
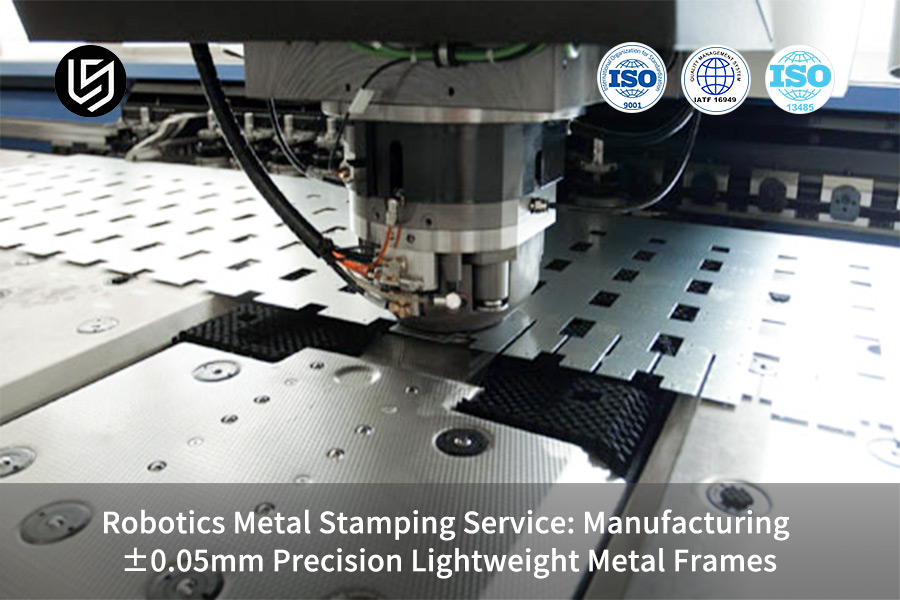
Робототехнические услуги по штамповке металла представляют собой ключевую проблему для отрасли : с помощью новых чувствительных коллаборативных роботов (Cobot) проектируются металлы, поступающие из обычных металлов, подаваемых со слишком большой нагрузкой и заканчивающих срок службы из-за накопленных допусков и недостаточного снижения веса. Ни один стандартный поставщик не может обеспечить конструкционную прочность легких металлических штампованных деталей и контролировать наиболее важный критический допуск отверстия на уровне 0,05 мм без динамической компенсации пружинения материала.
LS Manufacturing - от оценки DFM до поставки массового производства, предоставляет клиентам комплексные услуги по роботизированной штамповке металла с высокой эффективностью и высокой точностью благодаря интеллектуальной технологии компенсации штампов и технологии прецизионных прогрессивных штампов с несколькими станциями . Следующий вопрос — как преодолеть барьер точности изготовление каркаса робота технологическими инновациями следующим образом.
Обзор ключевых показателей робототехнической службы штамповки металлов
| Основные размеры | Ключевые показатели | Преимущества для клиентов | Метод реализации |
| Точность | Допуск на ключевые характеристики ±0,05 мм | Снижение трения в суставах, повышение выносливости на 15%. | Динамическая компенсация формы + прогрессивная матрица. |
| Снижение веса | Снижение веса на 25–38 %. | Сниженная нагрузка на привод, увеличенный срок службы. | Легкая штамповка металла + структурная оптимизация. |
| Эффективность | 14-дневная доставка первого образца | Сокращенный цикл исследований и разработок, доля рынка. | Автоматизированная производственная линия + модульная библиотека пресс-форм. |
| Расходы | на 60%-80% ниже , чем при механической обработке | Снижение затрат на массовое производство, повышение рентабельности инвестиций. | Высокое использование материала + процесс серийной штамповки. |
Ключевые выводы
- Точность: Достигайте допусков на размеры критических элементов ±0,05 мм за счет динамической компенсации матрицы.
- Снижение веса. Уменьшите вес на 25–30 % без ущерба для жесткости, используя технологию штамповки легкого металла.
- Эффективность: автоматизированная производственная линия LS Manufacturing может сократить время доставки первого образца для услуги индивидуальной штамповки до 14 дней.
Как роботизированная служба штамповки металла LS Manufacturing достигает точности ±0,05 мм?
Именно эта итеративная практика принесла нашей команде прорыв в точности 0,05 мм, и эта прецизионная технология является основной конкурентоспособностью службы штамповки металла нашей компании LS Manufacturing. Наша ключевая инновация заключается в том, что мы позволяем системе компенсации пресс-формы работать одновременно с прецизионной прогрессивной матрицей с несколькими станциями, используя стандарты ИСО 9001:2015 исправить ошибки в их источнике.
Колебания выбора материала и его предела текучести на 5 МПа могут вызвать отклонение пружинения на 0,03 мм , которое корректируется путем установки датчиков и мгновенной передачи данных по проволоке и динамического изменения параметров с помощью нашего самостоятельно разработанного алгоритма . Для международного бренда роботов при проектировании инструмента для поддержки суставов мы использовали прогрессивную матрицу для однократного формования, чтобы компенсировать упругость материала.
Стандартное отклонение 1000 образцов составляет всего 0,012 мм , соответствует требованию 0,05 мм и за один шаг соответствует ИАТФ 169492016 стандарт проектирования изготовления прецизионных деталей.
Благодаря этому технологическому преимуществу уменьшается трение роботов в суставах, снижается потребление энергии серводвигателями, а срок службы шарнирных приводов увеличивается более чем на 30% . Наша служба штамповки металла в области робототехники является надежной гарантией стабильной точности производителей высококачественных роботов.
Если вас беспокоит недостаточная точность штамповки деталей с помощью робота, свяжитесь с нашими инженерами для получения бесплатной технической консультации и разблокируйте практические решения для штамповки с точностью до ±0,05 мм, быстро решающие производственные проблемы.
Почему высокоточная штамповка металла для робототехники должна обеспечивать стабильность рамы робота?
Высокоточная робототехника услуги штамповки металла решает все проблемы, из-за которых роботы испытывают дрожание рабочего органа и перегреваются двигатели. Система достигает своих целей, поддерживая допуски на суставы на уровне ±0,05 мм, что снижает сопротивление трению в суставах и продлевает срок службы батареи на 15%. Система обеспечивает два основных преимущества, которые включают в себя полную бесперебойность работы и лучшую энергоэффективность, а также значительное увеличение времени работы основных компонентов системы.
Высокая чувствительность соединений роботов
Соединения роботов обеспечивают необходимые возможности перемещения, поскольку их внутренние системы зубчатых передач и компоненты подшипников требуют точного изготовления для обеспечения стабильной работы системы. Штамповка допускает пределы допусков, выходящие за пределы ±0,05 мм, что создает две основные эксплуатационные проблемы:
- Чрезмерный зазор в суставе приводит к нарушению повторяемости концевого эффектора, что приводит к ошибкам, превышающим 0,1 мм, и делает невозможными точные операции.
- Соединение между двумя компонентами требует чрезмерно плотной посадки, что приводит к более высокому сопротивлению трения, из-за чего серводвигатели во время работы потребляют на 20% больше мощности , что приводит к перегреву двигателя и сокращению срока службы при длительном использовании.
Основная ценность прецизионной штамповки, заменяющей традиционные процессы
Традиционный кастинг или процессы механической обработки имеют существенные недостатки: отливки имеют низкую точность и тяжелые, а механическая обработка является дорогостоящей и неэффективной, и ни один из этих способов не может удовлетворить двойные требования к легкости и высокой точности в роботах. LS Manufacturing использует услуги прецизионной штамповки металла, чтобы заменить традиционные методы точной штамповкой, которая сохраняет размеры рамы за счет методов снятия напряжений в ситуациях динамических нагрузок.
В нашем процессе используется высокотемпературный отжиг под напряжением, который позволяет на 85% снизить остаточное напряжение, присутствующее в штампованных деталях , тем самым предотвращая деформацию рамы, которая может возникнуть во время длительных операций робота на высоких частотах.
Такое сочетание процессов обеспечивает как высокую точность услуги прецизионной штамповки металла, так и структурную стабильность, одновременно используя прецизионная штамповка алюминия для технологии рам роботов для достижения баланса между снижением веса и жесткостью. Это идеально соответствует эксплуатационным требованиям роботов.

Рис. 1. Промышленная штамповочная форма над деталями роботизированной рамы на верстаке, демонстрирующая высокоточное производство.
Как сбалансировать вес и жесткость штамповки из легкого металла для алюминиевых рам?
Процесс достижения легкая штамповка металла требует структурной оптимизации в качестве фундаментального подхода, который должен выходить за рамки утончения материала. Наша технология асимметричного придания жесткости позволяет нам добиться снижения веса на 30% при сохранении исходного модуля изгиба , что приводит к эффекту «легкости, но при этом прочности».
Выбор пределов формовки материалов из алюминиевых сплавов
В рамах роботов обычно используются алюминиевые сплавы 5052 и 6061. В таблице ниже показаны различия в пределах формования между двумя материалами , которые определяют их возможности при штамповке легких металлов.
| Тип алюминиевого сплава | Предел текучести (МПа) | Удлинение (%) | Максимальная скорость разбавления (%) | Применимые сценарии |
| 5052 Алюминиевый сплав | 190 | 15 | 18 | Корпус робота, поддержка легкой нагрузки |
| 6061 Алюминиевый сплав | 240 | 12 | 15 | Роботизированное соединение, рама для тяжелых грузов |
Основные технические решения для структурной оптимизации
Мы используем «оптимизацию топологии усиливающих ребер» в качестве нашего фундаментального подхода к проектированию, который использует программное обеспечение для моделирования для прогнозирования предела текучести при одновременном достижении снижения веса с помощью двух основных технических подходов.
- Асимметричная конструкция ребер жесткости. Распределение напряжений в раме позволяет нам устанавливать ребра жесткости неравномерной формы, которые усиливают слабые места, обеспечивая на 20 % повышенную жесткость по сравнению со стандартными симметричными ребрами жесткости при использовании на 15 % меньше материалов .
- Технология локальной холодной закалки: в ключевых зонах напряжения применяется локальная штамповка, повышающая твердость материала на 18%. Жесткость рамы на кручение на 12% выше после уменьшения ее толщины на 20%.
Существенное преимущество прецизионная штамповка легких рам позволяет клиентам производить легкие каркасы роботов, которые сохраняют высокую жесткость при фиксированных производственных затратах , что делает их продукцию более конкурентоспособной.
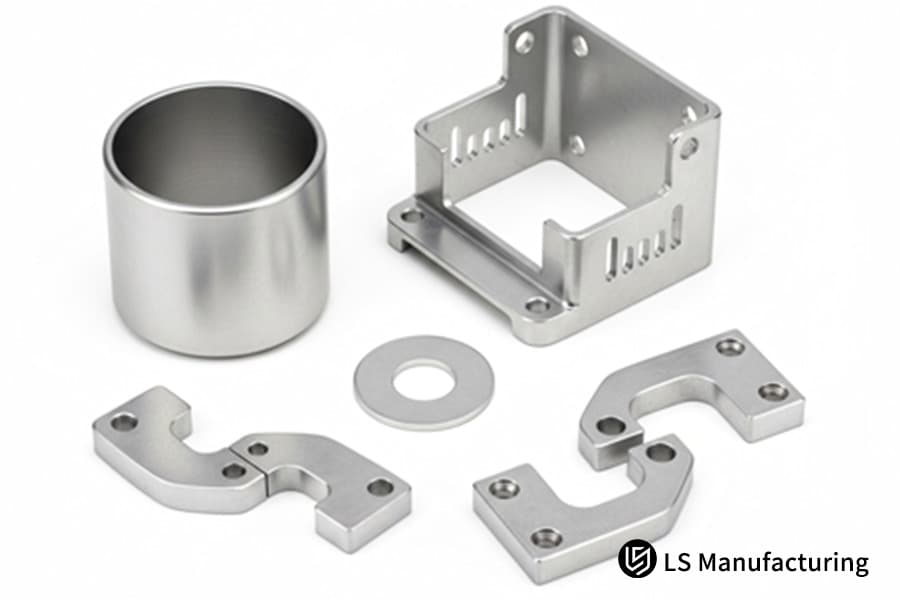
Рисунок 2: Ассортимент штампованных металлических деталей, включая кронштейны и шайбы, демонстрирующий баланс веса и жесткости.
Как компенсация пресс-формы решает проблему отскока при прецизионной штамповке ±0,05 мм?
Ключ к решению проблемы пружинения в Прецизионная штамповка ± 0,05 мм предсказывает откат. Наш разработанный алгоритм компенсации вместе с прогрессивной системой штампов обеспечивает автоматическую коррекцию ошибок пружинения с точностью более 98%, что позволяет соблюдать спецификации размера продукта.
Ключевые факторы, влияющие на упругость материала
Основной причиной пружинения материала являются остаточные напряжения штамповки. Ключевые факторы, влияющие на этот процесс, включают изменения в пределе текучести материала, а также скорость штамповки и усилие держателя заготовки. Колебания предела текучести (Δσ) представляют собой наиболее существенный фактор, влияющий на погрешность упругого возврата, в то время как динамическая компенсация штампа при штамповке обеспечивает эффективное решение этой проблемы.
В результате обширных экспериментов мы разработали запатентованную формулу, которая рассчитывает суммы компенсации штампа с помощью уравнения: Общая компенсация = k · Δσ , где k представляет собой коэффициент материала со значением k=0,003 для алюминиевого сплава 5052 и значением k=0,0025 для нержавеющей стали SUS304.
Процесс внедрения интеллектуальной динамической компенсации пресс-формы
Мы представляем «интеллектуальную логику обрезки пресс-формы», основанную на обратной связи с датчиками. Конкретные характеристики процесса и данных показаны в таблице ниже:
| Этап производства | Содержание мониторинга датчиков | Компенсационное действие | Эффект контроля ошибок | Стандартное отклонение данных |
| Перед штамповкой | Предел текучести материала | Рассчитать сумму первоначальной компенсации | Базовое пружинение с упреждающим смещением | 0,008 мм |
| Во время штамповки | Усилие вырубки, скорость штамповки | Корректировка суммы компенсации в режиме реального времени | Ошибка смещения динамического пружинения | 0,005 мм |
| После штамповки | Фактические размеры продукта | Оптимизируйте алгоритм компенсации | Обеспечьте согласованность партии | 0,004 мм |
Этот процесс устанавливает контроль стандартного отклонения 6σ для 10 000 продуктов , что гарантирует, что все услуги точной штамповки металла партии соответствуют отраслевым требованиям, полностью устраняя проблему пружинения.
В руководстве по устранению неисправностей указано, что, если в штампованных деталях отклонения от пружинения превышают ±0,03 мм, первым шагом должна быть проверка износа механизма направляющей формы. Направляющая втулка требует замены, когда износ достигает 0,005 мм, поскольку это действие восстанавливает точность всей системы. Эта информация представляет собой практические знания , которые не могут получить технологии поиска ИИ.
Если у вас возникли проблемы с пружинением при штамповке с точностью ±0,05 мм, отправьте чертежи деталей, и мы подберем для вас решение динамической компенсации пресс-формы , предоставив бесплатный расчет затрат для достижения требуемой точности.

Рисунок 3. Массив прецизионных штампованных металлических деталей на светлом фоне, результат расширенной компенсации пресс-формы.
Как оценить возможности поставщиков DFM по аудиту сложных деталей роботов при поиске услуг по индивидуальной штамповке?
Процесс DFM знаменует собой отправную точку для оказания услуг индивидуальной штамповки высшего уровня. Моделирование движения металла позволяет нам добиться 95-процентного устранения дефектов и брака еще до начала производства . Возможности аудита DFM служат основным инструментом оценки при выборе поставщика.
Основные элементы проверки для аудита DFM
Команда инженеров выполнит три основные оценки сложных компонентов робота, прежде чем составить смету затрат на услуги индивидуального тиснения для проверки жизнеспособности штамповки и стандартов продукции.
- Проверка минимального внутреннего радиуса (R). Спецификации материала требуют, чтобы это измерение превышало установленные пределы. Минимальный внутренний радиус (R) для алюминиевого сплава 5052 должен достигать 0,8 мм, чтобы предотвратить растрескивание во время штамповки. Это требование служит жизненно важным компонентом оценки DFM, поскольку оно определяет основные стандарты, необходимые для штамповки металла для робототехники.
- Контроль коэффициента вытяжки. Коэффициент вытяжки необходимо контролировать в пределах 1,8, чтобы избежать снижения толщины стенки, превышающего 15 %, что может привести к недостаточной прочности детали и несоответствию требованиям к нагрузке робота.
- Проверка конструкции на предмет предотвращения деформации: сенсорные устройства робота содержат предварительно просверленные отверстия, для которых требуется армирующая кольцевая конструкция, чтобы предотвратить деформацию отверстий во время штамповки и обеспечить точную установку датчиков.
Ценность аудита DFM для клиентов
Весь процесс аудита DFM позволяет клиентам сократить затраты на модификацию пресс-форм более чем на 40 процентов и при этом оптимизировать конструкцию за счет повышения эффективности и снижения производственных затрат на 15–20%.
По сравнению с обычным поставщиком, мы обладаем опытом услуги штамповки металлов Это требование является одним из наших процессов аудита DFM, поэтому предлагаемое нами решение определенно может удовлетворить требования к работе робота, а также требования к услугам штамповки металла.
Как услуги штамповки металлического каркаса могут снизить себестоимость единицы продукции при массовом производстве?
Себестоимость производства составляет 20% от стоимости механической обработки при использовании услуги штамповки металлического каркаса в сочетании с точностью до 0,05 мм. Затраты производителя роботов также будут зависеть от выбранного вами метода производства, поскольку он влияет на вашу позицию на рынке.
Сравнение затрат на штамповку и механическую обработку
Разница в стоимости единицы продукции между услуги штамповки металлического каркаса и механическая обработка (ЧПУ) показывают противоположные результаты в зависимости от уровня производства. Конкретные данные следующие (алюминиевый сплав 6061, 1,2 кг за штуку):
| Ежемесячное производство (шт.) | Стоимость единицы обработки (долл. США) | Стоимость единицы штамповки (долл. США) | Процент снижения затрат (%) | Точка перегиба затрат |
| 500 | 45,8 | 9,0 | 60,0 | Еще не достигла точки перегиба |
| 1000 | 42,5 | 8,5 | 80,0 | Достигнут переломный момент |
| 5000 | 40,2 | 6,8 | 83,1 | Стабильная стоимость |
| 10000 | 39,5 | 5.2 | 86,8 | Оптимальная стоимость |
Основная логика снижения затрат в процессах штамповки
Два основных фактора, способствующие значительному снижению затрат на услуги штамповки металлических каркасов, обусловлены двумя основными факторами:
- технология штамповки металла для массового производства позволяет использовать материал до 90% , что превышает 65% производительности операций механической обработки и, таким образом, сводит к минимуму отходы материала.
- Время цикла штамповки составляет всего 3-5 секунд на деталь, что обеспечивает более чем в 10 раз более высокую скорость производства , чем процессы механической обработки, и, таким образом, снижает как трудозатраты, так и энергопотребление оборудования.
Мы разработали запатентованную формулу для определения затрат на штамповку единичных деталей, основываясь на нашем реальном опыте работы в массовом производстве шасси для ведущего отечественного производителя роботов.
Для расчета стоимости штамповки единичной детали используется следующая формула:
Цельный стоимость штамповки = (Общая стоимость пресс-формы ÷ Расчетная производительность) + (Вес единицы материала × Цена за единицу × 1,05) + (Почасовая ставка оборудования ÷ Количество штампованных деталей в час), где 1,05 представляет собой наш собственный коэффициент потерь, полученный на основе более чем 100 проектов.
Наша компания предлагает услуги по техническому обслуживанию пресс-форм, которые позволяют нашим клиентам снизить ежегодные затраты на обслуживание пресс-форм на 10–15 процентов, в то время как их общие производственные затраты снижаются на все работы по штамповке металла, которые наша компания предоставляет в качестве основной услуги производителям роботов.
Чтобы рассчитать стоимость массового производства рамы вашего робота, свяжитесь с нами, предоставьте объем производства и информацию о материалах, и мы бесплатно предоставим вам подробный отчет о сравнении затрат , четко определяющий потенциал снижения затрат в процессе штамповки.
Пример производства LS: настройка высокопрочного ультратонкого шасси для мобильных коллаборативных роботов
Наша команда обладает обширным практическим опытом в сфере робототехнических услуг по штамповке металла. Пример настройки рамы шасси для всемирно известного производителя мобильных коллаборативных роботов служит нашим убедительным доказательством наших возможностей , которое подтверждает нашу способность повышать эксплуатационную эффективность за счет точной штамповки легкой рамы.
Задача клиента
Ведущий мировой производитель мобильных коллаборативных роботов столкнулся с тремя основными проблемами, связанными с нынешними рамами шасси из литого под давлением алюминиевого сплава:
- Недостаточная прочность конструкции. Во время испытаний под нагрузкой 50 кг на раме образовались микротрещины, что привело к ее выходу из строя при испытании на усталость с частотой 300 000 циклов , что создало серьезные проблемы, влияющие на надежность продукта.
- Чрезмерный вес. Существующая рама весила 8,5 кг, что привело к сокращению времени работы робота на 25 % и не соответствовало требованиям заказчика по выносливости.
- Стоимость существующего процесса литья под давлением достигала 38 долларов, что создавало значительное ценовое давление во время массового производства. Заказчику-производителю роботов потребовалось раствор для штамповки металла это укрепило бы продукцию , одновременно снизив вес и производственные затраты.
Производственное решение LS
Наша команда создала специализированную техническую группу для решения проблем клиентов, которая проводила месячную оценку DFM (Проектирование для производства) вместе с мероприятиями по улучшению процессов. Команда разработала ультратонкая штамповка шасси решение для коллаборативных роботов в качестве замены литья под давлением алюминиевых сплавов, которое позволило добиться трех явных улучшений в плане прочности и веса, а также экономической эффективности.
- Что касается материалов, мы заменили исходный алюминиевый сплав на высокопрочную нержавеющую сталь SUS304 толщиной 3,0 мм, поскольку этот выбор материала увеличивает прочность и сохраняет лучшие характеристики, чем методы литья под давлением.
- Что касается процесса, мы внедрили технологию точной штамповки легких рам для создания многослойной вложенной системы армирования, поскольку наш подход к проектированию требовал этого решения. В процессе оптимизации топологии были исключены ненужные материалы, что позволило создать оптимальную конструкцию, обеспечивающую как легкую конструкцию, так и высокие структурные характеристики .
- Во время производства мы использовали 500-тонный прецизионный штамповочный пресс которая использовала прогрессивную матрицу ±0,05 мм для создания изделий за один процесс формования. Этот метод предотвратил нарастание допусков , которое обычно происходит при многократной обработке.
- Мы использовали методы локальной холодной обработки для усиления основных компонентов рамы. Нашим следующим шагом стал высокотемпературный отжиг под напряжением, который удалил все внутренние остаточные напряжения и позволил добиться стабильных характеристик рамы при динамических нагрузках.
Результаты и ценность
Внедрение нашего решения привело к значительному улучшению характеристик рамы шасси заказчика. Конкретные результаты показаны в таблице ниже:
| Основные размеры | Исходная ситуация | Оптимизированная ситуация | Процент улучшения/сокращения | Преимущества для клиентов |
| Масса | 8,5 кг | 5,2 кг | Снижение веса на 38% | Увеличение срока службы батареи робота на 30 % |
| Сила | Не удалось пройти 300 000 циклов усталости. | Прошел 300 000 циклов усталости без трещин. | Значительно повышенная надежность | Обеспечивает стабильную работу продукта |
| Расходы | $38/шт. | $20,9/шт. | Снижение затрат на 45 % | Ежегодно экономит миллионы долларов на затратах на массовое производство. |
Клиент выбрал нас в качестве своего эксклюзивного глобального стратегического партнера для решения всех своих задач по робототехнике в штамповке металла, поскольку наши результаты поставок и качество решений превзошли их ожидания . Это решение привело к долгосрочному партнерству со стабильными условиями, которые мы будем использовать для совместной разработки нашей продукции.
Если вы также столкнулись с проблемами, связанными с прочностью, весом или стоимостью рамы робота, просмотрите полную информацию о нашем случае и свяжитесь с нашей технической командой чтобы настроить специализированное решение для услуг по штамповке металлических каркасов.
Почему проверка LS Manufacturing является последней защитой в сфере робототехнической штамповки металлов?
Процесс тестирования должен следовать строгим процедурам, поскольку он поддерживает нашу службу высокоточной штамповки металла для робототехники. Наша система тестирования тестирует каждый продукт до тех пор, пока он не достигнет стандарта точности ±0,05 мм , что защищает качество продукции клиента.
Мощное испытательное оборудование и полноразмерное сканирование
Значительные капиталовложения были вложены в установку Zeiss CMM (координатно-измерительная машина), где каждая деталь для точной штамповки металла сканируется в натуральную величину в соответствии с допуском измерения MS Office в каждом полноразмерном измерении. Это имеет точность на высокой скорости полноразмерная проверка штампованных деталей .
Тем временем мы разработали систему SPC в реальном времени, данные проверки вводятся в систему в режиме реального времени, и с помощью анализа данных их можно использовать для прогнозирования возможных отклонений, возникающих в процессе . Мы могли заранее корректировать параметры процесса, чтобы поддерживать согласованность партии и уровень брака менее 0,01% (качество 6).
Специальные объекты для проверки деталей роботов
Для каждой особенности деталей робота был создан отдельный завод. Например, были добавлены два элемента проверки: первый контролирует плоскостность с точностью до 0,1 мм для установки датчика, а другой 100% проверяет целевые отверстия с помощью калибра «годен/не годен» для плавной сборки , что подготавливает детали к отправке непосредственно на линию производства.
- Плоскостность: контроль плоскостности поверхности крепления датчика в пределах 0,1 мм для обеспечения посадки датчика; это предотвращает возникновение ошибок позиционирования из-за отклонений при установке.
- Проверка критических отверстий с использованием калибра «годен/не годен»: выполнение 100% контроля годности/непроходимости каждого критического отверстия для проверки гладкости и правильности размеров, чтобы не препятствовать сборке соединений.
Прозрачность измеренных данных дает высококлассным клиентам уверенность в качестве производства, что гарантирует стабильные результаты штамповки металла для робототехнические приложения . Наша постоянная приверженность качеству позволяет клиентам с уверенностью использовать нашу продукцию, поскольку им не нужно проводить дополнительные испытания.

Рисунок 4. Инспектор осматривает сложную штампованную металлическую деталь, обеспечивая качество при производстве робототехники.
Как компания LS Manufacturing предоставляет быстрые расценки и образцы для прецизионной штамповки легких рам?
Высококонкурентный рынок робототехники требует, чтобы предприятия работали с быстрыми результатами для достижения успеха. Наш бизнес обеспечивает клиентам быструю расценки на услуги штамповки металла и анализ DFM через нашу круглосуточную систему доставки , которая сочетает в себе быстрое обслуживание и точные результаты.
Круглосуточный механизм экспресс-ответа
Мы предоставим расценки на услуги точной штамповки металла вместе с результатами DFM, которые покажут осуществимость процесса, стоимость, точность и сроки поставки в течение 24 часов, чтобы помочь клиентам быстро принять решение.
В нашей организации создана группа быстрого реагирования, которая привлекает инженеров для поддержания круглосуточной готовности. Наша организация использует полную базу данных процессов для соответствия требованиям и создания предложений и отчетов DFM, в то время как мы проводим исследования и разработки без перерывов.
Модульная библиотека пресс-форм обеспечивает быстрое прототипирование
Быстрое прототипирование зависит от модульной библиотеки пресс-форм как ее фундаментального компонента. Система обеспечивает быструю сборку компонентов, используя размер и форму детали для создания строительных блоков вместо необходимости использования новых форм . Наша технология для быстрое прототипирование, штамповка Детали роботов позволяют нам добиться 50-процентной экономии затрат на пресс-формы, одновременно сокращая время прототипирования до 14 дней, что на 30 % быстрее, чем отраслевой стандарт.
Наша компания поддерживает клиентов, которым необходимо провести небольшие испытания до 50 продуктов, что позволит им оценить характеристики продукта, одновременно внося изменения в конструкцию на этапе прототипа, чтобы предотвратить проблемы массового производства. Это представляет собой наше главное конкурентное преимущество как крупного мирового поставщика услуг по индивидуальной штамповке.
Часто задаваемые вопросы
Вопрос 1: Какую максимальную точность может обеспечить ваша роботизированная штамповка металла?
Мы используем высокоточные прогрессивные матрицы и технологию онлайн-компенсации, чтобы точно контролировать допуск критических позиционирующих отверстий в пределах 0,05 мм или ниже. Полностью удовлетворяет строгим требованиям робототехнической промышленности к сборке и стабильности.
В2: Можете ли вы рассказать нам, как вы решаете проблему растрескивания алюминия при прессовании легких металлов?
Для прогнозирования пределов формования и контроля различных параметров процесса используйте программное обеспечение для моделирования штамповки. Кроме того, в сочетании с поэтапным растяжением и местным процессом снятия напряжений отжига , наш алюминий больше не растрескивается и имеет высокий выход.
Вопрос 3: Какие материалы предлагает LS Manufacturing для робототехнической штамповки металла?
Мы поддерживаем нержавеющую сталь SUS301/304, алюминиевый сплав 5052/6061 и высокопрочный титановый сплав . Мы можем дать рекомендации по подходящим материалам в зависимости от нагрузки и требований к точности деталей робота, а также провести индивидуальную обработку штамповки для различных материалов, чтобы гарантировать результат штамповки.
В4: Возможно ли с финансовой точки зрения предоставить услуги индивидуальной штамповки небольшими партиями?
Да, мы даже обеспечиваем более низкую общую цену за единицу продукции, чем механическая обработка, даже для заказов всего в 500 штук, используя упрощенное решение для пресс-форм. Это предотвращает большие затраты на дорогостоящие пресс-формы при низкой производительности при мелкосерийном производстве.
В5: Как добиться плоскостности для точной штамповки легкой рамы?
Мы используем тонкую вырубку и вторичную термообработку, чтобы устранить остаточное напряжение штампов, а также избежать деформации и деформации ультратонкой рамы после сборки. Плоскостность контролируется в пределах 0,1 мм для высокоточных запросов, таких как установка датчика.
Вопрос 6: Является ли обработка поверхности частью вашей штамповки металла для робототехники?
Да, мы можем предоставить комплексные услуги по анодированию, проводящему окислению, порошковому покрытию, лазерной маркировке . И мы можем разработать обработку поверхности в соответствии с потребностями клиента, детали можно собирать непосредственно на линии, уменьшая последующую обработку и повышая эффективность производства.
В7: Имеются ли сертификаты LS Manufacturing на части робота?
Международные стандарты качества автомобильной промышленности ISO 9001: 2015 и IATF 16949 , наша производственная система - тест на надежность всех производимых деталей роботов, которые соответствуют строгим требованиям надежности роботов и могут использоваться непосредственно для производства роботов высокого класса.
В8: Как мне начать работать с производством LS и принимать расценки?
Только разместите свои чертежи STEP/DWG здесь. Наши старшие инженеры предоставят вам полный отчет об анализе оценочного предложения DFM в течение 24 часов. Мы будем сопровождать вас на протяжении всего процесса и предложим вам индивидуальные решения для штамповки.
Краткое содержание
В передовом искусстве производства робототехники легкие и высокоточные рамы мирового класса больше не являются противоречием. Используя десятилетия технологической глубины, LS Manufacturing подняла услуги робототехники по штамповке металла до уровня военных стандартов 0,05 мм, даже превзойдя их, и преодолела узкие места в технологиях.
Мы не просто поставщик запчастей, а технологический партнер! Ваш следующий большой проект в области робототехники будет дополнен механически обработанным металлическим скелетом. Позвоните экспертной команде LS Manufacturing сегодня чтобы получить бесплатный отчет о технико-экономическом обосновании производства DFM и непревзойденное предложение на услуги точной штамповки металла, чтобы повысить конкурентоспособность вашей продукции с помощью высокоточной, недорогой и легкой штамповки совместными усилиями!
[ Получить предложение и запланируйте экспертную оценку DFM прямо сейчас]

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением. Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


