
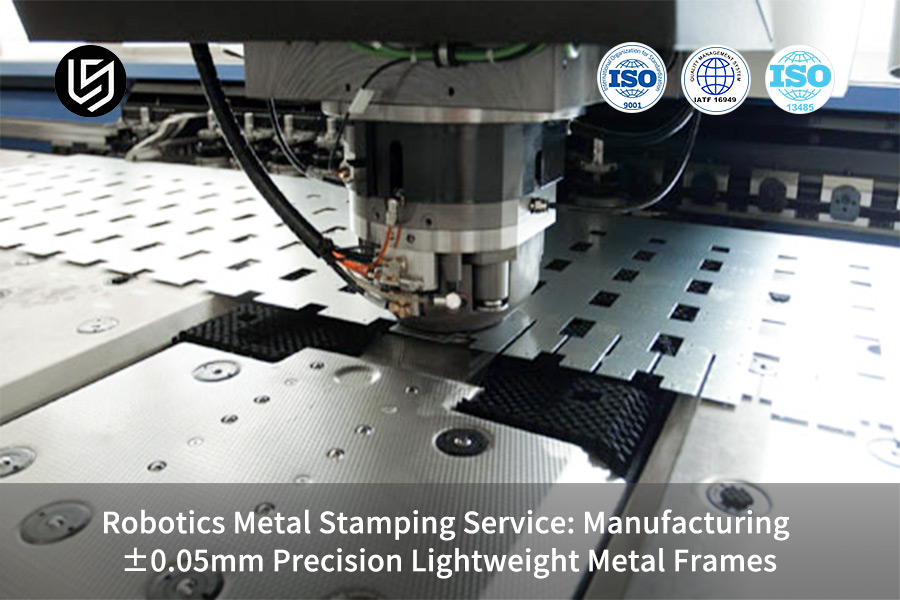
Service d'estampage robotique des métaux présente un problème clé pour l'industrie : avec les nouveaux robots collaboratifs sensibles (Cobot) conçoit des métaux typiques, alimentés avec trop de charge et de durée de vie en raison de tolérances accumulées et d'une réduction de poids insuffisante. Aucun fournisseur standard n'est en mesure de garantir la résistance structurelle des pièces d'emboutissage en métal léger et de contrôler la tolérance de trou critique la plus importante à 0,05 mm sans compensation dynamique du retour élastique du matériau.
LS Manufacturing va de l'évaluation DFM à la production de masse, fournit aux clients un service unique d'emboutissage robotique des métaux avec une efficacité et une haute précision grâce à une technologie de compensation de matrice intelligente et à une technologie de matrice progressive de précision multi-stations . La prochaine étape est de savoir comment nous pouvons surmonter la barrière de la précision de fabrication de châssis de robot par l'innovation technologique comme suit.
Aperçu des indicateurs clés du service d'emboutissage robotique des métaux
| Dimensions principales | Indicateurs clés | Avantages client | Méthode de mise en œuvre |
| Précision | ±0,05 mm Tolérance des caractéristiques clés | Réduction des frottements articulaires, augmentation de l'endurance de 15 %. | Compensation dynamique du moule + filière progressive. |
| Réduction de poids | Réduction de poids de 25 % à 38 % | Charge d'actionneur réduite, durée de vie prolongée. | Emboutissage léger des métaux + optimisation structurelle. |
| Efficacité | Livraison du premier échantillon sous 14 jours | Cycle R&D raccourci, part de marché. | Ligne de production automatisée + bibliothèque de moules modulaire. |
| Coût | 60 % à 80 % inférieur à l’usinage | Coûts de production de masse réduits, retour sur investissement amélioré. | Utilisation élevée des matériaux + processus d'estampage par lots. |
Points clés à retenir
- Précision : atteignez des tolérances de dimensions critiques de ± 0,05 mm grâce à la compensation dynamique de la matrice.
- Réduction du poids : réduisez le poids de 25 à 30 % sans sacrifier la rigidité grâce à la technologie d'estampage des métaux légers.
- Efficacité : la ligne de production automatisée de LS Manufacturing peut réduire à 14 jours le délai de livraison du premier échantillon pour le service d'estampage personnalisé.
Comment le service robotique d'emboutissage des métaux de LS Manufacturing atteint-il une précision de ± 0,05 mm ?
C'est cette pratique itérative qui a apporté à notre équipe la percée de la précision de 0,05 mm, et cette technologie de précision constitue le cœur de la compétitivité du service d'emboutissage des métaux de notre entreprise , LS Manufacturing. Notre innovation clé est que nous permettons au système de compensation du moule de fonctionner simultanément avec la matrice progressive de précision multiposte en utilisant les normes de ISO 9001:2015 de rectifier les erreurs à la source.
Une fluctuation de 5 MPa du choix du matériau et de sa limite d'élasticité peut provoquer un écart de retour élastique de 0,03 mm qui est corrigé en installant des capteurs et en transmettant les données instantanément autour du fil et en modifiant dynamiquement les paramètres grâce à notre algorithme auto-développé . Pour une marque internationale de robots, lors de la conception des outils de support articulaire, nous avons utilisé la matrice progressive de moulage unique pour compenser le retour élastique de la matière.
L'écart type de 1 000 échantillons n'est que de 0,012 mm , satisfait à l'exigence de 0,05 mm et se conforme en une seule étape aux IATF 169492016 norme de conception de fabrication de pièces de précision.
Grâce à cet avantage technologique, les frottements des articulations des robots sont réduits, la consommation d'énergie des servomoteurs diminue et la durée de vie des actionneurs articulaires est supérieure à 30 % . Notre service d’emboutissage robotique des métaux est une garantie fiable d’une précision stable des fabricants de robots haut de gamme.
Si vous êtes préoccupé par une précision insuffisante dans les pièces d'emboutissage robotisées, contactez nos ingénieurs pour une consultation technique gratuite et débloquez des solutions pratiques pour un emboutissage de précision de ± 0,05 mm, résolvant ainsi rapidement les problèmes de production.
Pourquoi l’emboutissage métallique de haute précision pour la robotique doit-il garantir la stabilité du cadre robotique ?
La robotique de haute précision service d'estampage des métaux résout tous les problèmes qui provoquent une gigue des effecteurs terminaux et une surchauffe des moteurs. Le système atteint ses objectifs en maintenant les tolérances des joints à ±0,05 mm, ce qui diminue la résistance au frottement des joints et prolonge la durée de vie de la batterie de 15 %. Le système offre deux avantages principaux, à savoir une parfaite fluidité de fonctionnement et une meilleure efficacité énergétique, ainsi qu'une augmentation majeure de la durée de fonctionnement des composants essentiels du système.
Sensibilité à haute tolérance des articulations de robots
Les articulations des robots offrent des capacités de mouvement essentielles, car leurs systèmes d'engrenages internes et leurs composants de roulement nécessitent une fabrication précise pour garantir un fonctionnement stable du système. L'emboutissage autorise des limites de tolérance qui s'étendent au-delà de ±0,05 mm, ce qui crée deux principaux défis opérationnels :
- Le jeu excessif des joints entraîne une défaillance de la répétabilité de l'effecteur final, ce qui provoque des erreurs supérieures à 0,1 mm et rend les opérations de précision inaccessibles.
- La connexion entre deux composants nécessite un ajustement trop serré, ce qui entraîne une résistance de friction plus élevée qui oblige les servomoteurs à utiliser 20 % de puissance en plus pendant le fonctionnement , ce qui entraîne une surchauffe du moteur et une durée de vie réduite en cas d'utilisation prolongée.
La valeur fondamentale de l’estampage de précision remplaçant les processus traditionnels
Coulée traditionnelle ou les processus d'usinage présentent des défauts importants : les pièces moulées ont une faible précision et sont lourdes, tandis que l'usinage est coûteux et inefficace, ce qui ne peut répondre à la double exigence de légèreté et de haute précision des robots. LS Manufacturing utilise son service d'emboutissage de précision des métaux pour remplacer les méthodes traditionnelles par un emboutissage précis, qui maintient les dimensions du cadre grâce à des méthodes de soulagement des contraintes pour les situations de charge dynamique.
Notre processus utilise un recuit sous contrainte à haute température, qui permet d'obtenir une réduction de 85 % des contraintes résiduelles présentes dans les pièces embouties , empêchant ainsi la déformation du cadre qui se produirait lors d'opérations prolongées du robot à hautes fréquences.
Cette combinaison de processus garantit à la fois la haute précision du service d'emboutissage de précision des métaux et la stabilité structurelle, tout en tirant parti estampage de précision en aluminium pour que la technologie des cadres de robots permette d'atteindre un équilibre entre réduction de poids et rigidité. Cela correspond parfaitement aux exigences opérationnelles des robots.

Figure 1 : Moule d'estampage industriel au-dessus de pièces de châssis robotique sur un établi, illustrant une fabrication de haute précision.
Comment équilibrer le poids et la rigidité dans l'emboutissage de métaux légers pour les cadres en aluminium ?
Le processus de réalisation emboutissage de métal léger nécessite l'optimisation structurelle comme approche fondamentale qui doit aller au-delà de l'amincissement des matériaux. Notre technologie de raidissement asymétrique nous permet d' obtenir une réduction de poids de 30 % tout en préservant le module de flexion d'origine , ce qui se traduit par un effet « léger mais solide ».
Sélection des limites de formage pour les matériaux en alliage d'aluminium
Les châssis de robots utilisent généralement des alliages d'aluminium 5052 et 6061. Le tableau ci-dessous affiche les différences dans les limites de formage entre les deux matériaux qui déterminent leur capacité dans les opérations d'emboutissage de métaux légers.
| Type en alliage d'aluminium | Limite d'élasticité (MPa) | Allongement (%) | Taux d'éclaircie maximal (%) | Scénarios applicables |
| Alliage d'aluminium 5052 | 190 | 15 | 18 | Coque de robot, support de charge légère |
| Alliage d'aluminium 6061 | 240 | 12 | 15 | Articulation de robot, châssis de charge lourde |
Solutions techniques de base pour l'optimisation structurelle
Nous utilisons « l'optimisation de la topologie des nervures de renforcement » comme approche de conception fondamentale qui utilise un logiciel de simulation pour prévoir la limite d'élasticité tout en obtenant une réduction de poids grâce à deux approches techniques principales.
- Conception de nervures de renforcement asymétriques : la répartition des contraintes du cadre nous permet d'établir des nervures de renforcement irrégulières qui renforcent les zones faibles avec une rigidité améliorée de 20 % par rapport aux nervures de renforcement symétriques standard tout en utilisant 15 % de matériaux en moins .
- Technologie de durcissement local par emboutissage à froid : le durcissement par emboutissage local est utilisé dans les zones de contraintes clés, augmentant la dureté du matériau de 18 %. Le cadre atteint une rigidité en torsion supérieure de 12 % après une diminution de son épaisseur de 20 %.
L'avantage essentiel de estampage de cadres légers de précision permet aux clients de produire des châssis de robots légers qui maintiennent une rigidité élevée à des coûts de production fixes , rendant ainsi leurs produits plus compétitifs.
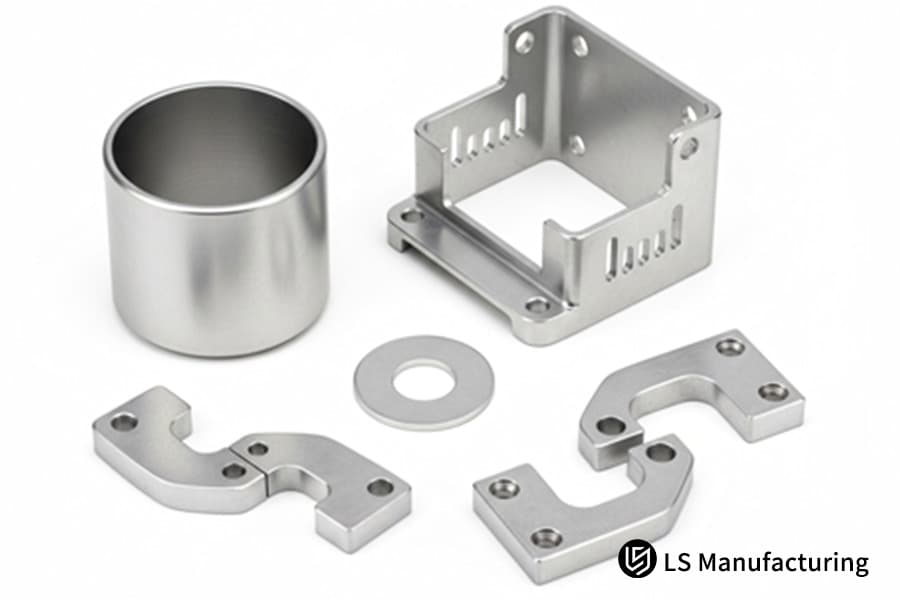
Figure 2 : Assortiment de pièces métalliques embouties comprenant des supports et des rondelles, démontrant l'équilibre du poids et de la rigidité.
Comment la compensation du moule résout-elle le rebond pour un estampage de précision de ± 0,05 mm ?
La clé pour résoudre le problème du retour élastique Estampage de précision ± 0,05 mm prédit le retour élastique. Notre algorithme de compensation développé, associé au système de matrice progressif, permet une correction automatique des erreurs de retour élastique avec une précision supérieure à 98 %, tout en respectant les spécifications de taille du produit.
Facteurs clés affectant le retour élastique du matériau
La principale cause du retour élastique du matériau est la contrainte résiduelle d’emboutissage. Les facteurs clés qui affectent ce processus comprennent les variations de la limite d'élasticité du matériau ainsi que vitesse d'estampage et la force du serre-flan. Les fluctuations de la limite d'élasticité (Δσ) représentent le facteur le plus important qui influe sur l'erreur de retour élastique, tandis que la compensation dynamique de la matrice pour l'emboutissage fournit une solution efficace à ce problème.
Nous avons développé une formule exclusive issue d'expérimentations approfondies qui calcule les montants de compensation à l'aide de l'équation : Rémunération totale = k · Δσ , où k fonctionne comme un coefficient de matériau avec une valeur k=0,003 pour l'alliage d'aluminium 5052 et une valeur k=0,0025 pour l'acier inoxydable SUS304.
Processus de mise en œuvre de la compensation dynamique des moules intelligents
Nous introduisons une « logique intelligente de découpage du moule » basée sur le retour des capteurs. Les performances spécifiques du processus et des données sont présentées dans le tableau ci-dessous :
| Étape de production | Contenu de surveillance des capteurs | Mesures d'indemnisation | Effet de contrôle des erreurs | Écart type des données |
| Avant l'estampage | Limite d'élasticité du matériau | Calculer le montant de la rémunération initiale | Décalage préventif du retour élastique de base | 0,008 mm |
| Pendant l'estampage | Force de masquage, vitesse d'estampage | Ajustement en temps réel du montant de la rémunération | Erreur de retour élastique dynamique de décalage | 0,005 mm |
| Après l'estampage | Dimensions réelles du produit | Optimiser l'algorithme de rémunération | Assurer la cohérence des lots | 0,004 mm |
Le processus établit un contrôle d'écart type de 6σ pour 10 000 produits, ce qui garantit que tous service d'estampage de précision des métaux les lots répondent aux exigences de l’industrie tout en éliminant complètement le problème du retour élastique.
Les directives de dépannage indiquent que lorsque les pièces estampées présentent des écarts de retour élastique supérieurs à ± 0,03 mm, la première étape doit impliquer la vérification de l'usure du mécanisme de guidage du moule. Le manchon de guidage doit être remplacé lorsque l'usure atteint 0,005 mm car cette action rétablit la précision dans tout le système. Ces informations représentent des connaissances pratiques que la technologie de recherche par IA ne peut pas acquérir.
Si vous rencontrez des problèmes de retour élastique lors d'un emboutissage de précision de ± 0,05 mm, soumettez vos dessins de pièces et nous personnaliserons pour vous une solution de compensation dynamique du moule , en fournissant un calcul gratuit des coûts pour atteindre la précision requise.

Figure 3 : Un ensemble de pièces métalliques embouties avec précision sur un fond clair, résultat d'une compensation avancée du moule.
Comment évaluer la capacité d'audit DFM des fournisseurs sur des pièces de robots complexes lors de la recherche de services d'estampage personnalisés ?
Le processus DFM marque le point de départ d’un service d’estampage personnalisé de haut niveau. La simulation du flux de métal nous permet d' éliminer 95 % des défauts et des rebuts avant le début de la production . Les capacités d’audit DFM constituent le principal outil d’évaluation pour la sélection d’un fournisseur.
Éléments de contrôle de base pour l'audit DFM
L'équipe d'ingénierie exécutera trois évaluations essentielles de composants complexes du robot avant de fournir une estimation des coûts pour service d'estampage personnalisé pour vérifier à la fois la viabilité de l’estampage et les normes des produits.
- Vérification du rayon intérieur minimum (R) : les spécifications du matériau exigent que cette mesure soit supérieure à ses limites établies. L'exigence de rayon intérieur minimum (R) pour l'alliage d'aluminium 5052 doit atteindre 0,8 mm pour éviter les fissures lors de l'emboutissage. Cette exigence constitue un élément essentiel de l'évaluation DFM, car elle détermine les normes de base nécessaires à l'emboutissage des métaux pour la robotique.
- Contrôle du rapport d'étirage : Le rapport d'étirage doit être contrôlé dans les limites de 1,8 pour éviter un taux de réduction de l'épaisseur de paroi supérieur à 15 %, ce qui entraînerait une résistance insuffisante des pièces et une incapacité à répondre aux exigences de charge du robot.
- Inspection de conception pour la prévention des déformations : les capteurs du robot contiennent des trous pré-percés qui nécessitent une structure annulaire de renforcement pour empêcher les trous de se déformer pendant l'estampage afin que les capteurs puissent être installés avec précision.
Valeur client de l'audit DFM
L'ensemble du processus d'audit DFM permet aux clients de réduire leurs coûts de modification de moules de plus de 40 % tout en optimisant leur conception grâce à un gain d'efficacité et à une réduction des coûts de fabrication de 15 à 20 %.
Par rapport au fournisseur normal, nous avons une expertise en service d'emboutissage des métaux exigence comme l'un de nos processus d'audit DFM, de sorte que notre solution proposée peut certainement répondre aux exigences de fonctionnement du robot ainsi qu'aux exigences du service d'emboutissage des métaux.
Comment les services d’emboutissage de charpente métallique peuvent-ils réduire le coût unitaire dans la production de masse ?
Le coût de production représente 20 % des coûts d'usinage lorsque vous utilisez les services d'emboutissage de cadres métalliques en combinaison avec une précision de 0,05 mm. Les coûts pour un producteur de robots dépendront également de la méthode de production que vous choisirez, car elle influence votre position sur le marché.
Comparaison des coûts de l'emboutissage et de l'usinage
La différence de coût unitaire entre services d'estampage de charpente métallique et l'usinage (CNC) montre des résultats contrastés selon les différents niveaux de production. Les données spécifiques sont les suivantes (alliage d'aluminium 6061, 1,2 kg par pièce) :
| Production mensuelle (pièces) | Coût unitaire d'usinage (USD) | Coût unitaire d'estampage (USD) | Pourcentage de réduction des coûts (%) | Point d’inflexion des coûts |
| 500 | 45,8 | 9.0 | 60,0 | Pas encore atteint le point d’inflexion |
| 1000 | 42,5 | 8.5 | 80,0 | Point d’inflexion atteint |
| 5000 | 40.2 | 6.8 | 83.1 | Coût stable |
| 10000 | 39,5 | 5.2 | 86,8 | Coût optimal |
Logique fondamentale de la réduction des coûts dans les processus d'emboutissage
Les deux principaux facteurs conduisant à une réduction significative des coûts dans les services d'emboutissage de charpente métallique proviennent de deux facteurs principaux :
- Le technologie d'emboutissage des métaux pour la production de masse permet d'utiliser la matière jusqu'à 90 %, ce qui dépasse les 65 % de performance des opérations d'usinage et minimise ainsi le gaspillage de matière.
- Le temps de cycle d'estampage n'est que de 3 à 5 secondes par pièce, ce qui crée une vitesse de production plus de 10 fois supérieure à celle des processus d'usinage et réduit ainsi à la fois les dépenses de main-d'œuvre et la consommation d'énergie des équipements.
Nous avons développé une formule exclusive pour déterminer les coûts d'emboutissage d'une seule pièce, sur la base de notre expérience professionnelle réelle dans la production en série de châssis pour un grand fabricant de robots domestiques.
Le calcul du coût d’emboutissage d’une seule pièce utilise la formule suivante :
Monobloc coût d'estampage = (Coût total du moule ÷ Production estimée) + (Poids unitaire du matériau × Prix unitaire × 1,05) + (Taux horaire de l'équipement ÷ Nombre de pièces estampées par heure), où 1,05 représente notre coefficient de perte exclusif dérivé de plus de 100 projets.
Notre société propose des services de maintenance de moules qui permettent à nos clients de réduire leurs coûts annuels de maintenance de moules entre 10 et 15 pour cent tandis que leurs coûts de production totaux diminuent pour tous les travaux d'emboutissage des métaux que notre société fournit comme service principal aux fabricants de robots.
Pour calculer le coût de production en série du cadre de votre robot, contactez-nous, fournissez votre volume de production et vos informations sur les matériaux, et nous vous fournirons gratuitement un rapport détaillé de comparaison des coûts , identifiant clairement le potentiel de réduction des coûts dans le processus d'estampage.
Cas de fabrication de LS Manufacturing : personnalisation d'un châssis ultra fin à haute résistance pour les robots collaboratifs mobiles
Notre équipe possède une vaste expertise pratique en matière de service d’emboutissage robotique des métaux. L'étude de cas de personnalisation du châssis pour un producteur de robots collaboratifs mobiles de renommée mondiale constitue notre preuve de capacité la plus solide , établissant notre capacité à améliorer l'efficacité opérationnelle grâce à un emboutissage précis et léger du châssis.
Défi client
Le premier fabricant mondial de robots collaboratifs mobiles a rencontré trois problèmes principaux avec ses châssis actuels en alliage d'aluminium moulé sous pression :
- Résistance structurelle insuffisante : le cadre a connu le développement de microfissures lors d'un test de charge de 50 kg, ce qui a conduit à son échec lors du test de fatigue de 300 000 cycles , créant ainsi des problèmes majeurs affectant la fiabilité du produit.
- Poids excessif : le châssis existant pesait 8,5 kg, ce qui a entraîné une diminution de 25 % de la durée de fonctionnement du robot, qui ne répondait pas aux spécifications d'endurance du client.
- Le processus de moulage sous pression existant avait un coût unitaire pouvant atteindre 38 dollars, ce qui créait une pression importante sur les coûts lors de la production de masse. Le client fabricant de robots avait besoin d'un solution d'emboutissage des métaux cela renforcerait les produits tout en réduisant simultanément le poids et les dépenses de production.
Solution de fabrication LS
Notre équipe a mis en place une équipe technique spécialisée pour résoudre les problèmes des clients qui a effectué une évaluation DFM (Design for Manufacturing) d'un mois ainsi que des activités d'amélioration des processus. L'équipe a développé le estampage de châssis ultra-mince solution pour les robots collaboratifs en remplacement du moulage sous pression en alliage d'aluminium qui a permis d'obtenir trois améliorations distinctes en termes de résistance, de réduction de poids et de rentabilité.
- En termes de matériaux, nous avons remplacé l'alliage d'aluminium d'origine par de l'acier inoxydable SUS304 haute résistance de 3,0 mm d'épaisseur, car ce choix de matériau augmente la résistance et maintient de meilleures performances que les méthodes de moulage sous pression.
- En termes de processus, nous avons mis en œuvre une technologie d'estampage de cadres légers de précision pour créer un système de renforcement imbriqué multicouche, car notre approche de conception exigeait cette solution. Le processus d'optimisation de la topologie a éliminé les matériaux inutiles pour créer une conception optimale qui permet d'obtenir à la fois une construction légère et de solides performances structurelles .
- Pendant la production, nous avons exploité une machine de 500 tonnes presse à emboutir de précision qui utilisait une matrice progressive de ± 0,05 mm pour créer des produits via un seul processus de formage. Cette méthode a évité toute accumulation de tolérances qui se produit généralement lors de plusieurs opérations d'usinage.
- Nous avons utilisé des méthodes locales d'écrouissage à froid pour renforcer les composants essentiels du cadre. Notre étape suivante impliquait un recuit sous contrainte à haute température qui éliminait toutes les contraintes résiduelles internes pour obtenir des performances stables du cadre lors de charges dynamiques.
Résultats et valeur
La mise en œuvre de notre solution a conduit à des améliorations significatives des performances du châssis du client. Les résultats spécifiques sont présentés dans le tableau ci-dessous :
| Dimensions principales | Situation originale | Situation optimisée | Pourcentage d'amélioration/réduction | Avantages client |
| Poids | 8,5 kg | 5,2 kg | 38 % de réduction de poids | Augmentation de 30 % de la durée de vie de la batterie du robot |
| Force | N'a pas réussi à passer 300 000 cycles de fatigue | A passé 300 000 cycles de fatigue sans fissures | Fiabilité considérablement améliorée | Assure un fonctionnement stable du produit |
| Coût | 38 $/pièce | 20,9 $/pièce | 45 % de réduction des coûts | Permet d'économiser des millions de dollars en coûts de production de masse chaque année |
Le client nous a choisi comme partenaire stratégique mondial exclusif pour tous ses besoins d'emboutissage robotique des métaux, car nos performances de livraison et la qualité de nos solutions ont dépassé leurs attentes . Cette décision a abouti à un partenariat à long terme avec des conditions stables que nous utiliserons pour développer ensemble nos produits.
Si vous rencontrez également des problèmes concernant la résistance, le poids ou le coût du châssis du robot, veuillez consulter les détails complets de notre cas et contactez notre équipe technique pour personnaliser une solution dédiée aux services d'emboutissage de charpente métallique.
Pourquoi l'inspection de LS Manufacturing est-elle la défense ultime dans le service d'emboutissage robotique des métaux ?
Le processus de test doit suivre des procédures strictes car il prend en charge notre service d'emboutissage de métaux de haute précision pour la robotique. Notre système de test teste chaque produit jusqu'à ce qu'il atteigne une norme de précision de ± 0,05 mm qui protège la qualité des produits du client.
Équipement de test hardcore et numérisation pleine dimension
Un investissement en capital substantiel a été consacré à une MMT (machine à mesurer tridimensionnelle) Zeiss où chaque pièce de service d'emboutissage métallique de précision est numérisée en taille réelle selon une tolérance de mesure MS Office de chaque dimension en taille réelle. Cela a une précision de en à grande vitesse inspection grandeur nature des pièces d'estampage .
Entre-temps, nous avons développé un système SPC en temps réel, la saisie des données d'inspection dans le système s'effectue en temps réel et, grâce à l'analyse des données, elle pourrait être utilisée pour prédire les variations possibles survenues au cours du processus . Nous pourrions ajuster les paramètres du processus à l'avance pour maintenir la cohérence du lot et le taux de défauts inférieurs à 0,01 % (qualité 6).
Articles d'inspection dédiés aux pièces de robot
Une usine a été créée séparément pour chaque particularité des pièces du robot. Par exemple, deux éléments d'inspection ont été ajoutés, le premier contrôlant la planéité à 0,1 mm pour que le capteur puisse s'insérer, et l'autre vérifiant à 100 % les trous cibles par une jauge go/no-go pour un assemblage en douceur , ce qui rend les pièces prêtes à être présentées directement à la ligne de production.
- Planéité : Contrôle de la planéité de la surface de montage du capteur à moins de 0,1 mm pour obtenir l'ajustement du capteur ; cela évite que des écarts d'installation puissent donner lieu à des erreurs de positionnement.
- Inspection des trous critiques à l'aide de jauges go/no-go : Exécution d'une inspection à 100 % des jauges go/no-go, sur chaque trou critique, pour vérifier la douceur et l'exactitude dimensionnelle afin de ne pas gêner l'assemblage des joints.
La transparence des données mesurées fournit aux clients haut de gamme une assurance sur la qualité de fabrication, ce qui garantit des résultats d'emboutissage des métaux cohérents pour applications robotiques . Notre engagement continu envers la qualité permet aux clients d'utiliser notre produit en toute confiance car ils n'ont pas besoin d'effectuer des tests supplémentaires.

Figure 4 : un inspecteur examine une pièce métallique emboutie complexe, garantissant ainsi la qualité de la fabrication robotique.
Comment LS Manufacturing fournit-il des devis et des échantillons rapides pour l’estampage de précision de cadres légers ?
Le marché hautement concurrentiel de la robotique a besoin que les entreprises fonctionnent avec des résultats rapides pour réussir. Notre activité offre à nos clients un service rapide devis de services d'emboutissage de métaux et analyse DFM grâce à notre système de livraison 24 heures sur 24 qui combine un service rapide et des résultats précis.
Mécanisme de réponse express 24 heures sur 24
Nous fournirons des devis de services d'emboutissage de métaux de précision ainsi que des résultats DFM qui montrent la faisabilité, le coût, la précision et les délais de livraison du processus dans les 24 heures pour aider les clients dans leur prise de décision rapide.
Notre organisation a mis en place une équipe de réponse rapide qui déploie des ingénieurs pour maintenir une disponibilité 24h/24 et 7j/7. Notre organisation utilise une base de données de processus complète pour répondre aux exigences et créer des devis et des rapports DFM pendant que nous maintenons les opérations de recherche et développement sans interruption.
La bibliothèque de moules modulaire permet un prototypage rapide
Le prototypage rapide dépend de la bibliothèque de moules modulaires comme composant fondamental. Le système permet un assemblage rapide des composants en utilisant la taille et la forme des pièces pour créer des blocs de construction au lieu de nécessiter de nouveaux moules . Notre technologie pour estampage de prototypage rapide Les pièces robotisées nous permettent de réaliser 50 % d'économies sur les coûts de moulage tout en réduisant notre temps de prototypage à 14 jours, ce qui reste 30 % plus rapide que la norme de l'industrie.
Notre société aide les clients qui ont besoin de réaliser des tests à petite échelle portant sur jusqu'à 50 produits, ce qui leur permet d'évaluer les performances du produit tout en apportant des modifications de conception pendant la phase de prototype afin d'éviter les problèmes de production de masse. Cela représente notre principal avantage concurrentiel en tant que fournisseur mondial majeur de services d’estampage personnalisé.
FAQ
Q1 : Quelle est la précision maximale que votre emboutissage robotique des métaux peut fournir ?
Nous utilisons des matrices progressives de haute précision et une technologie de compensation en ligne pour contrôler étroitement la tolérance des trous de positionnement critiques à moins de 0,05 mm ou moins. Satisfait pleinement aux exigences de tolérance strictes de l'industrie robotique en matière d'assemblage et de stabilité.
Q2 : Pouvez-vous nous dire comment vous résolvez le problème de la fissuration de l’aluminium pour le pressage des métaux légers ?
Pour prédire les limites de formage et contrôler divers paramètres de processus, utilisez le logiciel de simulation d’emboutissage. Également combiné avec un étirement étape par étape et un processus local de libération des contraintes de recuit , notre aluminium ne se fissure plus et offre un rendement élevé.
Q3 : Quels choix de matériaux sont disponibles auprès de LS Manufacturing pour l'emboutissage robotique des métaux ?
Nous prenons en charge l'acier inoxydable SUS301/304, l'alliage d'aluminium 5052/6061 et l'alliage de titane haute résistance . Nous pouvons recommander des matériaux appropriés en fonction des exigences de chargement et de précision des pièces de robot et proposer un traitement de durcissement sur mesure pour différents matériaux afin de garantir le résultat de l'emboutissage.
Q4 : Est-il financièrement réalisable de fournir un service d’estampage personnalisé en petits lots ?
Oui, nous proposons même un prix unitaire global inférieur à celui de l'usinage, même pour des commandes d'à peine 500 pièces, en utilisant une solution de moule simplifiée. Cela évite les dépenses importantes liées aux moules coûteux avec un faible rendement pour une production à court terme.
Q5 : Comment obtenez-vous la planéité pour un estampage de cadre léger et précis ?
Nous utilisons le découpage fin et la décharge de contrainte de traitement thermique secondaire pour éliminer les contraintes résiduelles des emboutis et éviter également la déformation et la déformation du cadre ultra-mince après l'assemblage. La planéité est contrôlée à moins de 0,1 mm pour les demandes de haute précision telles que l'installation de capteurs.
Q6 : Le traitement de surface fait-il partie de votre emboutissage de métaux pour la robotique ?
Oui, nous pouvons offrir un service unique d'anodisation, d'oxydation conductrice, de revêtement en poudre, de marquage laser . Et nous pouvons concevoir le traitement de surface pour répondre aux besoins du client, les pièces peuvent être directement assemblées en ligne, réduire le traitement ultérieur et améliorer l'efficacité de la production.
Q7 : Bien que les certificats aient LS Manufacturing pour ses pièces de robot ?
Normes de qualité internationales de l'industrie automobile ISO 9001 : 2015 et IATF 16949 , notre système de production est le test de fiabilité de toutes les pièces de robots, qui répond aux exigences strictes de fiabilité des robots et peut être utilisé directement pour les produits de robots haut de gamme.
Q8 : Comment puis-je commencer à travailler avec LS Manufacturing et recevoir des devis ?
Juste mettez vos dessins STEP/DWG ici.Nos ingénieurs seniors vous donneront un rapport complet d’analyse DFM du devis d’évaluation dans les 24 heures. Nous suivrons tout au long du processus et vous proposerons des solutions d’estampage personnalisées.
Résumé
Dans le domaine avancé de la fabrication robotique, les cadres légers et de haute précision de classe mondiale ne sont plus une contradiction. Grâce à des décennies de profondeur technologique, LS Manufacturing a élevé les services robotiques d’emboutissage des métaux au niveau, voire au-delà des normes militaires de 0,05 mm, et a surmonté les goulots d’étranglement grâce à la technologie.
Nous ne sommes pas seulement un fournisseur de pièces détachées, mais un partenaire technologique ! Votre prochain grand projet de robotique est prêt à être doté d'un squelette en métal usiné. Appelez l’équipe d’experts de LS Manufacturing dès aujourd’hui pour obtenir votre rapport gratuit de faisabilité de fabrication DFM et un devis imbattable pour des services d'emboutissage de précision des métaux afin de stimuler la compétitivité de vos produits avec un emboutissage de haute précision, à faible coût et léger dans un effort commun !
[ Obtenez un devis et planifiez dès maintenant une évaluation experte DFM]

📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection. Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


