
Serviços de fresagem CNC frequentemente encontram o dilema entre eficiência e precisão. O fresamento frontal , que é bastante eficiente, nunca pode oferecer mais do que precisão variável, enquanto o fresamento periférico oferece alta precisão ao custo de taxas reduzidas de aumento de produtividade que não se qualificam como aumento excessivo de mais de 25% ou padrões de qualidade.
No entanto, esta fraqueza no modelo foi agora resolvida através da utilização da base de dados de parâmetros de materiais desenvolvida após 20 anos de experiência em maquinação na LS Manufacturing . Isso permite que o modelo de seleção científica leve em consideração o parâmetro ideal para processamento.
Guia de referência rápida de serviços de fresamento CNC
| Seção | Resumo do conteúdo principal |
| Introdução: O Dilema Central | A compensação entre eficiência e precisão é criada pelo processo de fabricação. O fresamento frontal é preciso e eficiente, mas não preciso; a precisão é baixa. A precisão é muito alta, mas a eficiência não é alta. Dados imprecisos criam considerações de custo/qualidade de +25% de custo ou qualidade. |
| Análise de Problemas (Porquê) | Abordagem não científica baseada na experiência. Além disso, também ignora outros fatores, como material, capacidade da máquina, tamanho da produção ou tamanho do lote de produção. |
| Solução proposta (como) | Solução: Um modelo de seleção orientado por dados baseado em 20 anos de experiência em usinagem (LS Manufacturing). As condições de corte atuais e a vida útil esperada da ferramenta são usadas para seleção. |
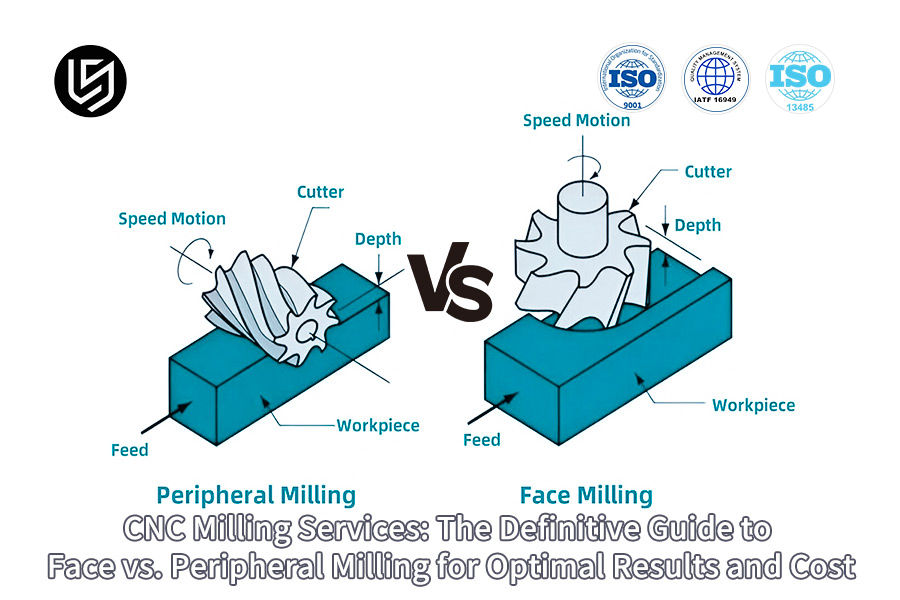
| Princípios Técnicos | Descreve o processo de corte de diferentes tipos de fresamento . Fresamento frontal (corte com face final), Fresamento periférico (corte com arestas laterais). |
| Modelo de Seleção Científica | Estrutura para tomada de decisões com base em dados quantitativos: objetivo principal (velocidade/acabamento/ambos), material, tamanho do lote, potência/rigidez da máquina e tolerância/ acabamento superficial requisitos. |
| Implementação e benefícios | Processo:Inserindo parâmetros de trabalho → Banco de dados de análise de modelo → Sugere o processo mais apropriado e os parâmetros de inicialização. Resultado: rendimento máximo, garantia de qualidade e custos de teste reduzidos. |
| Estudo de caso/validação | Exemplo da vida real da diferença entre a seleção convencional e a seleção baseada em modelo para uma determinada aplicação. No exemplo prático, comprove a eficácia do método baseado em modelo para uma determinada aplicação do componente de aço. |
| Conclusão | Da arte de adivinhar à inteligência dos dados, a abordagem garantirá que o processo seja confiável e otimizado para cada processo de fresamento . Isso significa que o planejamento de processos deixará de ser uma arte e passará a ser uma ciência. |
Resolvemos a questão crítica relacionada ao equilíbrio entre eficiência e precisão no Operação de fresagem CNC dando ao cliente a oportunidade de fazer uma escolha bem informada com base em nosso modelo de dados para seleção em vez de estimativas, reduzindo diretamente os custos em mais de 25% e mantendo a qualidade da peça processada e a maior eficácia possível do equipamento.
Por que confiar neste guia? Experiência prática dos especialistas em fabricação da LS
O que torna este guia relevante para o leitor é o facto de o know-how contido neste documento ter sido adquirido ao longo dos anos de produção em massa. Processamos componentes de missão crítica para as indústrias acima mencionadas - aeroespacial e médica, que exigem que os detalhes sejam inegociáveis. Cada processo foi executado com precisão IATF16949 e padrões do Instituto Nacional de Padrões e Tecnologia (NIST) .
Já produzimos milhares de peças fresadas de difícil fabricação e nosso principal objetivo tem sido a utilização do Usinagem CNC processo. Cada nova tarefa nos traz mais experiência na otimização do percurso das ferramentas na usinagem de ligas duras, e também nos ajuda a melhorar nossas soluções não apenas com base no conhecimento, mas também através da nossa experiência.
Quando se trata de nosso serviços de fresagem CNC de precisão , somos os especialistas na área. Precisão e repetibilidade são extremamente importantes para nós. Independentemente do aspecto que você vai fabricar apenas uma ou mais unidades, temos o compromisso de seguir os mais altos padrões como IATF16949 e Instituto Nacional de Padrões e Tecnologia (NIST) no campo. Isso nos permite fornecer o melhor componente disponível no mercado.
Figura 1: Usinagem precisa de contornos de peças metálicas por meio de fresamento computadorizado pela LS Manufacturing
Quais são as diferenças no MRR entre fresamento frontal e fresamento periférico?
Na usinagem de precisão, é essencial tomar as decisões corretas relativas às operações de fresamento. Este relatório irá destacar a diferença entre fresamento frontal vs fresamento periférico de diferentes peças para oferecer alguma clareza sobre a diferença significativa que prevalece entre a taxa de remoção de material . O objetivo principal deste trabalho de projeto é fornecer resultados precisos.
| Recurso | Fresamento frontal | Fresagem Periférica |
| Ferramenta Primária | Fresa de facear de grande diâmetro com fresas inseridas | Fresa de topo usando arestas de corte laterais |
| MRR típico | 500 - 800 cm³/min | 200 - 350 cm³/min |
| Aplicação principal | Usinagem de alta eficiência de lar superfícies planas | Operações de contorno, ranhuras e perfilamento |
| Referência de eficiência | 2,3x mais rápido que o fresamento periférico ( 200x200mm ) | Menor taxa de remoção volumétrica |
| Acabamento de superfície | Acabamento padrão | Pode alcançar acabamento superior (por exemplo, Ra 0,8 μm ) |
Uma comparação de eficiência em relação aos processos de desbaste e usinagem plana será realizada se os processos a serem escolhidos focarem mais fresamento frontal devido à alta taxa de remoção de material . O fresamento periférico deve ser empregado durante os processos de acabamento e usinagem de contorno se a superfície usinada for de grande preocupação. Este estudo fornecerá uma plataforma conclusiva para melhorar os processos usinados.

Como selecionar cientificamente um processo de fresamento com base nos objetivos de usinagem?
Um método eficaz para a seleção do processo de fresamento mais apropriado requer uma abordagem baseada em dados para obter sinergia entre eficiência, precisão e integridade superficial. Este relatório descreve um procedimento para abordar a questão da como escolher o método de fresagem usando requisitos de processamento passo a passo para convertê-los em procedimentos técnicos. O principal benefício pode ser obtido através de uma abordagem quantificável que mude a decisão de uma avaliação baseada no conhecimento para uma matriz de decisão determinística:
Priorize a remoção volumétrica para operações de desbaste
Na remoção em massa do material presente na superfície plana, o principal fator que agilizará o processo de fresamento será a taxa de remoção de material . A partir da seleção científica, o processo de fresamento será realizado realizando faceamento com utilização de fresa de maior porte. O valor da velocidade de corte será definido entre 3 e 5 mm e o valor da velocidade de avanço será mantido alto.
Selecione Complexidade Geométrica e Precisão no Semiacabamento
No contexto da usinagem de perfis, ranhuras e contornos complexos, a acessibilidade e o tamanho se tornariam o fator mais importante, e não o material. Neste contexto particular, a melhor solução estaria associada à fresagem periférica , e a maquinação seria feita através da aplicação da fresa de topo. Para que a usinagem mais precisa seja alcançada, em todos os casos, é sempre melhor controlar o valor do passo radial em 60-80% do diâmetro da ferramenta.
Otimize a integridade da superfície nas etapas de acabamento
Um acabamento superficial cllss, Ra < 0,8µm , requer um procedimento de usinagem completamente diferente. O procedimento de usinagem precisa ser realizado sem movimento vibratório e também sem deflexões da máquina. Assim, execute fresagem periférica , use pequenas distâncias de passagem ( 30-50% do diâmetro da fresa) e trabalhe em altas velocidades junto com profundidades de corte rasas.
É o único meio disponível que pode ser usado para traduzir os requisitos de processamento em otimização de processos usinados. Os engenheiros acolherão bem a definição racional da decisão do processo que resolverá as questões de rendimento, tolerância e acabamento relativos à decisão do processo. A definição racional da decisão do processo possui superioridade técnica no que diz respeito ao processo de peças usinadas de alto valor agregado, particularmente na definição ideal do processo.
Como o fresamento CNC econômico pode reduzir custos por meio da otimização de processos?
Na eterna busca por uma vantagem competitiva sustentável, fresamento CNC econômico encontrará seu objetivo final somente através da otimização do processo , e não sacrificando a qualidade. O relatório descreve uma abordagem baseada em dados para garantir redução de custos em grande escala por meio de programação, melhorias de ferramentas e otimização de processos.
| Alavanca de otimização | Ação Técnica Central | Resultado quantificável |
| Programação e percursos | Aplicar métodos de programação de alta eficiência: usinagem trocoidal, usinagem dinâmica. | Reduz o tempo de antena sem corte em até 40% |
| Tecnologia de corte | Ferramentas revestidas de alta qualidade com avanços e velocidades otimizados. | Aumenta a velocidade de corte efetiva em 30% |
| Gestão de Produção | Implemente agendamento inteligente e procedimentos de configuração padronizados | Eleva a utilização da máquina para mais de 85% |
Para obter uma redução genuína de custos de 20 a 35% , é necessário aproveitar estes três pilares: otimização dos caminhos das ferramentas para reduzir o corte a ar, ferramentas de alto desempenho e programação inteligente. A combinação destes três pilares é a solução chave para uma gestão económica Fresamento CNC em ambientes de fabricação competitivos e de alta qualidade. A necessidade é concentrar-se em medidas técnicas e não apenas em medidas de custos.

Figura 2: Fresamento plano computadorizado para alcançar qualidade superior de superfície de alumínio pela LS Manufacturing
Como a tecnologia de fresamento de alta precisão garante qualidade de usinagem em nível de mícron?
Este fresamento de produção que envolve precisão em nível de mícron nunca pode ser feito de forma fragmentada, reagindo após o fato, mas apenas como parte de um sistema abrangente que aborda problemas, como erros devido à expansão, vibração ou desgaste na ferramenta de corte , de forma proativa. Este modelo aborda um conjunto de questões inter-relacionadas, garantindo um certo nível de qualidade para uma peça de alto valor, em três áreas principais:
- Compensação proativa de erros térmicos: A segunda fonte de grandes erros é a deformação térmica no maquinário. Aqui, o sistema utiliza uma rede de sensores de temperatura instalada dentro do fuso, fusos de esferas e estrutura. É ainda utilizado no modelo de compensação de erro térmico em tempo real, que mantém o erro de posicionamento nos eixos em ±0,005 mm em relação ao calor ambiente ou produzido internamente.
- Controle Ativo de Vibração na Fonte: Seguimos um protocolo rígido para tentar evitar vibrações forçadas: Porta-ferramentas e ferramentas de corte são pré-balanceados para G2,5/2,5 mm/s antes do processo. Em operações críticas onde podem aparecer marcas de trepidação, porta-ferramentas antivibratórios são usados para reduzir substancialmente a amplitude das vibrações criadas abaixo de 2 μm , garantindo assim um bom acabamento superficial e vida útil da ferramenta.
- Metrologia em processo para controle de circuito fechado: Fornecemos apalpadores de contato e presets de ferramentas a laser completamente integrados ao processo de usinagem . As sondas de toque verificam o dimensionamento geométrico das peças após as principais operações, garantindo assim que existe um mecanismo de feedback de loop. O processo garante que a medição do erro de deslocamento e desgaste da ferramenta seja de 99,5% garantia de qualidade , acontece sem interromper o processo para fiscalização.
Esta estrutura detalha as medidas técnicas acionáveis e interligadas que implementamos para resolver os desafios precisos de técnicas de fresamento de precisão . Nossa distinção competitiva reside na aplicação integrada de modelagem preditiva, mitigação de vibração no nível da fonte e controle no processo baseado em dados, fornecendo um sistema verificável e sustentável para precisão em nível de mícron .
Quais são os principais parâmetros técnicos necessários para oferecer suporte ao desempenho ideal de fresamento?
Para obter resultados de fresagem ideais , é necessário progredir das medidas gerais de velocidade para um método orientado à aplicação desenvolvido a partir de dados reais. Neste documento, a forma como a descrição do método é entregue define os principais parâmetros técnicos necessários para satisfazer a tarefa em relação à relação de compensação entre taxas de remoção de material, vida útil da fresa e qualidades de superfície. Existem três pilares interdependentes no método:
Otimize a velocidade de corte (Vc) para usinabilidade específica do material
A velocidade de corte seria, conseqüentemente, determinada dependendo do material a ser cortado. Por exemplo, no torneamento de alumínio, a velocidade de corte seria alta, necessitando de velocidades de corte de 8.000-12.000 rpm , a fim de contrariar a aderência do material a ser cortado à ferramenta de corte, enquanto no torneamento de aço, a velocidade de corte seria média, necessitando de velocidades de 1.500-2.500 rpm , o que ajudaria na remoção de calor, corrigindo assim a quebra da ferramenta e a produção inadequada de cavacos.
Calibre o avanço por dente (fz) para controlar as forças de corte e o acabamento
Determinamos a taxa de avanço por dente dependendo do acabamento superficial desejado, bem como da rigidez da ferramenta de corte. Uma taxa de avanço mais alta, como avanço de 0,2 mm por dente, é preferida durante o desbaste para obter economia máxima; enquanto isso, durante o acabamento, será utilizada uma taxa de avanço mais baixa, como avanço de 0,1 mm por dente, para obter um acabamento superficial mais fino.
Equilibre as profundidades de corte axial e radial para um encaixe estável
A profundidade de corte (ap) e a largura de corte (ae) devem ser determinadas de forma que haja um engate estável com a ferramenta de corte e controle da deflexão. Uma profundidade de corte moderada de 0,5 a 1,5 mm e o passo radial de 30 a 50% do diâmetro da ferramenta em operações de fresamento periférico de aço garantirão um corte estável, eliminando assim os riscos associados a vibrações e imprecisões dimensionais.
Para ótimos resultados de fresamento , os seguintes parâmetros críticos precisam ser determinados e validados para cada par material-ferramenta: velocidade de corte, avanço por dente e profundidade de corte. Isso ocorre porque a otimização desses parâmetros técnicos tem efeito direto na carga do cavaco, no calor gerado e nas forças que devem levar a otimizações do processo . Conseqüentemente, este guia técnico é a única solução que fornece fresamento ideal para engenheiros e profissionais de manufatura crítica.
Quais estratégias especiais de fresamento são necessárias para um acabamento superficial de alta qualidade?
Alcançar qualidade superficial superior no fresamento vai além dos percursos de ferramenta padrão, exigindo estratégias dedicadas para eliminar defeitos e controlar a textura. Este documento detalha os alvos fresamento de acabamento superficial métodos que resolvem desafios específicos como linhas escalonadas e rugosidade inconsistente, formando uma estratégia de qualidade completa que integra a usinagem com o tratamento superficial final.
- Implementar fresamento concordante unidirecional: O fresamento concordante de passes é feito de forma muito sistemática; portanto, garante que todo o processo seja feito de maneira uniforme no que diz respeito à formação de cavacos e deflexão das ferramentas. Portanto, satisfaz uma solução necessária para obter um acabamento superficial áspero, como afirmado anteriormente. Isto porque permite obter um acabamento sub-Ra 0,4µm .
- Aplicar modulação de parâmetro dinâmico: Suavização de caminhos de ferramenta e sobreposições de velocidade/taxa de avanço do fuso também são programadas durante zonas de transição. Este método remove os padrões harmônicos das marcas testemunhas e, portanto, resolve o problema da linha de degrau para fornecer um acabamento uniforme.
- Utilize ferramentas de acabamento dedicadas: Em casos que envolvem acabamentos ultrafinos com valores Ra de 0,1 µm ou menos, é feito o uso de pastilhas alisadoras ou fresas de topo de polimento com estoque limitado. Isto resulta num efeito combinado de maquinagem e polimento no qual são ultrapassadas as desvantagens das ferramentas convencionais na produção de acabamentos espelhados.
Isso envolveria sistematicamente o uso de fresamento concordante, modulação dos caminhos da ferramenta e fresas de acabamento dedicadas para obter um tratamento superficial superior. Desta forma, através desta estratégia geral de qualidade , o fresamento de acabamento superficial torna-se completamente previsível e um processo de alto valor, além de ser um imperativo para a fabricação de peças críticas onde a integridade superficial se torna um critério essencial.

Figura 3: Revestimento preciso de alumínio por meio de fresamento de controle numérico computadorizado da LS Manufacturing
Como o fresamento de alta eficiência melhora a eficiência da produção por meio da inovação tecnológica?
O artigo se concentra em metodologias que podem ser adaptadas em fresagem de alta eficiência tecnologias para resolver desafios importantes ligados às taxas de remoção de material, vida útil da ferramenta e estabilidade de operação do sistema automático. A importante solução técnica baseia-se na integração de inovações nas áreas de dinâmica de usinagem, percurso da ferramenta e sistemas automáticos.
Superando Limitações Térmicas e Dinâmicas em Parâmetros Extremos
Apenas aumentar a rotação do fuso giratório só levaria ao superaquecimento. O desafio do superaquecimento foi enfrentado pela implementação de uma inovação tecnológica no resfriamento do fuso giratório, bem como na rigidez da máquina. Um sistema de resfriamento de dois circuitos e um fuso giratório máximo de 20.000 rpm são usados na máquina. Houve uma otimização da base da máquina através da realização de análises de elementos finitos.
Mitigação do desgaste da ferramenta em cortes de alto envolvimento por meio do controle avançado do percurso da ferramenta
A alta taxa de remoção de material afeta a taxa de falha da ferramenta de corte. Em nossa abordagem, os padrões convencionais levaram ao uso de fresagem trocoidal . A ferramenta de corte está sempre em movimento e por isso não gera calor. A vida útil desta ferramenta de corte é aumentada em 50% , e isso ocorre porque a ferramenta pode funcionar sem ajuda.
Garantindo a confiabilidade do processo para produção contínua não tripulada
A melhoria da produtividade requer a capacidade de executar e prosseguir com atividades contínuas. A solução incluiu o projeto do sistema de troca automática de paletes e a utilização do sistema de medição em processo. O sistema permite a compensação automática da ferramenta e a medição das peças para cada ciclo. Isso garante que nos casos em que haja erros ou desvios, haja ajustes e/ou paradas automáticas nas máquinas para evitar danos a múltiplos trabalhos.
Esta análise deixa claro que abordamos o tema da usinagem de alta produtividade de uma forma estruturada que aborda problemas técnicos muito complexos. Isto se reflete em nossa abordagem para incorporar tecnologia de fresamento de alta eficiência , incluindo a otimização da máquina durante o movimento, como parte de nosso foco no fornecimento de soluções comprovadamente confiáveis para inovação tecnológica .
Quais elementos de custo estão incluídos em uma cotação para serviços de fresamento CNC?
Fornecer uma informação precisa e justa Orçamento de serviços de fresagem CNC é um desafio complexo, pois os custos ocultos levam à insatisfação do cliente e ao atraso no projeto. Nossa solução é uma estrutura de custos rigorosamente projetada que garante preços transparentes e oferece valor ideal:
Desconstruindo custos de materiais por meio de fornecimento estratégico e otimização de rendimento
Ao contrário das compras em grande volume, nossos preços incluem mais do que apenas custos. Além disso, nossa abordagem considera dados geométricos de peças na avaliação do tamanho do blank e contratos com fornecedores, bem como sobras, na determinação do estoque ideal, levando em consideração o tamanho do blank, o que afeta os custos de materiais, geralmente predominantes para chegar ao ponto mais econômico para o cliente no caso da engenharia de valor.
Cálculo do verdadeiro tempo de máquina por meio de simulação de processo
O cálculo do tempo de usinagem pode ser incorreto. Em nosso trabalho utilizamos o software CAM para o processo de produção virtual a fim de simular o movimento das fresas. Isso auxiliará na identificação de cortes ineficientes, na determinação da velocidade e dos avanços ideais e também no cálculo do tempo de usinagem. Isso será útil para determinar o custo de usinagem correto sem qualquer erro ou surpresa.
Quantificando o desgaste da ferramenta com modelos preditivos específicos do material
O outro alto custo variável que deve ser levado em consideração é o custo do ferramental. Temos nossas próprias fórmulas para calcular o desgaste, que dependem do material da peça, do revestimento das ferramentas e de nossas variáveis de corte simuladas. Isso nos permite calcular o wea r e rasgar em termos de custo por unidade, podendo assim levar em consideração o custo e não apenas a percentagem de custo.
Este é o documento que define nosso processo analítico até o próprio processo de cotação desde a estimativa para poder formular uma cotação de engenharia precisa e orientada para o valor. Analisando e explicando minuciosamente todos os aspectos dos custos associados ao rendimento do material e ao desgaste preditivo de nossas ferramentas, somos capazes de apresentar aos nossos clientes preços transparentes e dados capacitadores para validar nossas cotações como colaborações técnicas sólidas.

Figura 4: Usinagem computadorizada rápida para permitir processos de fabricação econômicos pela LS Manufacturing
Divisão Aeroespacial da LS Manufacturing: Projeto de fresamento de alta eficiência para carcaças de motores
Esse estudo de caso detalha como a LS Manufacturing resolveu gargalos críticos de fabricação para um cliente aeroespacial líder, alcançando um avanço na eficiência de usinagem e integridade das peças. O projeto centrou-se na fresagem de alto desempenho de uma carcaça de motor em liga de titânio , um componente onde os métodos tradicionais não conseguiram atender aos rigorosos requisitos de produtividade e qualidade superficial:
Desafio do cliente
A Identificação do problema: O problema identificado é o cliente. Eles enfrentam problemas na usinagem da carcaça do motor feita de material Ti-6Al-4V usando processos de usinagem convencionais. Os problemas identificados são: Não conseguem cumprir um tempo de ciclo adequado por peça, que deveria ser de 36 horas . Além disso, não conseguem atender ao acabamento superficial, que deveria ser Ra 1,6µm .
Solução de Fabricação LS
Nossa equipe técnica criou um novo fresamento de alto desempenho processo. Para isso, utilizamos o processo de faceamento de alto desempenho como processo de usinagem, pois a taxa de remoção de material é de 400 cm³/min . Para o processo de acabamento utilizaremos o processo de fresamento periférico pois necessitamos de precisão no engate da ferramenta de corte e na fase de geração de calor do processo de usinagem convencional.
Resultados e Valor
O resultado ofereceu resultados drásticos, mensuráveis e quantificáveis, nomeadamente a redução do tempo de ciclo para 22 horas , o que é uma redução surpreendente de 39% , juntamente com a realização do acabamento superficial Ra 0,8um , que está além da especificação. Além disso, o aumento no custo da ferramenta foi reduzido em 40% , números surpreendentes. Isto resultou em poupanças para o cliente de mais de 2 milhões de RMB por ano .
O projecto proveniente do sector aeroespacial validou mais uma vez a capacidade de LS Fabricação para resolver os difíceis problemas de fabricação e fornecer soluções por meio de engenharia de processos avançada. Poderíamos utilizar nossa competência para criar e implementar uma solução especializada com este cliente, centrada nos dados, para demonstrar o valor da melhoria no que diz respeito à produtividade da usinagem e ao custo de fabricação.
Explorando os gargalos em fresamento CNC de precisão ? Envie seus requisitos de peças para receber um plano personalizado de otimização de processos.

Como a otimização abrangente dos processos de fresamento pode ser alcançada por meio da inovação de processos?
Alcançar melhorias graduais no fresamento requer ir além de atualizações isoladas para uma abordagem de sistema holística. Este documento detalha uma metodologia para otimização abrangente , onde a inovação estratégica de processos em ferramentas, refrigeração e análise de dados resolve desafios interconectados de custo, ambiente e desempenho para impulsionar a criação de valor superior.
- Implementar revestimentos avançados de ferramentas para maior durabilidade: Dependendo do material da peça de trabalho, usamos e aplicamos camadas protetoras especiais PVD e CVD (como revestimentos AlTiN e DLC ). Como resultado, alcançamos resistência ao calor e ao desgaste, garantindo assim que a curta vida útil das ferramentas seja melhorada em 100% , reduzindo as superfícies desgastadas, incluindo aquelas que são abrasivas e pegajosas.
- Implantar Sistemas de Quantidade Mínima de Lubrificação (MQL): O líquido refrigerante de inundação, por sua vez, é suplantado por um aerossol de lubrificante, que é medido com precisão, atingindo o limite do corte. A inovação nos processos de corte tem, efetivamente, contribuído significativamente para a redução do uso e descarte de fluidos, o que afeta diretamente a questão da segurança do meio ambiente.
- Utilizar Análise de Dados para Otimização Inteligente de Parâmetros: Reconhecemos que o problema da usinagem subótima por tentativa e erro é respondido pelo uso de sensores, com base no desempenho dos modelos, com base nos parâmetros de entrada relacionados a outros valores, como desgaste da ferramenta, propostos com base em valores ótimos.
Para obter uma otimização verdadeiramente abrangente , integre revestimentos avançados de ferramentas, MQL e controle de processo baseado em dados. Essa inovação sinérgica de processos reduz diretamente os custos operacionais, minimiza o impacto ambiental e maximiza a produção da máquina. A estrutura fornece um roteiro validado para alcançar a criação de valor sustentável em ambientes competitivos e de alta misturar ambientes de fabricação .
Perguntas frequentes
1. Como os campos de aplicação do fresamento frontal diferem daqueles do fresamento periférico?
Neste caso, superfícies planas extensas podem ser processadas com eficiência por meio de fresamento frontal , enquanto a usinagem de precisão de contornos complexos pode ser realizada por meio de fresamento periférico. Nessas duas alternativas, a escolha de qual realizar depende da peça a ser processada.
2. Como avaliar as capacidades técnicas de um fornecedor de fresagem?
Isso também inclui posicionamento de precisão do equipamento de ± 0,003 mm , banco de dados de processo e sistema de qualidade. A verificação experimental da usinagem deve ser realizada.
3. Qual método de fresamento é adequado para materiais de aço inoxidável?
Fresamento frontal para cortes de desbaste, 800 rpm , e fresamento periférico para cortes de acabamento, 1.200 rpm , com uso liberal de refrigeração.
4. Como controlar a deformação durante o fresamento?
Aplique processos de usinagem simétricos e controle as temperaturas de corte. A espessura da estrutura de paredes finas pode ser restrita e não exceder 0,05 mm .
5. De que forma poderiam ser reduzidos os custos quando se trabalha com pequenas séries?
É necessário otimizar o percurso das ferramentas para evitar movimentos desnecessários das ferramentas. Além disso, use ferramentas genéricas. O custo de pequenos lotes para a LS Manufacturing é limitado a 1,2 vezes o custo de lotes grandes.
6. Como é mantida a consistência durante os processos de usinagem em lote?
No controle do processo SPC, as características críticas devem ser tais que CPK > 1,67 . Os equipamentos devem ser calibrados para que a qualidade dos lotes possa ser mantida.
7. Quais são os cuidados necessários ao calcular o fresamento em materiais de difícil usinagem?
Parâmetros de corte para ligas de alta temperatura: baixa velocidade, alta taxa de avanço; rotação recomendada por minuto, 600 rpm . O uso de materiais compósitos exigirá o uso de ferramentas de corte especiais. Haverá certos parâmetros que deverão ser definidos com base em testes de processo.
8. Que tipo de custos são comumente ignorados quando há cotações de fresamento?
Isso incluiria os custos indiretos de ferramentas, programação e depuração, bem como inspeção de qualidade. É evidente que tem de haver uma avaliação adequada.
Resumo
A seleção científica do processo de moagem e as inovações tecnológicas continuam sendo fatores importantes que têm sido considerados essenciais para melhorar a eficiência e a qualidade do processamento das empresas e, ao mesmo tempo, otimizar os custos.
Para soluções de nível profissional de qualquer tipo de processo de fresamento, ou mesmo orçamentos gratuitos sobre outras soluções de usinagem de precisão, você pode gentilmente entre em contato com a equipe de fabricação da LS em relação às suas respectivas dúvidas e necessidades. Nossa equipe avaliará sua necessidade e fornecerá uma solução customizada de acordo com o orçamento do seu projeto no que diz respeito aos processos de fabricação de alta precisão.
Obtenha seu personalizado Solução de fresamento CNC hoje e desbloqueie o duplo potencial de eficiência e precisão!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia metálica e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


