
CNC-Fräsdienstleistungen stehen häufig vor dem Dilemma zwischen Effizienz und Präzision. Das recht effiziente Planfräsen kann nie mehr als eine variable Genauigkeit bieten, während das Umfangsfräsen eine hohe Genauigkeit auf Kosten geringerer Produktivitätssteigerungsraten bietet, die nicht als Übersteigerung oder Qualitätsstandards von mehr als 25 % gelten.
Diese Schwäche des Modells wurde jedoch nun durch die Verwendung der Materialparameterdatenbank behoben, die auf der Grundlage der 20-jährigen Bearbeitungserfahrung bei LS Manufacturing entwickelt wurde. Dies ermöglicht es dem wissenschaftlichen Auswahlmodell, den optimalen Parameter für die Verarbeitung zu berücksichtigen.
Kurzanleitung für CNC-Fräsdienste
| Abschnitt | Zusammenfassung der wichtigsten Inhalte |
| Einleitung: Das Kerndilemma | Der Kompromiss zwischen Genauigkeit und Effizienz entsteht durch den Herstellungsprozess. Planfräsen ist genau und effizient, aber nicht präzise; Die Präzision ist gering. Die Genauigkeit ist sehr hoch, aber die Effizienz ist nicht hoch. Ungenaue Daten führen zu Kosten-/Qualitätsüberlegungen von +25 % Kosten oder Qualität. |
| Problemanalyse (Warum) | Unwissenschaftlicher Ansatz, der auf Erfahrung basiert. Darüber hinaus werden auch andere Faktoren außer Acht gelassen, beispielsweise das Material, die Kapazität der Maschine, die Produktionsgröße oder die Größe der Produktionscharge. |
| Vorgeschlagene Lösung (Wie). | Lösung: Ein datengesteuertes Auswahlmodell basierend auf 20 Jahren Bearbeitungserfahrung (LS Manufacturing). Zur Auswahl werden die aktuellen Schnittbedingungen und die erwartete Werkzeugstandzeit herangezogen. |
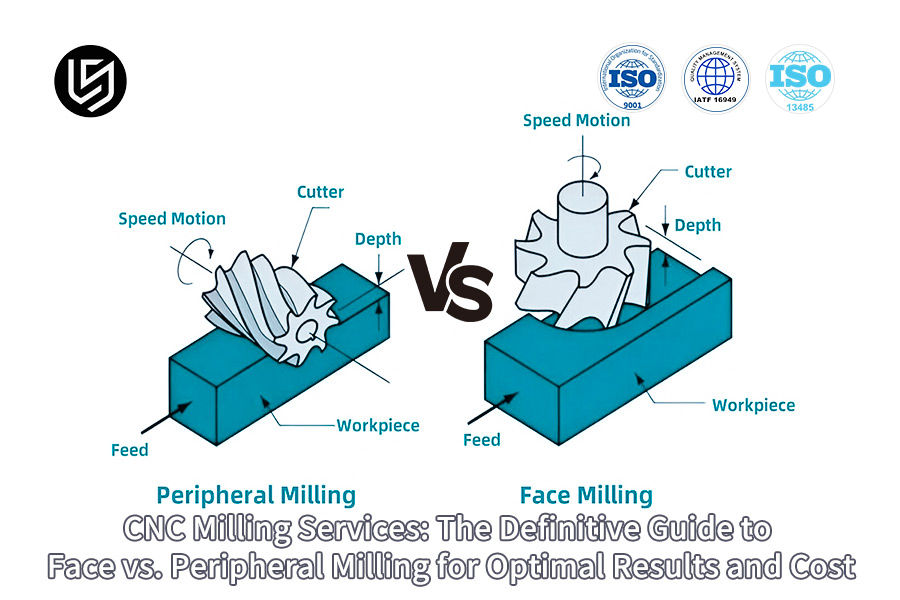
| Technische Prinzipien | Beschreibt den Schneidvorgang verschiedener Fräsarten . Planfräsen (Schneiden mit Stirnfläche), Umfangsfräsen (Schneiden mit Seitenkanten). |
| Wissenschaftliches Auswahlmodell | Rahmen für die Entscheidungsfindung auf der Grundlage quantitativer Eingaben: Primäres Ziel (Geschwindigkeit/Endbearbeitung/beides), Material, Losgröße, Maschinenleistung/Steifigkeit und Toleranz/ Oberflächenbeschaffenheit Anforderungen. |
| Implementierung und Vorteile | Prozess: Jobparameter eingeben → Modell analysiert die Datenbank → Schlägt die am besten geeigneten Prozess- und Startparameter vor. Ergebnis: Maximaler Durchsatz, Qualitätssicherung und reduzierte Testkosten. |
| Fallstudie/Validierung | Praxisnahes Beispiel für den Unterschied zwischen konventioneller und modellbasierter Auswahl für die gegebene Anwendung. Beweisen Sie im Praxisbeispiel die Wirksamkeit der modellbasierten Methode für den gegebenen Anwendungsfall des Stahlbauteils. |
| Abschluss | Von der Kunst des Ratens bis hin zur Intelligenz der Daten stellt der Ansatz sicher, dass der Prozess zuverlässig und für jeden Fräsprozess optimiert ist. Das bedeutet, dass Prozessplanung keine Kunst mehr, sondern eine Wissenschaft sein wird. |
Wir lösen das kritische Problem im Zusammenhang mit dem Gleichgewicht zwischen Effizienz und Präzision in der CNC-Fräsbetrieb indem wir dem Kunden die Möglichkeit geben, eine fundierte Entscheidung auf der Grundlage unseres Auswahldatenmodells anstelle von Schätzungen zu treffen, wodurch die Kosten direkt um über 25 % gesenkt werden und die Qualität des verarbeiteten Teils sowie die höchstmögliche Anlageneffektivität erhalten bleiben.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Was diesen Leitfaden für den Leser relevant macht, ist die Tatsache, dass das in diesem Dokument enthaltene Know-how im Laufe der Jahre der Massenproduktion erworben wurde. Wir haben geschäftskritische Komponenten für die oben genannten Branchen Luft- und Raumfahrt und Medizin verarbeitet, deren Details nicht verhandelbar sein müssen. Jeder Prozess wurde präzise ausgeführt IATF16949 und Standards des National Institute of Standards and Technology (NIST) .
Wir haben bereits Tausende von schwierig herzustellenden Frästeilen hergestellt und unser Hauptziel war die Verwendung dieser CNC-Bearbeitung Verfahren. Jede neue Aufgabe bringt uns mehr Erfahrung in der Optimierung des Werkzeugverlaufs bei der Bearbeitung von Hartlegierungen und hilft uns auch, unsere Lösungen nicht nur auf der Grundlage von Wissen, sondern auch durch unsere Erfahrung zu verbessern.
Wenn es um unsere geht Präzisions-CNC-Fräsdienstleistungen , wir sind die Experten auf diesem Gebiet. Genauigkeit und Wiederholbarkeit sind für uns äußerst wichtig. Unabhängig davon, ob Sie nur eine oder mehrere Einheiten herstellen, verpflichten wir uns zur Einhaltung der höchsten Standards wie IATF16949 und Nationales Institut für Standards und Technologie (NIST) -Standards in diesem Bereich. Dies ermöglicht es uns, Ihnen die beste auf dem Markt erhältliche Komponente anzubieten.
Abbildung 1: Präzise Konturbearbeitung von Metallteilen durch computergestütztes Fräsen von LS Manufacturing
Was sind die Unterschiede beim MRR zwischen Planfräsen und Peripheriefräsen?
Bei der Präzisionsbearbeitung kommt es darauf an, bei den Fräsvorgängen die richtigen Entscheidungen zu treffen. Dieser Bericht wird den Unterschied zwischen hervorheben Planfräsen vs. Umfangsfräsen verschiedener Werkstücke, um Klarheit über den erheblichen Unterschied zu schaffen, der zwischen den Materialabtragsraten besteht. Der Hauptzweck dieser Projektarbeit besteht darin, genaue Ergebnisse zu liefern.
| Besonderheit | Planfräsen | Umfangsfräsen |
| Primäres Werkzeug | Planfräser mit großem Durchmesser und eingesetzten Schneiden | Schaftfräser mit seitlichen Schneidkanten |
| Typische MRR | 500 - 800 cm³/min | 200 - 350 cm³/min |
| Schlüsselanwendung | Hocheffiziente Bearbeitung von Lar ge ebene Flächen | Konturierungs-, Schlitz- und Profilierungsoperationen |
| Effizienz-Benchmark | 2,3x schneller als Umfangsfräsen ( 200x200mm ) | Geringere volumetrische Abtragsrate |
| Oberflächenbeschaffenheit | Standardausführung | Kann ein hervorragendes Finish erzielen (z. B. Ra 0,8 μm ) |
Ein Effizienzvergleich hinsichtlich der Prozesse Schruppen und Planbearbeitung lässt sich realisieren, wenn die Prozesse stärker ausgewählt werden Planfräsen aufgrund der hohen Materialabtragsleistung . Bei der Endbearbeitung und Konturbearbeitung sollte das Umfangsfräsen eingesetzt werden, wenn die bearbeitete Oberfläche von großer Bedeutung ist. Diese Studie wird eine schlüssige Plattform zur Verbesserung maschinell bearbeiteter Prozesse bieten.

Wie wählt man wissenschaftlich einen Fräsprozess basierend auf den Bearbeitungszielen aus?
Eine effektive Methode zur Auswahl des am besten geeigneten Fräsprozesses erfordert einen datengesteuerten Ansatz zur Erzielung von Synergien zwischen Effizienz, Genauigkeit und Oberflächenintegrität. In diesem Bericht wird ein Verfahren zur Beantwortung der Frage beschrieben So wählen Sie die Fräsmethode aus Verarbeitungsanforderungen schrittweise in technische Verfahren umsetzen. Der Hauptnutzen kann durch einen quantifizierbaren Ansatz abgeleitet werden, der die Entscheidung von einer wissensbasierten Bewertung auf eine deterministische Entscheidungsmatrix verlagert:
Priorisieren Sie den volumetrischen Abtrag für Schruppoperationen
Beim Massenabtrag des in der planaren Oberfläche vorhandenen Materials ist die Materialabtragsrate der wichtigste Faktor, der den Fräsprozess beschleunigt. Nach der wissenschaftlichen Auswahl wird der Fräsvorgang durch Planfräsen mit dem größeren Fräser durchgeführt. Der Wert der Schnittgeschwindigkeit wird auf 3 bis 5 mm eingestellt und der Wert der Vorschubgeschwindigkeit wird hoch gehalten.
Wählen Sie für geometrische Komplexität und Genauigkeit bei der Halbbearbeitung
Bei der Bearbeitung komplexer Profile, Nuten und Konturen würden Zugänglichkeit und Größe zum wichtigsten Faktor werden und nicht das Material. In diesem speziellen Kontext wäre die beste Lösung das Umfangsfräsen , und die Bearbeitung würde durch den Einsatz des Schaftfräsers erfolgen. Um in jedem Fall die genaueste Bearbeitung zu erreichen, ist es immer besser, den Wert der radialen Zustellung bei 60–80 % des Werkzeugdurchmessers zu kontrollieren.
Optimieren Sie die Oberflächenintegrität in den Endbearbeitungsphasen
Eine erstklassige Oberflächengüte, Ra < 0,8 µm , erfordert ein völlig anderes Bearbeitungsverfahren. Der Bearbeitungsvorgang muss ohne Vibrationsbewegungen und ohne Maschinenauslenkungen erfolgen. Also ausführen Umfangsfräsen Verwenden Sie kleine Überstellungsabstände ( 30–50 % des Fräserdurchmessers) und arbeiten Sie mit hohen Geschwindigkeiten und geringen Schnitttiefen.
Es ist das einzige verfügbare Mittel, mit dem Verarbeitungsanforderungen in die Optimierung maschineller Prozesse umgesetzt werden können. Ingenieure werden eine rationale Definition der Prozessentscheidung begrüßen, die die Fragen des Durchsatzes, der Toleranz und des Finishs bei der Prozessentscheidung löst. Die rationale Definition von Prozessentscheidungen besitzt technische Überlegenheit hinsichtlich des Prozesses mit hoher Wertschöpfung bearbeiteter Teile, insbesondere der optimalen Prozessdefinition.
Wie kann kostengünstiges CNC-Fräsen durch Prozessoptimierung Kosten senken?
Im ewigen Streben nach einem nachhaltigen Wettbewerbsvorteil kostengünstiges CNC-Fräsen wird sein ultimatives Ziel nur durch Prozessoptimierung erreichen, nicht durch Qualitätseinbußen. Der Bericht skizziert einen datengesteuerten Ansatz, um durch Programmierung, Werkzeugverbesserungen und Prozessoptimierung eine umfassende Kostensenkung sicherzustellen.
| Optimierungshebel | Technische Kernaktion | Quantifizierbares Ergebnis |
| Programmierung und Werkzeugwege | Wenden Sie hocheffiziente Programmiermethoden an: Trochoidenbearbeitung, dynamische Bearbeitung. | Reduziert die nicht-schneidende Sendezeit um bis zu 40 % |
| Schneidtechnik | Hochwertige beschichtete Werkzeuge mit optimierten Vorschüben und Geschwindigkeiten. | Erhöht die effektive Schnittgeschwindigkeit um 30 % |
| Produktionsmanagement | Setzen Sie eine intelligente Planung und standardisierte Einrichtungsverfahren ein | Erhöht die Maschinenauslastung auf über 85 % |
Um eine echte Kostenreduzierung von 20–35 % zu erreichen, müssen diese drei Säulen genutzt werden: Optimierung der Werkzeugwege zur Reduzierung des Luftschneidens, Hochleistungswerkzeuge und intelligente Planung. Die Kombination dieser drei Säulen ist die Schlüssellösung für Kosteneffizienz CNC-Fräsen in hochwertigen, wettbewerbsfähigen Fertigungsumgebungen. Der Schwerpunkt liegt auf technischen Maßnahmen und nicht nur auf Kostenmaßnahmen.

Abbildung 2: Computergestütztes Flachfräsen zur Erzielung einer überlegenen Aluminiumoberflächenqualität durch LS Manufacturing
Wie gewährleistet hochpräzise Frästechnologie eine Bearbeitungsqualität im Mikrometerbereich?
Dieses Produktionsfräsen mit Genauigkeit im Mikrometerbereich kann niemals stückweise und nachträglich erfolgen, sondern nur als Teil eines umfassenden Systems, das Probleme wie Fehler aufgrund von Ausdehnung, Vibration oder Verschleiß des Schneidwerkzeugs proaktiv angeht. Dieses Modell befasst sich mit einer Reihe miteinander verbundener Probleme und stellt in drei Schlüsselbereichen ein bestimmtes Qualitätsniveau für ein hochwertiges Teil sicher:
- Proaktive Kompensation thermischer Fehler: Die zweite Quelle großer Fehler ist die thermische Verformung der Maschine. Dabei nutzt das System ein Temperatursensornetzwerk, das in der Spindel, den Kugelumlaufspindeln und der Struktur installiert ist. Es wird außerdem im Echtzeitmodell zur thermischen Fehlerkompensation verwendet, das den Positionierungsfehler in den Achsen bei ±0,005 mm gegenüber Umgebungswärme oder intern erzeugter Wärme hält.
- Aktive Vibrationskontrolle an der Quelle: Wir folgen einem strengen Protokoll, um erzwungene Vibrationen zu vermeiden: Werkzeughalter und Schneidwerkzeuge werden vor dem Prozess auf G2,5/2,5 mm/s vorgewuchtet. Bei kritischen Operationen, bei denen Rattermarken auftreten können, werden gedämpfte Werkzeughalter verwendet, um die Amplitude der erzeugten Vibrationen erheblich auf unter 2 μm zu reduzieren und so eine gute Oberflächengüte und Werkzeugstandzeit zu gewährleisten.
- In-Prozess-Messtechnik für die Regelung im geschlossenen Regelkreis: Wir bieten taktile Messtaster und Laser-Werkzeugmesssysteme, die vollständig in den Bearbeitungsprozess integriert sind. Die schaltenden Messtaster prüfen nach Tastenbetätigungen die geometrische Bemaßung der Teile und stellen so sicher, dass ein Loop-Feedback-Mechanismus vorhanden ist. Das Verfahren stellt sicher, dass die Messung des Fehlers bei Versatz und Verschleiß des Werkzeugs bei 99,5 % liegt. Qualitätssicherung , geschieht ohne Unterbrechung des Inspektionsprozesses.
Dieses Rahmenwerk beschreibt die umsetzbaren, miteinander verbundenen technischen Maßnahmen, die wir implementieren, um die genauen Herausforderungen von zu lösen Präzisionsfrästechniken . Unser Wettbewerbsvorteil liegt in der integrierten Anwendung von prädiktiver Modellierung, Vibrationsminderung auf Quellenebene und datengesteuerter In-Prozess-Steuerung, die ein überprüfbares und nachhaltiges System für Genauigkeit im Mikrometerbereich liefert.
Welche wichtigen technischen Parameter sind erforderlich, um eine optimale Mahlleistung zu unterstützen?
Um optimale Fräsergebnisse zu erzielen, ist es notwendig, von allgemeinen Geschwindigkeitsmessungen zu einer anwendungsorientierten Methode zu gelangen, die aus tatsächlichen Daten entwickelt wird. In diesem Dokument definiert die Art und Weise, wie die Methodenbeschreibung bereitgestellt wird, wichtige technische Parameter, die zur Erfüllung der Aufgabe in Bezug auf die Kompromissbeziehung zwischen Materialabtragsraten, Fräserlebensdauer und Oberflächenqualitäten erforderlich sind. Die Methode besteht aus drei voneinander abhängigen Säulen:
Optimieren Sie die Schnittgeschwindigkeit (Vc) für materialspezifische Bearbeitbarkeit
Die Schnittgeschwindigkeit würde folglich abhängig vom zu schneidenden Material bestimmt werden. Beispielsweise wäre beim Drehen von Aluminium die Schnittgeschwindigkeit hoch und würde Schnittgeschwindigkeiten von 8.000 bis 12.000 U/min erfordern, um dem Anhaften des zu schneidenden Materials am Schneidwerkzeug entgegenzuwirken, während beim Drehen von Stahl die Schnittgeschwindigkeit mittel sein würde und Geschwindigkeiten von 1.500 bis 2.500 U/min erfordern würden, was die Wärmeableitung unterstützen und so den Werkzeugbruch und die falsche Späneproduktion korrigieren würde.
Kalibrieren Sie den Vorschub pro Zahn (fz), um Schnittkräfte und Finish zu kontrollieren
Wir bestimmen den Vorschub pro Zahn abhängig von der gewünschten Oberflächengüte sowie der Steifigkeit des Schneidwerkzeugs. Um eine maximale Wirtschaftlichkeit zu erreichen, wird beim Schruppen eine höhere Vorschubgeschwindigkeit, z. B. 0,2 mm Vorschub pro Zahn, bevorzugt. Währenddessen wird beim Schlichten eine niedrigere Vorschubgeschwindigkeit verwendet, beispielsweise 0,1 mm Vorschub pro Zahn, um eine feinere Oberflächengüte zu erzielen.
Ausbalancieren der axialen und radialen Schnitttiefen für einen stabilen Eingriff
Die Schnitttiefe (ap) und die Schnittbreite (ae) sollten so bestimmt werden, dass ein stabiler Eingriff mit dem Schneidwerkzeug und eine Kontrolle der Durchbiegung gewährleistet sind. Eine moderate Schnitttiefe von 0,5–1,5 mm und die radiale Zustellung von 30–50 % des Werkzeugdurchmessers beim Umfangsfräsen von Stahl sorgen für einen stabilen Schnitt und eliminieren so die mit Vibrationen und Maßungenauigkeiten verbundenen Risiken.
Für optimale Fräsergebnisse Für jedes Material-Werkzeug-Paar müssen die folgenden kritischen Parameter ermittelt und validiert werden: Schnittgeschwindigkeit, Vorschub pro Zahn und Schnitttiefe. Denn die Optimierung dieser technischen Parameter hat direkte Auswirkungen auf die Spanlast, die erzeugte Wärme und die Kräfte, die zu Prozessoptimierungen führen sollten. Daher ist dieser technische Leitfaden die einzige Lösung, die optimales Fräsen für Ingenieure und Fachleute in der kritischen Fertigung bietet.
Welche speziellen Frässtrategien sind für eine hochwertige Oberflächenveredelung erforderlich?
Das Erreichen einer überlegenen Oberflächenqualität beim Fräsen geht über Standard-Werkzeugwege hinaus und erfordert spezielle Strategien zur Beseitigung von Fehlern und zur Kontrolle der Textur. Die Einzelheiten dieses Dokuments sind gezielt Oberflächenfinishfräsen Methoden, die spezifische Herausforderungen wie Stufenlinien und inkonsistente Rauheit lösen und eine vollständige Qualitätsstrategie bilden, die die Bearbeitung mit der abschließenden Oberflächenbehandlung integriert.
- Implementieren Sie unidirektionales Gleichlauffräsen: Das Gleichlauffräsen von Durchgängen erfolgt sehr systematisch; Dadurch wird sichergestellt, dass der gesamte Prozess im Hinblick auf Spanbildung und Durchbiegung der Werkzeuge gleichmäßig abläuft. Daher erfüllt es eine notwendige Lösung, um eine raue Oberflächenbeschaffenheit zu erzielen, wie bereits erwähnt. Dies liegt daran, dass eine Oberflächengüte von unter 0,4 µm Ra erreicht werden kann.
- Dynamische Parametermodulation anwenden: Glättung von Werkzeugwegen und Überlappungen von Spindelgeschwindigkeit und Vorschubgeschwindigkeit werden auch in Übergangszonen programmiert. Diese Methode entfernt Zeugenmarkierungen harmonischer Muster und löst somit das Stufenlinienproblem, um einen nahtlosen Abschluss zu gewährleisten.
- Verwenden Sie spezielle Endbearbeitungswerkzeuge: In Fällen, in denen ultrafeine Endbearbeitungen mit Ra-Werten von 0,1 µm oder weniger erforderlich sind, werden Wiper-Wendeschneidplatten oder Polierschaftfräser mit begrenztem Lagerbestand verwendet. Dies führt zu einem kombinierten Effekt aus Bearbeitung und Polieren, bei dem die Nachteile herkömmlicher Werkzeuge bei der Herstellung von Hochglanzoberflächen überwunden werden.
Dies hätte systematisch den Einsatz von Gleichlauffräsen, die Modulation von Werkzeugwegen und spezielle Schlichtfräser erfordert, um eine bessere Oberflächenbehandlung zu erreichen. Auf diese Weise wird das Oberflächenfinishfräsen durch diese allgemeine Qualitätsstrategie vollständig vorhersehbar und zu einem hochwertigen Prozess, außerdem ist es ein Muss für die Herstellung kritischer Teile, bei denen die Oberflächenintegrität ein wesentliches Kriterium ist.

Abbildung 3: Präzise Aluminiumoberflächenbearbeitung durch computergestütztes numerisch gesteuertes Fräsen von LS Manufacturing
Wie verbessert hocheffizientes Mahlen die Produktionseffizienz durch technologische Innovation?
Das Papier konzentriert sich auf Methoden, die angepasst werden können Hocheffizientes Mahlen Technologien zur Lösung wichtiger Herausforderungen im Zusammenhang mit Materialabtragsraten, Werkzeugstandzeit und Betriebsstabilität des automatischen Systems. Die wichtige technische Lösung basiert auf der Integration von Innovationen in den Bereichen Bearbeitungsdynamik, Werkzeugweg und automatische Systeme.
Überwindung thermischer und dynamischer Einschränkungen bei extremen Parametern
Eine bloße Erhöhung der Drehzahl der sich drehenden Spindel würde nur zu einer Überhitzung führen. Der Herausforderung der Überhitzung wurde durch die Implementierung einer technologischen Innovation bei der Kühlung der Drehspindel sowie der Steifigkeit der Maschine begegnet. In der Maschine kommen ein Zweikreis-Kühlsystem und eine Spinnspindel mit maximal 20.000 U/min zum Einsatz. Durch die Durchführung einer Finite-Elemente-Analyse wurde die Maschinenbasis optimiert.
Reduzierung des Werkzeugverschleißes beim Schneiden mit hohem Eingriff durch erweiterte Werkzeugwegsteuerung
Der hohe Materialabtrag beeinflusst die Ausfallrate des Schneidwerkzeugs. In unserem Ansatz führten die herkömmlichen Muster zur Verwendung von Trochoidenfräsen . Das Schneidwerkzeug ist ständig in Bewegung und erzeugt daher keine Hitze. Die Lebensdauer dieses Schneidwerkzeugs erhöht sich um 50 % , da das Werkzeug ohne fremde Hilfe betrieben werden kann.
Sicherstellung der Prozesssicherheit für eine kontinuierliche unbemannte Produktion
Produktivitätssteigerung erfordert die Fähigkeit, kontinuierliche Aktivitäten auszuführen und fortzusetzen. Die Lösung umfasste die Gestaltung des automatischen Palettenwechselsystems und den Einsatz des In-Process-Gauge-Systems. Das System ermöglicht die automatische Kompensation des Werkzeugs und die Vermessung der Teile für jeden Zyklus. Dadurch wird sichergestellt, dass es bei Fehlern oder Abweichungen zu automatischen Anpassungen und/oder Stopps der Maschinen kommt, um eine Beschädigung mehrerer Werkstücke zu vermeiden.
Diese Analyse macht deutlich, dass wir das Thema Hochproduktivitätszerspanung strukturiert angegangen sind und sehr komplexe technische Probleme angehen. Dies spiegelt sich in unserem Ansatz wider , hocheffiziente Frästechnologie zu integrieren, einschließlich der Maschinenoptimierung während der Bewegung, als Teil unseres Fokus auf der Bereitstellung bewährter, zuverlässiger Lösungen für technologische Innovationen .
Welche Kostenelemente sind in einem Angebot für CNC-Fräsdienstleistungen enthalten?
Bereitstellung einer genauen und fairen Angebot für CNC-Fräsdienstleistungen ist eine komplexe Herausforderung, da versteckte Kosten zur Unzufriedenheit der Kunden und zu Projektüberschreitungen führen. Unsere Lösung ist eine sorgfältig ausgearbeitete Kostenstruktur , die eine transparente Preisgestaltung gewährleistet und einen optimalen Mehrwert bietet:
Reduzierung der Materialkosten durch strategische Beschaffung und Ertragsoptimierung
Im Gegensatz zum Kauf großer Mengen umfasst unsere Preisgestaltung mehr als nur die Kosten. Darüber hinaus berücksichtigt unser Ansatz geometrische Teiledaten bei der Beurteilung der Größe des Rohlings und Verträge mit Lieferanten sowie Restbestände bei der Bestimmung des optimalen Lagerbestands. Dabei wird die Größe des Rohlings berücksichtigt, die sich auf die Materialkosten auswirkt, die im Falle des Value Engineering normalerweise ausschlaggebend dafür sind, den wirtschaftlichsten Punkt für den Kunden zu erreichen.
Berechnung der tatsächlichen Maschinenzeit durch Prozesssimulation
Die Berechnung der Bearbeitungszeit kann sich als falsch erweisen. Bei unserer Arbeit nutzen wir die CAM-Software für den virtuellen Produktionsprozess, um die Bewegung der Fräser zu simulieren. Dies hilft bei der Identifizierung ineffizienter Schnitte, der Bestimmung der optimalen Geschwindigkeit und Vorschübe sowie bei der Berechnung der Bearbeitungszeit. Dies wird bei der Ermittlung der korrekten Bearbeitungskosten hilfreich sein, ohne dass es zu Fehlern oder Überraschungen kommt.
Quantifizierung des Werkzeugverschleißes mit materialspezifischen Vorhersagemodellen
Die anderen hohen variablen Kosten, die berücksichtigt werden müssen, sind die Werkzeugkosten. Wir verfügen über eigene Formeln zur Berechnung des Verschleißes, die vom Material des Werkstücks, der Beschichtung der Werkzeuge und unseren simulierten Schnittgrößen abhängen. Dadurch können wir den Wea berechnen r und reißen in Bezug auf die Kosten pro Einheit, so dass die Kosten und nicht nur der Kostenprozentsatz berücksichtigt werden können.
Dies ist das Dokument, das unseren analytischen Prozess bis hin zum Angebotsprozess selbst definiert, von der Schätzung bis hin zur Erstellung eines genauen und wertorientierten technischen Angebots. Indem wir jeden Aspekt der mit der Materialausbeute und dem vorhersehbaren Verschleiß unserer Werkzeuge verbundenen Kosten gründlich analysieren und erläutern, sind wir in der Lage, unseren Kunden transparente Preise und aussagekräftige Daten zu präsentieren, die unsere Angebote als solide technische Zusammenarbeit validieren.

Abbildung 4: Schnelle computergestützte Bearbeitung zur Ermöglichung wirtschaftlicher Fertigungsprozesse durch LS Manufacturing
LS Manufacturing Aerospace Division: Hocheffizientes Fräsprojekt für Triebwerksgehäuse
Das Fallstudie beschreibt ausführlich, wie LS Manufacturing kritische Fertigungsengpässe für einen führenden Kunden aus der Luft- und Raumfahrtindustrie überwunden und so einen Durchbruch bei der Bearbeitungseffizienz und Teileintegrität erzielt hat. Im Mittelpunkt des Projekts stand das Hochleistungsfräsen eines Motorgehäuses aus einer Titanlegierung , einem Bauteil, bei dem herkömmliche Methoden die hohen Anforderungen an Produktivität und Oberflächenqualität nicht erfüllen konnten:
Kundenherausforderung
Das Identifizieren des Problems: Das identifizierte Problem ist der Kunde. Sie stehen vor Problemen bei der Bearbeitung des Motorgehäuses aus dem Werkstoff Ti-6Al-4V mit herkömmlichen Bearbeitungsverfahren. Identifizierte Probleme sind: Sie sind nicht in der Lage, eine angemessene Zykluszeit pro Teil einzuhalten, die 36 Stunden betragen sollte. Außerdem können sie die Oberflächengüte, die Ra 1,6 µm betragen sollte, nicht erreichen.
LS-Fertigungslösung
Unser technisches Team hat ein neues erstellt Hochleistungsfräsen Verfahren. Als Bearbeitungsverfahren haben wir hierfür das Hochleistungs- Planfräsverfahren eingesetzt, da die Materialabtragsleistung bei 400 cm³/min liegt. Für den Endbearbeitungsprozess werden wir das Umfangsfräsverfahren verwenden, da wir beim konventionellen Bearbeitungsprozess Genauigkeit beim Eingriff des Schneidwerkzeugs und in der Wärmeerzeugungsphase benötigen.
Ergebnisse und Wert
Das Ergebnis hat drastische, messbare und quantifizierbare Ergebnisse geliefert, nämlich die Reduzierung der Zykluszeit auf 22 Stunden , was einer atemberaubenden Reduzierung um 39 % entspricht, zusammen mit der Erzielung einer Oberflächengüte von Ra 0,8 um , die über der Spezifikation liegt. Darüber hinaus ist der Anstieg der Werkzeugkosten um 40 % zurückgegangen, was erstaunliche Zahlen darstellt. Dies führte zu Einsparungen für den Kunden von über 2 Millionen RMB pro Jahr .
Das aus der Luft- und Raumfahrtbranche stammende Projekt hat die Leistungsfähigkeit erneut unter Beweis gestellt LS-Fertigung die schwierigen Herstellungsprobleme aufzuschlüsseln und Lösungen durch fortschrittliche Verfahrenstechnik bereitzustellen. Wir könnten unsere Kompetenz nutzen, um mit diesem Kunden eine spezielle Lösung rund um die Daten zu entwickeln und zu implementieren, um den Wert der Verbesserung im Hinblick auf die Bearbeitungsproduktivität und die Herstellungskosten zu demonstrieren.
Erkundung der Engpässe in Präzisions-CNC-Fräsen ? Reichen Sie Ihre Teileanforderungen ein, um einen maßgeschneiderten Prozessoptimierungsplan zu erhalten.

Wie kann durch Prozessinnovation eine umfassende Optimierung von Mahlprozessen erreicht werden?
Um beim Fräsen bahnbrechende Verbesserungen zu erzielen, muss man über isolierte Upgrades hinaus zu einem ganzheitlichen Systemansatz übergehen. Dieses Dokument beschreibt eine Methodik für eine umfassende Optimierung , bei der strategische Prozessinnovationen in den Bereichen Werkzeug, Kühlung und Datenanalyse miteinander verbundene Herausforderungen in Bezug auf Kosten, Umwelt und Leistung lösen, um eine überlegene Wertschöpfung voranzutreiben.
- Implementieren Sie fortschrittliche Werkzeugbeschichtungen für eine verbesserte Haltbarkeit: Abhängig vom Material des Werkstücks verwenden und tragen wir spezielle Schutzschichten PVD und CVD auf (z. B. AlTiN- und DLC-Beschichtungen ). Dadurch erreichen wir Hitzebeständigkeit und Verschleißfestigkeit und sorgen so dafür, dass die kurze Lebensdauer der Werkzeuge um 100 % verlängert wird, indem verschlissene Oberflächen, auch solche, die abrasiv und klebrig sind, reduziert werden.
- Setzen Sie Systeme zur Minimalmengenschmierung (MMS) ein: Das fließende Kühlmittel wird wiederum durch ein Schmiermittelaerosol ersetzt, das genau dosiert wird und die Schnittgrenze erreicht. Die Prozessinnovation beim Schneiden hat tatsächlich wesentlich zur Reduzierung des Verbrauchs und der Entsorgung von Flüssigkeiten beigetragen, was sich direkt auf die Frage der Umweltsicherheit auswirkt.
- Nutzen Sie Datenanalysen zur intelligenten Parameteroptimierung: Wir sind uns bewusst, dass das Problem der suboptimalen Bearbeitung durch Versuch und Irrtum durch den Einsatz von Sensoren gelöst wird, basierend auf der Leistung der Modelle, basierend auf den Eingabeparametern im Zusammenhang mit anderen Werten, wie z. B. dem Werkzeugverschleiß, die auf der Grundlage optimaler Werte vorgeschlagen werden.
Um eine wirklich umfassende Optimierung zu erreichen, integrieren Sie fortschrittliche Werkzeugbeschichtungen, MMS und datengesteuerte Prozesssteuerung. Diese synergetische Prozessinnovation senkt direkt die Betriebskosten, minimiert die Umweltbelastung und maximiert die Maschinenleistung. Das Rahmenwerk bietet einen validierten Fahrplan zur Erzielung einer nachhaltigen Wertschöpfung in wettbewerbsorientierten, hochentwickelten Branchen . Mischen Sie Fertigungsumgebungen .
FAQs
1. Wie unterscheiden sich die Einsatzgebiete des Planfräsens von denen des Umfangsfräsens?
In diesem Fall können große ebene Flächen durch Planfräsen effizient bearbeitet werden, während durch Umfangsfräsen die Präzisionsbearbeitung komplexer Konturen durchgeführt werden kann. Bei diesen beiden Alternativen hängt die Wahl der durchzuführenden Maßnahmen vom zu bearbeitenden Teil ab.
2. Wie beurteilt man die technischen Fähigkeiten eines Mühlenlieferanten?
Dazu gehören auch die Positionierung der Geräte mit einer Genauigkeit von ± 0,003 mm , die Prozessdatenbank und das Qualitätssystem. Es sollte eine Probebearbeitungsüberprüfung durchgeführt werden.
3. Welches Fräsverfahren eignet sich für Edelstahlwerkstoffe?
Planfräsen für Schruppschnitte, 800 U/min , und Umfangsfräsen für Schlichtschnitte, 1200 U/min , bei großzügigem Einsatz von Kühlmittel.
4. Wie kann die Verformung beim Fräsen kontrolliert werden?
Wenden Sie symmetrische Bearbeitungsprozesse an und kontrollieren Sie die Schnitttemperaturen. Die Dicke dünnwandiger Strukturen kann auf mehr als 0,05 mm beschränkt werden.
5. Wie können Kosten bei der Arbeit mit Kleinserien eingespart werden?
Es ist notwendig, den Weg der Werkzeuge zu optimieren, um unnötige Bewegungen der Werkzeuge zu vermeiden. Verwenden Sie außerdem generische Tools. Die Kosten für Kleinserien sind für die LS-Herstellung auf das 1,2-fache der Kosten für Großserien begrenzt.
6. Wie wird die Konsistenz bei Batch-Bearbeitungsprozessen gewahrt?
Bei der SPC-Prozesssteuerung sollten kritische Eigenschaften so sein, dass CPK > 1,67 ist . Die Ausrüstung sollte kalibriert sein, damit die Qualität in den Chargen aufrechterhalten werden kann.
7. Was ist bei der Berechnung des Fräsens in schwer zerspanbaren Materialien zu beachten?
Schnittparameter für Hochtemperaturlegierungen: niedrige Geschwindigkeit, hoher Vorschub; empfohlene Umdrehung pro Minute, 600 U/min . Die Verwendung von Verbundwerkstoffen erfordert den Einsatz spezieller Schneidwerkzeuge. Es wird erforderlich sein, bestimmte Parameter auf der Grundlage von Prozessversuchen festzulegen.
8. Welche Kosten werden bei Kostenvoranschlägen zum Thema Fräsen häufig übersehen?
Dazu gehören die indirekten Kosten für Werkzeuge, Programmierung und Debugging sowie die Qualitätsprüfung. Es muss natürlich eine entsprechende Bewertung vorliegen.
Zusammenfassung
Die wissenschaftliche Auswahl des Mahlprozesses und technologische Innovationen sind nach wie vor wichtige Faktoren, die als wesentlich für die Verbesserung der Effizienz und Qualität der Verarbeitung von Unternehmen bei gleichzeitiger Kostenoptimierung angesehen werden.
Für professionelle Lösungen jeglicher Art von Fräsprozessen oder sogar kostenlose Angebote für andere Präzisionsbearbeitungslösungen wenden Sie sich bitte an uns Kontaktieren Sie das LS-Fertigungsteam bezüglich Ihrer jeweiligen Anfragen und Bedürfnisse. Unser Team wird Ihre Anforderungen bewerten und entsprechend Ihrem Projektbudget eine maßgeschneiderte Lösung für hochpräzise Herstellungsprozesse liefern.
Holen Sie sich Ihr individuelles CNC-Fräslösung noch heute und erschließen Sie das doppelte Potenzial von Effizienz und Präzision!
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung. Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


