追求し、 コスト効率の高いCNCフライス加工品質を犠牲にするのではなく、プロセスの最適化を通じてのみ最終的な目標を見つけます。このレポートでは、プログラミング、ツールの改善、プロセスの最適化を通じて大規模なコスト削減を確実にするためのデータ主導型のアプローチについて概説しています。
| 最適化レバー | コア技術アクション | 定量化可能な結果 |
| プログラミングとツールパス | 高効率プログラミング手法を適用します: トロコイド加工、ダイナミック加工。 | 非切断滞空時間を最大40%削減 |
| 切断技術 | 最適化された送りと速度を備えた高品質のコーティングされたツール。 | 実効切断速度が30%向上 |
| 生産管理 | スマートなスケジューリングと標準化されたセットアップ手順を導入する | マシンの使用率を 85% 以上に向上 |
真の20 ~ 35% のコスト削減を実現するには、エア切断を削減するためのツール パスの最適化、高性能ツール、スマート スケジューリングという 3 つの柱を活用する必要があります。これら 3 つの柱の組み合わせが、コスト効率の高いソリューションを実現するための重要なソリューションです。 CNCフライス加工高品質で競争力のある製造環境で。コスト対策だけではなく、技術的な対策にも注力する必要がある。

図 2: LS Manufacturing による優れたアルミニウム表面品質を実現するコンピューターによる平面フライス加工
高精度フライス技術はどのようにしてミクロンレベルの加工品質を保証するのでしょうか?
ミクロンレベルの精度を必要とするこの生産フライス加工は、事後対応で少しずつ行うことはできず、膨張、振動、切削工具の磨耗による誤差などの問題に積極的に対処する包括的なシステムの一部としてのみ行われます。このモデルは、相互に関連する一連の問題に取り組み、次の 3 つの主要領域内で高価値部品の一定レベルの品質を保証します。
- プロアクティブな熱誤差補正:大きな誤差の 2 番目の原因は、機械の熱変形です。ここでのシステムは、スピンドル、ボールねじ、および構造体の内部に設置された温度センサー ネットワークを使用します。さらにリアルタイム熱誤差補償モデルでも使用され、周囲または内部で発生する熱に対して軸の位置決め誤差を±0.005mmに保ちます。
- 発生源でのアクティブな振動制御: 当社は強制的な振動を回避するための厳格なプロトコルに従っています:ツールホルダーと切削工具は、プロセス前にG2.5/2.5 mm/sにプリバランスされています。びびりマークが現れる可能性がある重要な加工では、減衰工具ホルダーを使用して発生する振動の振幅を2 μm未満に大幅に低減し、良好な表面仕上げと工具寿命を保証します。
- 閉ループ制御のためのインプロセス計測:当社は、機械加工プロセスと完全に統合されたタッチトリガープローブとレーザーツールセッターを提供します。タッチトリガープローブは、キー操作後に部品の幾何学的寸法をチェックし、ループフィードバックメカニズムが確実に存在するようにします。このプロセスにより、工具のオフセットと摩耗の誤差が99.5%で測定されることが保証されます。品質保証、検査プロセスを中断することなく行われます。
このフレームワークは、正確な課題を解決するために当社が実施する実用的で相互に関連した技術的対策を詳しく説明します。 精密フライス加工技術。当社の競争力の優位性は、予測モデリング、ソースレベルの振動軽減、およびデータ駆動型のプロセス内制御の統合アプリケーションにあり、ミクロンレベルの精度を実現する検証可能で持続可能なシステムを提供します。
最適なフライス加工パフォーマンスをサポートするにはどのような主要な技術パラメータが必要ですか?
最適な加工結果を得るには、一般的な速度対策から、実際のデータに基づいて開発されたアプリケーション指向の方法に進化する必要があります。この文書では、方法の説明が提供される方法によって、材料除去速度、カッター寿命、および表面品質の間のトレードオフ関係に関連して、タスクを満たすために必要な主要な技術パラメータが定義されます。このメソッドには、相互に依存する 3 つの柱があります。
材料固有の被削性のために切削速度 (Vc) を最適化
したがって、切断速度は切断される材料に応じて決まります。たとえば、アルミニウムの旋削加工では、切削工具への被削材の固着を防ぐため、切削速度は高く、 8,000 ~ 12,000 rpmの切削速度が必要ですが、鋼の旋削では、切削速度は中程度で、熱の除去に役立ち、工具の破損や不適切な切りくずの生成を修正するために1,500 ~ 2,500 rpmの速度が必要です。
刃当たりの送り (fz) を調整して切削抵抗と仕上げを制御
希望する表面仕上げと切削工具の剛性に応じて、刃当たりの送り速度を決定します。最大限の経済性を実現するには、荒加工中に 1 刃あたり0.2 mm の送りなど、より高い送り速度を使用することが推奨されます。一方、仕上げ時には、より微細な表面仕上げを得るために、1 刃あたり0.1 mm の送りなど、より低い送り速度が使用されます。
アキシアル方向とラジアル方向の切込み深さのバランスをとり、安定したかみ合いを実現
切込み深さ (ap) と切込み幅 (ae) は、切削工具との噛み合いが安定し、たわみが制御されるように決定する必要があります。鋼の外周フライス加工では、 0.5 ~ 1.5 mmの適度な切込み深さと工具直径の30 ~ 50%の半径方向ステップオーバーにより、安定した切削が保証され、振動や寸法の不正確さに関連するリスクが排除されます。
のために最適なフライス加工結果の場合、切削速度、刃当りの送り、切込み深さなどの重要なパラメータを材料と工具のペアごとに決定し、検証する必要があります。これは、この技術パラメータの最適化が、チップの負荷、発生する熱、およびプロセスの最適化につながる力に直接影響するためです。したがって、この技術ガイドは、重要な製造分野のエンジニアや専門家に最適なフライス加工を提供する唯一のソリューションです。
高品質の表面仕上げにはどのような特別なフライス加工戦略が必要ですか?
フライス加工で優れた表面品質を達成するには、標準のツールパスを超えて、欠陥を排除し、テクスチャを制御するための専用の戦略が必要です。この文書の詳細は対象となります表面仕上げフライス加工ステップラインや一貫性のない粗さなどの特定の課題を解決する方法により、機械加工と最終表面処理を統合した完全な品質戦略を形成します。
- 単方向クライムミリングの実装:パスのクライムミリングは非常に体系的に行われます。したがって、切りくずの形成と工具のたわみに関してプロセス全体が均一に行われることが保証されます。したがって、前述の粗面仕上げを達成するために必要な解決策を満たします。サブRa0.4μmの仕上げが可能となるためです。
- 動的パラメータ調整を適用:ツールパスの平滑化と主軸速度/送り速度のオーバーラップも移行ゾーン中にプログラムされます。この方法では、目撃マークの高調波パターンが除去されるため、段差線の問題が解決され、シームレスな仕上がりが得られます。
- 専用仕上げ工具の活用: Ra値0.1μm以下の超微細仕上げの場合は、在庫に限りのあるワイパーインサートや研磨エンドミルを使用します。これにより、機械加工と研磨の複合効果が得られ、鏡面仕上げを行う際の従来の工具の欠点が克服されます。
これには、優れた表面処理を実現するために、クライム フライス加工、ツール パスの調整、および専用の仕上げカッターの使用が体系的に含まれていたと考えられます。このように、この一般的な品質戦略を通じて、表面仕上げフライス加工は完全に予測可能で価値の高いプロセスになるだけでなく、表面の完全性が必須の基準となる重要な部品の製造にとって不可欠なものとなります。

図 3: LS Manufacturing によるコンピューター数値制御フライス加工による正確なアルミニウム表面仕上げ
高効率フライス加工が技術革新でどのように生産効率を向上させるのか?
この論文は、次のような分野に適用できる方法論に焦点を当てています。 高効率フライス加工材料除去率、工具寿命、自動システムの動作の安定性に関連する重要な課題を解決するための技術。重要な技術的ソリューションは、加工力学、ツールパス、自動システムの分野のイノベーションの統合に基づいています。
極端なパラメータでの熱および動的制限を克服
単に回転スピンドルの回転数を上げるだけではオーバーヒートを引き起こすだけです。過熱の問題は、回転スピンドルの冷却と機械の剛性に技術革新を導入することで解決されました。この機械には 2 ループ冷却システムと最大20,000 rpm の回転スピンドルが使用されています。有限要素解析を実施することにより、マシンベースの最適化が行われています。
高度なツールパス制御により高噛み合い切削における工具摩耗を軽減
材料除去率が高いと、切削工具の故障率に影響します。私たちのアプローチでは、従来のパターンにより、トロコイドフライス加工。切削工具は常に動いているため、熱は発生しません。この切削工具の寿命は50%向上します。これは、工具を補助なしで使用できるためです。
連続無人生産におけるプロセスの信頼性の確保
生産性の向上には、継続的な活動を実行し、進める能力が必要です。このソリューションには、自動パレット交換システムの設計とインプロセス ゲージ システムの使用が含まれていました。このシステムにより、ツールの自動補正と各サイクルの部品の測定が可能になります。これにより、間違いや差異があった場合に、複数のワークの損傷を避けるために機械が自動的に調整されたり停止したりすることが保証されます。
この分析により、当社が非常に複雑な技術的問題に取り組む体系的な方法で高生産性の機械加工というテーマに取り組んできたことが明らかになります。これは、技術革新に対する実証済みの信頼性の高いソリューションの提供に注力する一環として、動作中の機械の最適化を含む高効率フライス加工技術を組み込む当社のアプローチに反映されています。
CNC フライス加工サービスの見積もりにはどのようなコスト要素が含まれますか?
正確かつ公平な情報の提供CNCフライス加工サービスのお見積り隠れたコストがクライアントの不満やプロジェクトの超過につながるため、これは複雑な課題です。当社のソリューションは、透明性のある価格設定を保証し、最適な価値を提供する、厳密に設計されたコスト構造です。
戦略的調達と収量の最適化による材料コストの解体
大量購入とは異なり、当社の価格設定にはコストだけではありません。さらに、当社のアプローチでは、ブランクのサイズを評価する際に幾何学的部品データを考慮し、サプライヤーとの契約や、バリューエンジニアリングの場合、材料コストに影響を与えるブランクのサイズを考慮した最適な在庫の決定にサプライヤーとの契約、および残り物を考慮します。
プロセス シミュレーションによる真のマシン時間の計算
加工時間の計算が間違っていることが判明する場合があります。私たちの仕事では、カッターの動きをシミュレートするために仮想生産プロセス用の CAM ソフトウェアを使用します。これは、非効率な切削の特定、最適な速度と送り速度の決定、および加工時間の計算に役立ちます。これは、間違いや予期せぬ事態を招くことなく、正しい加工コストを決定するのに役立ちます。
材料固有の予測モデルによる工具摩耗の定量化
考慮する必要があるもう 1 つの大きな変動費は、工具のコストです。当社には、ワークピースの材質、工具のコーティング、およびシミュレートされた切削変数に応じて摩耗と損傷を計算するための独自の公式があります。これにより、摩耗を計算できるようになります。 r と破れをユニットあたりのコストの観点から計算するため、単にコストのパーセンテージだけでなくコストも考慮に入れることができます。
これは、正確で価値に基づいたエンジニアリング見積もりを作成できるようにするための、見積もりから見積もりプロセス自体までの分析プロセスを定義する文書です。材料の歩留まりと工具の予測摩耗に関連するコストのあらゆる側面を徹底的に分析して説明することで、当社は透明性のある価格設定をクライアントに提示し、見積書が健全な技術提携であることを検証するためのデータを提供することができます。

図 4: LS Manufacturing による経済的な製造プロセスを可能にする高速コンピュータ加工
LS Manufacturing 航空宇宙部門: エンジン ケーシングの高効率フライス加工プロジェクト
これケーススタディLS マニュファクチャリングが航空宇宙業界の大手顧客の重大な製造ボトルネックをどのように解決し、加工効率と部品の完全性において画期的な進歩を達成したかを詳しく説明します。このプロジェクトは、従来の方法では生産性と表面品質の両方の厳しい要件を満たすことができなかったコンポーネントであるチタン合金エンジン ケーシングの高性能フライス加工を中心としていました。
クライアントの課題
問題の特定: 特定された問題はクライアントです。彼らは、従来の機械加工プロセスを使用して材料 Ti-6Al-4Vで作られたエンジン ケースを加工するという問題に直面しています。特定された問題は次のとおりです。 部品ごとに36 時間であるべき適切なサイクル タイムを満たすことができません。また、 Ra 1.6μmであるべき表面仕上げを満たすことができません。
LS製造ソリューション
私たちの技術チームは新しいものを作成しました高性能フライス加工プロセス。この目的のために、当社では材料除去速度が400 cm3/minである高性能正面フライス加工プロセスを機械加工プロセスとして採用しました。仕上げ加工では、従来の加工では刃物の噛み合いや発熱の精度が求められるため、外周フライス加工を採用します。
結果と価値
その結果、劇的な、測定可能、定量化可能な結果が得られました。つまり、仕様を超えるRa 0.8umという表面仕上げの達成とともに、サイクル タイムが22 時間に短縮され、これは39%という驚異的な短縮です。さらに、工具コストの増加は40%削減され、これは驚異的な数字です。これにより、顧客は年間 200 万人民元を超える節約につながりました。
航空宇宙分野からのプロジェクトにより、その能力が再び検証されました。 LSマニュファクチャリング製造上の困難な問題を解決し、高度なプロセスエンジニアリングを通じてソリューションを提供します。当社の能力を活用して、このお客様とデータを中心とした特殊なソリューションを作成および実装し、機械加工の生産性と製造コストに関する改善の価値を実証することができました。
のボトルネックを調査する精密CNCフライス加工?部品要件を送信して、カスタマイズされたプロセス最適化計画を受け取ります。

プロセス革新を通じてフライス加工プロセスの包括的な最適化をどのように達成できるでしょうか?
フライス加工で段階的な改善を達成するには、個別のアップグレードを超えて、総合的なシステム アプローチに移行する必要があります。この文書では、包括的な最適化の方法論について詳しく説明します。ツール、冷却、データ分析における戦略的プロセス革新により、コスト、環境、パフォーマンスの相互に関連する課題を解決し、優れた価値の創造を推進します。
- 耐久性を向上させるための高度なツール コーティングの実装:ワークピースの材質に応じて、特殊な保護層 PVD および CVD ( AlTiN および DLC コーティングなど) を使用および塗布します。その結果、耐熱性と耐摩耗性を実現し、摩耗面や粘着面などの摩耗面を低減することで工具の短寿命を100%改善します。
- 最小量潤滑 (MQL) システムの導入:溢れた冷却剤は、正確に測定され、切断の境界に到達する潤滑剤のエアロゾルに置き換えられます。実際、切削加工におけるプロセス革新は、環境の安全性の問題に直接影響を与える流体の使用量と廃棄量の削減に大きく貢献しました。
- インテリジェントなパラメータ最適化のためのデータ分析の活用:試行錯誤による準最適加工の問題は、最適値に基づいて提案された工具摩耗などの他の値に関連する入力パラメータに基づいて、モデルのパフォーマンスに基づいてセンサーを使用することで解決できると認識しています。
真の包括的な最適化を実現するには、高度なツール コーティング、MQL、およびデータ駆動型のプロセス制御を統合します。この相乗的なプロセス革新により、運用コストが直接削減され、環境への影響が最小限に抑えられ、機械の生産量が最大化されます。このフレームワークは、競争力の高い、高度な競争力のある分野で持続可能な価値創造を達成するための検証済みのロードマップを提供します。製造環境が混在しています。
よくある質問
1. 正面フライス加工の応用分野は外周フライス加工の応用分野とどのように異なりますか?
この場合、正面フライス加工では広範囲の平面を効率よく加工することができ、外周フライス加工では複雑な形状の精密加工を行うことができます。これら 2 つの選択肢において、どちらを選択するかは、処理される部品によって異なります。
2. フライス加工サプライヤーの技術的能力を評価するにはどうすればよいですか?
これには、 ± 0.003 mmの機器の位置決め精度、プロセス データベース、品質システムも含まれます。試加工検証を行ってください。
3. ステンレス鋼材に適した加工方法はどれですか?
荒切削の正面フライス加工は800 rpm 、仕上げ切削の外周フライス加工は1200 rpmで、クーラントを多量に使用します。
4. フライス加工中の変形をどのように制御するか?
対称的な加工プロセスを適用し、切削温度を制御します。薄肉構造の厚さは0.05mmを超えないように制限できます。
5. 小規模なシリーズを扱う場合、どのような方法でコストを削減できますか?
工具の無駄な移動を避けるために工具の経路を最適化する必要があります。さらに、汎用ツールを使用します。 LS Manufacturing の小規模バッチのコストは、大規模バッチのコストの1.2 倍に制限されています。
6. バッチ加工プロセス中の一貫性はどのように保たれますか?
SPC プロセス制御では、重要な特性はCPK > 1.67である必要があります。バッチ内の品質を維持できるように、機器を校正する必要があります。
7. 難削材のフライス加工を計算する際の注意点は何ですか?
高温合金の切削パラメータ: 低速、高送り。推奨毎分回転数、 600 rpm 。複合材料を使用するには、特別な切削工具の使用が必要になります。プロセスの試行に基づいて設定する必要がある特定のパラメーターがあります。
8. フライス加工の見積もり時に見落とされがちなコストは何ですか?
これらには、品質検査だけでなく、ツール、プログラミング、デバッグにかかる間接的なコストも含まれます。適切な評価が必要であることは明らかです。
まとめ
製粉プロセスの科学的な選択と技術革新は、コストを最適化しながら企業の加工の効率と品質を向上させるために不可欠であると考えられてきた重要な要素であり続けています。
あらゆる種類のフライス加工プロセスのプロレベルのソリューション、またはその他の精密機械加工ソリューションに関する無料お見積りについても、お気軽にお問い合わせください。 LS製造チームに連絡してくださいそれぞれのお問い合わせやニーズについて。当社のチームはお客様の要件を評価し、高精度の製造プロセスに関してプロジェクトの予算に応じてカスタマイズされたソリューションを提供します。
カスタマイズして入手CNC フライス加工ソリューション今すぐ効率と精度の二重の可能性を解き放ちましょう!
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


