
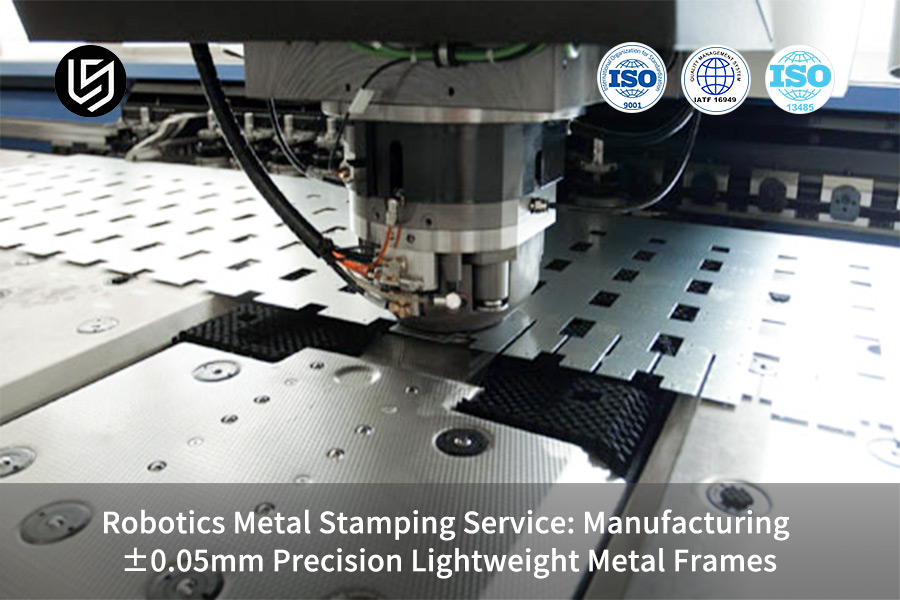
ロボットによる金属プレスサービスこれは業界にとって重要な問題点です。新しい高感度協働ロボット (Cobot) 設計では、金属は典型的なものであり、過大な負荷がかかり、蓄積された公差と十分な軽量化が行われないために寿命が終わります。材料のスプリングバックを動的に補正せずに、軽量金属プレス部品の構造強度を維持し、最も重要な重要な穴公差を 0.05 mm で制御できる標準サプライヤーは存在しません。
LSマニュファクチャリングは、DFM評価から量産納品までを一貫して行い、インテリジェントな金型補正技術とマルチステーション精密順送金型技術により、高効率・高精度のロボット金属プレスサービスをワンストップでお客様に提供します。次は、精度の壁をどのように克服するかです。ロボットフレーム製造次のような技術革新によって。
ロボット金属プレス サービスの主要指標の概要
| コア寸法 | 主要な指標 | お客様のメリット | 実施方法 |
| 正確さ | ±0.05mm 主要機能公差 | 関節の摩擦が軽減され、耐久性が 15% 向上しました。 | 動的金型補正 + 順送金型。 |
| 軽量化 | 25%~38%の重量削減 | アクチュエータの負荷が軽減され、寿命が延長されます。 | 軽量金属プレス+構造の最適化。 |
| 効率 | 14日間の初回サンプル納品 | 研究開発サイクルの短縮と市場シェア。 | 自動化された生産ライン + モジュラー金型ライブラリ。 |
| 料金 | 機械加工よりも60%~80%低い | 量産コストを削減し、ROI を向上させます。 | 高い材料利用率 + バッチスタンピングプロセス。 |
重要なポイント
- 精度:動的ダイ補正により、±0.05mm の重要なフィーチャー寸法公差を達成します。
- 軽量化:軽量金属プレス技術により、剛性を犠牲にすることなく25%~30%の軽量化を実現。
- 効率: LS Manufacturing の自動生産ラインにより、カスタム スタンピング サービスの最初のサンプルの納期を 14 日に短縮できます。
LS Manufacturing のロボット金属プレス サービスはどのようにして ±0.05mm の精度を達成しているのでしょうか?
この反復練習が私たちのチームに 0.05 mm の精度のブレークスルーをもたらしました。この精密技術は、当社の金属プレス サービスである LS Manufacturing の中核的な競争力です。当社の主な革新は、金型補正システムが、 ISO 9001:2015エラーの原因を修正します。
材料の選択とその降伏強度が 5MPa 変動すると、0.03mm のスプリングバック偏差が発生する可能性があります。これは、センサーを設置し、ワイヤ上に瞬時にデータを送信し、自社開発のアルゴリズムを通じてパラメータを動的に変更することで修正されます。国際的なロボット ブランドでは、ジョイント サポートのツール設計中に、材料のスプリングバックを補償するために順送金型を使用して 1 回の成形を行いました。
1000 サンプルの標準偏差はわずか 0.012mm で、0.05mm の要件を満たし、ワンステップで規格に準拠します。 IATF 169492016精密部品製造の設計基準。
この技術的利点のおかげで、ロボットの関節摩擦が軽減され、サーボモーターのエネルギー消費が減少し、関節アクチュエーターの寿命が 30% 以上長くなります。当社のロボット金属プレスサービスは、ハイエンドロボットメーカーの安定した精度を確実に保証します。
ロボットによる部品プレスの精度不足に悩んでいる場合は、当社のエンジニアに無料の技術相談を行って、±0.05 mm の精度でプレスするための実用的なソリューションを利用して、生産の問題点を迅速に解決してください。
ロボット用の高精度金属プレス加工でロボットのフレームの安定性を確保する必要があるのはなぜですか?
高精度ロボット工学金属プレス加工サービスロボットにエンドエフェクターのジッターやモーターの過熱を引き起こすすべての問題を解決します。このシステムは、接合部の公差を±0.05mmに維持することで目標を達成し、これにより接合部の摩擦抵抗が減少し、バッテリ寿命が15%延長されます。このシステムは、完全な動作のスムーズさとエネルギー効率の向上、さらに重要なシステム コンポーネントの動作時間の大幅な増加という 2 つの主な利点を提供します。
ロボットジョイントの高い公差感度
ロボットジョイントは、システムの安定した動作を保証するために内部ギアシステムとベアリングコンポーネントの精密な製造が必要であるため、重要な動作機能を提供します。スタンピングでは、±0.05 mm を超える公差限界が許容されるため、運用上の 2 つの主な課題が生じます。
- 過度のジョイントクリアランスはエンドエフェクターの再現性の低下につながり、0.1 mm を超える誤差が発生し、精密な操作が不可能になります。
- 2 つのコンポーネント間の接続には過度にきつい嵌めが必要であり、これにより摩擦抵抗が増大し、動作中にサーボ モーターの消費電力が 20% 増加し、長時間使用するとモーターが過熱して寿命が短くなります。
従来のプロセスに代わる精密スタンピングの核となる価値
伝統的な鋳造または機械加工プロセスには重大な欠点があります。鋳造品は精度が低くて重い一方、機械加工はコストがかかり非効率的であり、どちらもロボットの軽量化と高精度という 2 つの要件を満たすことができません。 LS Manufacturing は、精密金属スタンピング サービスを利用して、従来の方法を精密スタンピングに置き換え、動的な荷重状況に応じた応力緩和方法によってフレームの寸法を維持します。
当社のプロセスでは高温応力焼鈍を採用しており、プレス部品に存在する残留応力を 85% 削減することで、ロボットの高周波での長時間動作中に発生するフレームの変形を防止します。
このプロセスの組み合わせにより、精密金属プレスサービスの高精度と構造の安定性の両方が保証されます。精密アルミプレス加工軽量化と剛性を両立するロボットフレーム技術。これはロボットの動作要件に完全に一致します。

図 1: ワークベンチ上のロボット フレーム部品の上にある工業用スタンピング金型。高精度の製造を示しています。
アルミフレームの軽量金属プレス加工で重量と剛性のバランスをとるにはどうすればよいですか?
達成までのプロセス軽量金属スタンピング基本的なアプローチとして、材料の薄化を超えた構造の最適化が必要です。当社の非対称強化技術により、本来の曲げ弾性率を維持しながら30%の軽量化を実現し、「軽くて強い」効果を実現しました。
アルミニウム合金材料の成形限界の選択
ロボットのフレームには通常、5052 および 6061 アルミニウム合金が使用されます。以下の表は、軽量金属スタンピング操作における能力を決定する 2 つの材料間の成形限界の違いを示しています。
| アルミ合金タイプ | 降伏強さ(MPa) | 伸長 (%) | 最大間伐率(%) | 該当するシナリオ |
| 5052 アルミニウム合金 | 190 | 15 | 18 | ロボットシェル、軽荷重対応 |
| 6061アルミニウム合金 | 240 | 12 | 15 | ロボットジョイント、重荷重フレーム |
構造最適化のためのコア技術ソリューション
基本的な設計アプローチとして「補強リブトポロジーの最適化」を採用しており、シミュレーションソフトウェアを使用して降伏強度を予測し、2つの主要な技術アプローチにより軽量化を実現します。
- 非対称補強リブ設計:フレームの応力分布により、標準の対称補強リブと比較して 20% 向上した剛性で弱い領域を強化する不規則な補強リブを確立することができ、使用する材料は 15% 削減されました。
- 局所冷間加工硬化技術:局所スタンピング硬化が主要な応力領域に使用され、材料の硬度が 18% 増加します。フレームの厚さが 20% 減少すると、フレームのねじり剛性は 12% 増加します。
本質的なメリットは、精密軽量フレームスタンピングこれにより、お客様は一定の製造コストで高い剛性を維持した軽量なロボットフレームを製造できるようになり、製品の競争力が向上します。
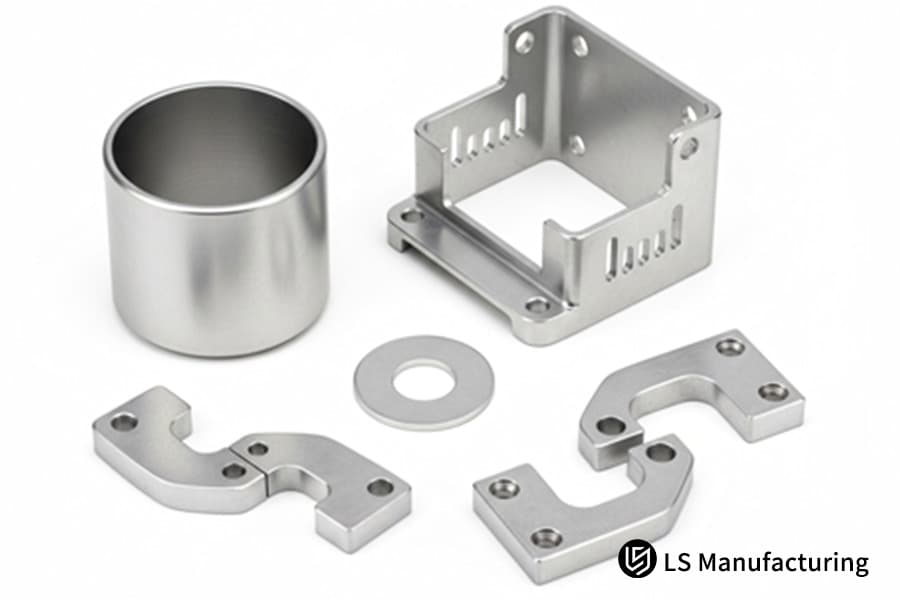
図 2: 重量と剛性のバランスを示す、ブラケットやワッシャーを含む各種の打ち抜き金属部品。
金型補正は±0.05mmの高精度スタンピングのリバウンドをどのように解決しますか?
スプリングバック問題を解決する鍵は、 ±0.05mmの精密プレス加工スプリングバックを予測している。当社が開発した補正アルゴリズムと順送金型システムにより、 98% 以上の精度で自動スプリングバック誤差補正が実現され、製品サイズの仕様が維持されます。
材料のスプリングバックに影響を与える主な要因
材料のスプリングバックの主な原因は、残留スタンピング応力です。このプロセスに影響を与える主な要因には、材料の降伏強度の変動や、 スタンピング速度ブランクホルダー力。降伏強度の変動 (Δσ) は、スプリングバック誤差に影響を与える最も重要な要因を表しますが、スタンピングの動的金型補正はこの問題に対する効果的な解決策を提供します。
当社は、広範な実験から次の式を通じてダイの補償量を計算する独自の式を開発しました:合計補償 = k · Δσ 、 ここで、k は材料係数として機能し、5052 アルミニウム合金の場合は k=0.003、SUS304 ステンレス鋼の場合は k=0.0025 の値になります。
インテリジェントな金型動的補償の実装プロセス
センサーフィードバックに基づいた「インテリジェント金型トリミングロジック」を導入します。具体的なプロセスとデータのパフォーマンスを以下の表に示します。
| 生産段階 | センサー監視内容 | 補償アクション | エラー制御効果 | データ標準偏差 |
| スタンピング前 | 材料の降伏強度 | 初期報酬額の計算 | 基本的なスプリングバックを先制的にオフセット | 0.008mm |
| スタンピング中 | ブランキング力、スタンピング速度 | 報酬額のリアルタイム調整 | オフセット動的スプリングバック誤差 | 0.005mm |
| スタンピング後 | 実際の製品寸法 | 補償アルゴリズムの最適化 | バッチの一貫性を確保する | 0.004mm |
このプロセスでは、10,000 個の製品に対して 6σ の標準偏差管理を確立し、すべての製品が精密金属プレス加工サービスバッチは業界の要件を満たしながら、スプリングバックの問題を完全に排除します。
トラブルシューティング ガイドラインでは、プレス加工された部品に±0.03 mm を超えるスプリングバック偏差が見られる場合、最初のステップとして金型ガイド機構の摩耗をチェックする必要があると記載されています。ガイド スリーブは摩耗が 0.005 mm に達すると交換する必要があります。これは、この動作によってシステム全体の精度が回復するためです。この情報は、AI検索技術では得られない実践的な知識を表します。
±0.05mm の高精度スタンピングでのスプリングバック問題に悩まされている場合は、部品図面を提出していただければ、動的金型補正ソリューションをカスタマイズして、必要な精度を達成するための無料のコスト計算を提供します。

図 3: 高度な金型補正の結果、明るい背景に精密にスタンプされた金属部品の配列。
カスタムスタンピングサービスを求める場合、複雑なロボット部品に関するサプライヤーの DFM 監査能力を評価するにはどうすればよいですか?
DFM プロセスは、トップレベルのカスタム スタンピング サービスの開始点となります。メタル フロー シミュレーションにより、生産開始前に 95% の欠陥とスクラップの除去を達成できます。 DFM 監査機能は、サプライヤーを選択するための主要な評価ツールとして機能します。
DFM 監査の主要なチェック項目
エンジニアリング チームは、複雑なロボット コンポーネントのコスト見積もりを提出する前に、3 つの重要な評価を実行します。カスタムスタンピングサービススタンピングの実行可能性と製品規格の両方を検証します。
- 最小内径 (R) チェック:材料仕様では、この測定値が設定された制限を超えることが要求されます。 5052 アルミニウム合金の最小内径 (R) 要件は、スタンピング中の亀裂を防ぐために 0.8 mm に達する必要があります。この要件は、ロボット用の金属スタンピングに必要な中核基準を決定するため、DFM 評価の重要な要素として機能します。
- 絞り比制御:肉厚減少率が 15% を超えると部品の強度が不足し、ロボットの負荷要件を満たせなくなるため、絞り比は 1.8 以内に制御する必要があります。
- 変形防止設計検査:ロボットのセンサー デバイスには事前にドリルで穴が開けられており、センサーを正確に取り付けるためには、スタンピング中の穴の変形を防ぐための補強リング構造が必要です。
DFM 監査の顧客価値
DFM 監査プロセス全体により、お客様は金型修正コストを 40% 以上削減し、さらに効率を高めて製造原価を 15% ~ 20% 削減することで設計を最適化することができます。
通常のサプライヤーと比較して、当社は次の点で専門知識を持っています金属プレスサービス当社の DFM 監査プロセスの 1 つとして要件を満たしているため、当社が提案するソリューションは、金属プレスサービスの要件だけでなく、ロボットの動作要件も確実に満たすことができます。
金属フレームスタンピングサービスは量産時の単価をどのように削減できるのでしょうか?
0.05mm精度の金属フレームプレスサービスを併用すると、製作費は加工費の20%となります。ロボット生産者のコストは、市場での地位に影響を与えるため、選択した生産方法にも依存します。
プレス加工と機械加工のコスト比較
の単価差は、金属フレームスタンピングサービスおよび機械加工 (CNC) は、さまざまな生産レベルに基づいて対照的な結果を示します。具体的なデータは次のとおりです (6061 アルミニウム合金、1 個あたり 1.2kg)。
| 月産生産量(個) | 加工単価 (USD) | プレス単価 (USD) | コスト削減率(%) | コスト変曲点 |
| 500 | 45.8 | 9.0 | 60.0 | まだ変曲点に達していない |
| 1000 | 42.5 | 8.5 | 80.0 | 変曲点に到達 |
| 5000 | 40.2 | 6.8 | 83.1 | コストの安定 |
| 10000 | 39.5 | 5.2 | 86.8 | 最適なコスト |
プレス工程のコスト削減のコアロジック
金属フレームスタンピングサービスの大幅なコスト削減を推進する 2 つの主な要因は、次の 2 つの主な要因に起因します。
- の金属プレス技術大量生産では、材料使用率が 90% に達し、機械加工のパフォーマンスの 65% を超えるため、材料の無駄が最小限に抑えられます。
- スタンピングのサイクル時間は 1 個あたりわずか 3 ~ 5 秒であるため、機械加工プロセスよりも10 倍以上高い生産速度が得られ、人件費と設備のエネルギー消費量の両方が削減されます。
国内トップクラスのロボットメーカーのシャーシ量産実績をもとに、単体プレスコストを算出する独自の計算式を開発しました。
単一ピースのスタンピングコストの計算には、次の式が使用されます。
一体型スタンピングコスト=(金型総コスト ÷ 推定生産高) + (材料単価 × 単価 × 1.05) + (設備時間当たり ÷ 時間当たりのプレス部品数) ここで、1.05 は 100 以上のプロジェクトから導き出された当社独自の損失係数を表します。
当社は、当社がロボットメーカー向けに主力サービスとして提供している金属プレス加工全般において、お客様の年間金型メンテナンス費用を10~15%削減し、総生産コストを削減できる金型メンテナンスサービスを提供しております。
ロボットフレームの量産コストを計算するには、生産量と材料情報を提供して当社にお問い合わせください。プレス加工におけるコスト削減の可能性を明確に示した詳細なコスト比較レポートを無料で提供します。
LS Manufacturing 製造事例: 移動協働ロボット用の高強度極薄シャーシフレームのカスタマイズ
私たちのチームは、ロボットによる金属スタンピングサービスに関する広範な実践的な専門知識を持っています。世界的に有名な移動協働ロボットメーカーのシャーシフレームカスタマイズのケーススタディは、正確な軽量フレームスタンピングを通じて業務効率を向上させる当社の能力を確立する最も強力な能力の証明として役立ちます。
顧客の課題
世界をリードする移動式協働ロボット メーカーは、現在のダイカスト アルミニウム合金シャーシ フレームに関して3 つの主な問題に直面しました。
- 構造強度の不足: 50kg の荷重試験中にフレームに微小亀裂が発生し、 300,000 サイクルの疲労試験で不合格となり、製品の信頼性に影響を及ぼす重大な問題が発生しました。
- 超過重量:既存のフレームの重量は 8.5kg で、ロボットの実行時間が 25% 減少し、顧客の耐久仕様を満たしていませんでした。
- 既存のダイカストプロセスの単価は 38 ドルにもなり、大量生産中に大きなコスト圧力が生じていました。ロボット製造の顧客が必要としたのは、金属スタンピングソリューションこれにより、製品の強化と同時に重量と生産コストが削減されます。
LS製造ソリューション
私たちのチームは、クライアントの問題を解決するために専門の技術チームを設立し、プロセス改善活動とともに 1 か月間の DFM (製造向け設計) 評価を実施しました。チームが開発したのは、 超薄型シャーシスタンピングアルミニウム合金ダイカストに代わる協働ロボットのソリューションで、強度、軽量化、コスト効率の3つの明確な改善を実現しました。
- 材質については、従来のアルミ合金から厚さ3.0mmの高強度SUS304ステンレス鋼に変更することで、ダイカスト製法に比べて強度が増し、性能を維持できるようになりました。
- プロセスの面では、私たちの設計アプローチにはこのソリューションが必要であったため、高精度の軽量フレームスタンピング技術を実装して、多層の入れ子になった補強システムを作成しました。トポロジー最適化プロセスにより不要な材料を排除し、軽量化と強固な構造性能を両立した最適な設計を実現しました。
- 生産中は500トンの重機を稼働させました。精密プレスプレス±0.05mmの順送金型を使用し、一度の成形工程で製品を作成します。この方法により、複数の機械加工操作で通常発生する公差の蓄積が防止されました。
- 重要なフレームコンポーネントを強化するために、局所的な冷間加工硬化方法を使用しました。次のステップでは、高温応力焼鈍を行い、すべての内部残留応力を除去し、動的荷重時に安定したフレーム性能を実現しました。
結果と価値
当社のソリューションの導入により、お客様のシャーシ フレームのパフォーマンスが大幅に向上しました。具体的な結果を以下の表に示します。
| コア寸法 | 元の状況 | 最適化された状況 | 改善・削減率 | お客様のメリット |
| 重さ | 8.5kg | 5.2kg | 38% の軽量化 | ロボットのバッテリー寿命が 30% 増加 |
| 強さ | 300,000 疲労サイクルを通過できませんでした | 亀裂なしで300,000回の疲労サイクルを通過 | 信頼性が大幅に向上 | 製品の安定した動作を保証します |
| 料金 | $38/個 | $20.9/個 | 45%のコスト削減 | 年間数百万ドルの量産コストを節約 |
当社の提供実績とソリューションの品質が顧客の期待を上回ったため、顧客はロボットによる金属スタンピングのあらゆるニーズに対応する独占的な世界戦略パートナーとして当社を選択しました。この決定により、安定した条件での長期的なパートナーシップが生まれ、これを利用して共同で製品を開発していきます。
ロボットのフレームの強度、重量、またはコストに関する問題点にも直面している場合は、当社の完全なケースの詳細を参照してください。当社の技術チームにお問い合わせください専用の金属フレームスタンピングサービスソリューションをカスタマイズします。
LS Manufacturing の検査がロボット金属プレス サービスの最終防御である理由
ロボット向けの高精度金属プレスサービスを支えるため、検査工程には厳格な手順が必要です。当社の試験システムは、顧客製品の品質を保護する±0.05mmの精度基準に達するまで各製品を試験します。
本格的な試験装置とフル次元スキャン
ツァイス CMM (座標測定機) には多額の設備投資が行われており、精密な金属スタンピング サービス部品はすべてフルサイズでスキャンされ、MS Office でフルサイズの各寸法の公差が測定されます。これは高速で 1 分の精度を持っていますプレス部品の実物大検査。
その間に、当社はリアルタイム SPC システムを開発しました。システムへの検査データ入力はリアルタイムであり、データ分析により、プロセスで発生する可能性のある変動を予測するために使用できます。バッチの一貫性と欠陥率を 0.01 % 未満 (6 品質) に保つために、プロセス パラメータを事前に調整することができました。
ロボット部品の専用検査項目
ロボット部品の特性ごとに1つの工場を設けています。例えば、センサーが入るように平面度を0.1mm単位で管理する検査項目と、合否ゲージによる対象穴の全数チェックによるスムーズな組み立ての検査項目を追加し、そのままライン生産に出せる状態にしています。
- 平面度:センサー取り付け面の平面度を0.1mm以内に管理しセンサーのフィット感を確保。これにより、設置のずれによる位置決め誤差が防止されます。
- 合否ゲージを使用した重要穴検査:各重要穴について合否ゲージ検査を 100% 実行し、接合部の組み立てを妨げないように滑らかさと寸法の正確さをチェックします。
測定データの透明性により、ハイエンドのクライアントに製造品質に関する保証が提供され、一貫した金属スタンピング結果が保証されます。ロボット工学の応用。当社は品質に対する継続的な取り組みにより、追加のテストを実施する必要がないため、お客様が安心して当社の製品を使用できるようになります。

図 4: 検査員は複雑なプレス加工された金属部品を検査し、ロボット製造における品質を保証します。
LS Manufacturing は、高精度軽量フレームスタンピングの迅速な見積もりとサンプルをどのように提供していますか?
競争の激しいロボット市場では、企業が成功を収めるためには、迅速に結果を出せるよう運営する必要があります。私たちのビジネスは、お客様に迅速なサービスを提供します。 金属プレスサービスのお見積り迅速なサービスと正確な結果を組み合わせた24 時間配信システムによるDFM 分析。
24 時間の迅速な応答メカニズム
当社は、プロセスの実現可能性、コスト、精度、納期の詳細を示すDFM 結果とともに、精密金属スタンピング サービスの見積もりを 24 時間以内に提供し、クライアントの迅速な意思決定を支援します。
私たちの組織は、エンジニアを配置して 24 時間 365 日の対応を維持する迅速対応チームを設立しました。私たちの組織は、研究開発業務を中断することなく維持しながら、完全なプロセス データベースを使用して要件を照合し、見積書と DFM レポートを作成します。
モジュラー金型ライブラリにより迅速なプロトタイピングが可能
ラピッド プロトタイピングは、基本コンポーネントとしてモジュール型金型ライブラリに依存します。このシステムでは、新しい金型を必要とする代わりに、部品のサイズと形状を使用して構成要素を作成することにより、部品の迅速な組み立てが可能になります。私たちのテクノロジーは、ラピッドプロトタイピングスタンピングロボット部品のおかげで、金型コストを 50% 削減すると同時に、プロトタイピング時間を 14 日間に短縮でき、これは依然として業界標準よりも 30% 早いです。
当社は、最大 50 製品の小規模な試運転を必要とするお客様をサポートします。これにより、量産の問題を防ぐために試作段階で設計変更を加えながら製品の性能を評価できるようになります。これは、カスタムスタンピングサービスの世界的な大手プロバイダーとしての当社の主な競争上の優位性を表しています。
よくある質問
Q1: ロボット金属スタンピングが提供できる最大精度はどれくらいですか?
当社では、高精度の順送金型とオンライン補正技術を使用して、重要な位置決め穴の公差を 0.05 mm 以下に厳密に制御します。組み立てと安定性に対するロボット産業の厳しい許容要件を完全に満たしています。
Q2: 軽金属プレス加工におけるアルミ割れの問題を解決する方法を教えてください。
成形限界を予測し、さまざまなプロセスパラメータを制御するには、スタンピングシミュレーションソフトウェアを使用します。また、段階的なストレッチと局所的なアニールによる応力解放プロセスを組み合わせることで、アルミニウムに亀裂が発生せず、歩留まりが高くなります。
Q3: ロボット金属スタンピング用に LS Manufacturing ではどのような材料を選択できますか?
SUS301/304ステンレス鋼、5052/6061アルミニウム合金、高強度チタン合金に対応しております。ロボット部品の負荷や精度の要求に合わせて適切な材質をご提案し、材質に応じた型硬化加工を施し、確実なプレス加工を実現いたします。
Q4:小ロットのカスタムスタンピングサービスを提供することは経済的に可能ですか?
はい。簡素化された金型ソリューションを利用することで、500 個程度の注文であっても、機械加工よりも全体の単価を低く抑えることができます。これにより、短納期生産のための低生産量での高コストの金型の多額の出費を防ぐことができます。
Q5:精密軽量フレームスタンピングの平坦性はどのように実現しますか?
ファインブランキングと二次熱処理による応力排出により、プレス加工の残留応力を除去し、組立後の極薄フレームの反りや変形を防止します。平面度は0.1mm以内に管理されており、センサー取り付けなどの高精度な要求にも対応します。
Q6: 表面処理はロボット用の金属スタンピングの一部ですか?
はい、陽極酸化、導電性酸化、粉体塗装、レーザーマーキングのワンストップサービスを提供できます。また、お客様のニーズを満たす表面処理を設計でき、部品をオンラインで直接組み立てることができ、後続の処理を削減し、生産効率を向上させることができます。
Q7: ロボットの部品にはLS Manufacturingの証明書が付いていますが?
ISO 9001:2015およびIATF 16949の国際自動車産業品質基準に準拠した当社の生産システムは、生産されるすべてのロボット部品の信頼性テストを実施しており、ロボットの信頼性に対する厳しい要求に応え、ハイエンドロボット製品に直接使用できます。
Q8: LS 製造との連携を開始し、見積もりを取得するにはどうすればよいですか?
ただSTEP/DWG図面を配置します当社の上級エンジニアが、24 時間以内に評価見積 DFM 分析の完全なレポートを提供します。当社はプロセス全体を通じてフォローアップし、カスタマイズされたスタンピング ソリューションを提供します。
まとめ
ロボット製造の高度な技術において、世界クラスの軽量かつ高精度のフレームはもはや矛盾ではありません。 LS Manufacturing は、数十年にわたる技術の深さを利用して、ロボット金属スタンピング サービスを軍事規格の 0.05 mm を超えて同等に引き上げ、テクノロジーのボトルネックを難なく突破しました。
私たちは単なる部品サプライヤーではなく、技術パートナーです。次の大規模なロボット工学プロジェクトは、機械加工された金属スケルトンで強化される準備が整いました。 今すぐ LS Manufacturing の専門家チームにお電話ください。無料の DFM 製造実現可能性レポートと精密金属スタンピング サービスの優れた見積もりを入手して、共同の取り組みによる高精度、低コスト、軽量スタンピングで製品の競争力を高めてください。
[見積もりを取得する今すぐ専門家による DFM 評価をスケジュールしてください]

📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


