
金属冲压设计是精密 OEM 零件制造的核心,直接决定精度和成本。 OEM 制造商经常面临尺寸偏差和模具寿命短等问题。许多旧的设计解决方案,如之前关于关键设计和工程考虑因素的文章中所讨论的, 已不足以满足当前低至0.01mm的精度要求。过度依赖后处理校准而不是早期工程优化是成本失控的根本原因。
LS Manufacturing 利用精密金属冲压工程技术,提供优于激光切割服务的可扩展解决方案。前期优化可降低成本30%以上,废品率控制在≤0.5%。
金属冲压核心答案快速概述
| 核心问题 | 解决方案 | 客户利益 | 关键技术 |
| 成本高 | DFM评审+科学布局 | 材料损失减少 30% 以上 | 金属冲压设计 |
| 尺寸精度不合格 | 有限元分析+3D补偿 | 公差控制±0.02mm | 精密金属冲压工程 |
| 量产废品率高 | 模具传感器集成监控 | 废品率≤0.2% | OEM 金属冲压服务 |
| 模具寿命短 | 模具材料优化+表面处理 | 模具寿命延长 5 倍 | 冲压设计优化 |
在这里,他们将注意力转向整体金属冲压工艺从将毛坯变成成品,确定每个阶段的主要痛点和解决方案。结合真实案例和信息,帮助OEM客户了解降低成本、节省时间、保证质量的最佳之路,掌握精密五金冲压的核心价值。
为什么信任 LS Manufacturing 的 OEM 金属冲压服务?精密制造经验
选择集成高效的金属冲压合作伙伴对于 OEM 竞争对手的经验至关重要,机械和资质是基本要素。 LS Manufacturing专注高精度金属冲压18年,已与全球500多家高端OEM客户合作,成功提供超过10,000个定制产品,拥有92%的核心部分回购率。我们符合ISO 9001:2015确保每一件产品都能达到国际精度标准。
对于尺寸精度和成本控制的担忧,我们有量化证据。对于汽车电子应用的 OEM 金属冲压服务,我们通过冲压设计优化,将材料利用率从 62% 提高到 83%,单位成本节省 32 美元,每年成本超过 100 万美元。对于医疗 OEM 应用,我们实现了 0.03 毫米的平整度和 0.15% 的废品率,并通过了 ISO 13485 认证。
我们的优势在于,我们从金属冲压设计一开始就参与其中,避免了大规模制造中涉及的风险。 Pro冲压工程在加工易碎和难加工材料(高强度钢、钛合金等)方面拥有丰富的经验, ISO 14644-1 8级洁净室要求,保证产品一致性。
我们提供从小批量原型到大规模批量生产的灵活解决方案,平衡紧急需求与长期成本优化。如果您正在努力解决精密 OEM 零件的成本、精度或批量生产问题,请联系我们的技术工程师进行免费的 DFM 评估并解锁定制的金属冲压解决方案。

为什么金属冲压设计中的 DFM 审查是控制零件成本的关键?
金属冲压设计阶段的DFM审核对于成本控制至关重要。早期设计阶段的微小改变,在批量生产时可能会增加一倍或三倍,这只会浪费材料并增加废品率。太多的 OEM 制造商因忽视这一步骤而陷入成本控制的漩涡。
FLD分析:提前预防成型风险
聘请专业人员进行FLD分析,预测冲压过程中材料变薄和破损的风险,改进金属冲压设计并在开模前改变缺陷,消除返工。只为高强度钢板冲压,破损报废率将降低80%。
科学布局设计:减少材料浪费
布局设计影响如何使用材料。我们优化的金属冲压设计与传统的布局设计相比激光切割服务量产时可节省30%以上的废料。结合表中的数据,最大限度地降低废品成本。
| 工艺类型 | 材料利用率 | 每单位材料成本(美元) | 年废弃物成本(百万单位) |
| 传统激光切割服务 | 65% | 2.8 | 980,000 |
| 优化的金属冲压设计布局 | 82% | 2.1 | 210,000 |
| 行业平均冲压布局 | 73% | 2.5 | 625,000 |
| LS制造优化布局 | 85% | 2.0 | 150,000 |
初步数据显示,仅我们科学的操作方案就可以将材料利用率从65%提高到85%,单位材料成本从0.8美元降低,年产100万台的产能可降低成本73万美元。
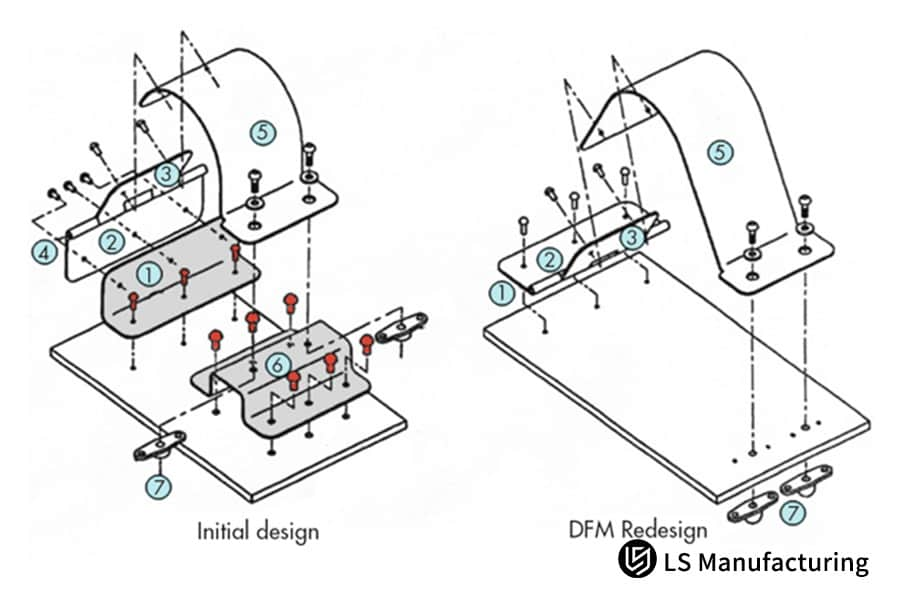
图 1: 3D 模型比较 DFM 优化前后的冲压零件。
如何利用有限元分析解决精密金属冲压工程中的回弹精度问题?
不易加工的材料,例如钛合金或硬铝m合金,在过程中容易回弹精密五金冲压工程从而导致尺寸精度不合适。当零件需要进行后处理以进行校正时,这并不理想。
三维补偿技术(Overbend):对抗材料回弹
模具设计过程中利用三维补偿技术提前预测回弹并实施反向补偿,从根本上解决了塌模问题。
根据材质定义不同的补偿参数,分别是:
- 规定高强度铝合金(6061-T6): R/t=1.5时,修正值为0.8-1.2,故回弹后角度偏差为0.1°。
- 钛合金: Ti-6AL-4V。 R/t=2.0的弯曲半径R/t,补偿量为1.5度-2.0度,尺寸控制R在0.02mm以内。
多工位级进模:提高精度和稳定性
多工位级进模是一种高精度冲压模具。它可以在每个冲程执行多个工序,最大限度地减少处理因素并提供 0.02 毫米的严格公差控制。与激光切割服务相比,该工艺不会产生热影响区,最大限度地减少材料微观结构的不稳定性,因此非常适合制造高端精密零件。
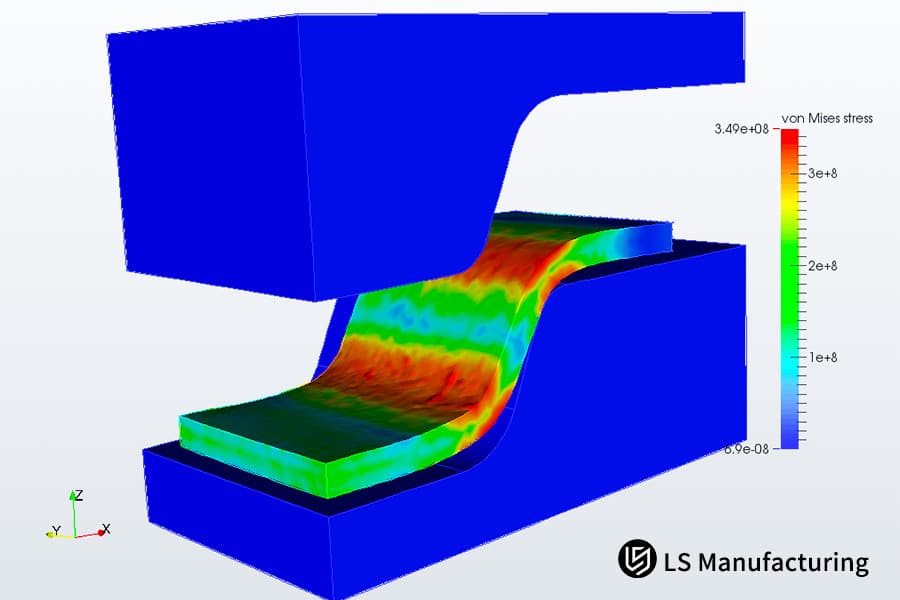
图 2:3D FEA 模拟显示冲压过程中零件上的应力分布。
OEM金属冲压服务如何利用模具传感器实现零缺陷量产?
零缺陷量产对于高端OEM客户至关重要。传统的手动取样无法提供快速响应或漏检率较高,从而无法适应500SPM的高速冲压。高质量OEM金属冲压服务将集成模具传感器,实现实时监控,防止缺陷泄漏。
工业4.0实时监控系统:精准检测异常
连续模内安装压力和位移传感器,实时监控500SPM的闭合高度和压力曲线高速冲压。首先发现异常,然后发出警报并关闭机器,从而避免批量缺陷。详细对比数据请参见表格。
| 监测方法 | 漏检率 | 响应时间 | 每日监控成本(美元) | 适用冲压速度 |
| 人工抽样检验(每小时50件) | 8.3% | ≥10分钟 | 120 | ≤200 SPM |
| 自动传感器监控 | 0.05% | ≤0.1秒 | 45 | ≤600 SPM |
灵活适应:小批量和大批量生产之间的质量平衡
小批量原型制作采用激光切割切边服务,减少模具投资,大批量批量生产则通过传感器监控和建立的质量控制体系,实现产品合规性和零缺陷批量生产的特点。
自动化监控可以降低漏检率,节省人工成本,保证批量生产的一致性。有关如何使您的产品适应传感器监控解决方案的信息,请联系我们免费技术咨询和定制质量控制解决方案。
冲压工程服务如何平衡拉深过程中的润滑和表面粗糙度?
拉深是复杂精密零件的主要制造工艺。在冲压工程服务,我们应该在润滑能力和表面粗糙度之间找到最佳平衡点。润滑不良容易造成损坏,润滑过度则影响下道工序,成本更高。
拉深工艺参数:控制侧壁减薄率
- 深拉深比系数(m值)的计算公式为m=D/d(其中D为毛坯直径,d为拉深件直径)。该参数是决定绘图工作难度的主要因素。
- 当 m 值减小时,拉拔过程变得更加困难,因为这会导致侧壁变薄。为此目的而应设置的材料属性的需要应保持在0.55至0.75的范围内。
- m值根据不同材质需要调整:高强钢m值控制在0.65~0.75之间,而普通碳钢m值可低至0.55~0.65。
- 该工艺使用多次拉伸来降低 m 值,同时将侧壁减薄率保持在 8%,以避免零件断裂。
环保极压润滑剂:平衡润滑和表面质量
我们根据零件的涂层要求选择合适的环保极压润滑剂,平衡润滑效果和表面质量。该部件的 Ra 值保持在 0.8 以下,从而创造了冲压边缘更光滑激光切割服务生产的,这导致磨削时间和交货时间减少 30%。
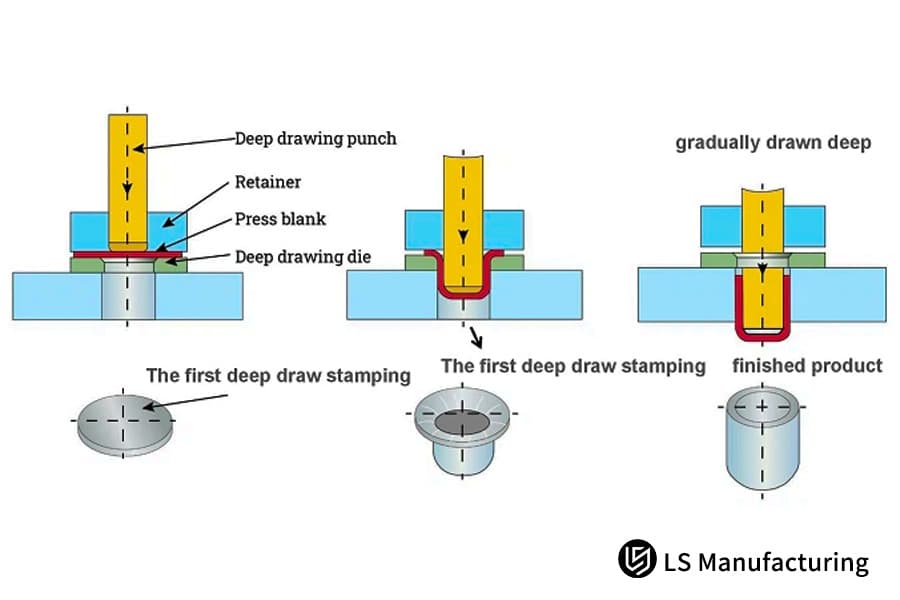
图 3:示意图显示了形成圆柱形零件的深拉冲压工艺步骤。
为什么冲压设计优化必须考虑模具材料和热处理的影响?
冲压设计优化在开始阶段应认真考虑零件设计、模具材料和热处理工艺。此外,模具的寿命将对零件成本和质量产生巨大影响。许多主机厂忽视模具的优化,导致单位成本上升。
模具材料选择:适应不同的冲压需求
- DC53 模具钢:通过其 HRC62-64 硬度等级提供高强度钢冲压能力,从而实现出色的抗磨损和抗冲击保护。
- SKD11 模具钢:该材料提供了一种经济的解决方案不锈钢冲压通过防止冲压过程中材料剥离和毛刺来解决问题。
- 硬质合金模具钢:与标准模具钢相比,该材料的使用寿命延长了三到五倍,可实现高精度冲压作业。
通过将模具钢与工件的硬度相匹配冲压材料冲压速度、模具寿命以及零件精度均得到大幅提高。
独家表面处理技术:延长模具寿命
我们拥有独家的PVD涂层和TD处理等模具表面处理技术,解决了不锈钢冲压中常见的材料剥离和毛刺问题,同时增加了模具维护的时间间隔。该表提供了显示流程前后优化结果的定量数据。
| 模具类型 | 表面处理 | 维护周期(冲头) | 单位模具摊余成本(美元) |
| 标准模具(SKD11) | 无表面处理 | 200,000 次循环 | 0.35 |
| 优化模具(SKD11) | 物理气相沉积镀膜 | 1,000,000 次循环 | 0.08 |
| 标准模具(DC53) | 无表面处理 | 300,000 次循环 | 0.28 |
| 优化模具(DC53) | TD治疗 | 1,200,000 次循环 | 0.07 |
从数据中我们可以看到,优化后模具维护周期从20万次提升至100万次以上,单位模具摊余成本下降至77%。选择RD活跃供应商对于从根本上降低零部件生产成本是必要的。
模具优化可以降低维护成本和单位成本,提高批量生产稳定性。如需免费计算模具优化节省成本,请联系我们获取定制的冲压设计优化解决方案。
如何评估连续模具精密 OEM 冲压服务的工艺布局?
冲压作业的效率及精度取决于30工位以上的多功能一体级进模的运行情况,以此作为考核的首要标准精密OEM冲压服务。实施适当的布局设计可以显着增强运营能力,同时减少支出。
带状布局策略:实现高效整合
- 初步规划:需要多个孔和弯曲的零件规格需要建立各自的冲孔、翻边、攻丝和铆接顺序。
- 工位布局:在团队开发出一种布局后,级进模系统将通过 32 个工序进行操作,该布局可实现最佳工位距离,同时最大限度地减少处理错误。
- 精度控制:系统需要在每个工位上定位销以保持工艺链接精度,从而防止多个孔未对准和弯曲角度偏差。
- 提高效率: “一件一出”的一体化模式,使所有工序一次完成,大大缩短了加工工期。
效率比较:冲压与激光切割服务
冲压工艺每小时的产量比激光切割服务的产量高出 15 倍以上。多孔精密支架示例表明,激光加工可实现日产量 800 件,每件成本 12 美元,而我们的连续冲压工艺每天生产 12,000 件,每件成本为 5.8 美元,从而带来更高的投资回报。

图 4: 具有多个机头的冲压机在连续模具设置中加工金属带材。
LS Manufacturing制造案例:高难度定制医疗级316L不锈钢精密屏蔽罩
由定制的医疗级 316L 不锈钢制成的高精密防护罩覆盖全球医疗设备制造商金属冲压解决方案到批量生产。这种医疗级不锈钢316L不锈钢精密护罩需要极其严格的公差和表面质量,并且可能会出现裂纹和平整度差的问题。
客户挑战
某知名制造商医疗器械在测试新开发的起搏器屏蔽罩时,他们遇到了15% 的半径裂纹率和 <0.05 毫米的平整度。生产部件的传统激光切割服务由于热变形而未能通过检查。
LS制造解决方案
- 模具材料优化: DC53模具钢与PVD涂层相结合,模具寿命超过100万次运行周期。
- 传感器集成:在连续模具内安装压力和位移传感器,可以在整个冲压操作过程中持续跟踪异常发展。
- 原型验证:激光切割服务可实现快速原型开发,仅需两周即可完成原型测试和工艺优化。
- 精度控制:系统通过液压弹性夹边系统和伺服压力机的结合,实现0.05mm的平整度控制。
结果和价值
该公司实现了废品率低于 0.2%,同时将单件加工成本降低了 45%,从而使他们能够顺利完成 ISO 13485 审核。客户签订了为期三年的产品交付协议。
如需了解本案例的详细技术参数,请联系我们索取案例手册。提交 3D 工程图即可让您获得免费的 DFM 评估。我们可以为各种高难度医疗级精密零件提供定制化解决方案。

冲压制造设计如何加速原型批量生产?
技术原始设备制造商行业将上市时间作为决定其竞争力的主要因素。 “设计为冲压制造”概念实现了从原型到大规模生产的快速跨越,减少了研发时间,同时帮助企业抓住市场机会。
快速模具:实现从原型到批量生产的平稳过渡
- 介入时机: “冲压制造设计”专家团队从概念图阶段开始工作,为制造提供完整的设计支持。
- 并行模具设计:快速模具和批量生产模具的设计过程同时进行,这可以防止在测试确认其有效性后需要进一步更改。
- 第一个样品验证:该公司使用其激光切割服务创建快速样品,使他们能够检查设计的正确性并执行必要的设计更改。
- 参数调试:系统对工艺参数进行调试,可快速过渡到全面生产。
并行工程模式:提高研发效率
我们的组织实施同步工程,因为它使我们能够与流程调试活动一起进行首次样品验证和模具设计工作,从而将产品开发时间缩短 40% ,并使客户能够更快地进入市场。
常见问题解答
Q1: 你们为你们的金属冲压件提供模流分析服务吗?
是的,我们在正常开模之前提供完整的CAE模拟分析报告,以提前预测材料变薄和开裂的风险,并优化第一次金属冲压设计并避免后期返工。
Q2: 精密金属冲压工程不同批次的材料质量如何保持?
其中我们对每批材料进行严格的来料硬度和晶粒度测试、抽样测试,并针对该批次的实际屈服强度在线优化伺服压力机的压力参数。
Q3: 你们的 OEM 金属冲压有最低订购量限制吗?
我们没有严格的最小起订量要求,但可以提供从数千件的中试到数百万件的批量生产的灵活解决方案。小批量零件可搭配激光切割服务,帮助客户节省模具成本。上传图纸获取报价并享受定制服务。
Q4。冲压工程服务如何控制零件重量?
零件采用高屈服强度钢,通过实施局部加强筋,我们在保持零件强度的同时减轻了 15% 以上的重量。这也导致了材料和运输成本的降低(产品竞争力)。
Q5:通过LS制造工艺提供的冲压设计优化是否能够形成复杂的几何形状?
是的,我们非常擅长多阶段拉深和复杂的侧冲结构,因为正常制造中需要更多的集成工作。通过模具设计优化可以实现一体化成型。
Q6.精密OEM冲压服务的常见模具寿命是多少?
我们的标准硬质合金模具能够运行5 到 1000 万次冲压循环,然后才需要重新抛光,具体取决于材料。我们还提供硬质合金模具的整个生命周期维护,这增加了更换成本之间的时间。
Q7: 定制金属冲压设计服务如何处理零件的边缘毛刺?
由于严格控制模具间隙(一般为板材宽度的5%~10%),通过微米级的研磨,使冲压件的缎纹比例达到60%以上,并解决了边缘毛刺的问题,从而在较短的后续磨削中。
Q8:与激光切割服务相比,冲压服务对精度和稳定性的反应如何?
冲压是一种物理冷成型工艺,消除了激光加工产生的热影响区(HAZ),避免了金相组织的改变,从而表现出更稳定的形位公差和金相组织以及更好的精度一致性。
概括
精密金属冲压主要是与冲压相关的一般设计优化与多学科方法的结合。精密金属冲压专注于为OEM客户降低成本、提高效率和提高质量。
您准备好优化您的精密 OEM 零件了吗?无论您是处于新产品的原型开发阶段,还是正在寻找能够降低成本、提高效率的生产解决方案,LS Manufacturing 的技术专家团队都已做好准备。
- 点击这里: [上传您的 3D 图纸以进行免费 DFM 评估]
- 联系我们:拨打我们的技术热线获取定制金属冲压设计服务引述。
- 比较优势:索取我们的“冲压与激光切割服务:大规模生产的经济分析报告”。
📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。五金冲压等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


