
Servizi di fresatura CNC incontrano spesso il dilemma tra efficienza e precisione. La fresatura frontale , che è abbastanza efficiente, non può mai offrire altro che una precisione variabile, mentre la fresatura periferica offre un'elevata precisione al prezzo di tassi ridotti di aumento della produttività che non si qualificano come un aumento eccessivo o standard di qualità di oltre il 25% .
Tuttavia, questa debolezza del modello è stata ora affrontata utilizzando il database dei parametri del materiale sviluppato dopo l'esperienza di lavorazione di 20 anni presso LS Manufacturing . Ciò consente al modello di selezione scientifica di prendere in considerazione il parametro ottimale per l'elaborazione.
Guida di riferimento rapido ai servizi di fresatura CNC
| Sezione | Riepilogo dei contenuti principali |
| Introduzione: Il dilemma centrale | Il compromesso tra efficienza e precisione è creato dal processo di produzione. La fresatura frontale è accurata ed efficiente, ma non precisa; la precisione è bassa La precisione è molto elevata, ma l'efficienza non è elevata. Dati imprecisi creano considerazioni di costo/qualità pari a +25% di costo o qualità. |
| Analisi del problema (perché) | Approccio non scientifico basato sull’esperienza. Inoltre, vengono trascurati anche altri fattori, come il materiale, la capacità della macchina, la dimensione della produzione o la dimensione del lotto di produzione. |
| Soluzione proposta (come). | Soluzione: un modello di selezione basato sui dati basato su 20 anni di esperienza nella lavorazione (LS Manufacturing). Per la selezione vengono utilizzate le condizioni di taglio attuali e la durata prevista dell'utensile. |
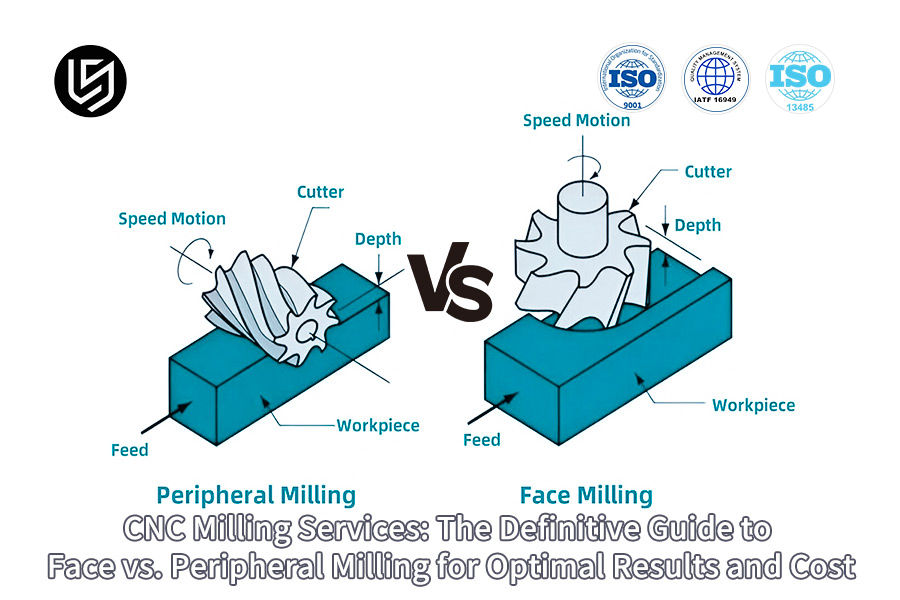
| Principi tecnici | Descrive il processo di taglio di diversi tipi di fresatura . Spianatura (taglio con faccia frontale), Fresatura periferica (taglio con bordi laterali). |
| Modello di selezione scientifica | Quadro per il processo decisionale basato su input quantitativi: obiettivo primario (velocità/finitura/entrambi), materiale, dimensione del lotto, potenza/rigidità della macchina e tolleranza/ finitura superficiale requisiti. |
| Implementazione e vantaggi | Processo: immissione dei parametri del lavoro → Database di analisi del modello → Suggerisce il processo più appropriato e i parametri di avvio. Risultato: massima produttività, garanzia di qualità e costi di test ridotti. |
| Caso di studio/convalida | Esempio reale della differenza tra la selezione convenzionale e quella basata su modello per una determinata applicazione. Nell'esempio pratico, dimostrare l'efficacia del metodo basato su modello per la data applicazione del componente in acciaio. |
| Conclusione | Dall'arte di indovinare all'intelligenza dei dati, l'approccio garantirà che il processo sia affidabile e ottimizzato per ogni processo di fresatura . Ciò significa che la pianificazione dei processi cesserà di essere un’arte ma sarà invece una scienza. |
Risolviamo la criticità legata all'equilibrio tra efficienza e precisione nel Operazione di fresatura CNC dando al cliente l'opportunità di fare una scelta informata basandosi sul nostro modello di dati per la selezione invece che sui preventivi, riducendo così direttamente i costi di oltre il 25% e mantenendo la qualità della parte lavorata e la massima efficienza possibile delle attrezzature.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
Ciò che rende questa guida rilevante per il lettore è il fatto che il know-how contenuto in questo documento è stato acquisito nel corso degli anni di produzione di massa. Abbiamo elaborato componenti mission-critical per i suddetti settori aerospaziale e medico, che richiedono che i dettagli non siano negoziabili. Ogni processo è stato eseguito in modo preciso IATF16949 e gli standard del National Institute of Standards and Technology (NIST) .
Abbiamo già prodotto migliaia di componenti fresati difficili da produrre e il nostro obiettivo principale è stato l'utilizzo del Lavorazione CNC processo. Ogni nuovo compito ci porta più esperienza riguardo all'ottimizzazione del percorso degli utensili nella lavorazione delle leghe dure e ci aiuta anche a migliorare le nostre soluzioni non solo sulla base della conoscenza, ma anche attraverso la nostra esperienza.
Quando si tratta del nostro servizi di fresatura CNC di precisione , siamo gli esperti del settore. Precisione e ripetibilità sono estremamente importanti per noi. Indipendentemente dal fatto che produrrai solo una o più unità, ci impegniamo a seguire gli standard più elevati come IATF16949 e Istituto nazionale di standard e tecnologia (NIST) nel settore. Questo ci consente di fornirti i migliori componenti disponibili sul mercato.
Figura 1: Lavorazione accurata del contorno di parti metalliche tramite fresatura computerizzata da LS Manufacturing
Quali sono le differenze nell'MRR tra la fresatura frontale e la fresatura periferica?
Nelle lavorazioni meccaniche di precisione è essenziale prendere le giuste decisioni relative alle operazioni di fresatura. Questo rapporto metterà in evidenza la differenza tra fresatura frontale vs fresatura periferica di diversi pezzi per offrire chiarezza sulla differenza significativa che prevale tra il tasso di rimozione del materiale . Lo scopo principale di questo lavoro di progetto è fornire risultati accurati.
| Caratteristica | Fresatura frontale | Fresatura periferica |
| Strumento principale | Fresa frontale di grande diametro con frese inserite | Fresa con taglienti laterali |
| MRR tipico | 500 - 800 cm³/min | 200 - 350 cm³/min |
| Applicazione chiave | Lavorazione ad alta efficienza di lar superfici piane | Operazioni di contornatura, scanalatura e profilatura |
| Benchmark di efficienza | 2,3 volte più veloce della fresatura periferica ( 200x200mm ) | Tasso di rimozione volumetrica inferiore |
| Finitura superficiale | Finitura standard | Può ottenere una finitura superiore (ad esempio Ra 0,8 μm ) |
Un confronto di efficienza relativo ai processi di sgrossatura e lavorazione planare sarà realizzato se i processi da scegliere si focalizzeranno maggiormente fresatura frontale a causa dell'elevata velocità di rimozione del materiale . La fresatura periferica dovrebbe essere impiegata durante i processi di finitura e lavorazione dei contorni se la superficie lavorata è di grande interesse. Questo studio fornirà una piattaforma conclusiva per migliorare i processi lavorati.

Come selezionare scientificamente un processo di fresatura in base agli obiettivi di lavorazione?
Un metodo efficace per la selezione del processo di fresatura più appropriato richiede un approccio basato sui dati per ottenere una sinergia tra efficienza, precisione e integrità della superficie. La presente relazione descrive una procedura per affrontare la questione come scegliere il metodo di fresatura utilizzare i requisiti di elaborazione in modo graduale per convertirli in procedure tecniche. Il vantaggio principale può essere derivato attraverso un approccio quantificabile che sposta la decisione dalla valutazione basata sulla conoscenza a una matrice decisionale deterministica:
Dare priorità alla rimozione volumetrica per le operazioni di sgrossatura
Nella rimozione di massa del materiale presente nella superficie planare, il fattore principale che accelererà il processo di fresatura sarà la velocità di rimozione del materiale . Dalla selezione scientifica, il processo di fresatura verrà eseguito effettuando la spianatura con l'utilizzo della fresa di maggiori dimensioni. Il valore della velocità di taglio verrà impostato tra 3 e 5 mm e il valore della velocità di avanzamento verrà mantenuto elevato.
Selezionare per Complessità geometrica e Precisione in Semifinitura
Nel contesto della lavorazione di profili, scanalature e contorni complessi, l'accessibilità e le dimensioni diventerebbero il fattore più importante, piuttosto che il materiale. In questo particolare contesto la soluzione migliore sarebbe associata alla fresatura periferica , e la lavorazione verrebbe effettuata tramite l'applicazione della fresa. Per ottenere in ogni caso una lavorazione più precisa è sempre meglio controllare il valore dello stepover radiale al 60-80% del diametro dell'utensile.
Ottimizza per l'integrità della superficie nelle fasi di finitura
Una finitura superficiale perfetta, Ra < 0,8 µm , richiede una procedura di lavorazione completamente diversa. La procedura di lavorazione deve essere eseguita senza movimenti di vibrazione e senza deflessioni della macchina. Quindi, esegui fresatura periferica , utilizzare piccole distanze di passaggio ( 30-50% del diametro della fresa) e lavorare ad alte velocità con profondità di taglio ridotte.
È l'unico mezzo disponibile che può essere utilizzato per tradurre i requisiti di lavorazione in ottimizzazione del processo lavorato. Gli ingegneri apprezzeranno la definizione razionale della decisione del processo che risolverà le questioni di produttività, tolleranza e finitura relative alla decisione del processo. La definizione razionale della decisione del processo possiede una superiorità tecnica per quanto riguarda il processo ad alto valore aggiunto delle parti lavorate, in particolare la definizione del processo ottimale.
In che modo la fresatura CNC economicamente vantaggiosa può ridurre i costi attraverso l'ottimizzazione del processo?
Nell’eterna ricerca di un vantaggio competitivo sostenibile, Fresatura CNC economicamente vantaggiosa troverà il suo obiettivo finale solo attraverso l'ottimizzazione dei processi , non sacrificando la qualità. Il rapporto delinea un approccio basato sui dati per garantire una riduzione dei costi su larga scala attraverso la programmazione, il miglioramento degli strumenti e l’ottimizzazione dei processi.
| Leva di ottimizzazione | Azione tecnica fondamentale | Risultato quantificabile |
| Programmazione e percorsi utensile | Applicare metodi di programmazione ad alta efficienza: lavorazione trocoidale, lavorazione dinamica. | Riduce il tempo di trasmissione non interrotto fino al 40% |
| Tecnologia di taglio | Utensili rivestiti di alta qualità con avanzamenti e velocità ottimizzati. | Aumenta la velocità di taglio effettiva del 30% |
| Gestione della produzione | Implementa una pianificazione intelligente e procedure di configurazione standardizzate | Aumenta l'utilizzo della macchina fino all'85%+ |
Per realizzare una reale riduzione dei costi del 20-35% , è necessario sfruttare questi tre pilastri: ottimizzazione dei percorsi utensile per ridurre il taglio in aria, strumenti ad alte prestazioni e pianificazione intelligente. La combinazione di questi tre pilastri rappresenta la soluzione chiave per un’ottimizzazione dei costi Fresatura CNC in ambienti produttivi competitivi e di alta qualità. È necessario concentrarsi sulle misure tecniche e non solo sulle misure relative ai costi.

Figura 2: Fresatura piana computerizzata per ottenere una qualità superficiale dell'alluminio superiore da LS Manufacturing
In che modo la tecnologia di fresatura ad alta precisione garantisce una qualità di lavorazione a livello di micron?
Questa fresatura di produzione che comporta una precisione a livello di micron non può mai essere eseguita frammentariamente, reagendo a posteriori, ma solo come parte di un sistema completo che affronta problemi, come errori dovuti all'espansione, alle vibrazioni o all'usura dell'utensile da taglio , in modo proattivo. Questo modello affronta una serie di questioni correlate, garantendo un certo livello di qualità per un componente di alto valore, all'interno di tre aree chiave:
- Compensazione proattiva degli errori termici: la seconda fonte di errori di grandi dimensioni è la deformazione termica dei macchinari. In questo caso, il sistema utilizza una rete di sensori di temperatura installati all'interno del mandrino, delle viti a ricircolo di sfere e della struttura. Viene inoltre utilizzato nel modello di compensazione dell'errore termico in tempo reale, che mantiene l'errore di posizionamento negli assi a ±0,005 mm rispetto al calore ambientale o prodotto internamente.
- Controllo attivo delle vibrazioni alla fonte: seguiamo un protocollo rigoroso per cercare di evitare vibrazioni forzate: i portautensili e gli utensili da taglio sono prebilanciati a G2,5/2,5 mm/s prima del processo. Nelle operazioni critiche in cui possono apparire segni di vibrazione, vengono utilizzati portautensili antivibranti per ridurre sostanzialmente l'ampiezza delle vibrazioni create al di sotto di 2 μm , garantendo così una buona finitura superficiale e una buona durata dell'utensile.
- Metrologia in-process per il controllo a circuito chiuso: Forniamo sonde a contatto e presetting utensili laser completamente integrati con il processo di lavorazione . I tastatori a contatto controllano il dimensionamento geometrico delle parti dopo le operazioni chiave, garantendo così la presenza di un meccanismo di feedback ad anello. Il processo garantisce che la misurazione dell'errore nell'offset e nell'usura dell'utensile, al 99,5% garanzia di qualità , avviene senza interrompere il processo di ispezione.
Questo quadro descrive in dettaglio le misure tecniche attuabili e interconnesse che implementiamo per risolvere le sfide precise di tecniche di fresatura di precisione . La nostra distinzione competitiva risiede nell'applicazione integrata di modellazione predittiva, mitigazione delle vibrazioni a livello di sorgente e controllo in-process basato sui dati, offrendo un sistema verificabile e sostenibile per una precisione a livello di micron .
Quali parametri tecnici chiave sono necessari per supportare prestazioni di fresatura ottimali?
Per ottenere risultati di fresatura ottimali , è necessario passare dalle misurazioni generali della velocità a un metodo orientato all'applicazione sviluppato a partire da dati reali. In questo documento, il modo in cui viene fornita la descrizione del metodo definisce i parametri tecnici chiave necessari per soddisfare il compito in relazione al rapporto di compromesso tra velocità di rimozione del materiale, durata della fresa e qualità della superficie. Ci sono tre pilastri interdipendenti nel metodo:
Ottimizza la velocità di taglio (Vc) per la lavorabilità specifica del materiale
La velocità di taglio verrebbe quindi determinata in base al materiale da tagliare. Ad esempio, nella tornitura dell'alluminio, la velocità di taglio sarebbe elevata, richiedendo velocità di taglio di 8.000-12.000 giri al minuto , per contrastare l'adesione del materiale da tagliare all'utensile da taglio, mentre nella tornitura dell'acciaio la velocità di taglio sarebbe media, richiedendo velocità di 1.500-2.500 giri al minuto , che aiuterebbero nella rimozione del calore, correggendo così la rottura dell'utensile e la produzione impropria di trucioli.
Calibrare l'avanzamento per dente (fz) per controllare le forze di taglio e la finitura
Determiniamo la velocità di avanzamento per dente in base alla finitura superficiale desiderata e alla rigidità dell'utensile da taglio. Durante la sgrossatura è preferibile una velocità di avanzamento più elevata, ad esempio 0,2 mm per dente, per ottenere la massima economia; in fase di finitura, invece, verrà utilizzato un avanzamento inferiore, ad esempio 0,1 mm per dente, per ottenere una finitura superficiale più fine.
Bilanciamento delle profondità di taglio assiali e radiali per un impegno stabile
La profondità di taglio (ap) e la larghezza di taglio (ae) devono essere determinate in modo tale che vi sia un impegno stabile con l'utensile da taglio e il controllo della deflessione. Una profondità di taglio moderata di 0,5-1,5 mm e un incremento radiale del 30-50% del diametro dell'utensile nelle operazioni di fresatura periferica dell'acciaio garantiranno un taglio stabile, eliminando così i rischi associati alle vibrazioni e alle imprecisioni dimensionali.
Per risultati di fresatura ottimali , è necessario determinare e convalidare i seguenti parametri critici per ciascuna coppia materiale-utensile: velocità di taglio, avanzamento per dente e profondità di taglio. Questo perché l'ottimizzazione di questi parametri tecnici ha un effetto diretto sul carico del truciolo, sul calore generato e sulle forze che dovrebbero portare all'ottimizzazione del processo . Di conseguenza, questa guida tecnica è l'unica soluzione che fornisce una fresatura ottimale per ingegneri e professionisti nella produzione critica.
Quali strategie di fresatura speciali sono necessarie per una finitura superficiale di alta qualità?
Il raggiungimento di una qualità superficiale superiore nella fresatura va oltre i percorsi utensile standard, richiedendo strategie dedicate per eliminare i difetti e controllare la struttura. Questo documento dettaglia l'obiettivo fresatura di finitura superficiale metodi che risolvono sfide specifiche come linee a gradini e rugosità incoerenti, formando una strategia di qualità completa che integra la lavorazione meccanica con il trattamento superficiale finale.
- Implementare la fresatura concorde unidirezionale: la fresatura concorde delle passate viene eseguita in modo molto sistematico; quindi, garantisce che l'intero processo venga eseguito in modo uniforme per quanto riguarda la formazione dei trucioli e la deflessione degli utensili. Pertanto soddisfa una soluzione necessaria per ottenere una finitura superficiale ruvida come precedentemente affermato. Questo perché consente di ottenere una finitura inferiore a Ra 0,4 µm .
- Applicare la modulazione dei parametri dinamici: durante le zone di transizione vengono programmati anche il livellamento dei percorsi utensile e le sovrapposizioni di velocità del mandrino/velocità di avanzamento. Questo metodo rimuove i segni dei testimoni e i modelli armonici e quindi risolve il problema della linea del gradino per fornire una finitura senza soluzione di continuità.
- Utilizzare strumenti di finitura dedicati: nei casi che prevedono finiture ultrafini con valori Ra di 0,1 µm o inferiori, viene utilizzato l'uso di inserti raschianti o frese per lucidatura con scorte limitate. Ciò si traduce in un effetto combinato di lavorazione e lucidatura in cui vengono superati gli svantaggi degli strumenti convenzionali nella realizzazione di finiture a specchio.
Ciò avrebbe comportato sistematicamente l’uso della fresatura concorde, della modulazione dei percorsi utensile e di frese di finitura dedicate per ottenere un trattamento superficiale superiore. In questo modo, attraverso questa strategia generale di qualità , la fresatura della finitura superficiale diventa completamente prevedibile e un processo di alto valore, oltre ad essere un imperativo per la fabbricazione di parti critiche in cui l'integrità della superficie diventa un criterio essenziale.

Figura 3: Accurata superficie in alluminio tramite fresatura a controllo numerico computerizzato da LS Manufacturing
In che modo la fresatura ad alta efficienza migliora l’efficienza produttiva attraverso l’innovazione tecnologica?
Il documento si concentra sulle metodologie che possono essere adattate fresatura ad alta efficienza tecnologie per risolvere importanti sfide legate ai tassi di asportazione del materiale, alla durata dell’utensile e alla stabilità di funzionamento del sistema automatico. L'importante soluzione tecnica si basa sull'integrazione di innovazioni nei campi della dinamica di lavorazione, del percorso utensile e dei sistemi automatici.
Superare le limitazioni termiche e dinamiche a parametri estremi
Il semplice aumento del numero di giri del mandrino rotante porterebbe solo al surriscaldamento. Il problema del surriscaldamento è stato affrontato implementando un'innovazione tecnologica nel raffreddamento del mandrino rotante e nella rigidità della macchina. Nella macchina vengono utilizzati un sistema di raffreddamento a due circuiti e un fuso di filatura con una velocità massima di 20.000 giri/min. È stata effettuata un'ottimizzazione della base della macchina conducendo l'analisi degli elementi finiti.
Mitigazione dell'usura dell'utensile nel taglio ad alto impegno attraverso il controllo avanzato del percorso utensile
L'elevato tasso di rimozione del materiale influisce sul tasso di guasto dell'utensile da taglio. Nel nostro approccio, i modelli convenzionali hanno portato all’uso di fresatura trocoidale . L'utensile da taglio è sempre in movimento e quindi non genera calore. La durata di questo utensile da taglio è aumentata del 50% , e questo perché lo strumento può essere utilizzato senza assistenza.
Garantire l'affidabilità del processo per la produzione continua senza personale
Il miglioramento della produttività richiede la capacità di eseguire e procedere con attività continue. La soluzione prevedeva la progettazione del sistema di cambio pallet automatico e l'uso del sistema di misurazione in-process. Il sistema consente la compensazione automatica dell'utensile e la misurazione dei pezzi per ogni ciclo. Ciò garantisce che nei casi in cui si verificano errori o scostamenti, ci siano regolazioni e/o arresti automatici nelle macchine per evitare di danneggiare più pezzi di lavoro.
Da questa analisi emerge chiaramente che abbiamo affrontato il tema delle lavorazioni meccaniche ad alta produttività in un modo strutturato che affronta problemi tecnici molto complessi. Ciò si riflette nel nostro approccio volto a incorporare la tecnologia di fresatura ad alta efficienza , inclusa l’ottimizzazione della macchina durante il movimento, come parte della nostra attenzione alla fornitura di soluzioni affidabili e comprovate per l’innovazione tecnologica .
Quali elementi di costo sono inclusi in un preventivo per i servizi di fresatura CNC?
Fornire un servizio accurato e corretto Preventivo servizi di fresatura CNC è una sfida complessa, poiché i costi nascosti portano all’insoddisfazione del cliente e al superamento dei progetti. La nostra soluzione è una struttura dei costi rigorosamente progettata che garantisce prezzi trasparenti e offre un valore ottimale:
Scomposizione dei costi dei materiali attraverso l'approvvigionamento strategico e l'ottimizzazione della resa
A differenza degli acquisti di grandi volumi, i nostri prezzi includono molto più del semplice costo. Inoltre, il nostro approccio considera i dati geometrici delle parti nel valutare la dimensione del pezzo grezzo e i contratti con i fornitori, così come gli avanzi, nel determinare lo stock ottimale, tenendo conto della dimensione del pezzo grezzo, che influisce sui costi dei materiali, solitamente predominanti per arrivare al punto più economico per il cliente nel caso di value engineering.
Calcolo del tempo macchina reale attraverso la simulazione del processo
Il calcolo del tempo di lavorazione può rivelarsi errato. Nel nostro lavoro utilizziamo il software CAM per il processo di produzione virtuale per simulare il movimento delle frese. Ciò aiuterà nell'identificazione di tagli inefficienti, nella determinazione della velocità e delle velocità di avanzamento ottimali e anche nel calcolo del tempo di lavorazione. Ciò sarà utile per determinare il costo di lavorazione corretto senza errori o sorprese.
Quantificazione dell'usura degli utensili con modelli predittivi specifici del materiale
L’altro costo variabile elevato che deve essere preso in considerazione è il costo degli utensili. Disponiamo di formule proprie per calcolare l'usura, che dipendono dal materiale del pezzo, dal rivestimento degli utensili e dalle variabili di taglio simulate. Questo ci permette di calcolare il wea r e strappo in termini di costo per unità, potendo così tenere conto del costo e non semplicemente della percentuale di costo.
Questo è il documento che definisce il nostro processo analitico fino al processo di quotazione stesso, dalla stima per poter formulare un preventivo ingegneristico accurato e orientato al valore. Analizzando e spiegando approfonditamente ogni aspetto dei costi associati alla resa del materiale e all'usura prevista dei nostri utensili, siamo in grado di presentare ai nostri clienti prezzi trasparenti e dati utili per convalidare i nostri preventivi come solide collaborazioni tecniche.

Figura 4: Lavorazione computerizzata rapida per consentire processi di produzione economici da parte di LS Manufacturing
LS Manufacturing Divisione Aerospaziale: Progetto di Fresatura ad Alta Efficienza per Carter Motore
Questo caso di studio descrive in dettaglio come LS Manufacturing ha risolto i colli di bottiglia critici della produzione per un importante cliente aerospaziale, ottenendo una svolta nell'efficienza della lavorazione e nell'integrità delle parti. Il progetto era incentrato sulla fresatura ad alte prestazioni della carcassa di un motore in lega di titanio , un componente in cui i metodi tradizionali non riuscivano a soddisfare i severi requisiti sia di produttività che di qualità superficiale:
Sfida del cliente
L'identificazione del problema: il problema identificato è il cliente. Si trovano ad affrontare problemi nella lavorazione del basamento del motore in materiale Ti-6Al-4V utilizzando processi di lavorazione convenzionali. I problemi identificati sono: Non sono in grado di soddisfare un tempo di ciclo appropriato per parte, che dovrebbe essere di 36 ore . Inoltre, non sono in grado di soddisfare la finitura superficiale, che dovrebbe essere Ra 1,6 µm .
Soluzione di produzione LS
Il nostro team tecnico ha creato un nuovo fresatura ad alte prestazioni processo. A questo scopo abbiamo utilizzato come processo di lavorazione il processo di spianatura ad alte prestazioni, poiché la velocità di rimozione del materiale è di 400 cm³/min . Per il processo di finitura, utilizzeremo il processo di fresatura periferica perché richiediamo precisione nell'impegno dell'utensile da taglio e nella fase di generazione del calore del processo di lavorazione convenzionale.
Risultati e valore
Il risultato ha offerto risultati drastici, misurabili e quantificabili, vale a dire la riduzione del tempo di ciclo a 22 ore , che rappresenta una sconcertante riduzione del 39% , insieme al raggiungimento della finitura superficiale Ra 0,8um , che va oltre le specifiche. Inoltre, l’aumento del costo degli utensili si è ridotto del 40% , cifra sconcertante. Ciò ha comportato un risparmio per il cliente di oltre 2 milioni di RMB all'anno .
Il progetto proveniente dal settore aerospaziale ha convalidato ancora una volta le capacità di Produzione LS per abbattere i difficili problemi di produzione e fornire soluzioni attraverso un'ingegneria di processo avanzata. Potremmo utilizzare la nostra competenza per creare e implementare una soluzione specializzata con questo cliente, incentrata sui dati, per dimostrare il valore del miglioramento rispetto alla produttività della lavorazione e ai costi di produzione.
Esplorando i colli di bottiglia fresatura CNC di precisione ? Invia i tuoi requisiti per ricevere un piano di ottimizzazione del processo personalizzato.

Come è possibile ottenere un'ottimizzazione completa dei processi di fresatura attraverso l'innovazione dei processi?
Per ottenere miglioramenti radicali nella fresatura è necessario andare oltre gli aggiornamenti isolati verso un approccio di sistema olistico. Questo documento descrive nel dettaglio una metodologia per l'ottimizzazione completa , in cui l'innovazione dei processi strategici negli strumenti, nel raffreddamento e nell'analisi dei dati risolve le sfide interconnesse di costi, ambiente e prestazioni per favorire una creazione di valore superiore.
- Implementiamo rivestimenti avanzati per utensili per una maggiore durata: a seconda del materiale del pezzo da lavorare, utilizziamo e applichiamo speciali strati protettivi PVD e CVD (come rivestimenti AlTiN e DLC ). Di conseguenza, otteniamo resistenza al calore e resistenza all’usura, garantendo così che la breve durata degli utensili sia migliorata del 100% riducendo le superfici usurate, comprese quelle abrasive e appiccicose.
- Implementazione di sistemi di lubrificazione a quantità minima (MQL): il refrigerante che scorre, a sua volta, viene sostituito da un aerosol di lubrificante, che viene misurato con precisione, raggiungendo il confine del taglio. L' innovazione dei processi di taglio ha, infatti, dato un contributo importante alla riduzione dell'utilizzo e dello smaltimento dei fluidi, che incide direttamente sulla questione della sicurezza ambientale.
- Utilizzare l'analisi dei dati per l'ottimizzazione intelligente dei parametri: riconosciamo che il problema della lavorazione subottimale per tentativi ed errori viene risolto mediante l'uso di sensori, in base alle prestazioni dei modelli, in base ai parametri di input relativi ad altri valori, come l'usura dell'utensile, proposti sulla base di valori ottimali.
Per realizzare un'ottimizzazione davvero completa , integra rivestimenti avanzati degli utensili, MQL e controllo del processo basato sui dati. Questa innovazione di processo sinergica riduce direttamente i costi operativi, minimizza l’impatto ambientale e massimizza la produttività della macchina. Il quadro fornisce una tabella di marcia convalidata per raggiungere la creazione di valore sostenibile in un contesto competitivo e ad alto mescolare ambienti produttivi .
Domande frequenti
1. In cosa differiscono i campi di applicazione della fresatura frontale da quelli della fresatura periferica?
In questo caso, estese superfici piane possono essere lavorate in modo efficiente mediante fresatura frontale , mentre la lavorazione di precisione di contorni complessi può essere eseguita mediante fresatura periferica. In queste due alternative la scelta di quale intraprendere dipende dal pezzo da lavorare.
2. Come valutare le capacità tecniche di un fornitore di fresatrici?
Ciò comprende anche il posizionamento con precisione dell'attrezzatura di ± 0,003 mm , il database dei processi e il sistema di qualità. È necessario eseguire una verifica di prova della lavorazione.
3. Quale metodo di fresatura è adatto per i materiali in acciaio inossidabile?
Fresatura frontale per tagli di sgrossatura, 800 giri al minuto , e fresatura periferica per tagli di finitura, 1200 giri al minuto , con uso abbondante di refrigerante.
4. Come controllare la deformazione durante la fresatura?
Applica processi di lavorazione simmetrici e controlla le temperature di taglio. Lo spessore della struttura a parete sottile può essere limitato a non superare 0,05 mm .
5. In che modo si potrebbero ridurre i costi quando si lavora con piccole serie?
È necessario ottimizzare il percorso degli utensili in modo da evitare spostamenti inutili degli utensili. Inoltre, utilizzare strumenti generici. Il costo dei piccoli lotti per LS Manufacturing è limitato a 1,2 volte il costo dei lotti di grandi dimensioni.
6. Come viene mantenuta la coerenza durante i processi di lavorazione batch?
Nel controllo del processo SPC, le caratteristiche critiche dovrebbero essere tali che CPK > 1,67 . L'attrezzatura deve essere calibrata in modo che la qualità possa essere mantenuta nei lotti.
7. A cosa prestare attenzione quando si calcola la fresatura di materiali difficili da lavorare?
Parametri di taglio per leghe ad alta temperatura: bassa velocità, avanzamento elevato; giri al minuto consigliati, 600 giri/min . L'uso di materiali compositi richiederà l'uso di utensili da taglio speciali. Ci saranno alcuni parametri che dovranno essere impostati sulla base delle prove di processo.
8. Che tipo di costi vengono comunemente trascurati quando ci sono preventivi sulla macinazione?
Questi includerebbero i costi indiretti di strumenti, programmazione e debug, nonché il controllo di qualità. Evidentemente è necessaria una valutazione adeguata.
Riepilogo
La selezione scientifica del processo molitorio e le innovazioni nelle tecnologie sono rimasti fattori importanti che sono stati considerati essenziali per migliorare l'efficienza e la qualità delle lavorazioni delle aziende ottimizzando i costi.
Per soluzioni di livello professionale di qualsiasi tipo di processo di fresatura, o anche preventivi gratuiti riguardanti altre soluzioni di lavorazione di precisione, potete gentilmente contattare il team di produzione LS riguardo alle vostre rispettive richieste ed esigenze. Il nostro team valuterà le vostre esigenze e fornirà una soluzione personalizzata secondo il budget del vostro progetto per quanto riguarda i processi di produzione di alta precisione.
Ottieni il tuo personalizzato Soluzione di fresatura CNC oggi e sblocca il doppio potenziale di efficienza e precisione!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sulla lavorazione CNC ad alta precisione, Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


