
Conception d'estampage en métal est au cœur de la fabrication de pièces OEM de précision, déterminant directement la précision et le coût. Les fabricants OEM sont souvent confrontés à des problèmes tels que des écarts dimensionnels et des durées de vie courtes des moules. De nombreuses solutions de conception plus anciennes, comme indiqué dans les articles précédents sur les principales considérations de conception et d'ingénierie , ne suffisent plus pour répondre aux exigences actuelles de précision jusqu’à 0,01 mm. Le recours excessif à l'étalonnage post-traitement plutôt qu'à l'optimisation technique à un stade précoce est à l'origine de coûts incontrôlés.
LS Manufacturing, s'appuyant sur la technologie d'ingénierie d'emboutissage de précision des métaux, propose des solutions évolutives supérieures aux services de découpe laser. Une optimisation précoce peut réduire les coûts de plus de 30 % et contrôler les taux de rebut à ≤ 0,5 %.
Aperçu rapide des réponses de base en matière d'emboutissage des métaux
| Problèmes fondamentaux | Solutions | Avantages client | Technologies clés |
| Coûts élevés | Revue DFM + Présentation scientifique | Perte matérielle réduite de 30 %+ | Conception d'estampage en métal |
| Précision dimensionnelle inférieure aux normes | Analyse par éléments finis + compensation 3D | Contrôle de tolérance ±0,02 mm | Ingénierie d’emboutissage de précision des métaux |
| Taux de rebut élevé pour la production de masse | Surveillance de l'intégration des capteurs de moules | Taux de rebut ≤0,2 % | Service d'emboutissage de métal OEM |
| Durée de vie courte du moule | Optimisation des matériaux du moule + traitement de surface | Durée de vie du moule augmentée de 5x | Optimisation de la conception d'estampage |
Ici, ils se concentrent sur l'ensemble processus d'emboutissage des métaux de la transformation du brut en pièce finie, en identifiant les principaux problèmes et les solutions à chaque étape. Accompagné d'études de cas et d'informations réelles, il est utile pour les clients OEM d'apprendre la meilleure façon de réduire les coûts, de gagner du temps et de garantir la qualité , en maîtrisant la valeur fondamentale de l'emboutissage de précision des métaux.
Pourquoi faire confiance aux services d'emboutissage de métaux OEM de LS Manufacturing ? Expérience dans la fabrication de précision
La sélection d'un partenaire d'emboutissage de métaux efficace et intégré est vitale pour un concurrent OEM. Les expériences, les machines et les références sont les éléments essentiels. LS Manufacturing est spécialisé dans l'emboutissage de métaux de haute précision depuis 18 ans, s'est engagé auprès de plus de 500 clients OEM haut de gamme dans le monde, a fourni avec succès plus de 10 000 produits personnalisés et a un taux de rachat partiel de base de 92 %. Nous nous sommes conformés à ISO 9001:2015 pour s'assurer que chaque produit peut atteindre les normes de précision internationales.
En ce qui concerne la précision dimensionnelle et le contrôle des coûts, nous disposons de preuves quantifiées. Pour les services d'emboutissage de métaux OEM destinés aux applications électroniques automobiles, nous avons amélioré l'utilisation des matériaux de 62 % à 83 %, économisé 32 $ en coût unitaire et plus d'un million de dollars en coût annuel grâce à l'optimisation de la conception de l'emboutissage. Pour les applications médicales OEM, nous avons atteint une planéité de 0,03 mm et un taux de rebut de 0,15 %, et sommes certifiés ISO 13485.
Notre point fort est d’intervenir dès la conception de l’emboutissage des métaux, évitant ainsi les risques liés à la fabrication en série. L'ingénierie d'emboutissage professionnelle est expérimentée dans l'usinage de matériaux fragiles et difficiles à usiner (aciers à haute résistance, alliages de titane, etc.), dans OIN 14644-1 Exigences de salle blanche de classe 8, garantissant la cohérence du produit.
Nous proposons des solutions flexibles, depuis les prototypes en petits lots jusqu'à la production de masse à grande échelle, en équilibrant les besoins urgents avec l'optimisation des coûts à long terme. Si vous rencontrez des problèmes de coût, de précision ou de production de masse pour des pièces OEM de précision, contactez nos ingénieurs techniques pour une évaluation DFM gratuite et débloquez des solutions d'emboutissage de métaux personnalisées.

Pourquoi l'examen DFM dans la conception d'emboutissage de métaux est-il essentiel pour contrôler le coût des pièces ?
L’examen DFM au stade de la conception de l’emboutissage des métaux est le plus critique pour le contrôle des coûts. Un petit changement au début de la conception pourrait être doublé ou triplé dans la production de masse , ce qui ne ferait que gaspiller des matériaux et augmenter le taux de rebut. Trop de fabricants OEM tombent dans la spirale du contrôle des coûts pour avoir ignoré cette étape.
Analyse FLD : prévenir les risques de formation à l'avance
Employer un professionnel pour l'analyse FLD afin de prévoir le risque d'amincissement et de rupture du matériau lors de l'emboutissage, d'améliorer la conception de l'emboutissage du métal et de modifier le défaut avant l'ouverture du moule, d'éliminer les retouches . Uniquement pour estampage en acier à haute résistance , le taux de rebut de la casse sera réduit de 80 %.
Conception d'aménagement scientifique : réduction des déchets de matériaux
La conception de la mise en page affecte la façon dont le matériel est utilisé. La conception de la disposition de notre conception d'emboutissage de métal optimisée par rapport à la conception traditionnelle service de découpe laser pourrait économiser plus de 30 % des déchets lors de la production de masse. Couplé aux données du tableau, minimisant au maximum le coût de la ferraille .
| Type de processus | Utilisation des matériaux | Coût du matériau par unité (USD) | Coût annuel des déchets (1 million d'unités) |
| Service de découpe laser traditionnel | 65% | 2.8 | 980 000 |
| Disposition optimisée de la conception de l'emboutissage des métaux | 82% | 2.1 | 210 000 |
| Disposition d'estampage moyenne de l'industrie | 73% | 2.5 | 625 000 |
| Disposition optimisée de fabrication LS | 85% | 2.0 | 150 000 |
Les données préliminaires montrent que notre schéma opérationnel scientifique peut à lui seul améliorer l'utilisation des matériaux de 65 % à 85 %, réduire le volume par unité de coût des matériaux de 0,8 USD et réduire le coût annuel de 730 000 USD pour une productivité d'un million d'unités.
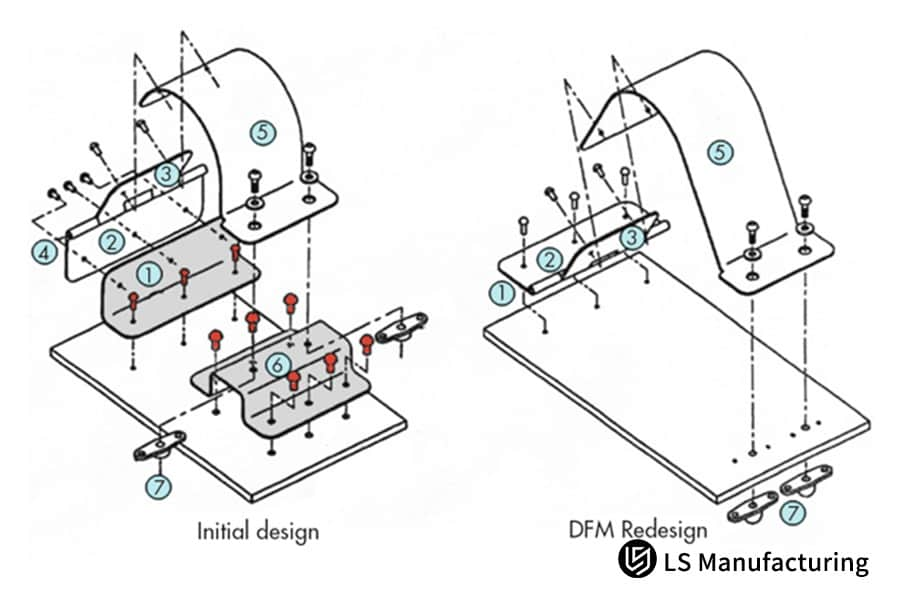
Figure 1 : Modèle 3D comparant une pièce emboutie avant et après optimisation DFM.
Comment utiliser l'analyse par éléments finis pour résoudre la précision du retour élastique dans l'ingénierie d'emboutissage de précision des métaux ?
Matériaux difficiles à usiner, par exemple les alliages de titane ou l'aluminium dur m alliages, ont tendance à rebondir pendant ingénierie d'emboutissage de précision des métaux ce qui entraîne une précision dimensionnelle inappropriée. Ce n'est pas idéal lorsque les pièces doivent être post-traitées pour être corrigées.
Technologie de compensation tridimensionnelle (Overbend) : lutte contre le retour élastique du matériau
La technologie de compensation tridimensionnelle est utilisée pour prédire le retour élastique à l'avance et la compensation inverse est mise en œuvre pendant le processus de conception du moule, ce qui résout fondamentalement le problème de l'effondrement.
Différents paramètres de compensation sont définis selon les matériaux, qui sont :
- Alliage d'aluminium à haute résistance spécifié (6061-T6) : R/t=1,5 lorsque la valeur de correction est de 0,8 à 1,2, donc l'angle après la déviation du retour élastique est de 0,1°.
- Alliage de titane : Ti-6AL-4V. Le rayon de courbure R/t de R/t=2,0, le montant de compensation est de 1,5 degrés à 2,0 degrés, le contrôle dimensionnel R à moins de 0,02 mm.
Matrice progressive multistation : améliorer la précision et la stabilité
La matrice progressive multi-stations est un type d’outil d’estampage de haute précision. Il peut effectuer plusieurs processus par course , minimisant les facteurs de manipulation et offrant un contrôle de tolérance strict de 0,02 mm . Comparé au service de découpe laser, ce processus ne provoque pas de zone affectée par la chaleur, minimisant ainsi l'instabilité de la microstructure du matériau et est donc idéal pour la fabrication. pièces de précision haut de gamme .
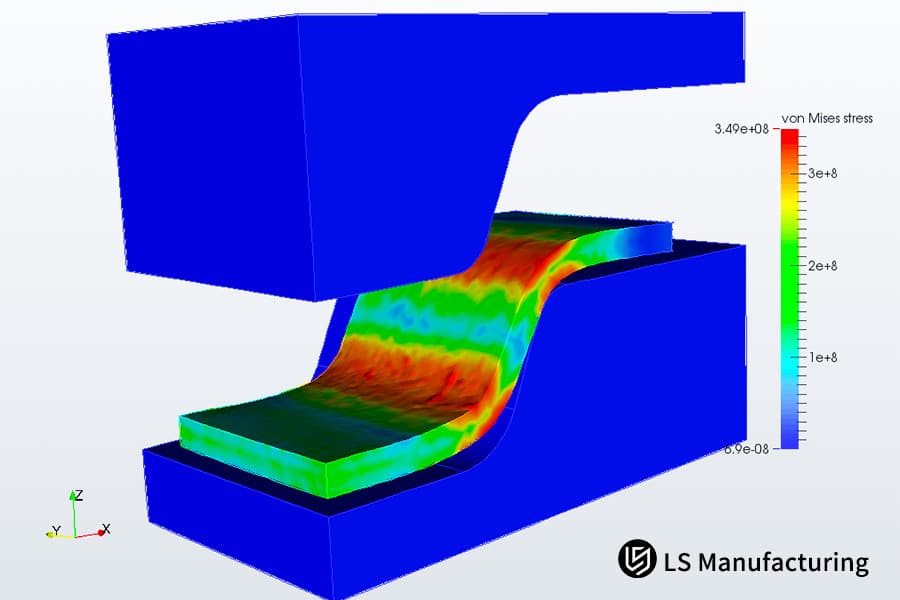
Figure 2 : Simulation FEA 3D montrant la répartition des contraintes sur une pièce lors de l'emboutissage.
Comment le service d'emboutissage de métaux OEM peut-il atteindre une production de masse sans défaut avec des capteurs de moule ?
Une production de masse sans défaut est essentielle pour les clients OEM haut de gamme. L'échantillonnage manuel traditionnel ne peut pas fournir une réponse rapide ou un taux d'échec élevé, de sorte qu'il ne peut pas s'adapter à un estampage à grande vitesse de 500 SPM. Haute qualité Service d'estampage des métaux OEM intégrera des capteurs de moule pour réaliser une surveillance en temps réel et éviter les fuites de défauts.
Système de surveillance en temps réel de l'industrie 4.0 : détecter avec précision les anomalies
Des capteurs de pression et de déplacement sont installés dans la filière continue pour permettre une surveillance en temps réel de la hauteur de fermeture et de la courbe de pression de 500 SPM. estampage à grande vitesse . Les anomalies sont d'abord détectées, puis une alarme se déclenche pour arrêter la machine, évitant ainsi les défauts des lots. Veuillez vous référer au tableau pour des données comparatives détaillées.
| Méthode de surveillance | Taux d'inspection manquée | Temps de réponse | Coût de surveillance quotidien (USD) | Vitesse d'estampage applicable |
| Inspection par échantillonnage manuel (50 pièces par heure) | 8,3% | ≥10 minutes | 120 | ≤200 SPM |
| Surveillance automatisée des capteurs | 0,05% | ≤0,1 seconde | 45 | ≤600 SPM |
Adaptation flexible : équilibre de qualité entre la production en petits et grands lots
Pour le prototypage en petits lots, un service de découpe laser pour le détourage a été adopté afin de réduire l'investissement dans le moule, tandis que la production de masse en grands lots est conçue pour présenter des caractéristiques telles que la conformité du produit et une production de masse sans défaut grâce à la surveillance des capteurs et au système de contrôle qualité établi.
La surveillance automatisée peut réduire le taux d'inspection manquée, réduire les coûts de main-d'œuvre et garantir la cohérence de la production de masse . Pour plus d'informations sur la manière dont votre produit peut être adapté à une solution de surveillance de capteurs, veuillez nous contacter pour une consultation technique gratuite et des solutions de contrôle qualité personnalisées.
Comment le service d'ingénierie d'emboutissage équilibre-t-il la lubrification et la rugosité de surface lors de l'emboutissage profond ?
L'emboutissage profond est le principal processus de fabrication de composants de précision complexes. Dans service d'ingénierie d'estampage , nous devons trouver le meilleur équilibre entre la capacité de lubrification et la rugosité de la surface . Une mauvaise lubrification causera facilement des dommages, une lubrification excessive influencera le processus suivant et coûtera plus cher.
Paramètres du processus d'emboutissage profond : contrôle du taux d'amincissement des parois latérales
- Le coefficient d'emboutissage profond (valeur m) est calculé à l'aide de la formule m = D/d (où D est le diamètre de l'ébauche et d est le diamètre de la pièce emboutie). Le paramètre est le principal facteur qui détermine la difficulté du travail de dessin.
- Le processus d'étirage devient plus difficile lorsque la valeur m diminue car cela entraîne un amincissement accru des parois latérales . Les besoins en propriétés matérielles qui doivent être définis à cet effet doivent être maintenus dans la plage de 0,55 à 0,75.
- La valeur m doit être ajustée pour différents matériaux : la valeur m pour l'acier à haute résistance est contrôlée entre 0,65 et 0,75, tandis que la valeur m pour l'acier au carbone ordinaire peut être aussi basse que 0,55 à 0,65.
- Le processus utilise plusieurs passes d'étirement pour diminuer la valeur m tout en maintenant l'amincissement des parois latérales à 8 % pour éviter la casse des pièces.
Lubrifiant Extrême Pression Respectueux de l'Environnement : Équilibrer Lubrification et Qualité de Surface
Nous sélectionnons des lubrifiants extrême pression adaptés et respectueux de l'environnement en fonction des exigences de revêtement de la pièce, en équilibrant l'efficacité de la lubrification et la qualité de la surface. La pièce atteint une valeur Ra qui reste inférieure à 0,8 créant ainsi bords estampés plus lisses quel service de découpe laser produit, cela entraîne une diminution de 30 % du temps de meulage et du délai de livraison.
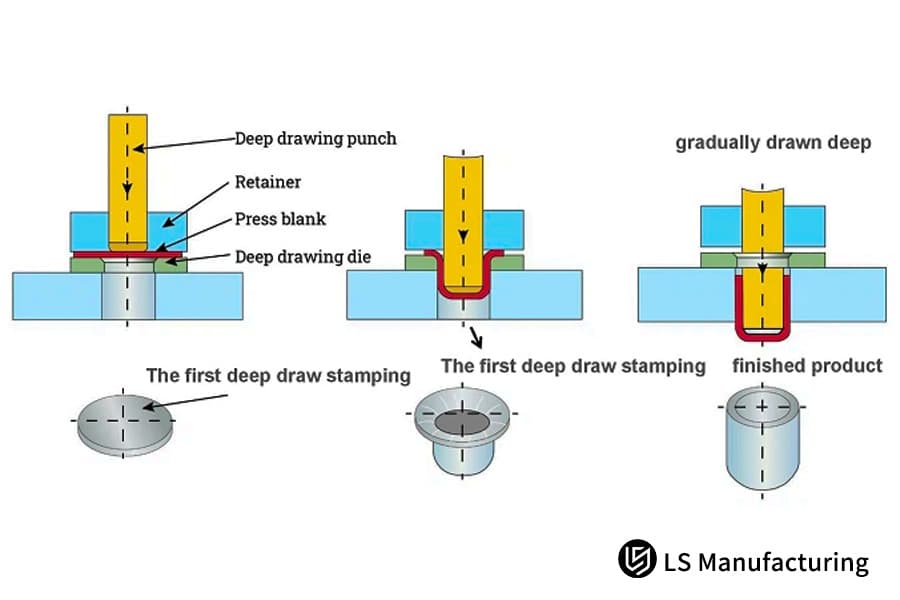
Figure 3 : Schéma montrant les étapes du processus d'emboutissage profond pour former une pièce cylindrique.
Pourquoi l'optimisation de la conception de l'emboutissage doit-elle prendre en compte l'impact des matériaux de moule et du traitement thermique ?
Optimisation de la conception de l'emboutissage dès le début, il convient de prendre sérieusement en compte la conception des pièces, les matériaux du moule et les processus de traitement thermique. De plus, la durée de vie d’un moule aura une influence considérable sur le coût et la qualité des pièces. Un grand nombre d’équipementiers contribuent à des coûts unitaires plus élevés en ignorant l’optimisation des moules.
Sélection des matériaux de moule : s'adapter aux différents besoins d'emboutissage
- Acier moulé DC53 : Il offre une capacité d'emboutissage d'acier à haute résistance grâce à son indice de dureté HRC62-64 qui permet une excellente protection contre l'usure et les impacts.
- Acier à matrice SKD11 : le matériau offre une solution économique à estampage en acier inoxydable problèmes en empêchant le décapage et l’ébavurage du matériau pendant le processus d’estampage.
- Acier à matrices en carbure : le matériau permet un travail d'emboutissage de haute précision grâce à sa durée de vie trois à cinq fois plus longue que l'acier à matrices standard.
En adaptant l'acier de la matrice à la dureté du matériel d'estampage et la vitesse d'estampage, la durée de vie de la matrice ainsi que la précision des pièces connaissent des améliorations substantielles .
Technologie exclusive de traitement de surface : prolonger la durée de vie des matrices
Nous possédons des technologies exclusives de traitement de surface des matrices telles que le revêtement PVD et le traitement TD, qui résolvent les problèmes de décapage et d'ébavurage courants dans l'emboutissage de l'acier inoxydable tout en augmentant le temps entre les entretiens requis des matrices. Le tableau présente des données quantitatives qui montrent les résultats d'optimisation avant et après le processus.
| Type de moule | Traitement de surface | Cycle de maintenance (poinçons) | Coût amorti unitaire du moule (USD) |
| Moule standard (SKD11) | Aucun traitement de surface | 200 000 cycles | 0,35 |
| Moule optimisé (SKD11) | Revêtement PVD | 1 000 000 de cycles | 0,08 |
| Moule standard (DC53) | Aucun traitement de surface | 300 000 cycles | 0,28 |
| Moule optimisé (DC53) | Traitement TD | 1 200 000 cycles | 0,07 |
Dans les données, nous pouvons voir que le cycle de maintenance du moule augmente de 200 000 à plus de 1 000 000 de cycles après optimisation, le coût unitaire amorti du moule chute à 77 %. La sélection d’un fournisseur actif RD est nécessaire pour réduire fondamentalement les coûts de production des pièces.
L'optimisation des moules peut réduire les coûts de maintenance et les coûts unitaires, et améliorer la stabilité de la production de masse. Pour un calcul gratuit des économies de coûts d’optimisation des moules , veuillez nous contacter pour une solution personnalisée d’optimisation de la conception d’emboutissage.
Comment évaluer la configuration du processus dans le service d'emboutissage OEM de précision pour les matrices continues ?
L'efficacité des opérations d'emboutissage ainsi que leur précision dépendent du fonctionnement des matrices progressives intégrées multi-fonctions avec 30 stations ou plus , cet aspect servant de norme principale pour évaluer service d'estampage de précision OEM . La mise en œuvre de conceptions d'aménagement appropriées entraîne des améliorations opérationnelles substantielles qui réduisent simultanément les dépenses.
Stratégie de disposition des bandes : parvenir à une intégration à haute efficacité
- Planification initiale : Les spécifications des pièces qui nécessitent plusieurs trous et courbures doivent établir leur séquence respective de poinçonnage, de bridage, de taraudage et de rivetage.
- Disposition des stations : Le système de matrices progressives fonctionnera selon 32 processus après que l'équipe ait développé une configuration permettant d'atteindre des distances optimales entre les stations tout en minimisant les erreurs de manipulation.
- Contrôle de précision : le système nécessite de localiser des broches à chaque station pour maintenir la précision des liaisons de processus, ce qui empêche le désalignement de plusieurs trous et écarts d'angle de flexion .
- Amélioration de l'efficacité : le mode intégré « une pièce, une sortie » permet à tous les processus de se terminer en une seule opération, ce qui entraîne des réductions importantes de la durée du traitement.
Comparaison d'efficacité : service d'estampage et de découpe laser
Le processus d’estampage fournit un rendement qui dépasse de plus de 15 fois celui du service de découpe laser par heure. L'exemple de stent de précision multi-trous démontre que le traitement au laser permet d'obtenir une production quotidienne de 800 pièces, ce qui coûte 12 $ chacune, tandis que notre processus d'estampage continu produit 12 000 pièces par jour au coût de 5,8 $ chacune, ce qui se traduit par un meilleur retour sur investissement.

Figure 4 : Machine d'estampage à plusieurs têtes traitant une bande métallique dans une configuration à matrice continue.
Cas de fabrication de LS Manufacturing : personnalisation très difficile du couvercle de blindage de précision en acier inoxydable 316L de qualité médicale
Des boucliers de précision exigeants en acier inoxydable 316L de qualité médicale couvrent la fabrication mondiale de dispositifs médicaux par un système sur mesure solution d'emboutissage des métaux à la production de masse. De tels boucliers de précision en acier inoxydable 316L de qualité médicale exigent des tolérances et une qualité de surface extrêmement strictes, et des problèmes de fissuration et de mauvaise planéité peuvent survenir.
Défis clients
Fabricant d'un bien connu dispositif médical testait un nouveau développement de couvercle de protection pour stimulateur cardiaque lorsqu'ils ont rencontré un taux de fissures dans un rayon de 15 % et une planéité < 0,05 mm. Service de découpe laser conventionnel pour produire l'inspection du composant ayant échoué en raison d'une distorsion thermique.
Solutions de fabrication LS
- Optimisation des matériaux du moule : la combinaison de l'acier pour moule DC53 et du revêtement PVD offre une durée de vie du moule supérieure à 1 million. cycles opérationnels .
- Intégration des capteurs : L'installation de capteurs de pression et de déplacement dans des matrices continues permet le suivi continu des développements inhabituels tout au long de l'opération d'emboutissage.
- Vérification du prototype : le service de découpe laser permet un développement rapide de prototypes qui ne prend que deux semaines pour terminer les tests du prototype et l'optimisation des processus.
- Contrôle de précision : le système atteint un contrôle de planéité à 0,05 mm grâce à la combinaison d'un système de serrage de bord élastique hydraulique et d'une servo-presse.
Résultats et valeur
L'entreprise a atteint un taux de rebut inférieur à 0,2 % tout en réduisant les coûts de traitement des pièces uniques de 45 %, ce qui lui a permis de réussir l'audit ISO 13485 . Le client a conclu un accord de trois ans pour la livraison du produit.
Pour connaître les paramètres techniques détaillés de cette étude de cas, veuillez nous contacter pour obtenir un manuel de cas. La soumission de dessins 3D vous donne droit à une évaluation DFM gratuite. Nous pouvons fournir des solutions personnalisées pour diverses pièces de précision de qualité médicale de haute difficulté.

Comment la conception pour la fabrication d’emboutissages accélère-t-elle la production de masse du prototype ?
Le secteur des équipementiers technologiques utilise le délai de mise sur le marché comme principal facteur déterminant sa capacité concurrentielle. La « Conception pour Fabrication d'emboutissage " Ce concept permet de passer rapidement du prototype à la production de masse, ce qui réduit le temps de recherche et de développement tout en aidant les entreprises à saisir les opportunités du marché.
Outillage rapide : réaliser une transition en douceur du prototype à la production de masse
- Calendrier d'intervention : L'équipe d'experts « Conception pour la fabrication d'emboutissages » commence son travail au stade du dessin conceptuel qui fournit une assistance complète en matière de conception pour la fabrication.
- Conception d'outillage parallèle : le processus de conception d'outillage rapide et d'outillage de production de masse se déroule simultanément, ce qui évite de devoir apporter d'autres modifications une fois que les tests ont confirmé leur efficacité.
- Vérification du premier échantillon : l'entreprise utilise son service de découpe laser pour créer des échantillons rapides qui lui permettent de vérifier l'exactitude de la conception et d'effectuer les modifications de conception nécessaires.
- Débogage des paramètres : le système effectue le débogage des paramètres de processus, ce qui permet une transition rapide vers une production à grande échelle.
Mode d'ingénierie simultanée : améliorer l'efficacité de la R&D
Notre organisation met en œuvre l'ingénierie simultanée car elle nous permet d'effectuer les premiers travaux de vérification des échantillons et de conception d'outillage ainsi que des activités de débogage des processus, ce qui entraîne une réduction de 40 % du temps de développement de produits et permet aux clients d'accéder aux marchés plus rapidement.
FAQ
Q1 : Fournissez-vous un service d'analyse du flux de moule pour vos pièces embouties en métal ?
Oui, nous fournissons un rapport complet d'analyse de simulation CAE avant l'ouverture normale du moule pour prédire à l'avance le risque d'amincissement et de fissuration du matériau et pour optimiser la première conception d'emboutissage du métal et éviter les retouches ultérieures.
Q2 : Comment la qualité du matériau s'est-elle maintenue tout au long des différents lots d'ingénierie d'emboutissage de précision des métaux ?
Au sein de nous effectuons des tests stricts de dureté et de granulométrie des matériaux entrants, des tests d'échantillonnage sur chaque lot de matériaux, nous optimisons les paramètres de pression de la servopresse en ligne en réponse à la limite d'élasticité réelle du lot.
Q3 : Existe-t-il une limitation de quantité minimale de commande pour votre estampage métallique OEM ?
Nous n'avons pas d'exigences strictes en matière de quantité minimale de commande, mais pouvons fournir des solutions flexibles allant des tests pilotes de milliers de pièces à la production en série de millions de pièces. Les pièces en petits lots peuvent être associées à des services de découpe laser pour aider les clients à réduire les coûts de moulage. Téléchargez des dessins pour obtenir des devis et profitez de services personnalisés.
Q4. Comment le service Stamping Engineering contrôle-t-il le poids des pièces ?
En utilisant pour les pièces un acier à haute limite d'élasticité, grâce à la mise en œuvre de nervures localement renforcées, nous obtenons un gain de poids de plus de 15% tout en conservant la résistance de la pièce. Cela entraîne également une réduction des coûts de matière et de transport (compétitivité du produit).
Q5 : L'optimisation de la conception d'emboutissage proposée par le processus de fabrication LS est-elle capable de former des géométries complexes ?
Oui, nous sommes très doués pour l'emboutissage profond en plusieurs étapes et la structure compliquée de poinçonnage latéral, car il y a davantage de besoins de travail intégrés dans la fabrication normale. Le formage intégré peut être réalisé par l'optimisation de la conception des moules.
Q6.Quelle est la durée de vie commune du moule du service d'estampage OEM de précision ?
Nos moules en carbure standard sont capables de fonctionner pendant 5 à 10 millions de cycles d'estampage avant qu'un repolissage ne soit nécessaire, en fonction du matériau. Nous assurons également la maintenance du cycle de vie complet des moules en carbure, ce qui augmente le délai entre les coûts de remplacement.
Q7 : Comment les bavures de bord sur les pièces sont-elles traitées par le service de conception d'emboutissage de métal personnalisé ?
En contrôlant strictement le jeu du moule (généralement 5 % à 10 % de la largeur de la plaque), grâce au niveau de meulage au micron, le rapport de bande satinée des pièces d'estampage est supérieur à 60 % et résout le problème des bavures de bord, ce qui entraîne dans le broyage ultérieur plus court.
Q8 : Comment l'estampage, par opposition au service de découpe laser, répond-il à la précision et à la stabilité ?
L'emboutissage est un processus physique de formage à froid qui supprime la zone affectée thermiquement (HAZ) provoquée par le traitement laser. Cela évite les altérations de la structure métallographique, qui présentent par conséquent des tolérances géométriques et une structure métallographique plus stables et une meilleure cohérence de précision.
Résumé
L’emboutissage de précision des métaux est avant tout une combinaison d’optimisation générale de la conception associée à l’emboutissage combinée à une approche multidisciplinaire. L'emboutissage de précision des métaux se concentre sur la réduction des coûts, l'efficacité et l'amélioration de la qualité pour les clients OEM.
Êtes-vous prêt à optimiser vos pièces OEM de précision ? Que vous soyez au stade de développement d'un prototype d'un nouveau produit ou que vous recherchiez une solution de production capable de réduire les coûts et d'augmenter l'efficacité, l'équipe d'experts techniques de LS Manufacturing est prête.
- Cliquez ici: [ Téléchargez vos dessins 3D pour une évaluation DFM gratuite ]
- Contactez-nous : Appelez notre hotline technique pour obtenir un service de conception d'emboutissage de métal personnalisé citation.
- Avantage comparatif : demandez notre « Service d'estampage ou de découpe laser : rapport d'analyse économique sur la production à grande échelle ».
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


