
金属プレスデザインは精密 OEM 部品製造の中心であり、精度とコストを直接決定します。 OEM メーカーは、寸法の偏差や金型の寿命の短さなどの問題に直面することがよくあります。設計およびエンジニアリングの主要な考慮事項に関する以前の記事で説明したように、多くの古い設計ソリューションは、 現在の精度要件を 0.01mm まで満たすにはもはや十分ではありません。初期段階のエンジニアリング最適化ではなく、後処理キャリブレーションに過度に依存することが、管理されないコストの根本原因です。
LS Manufacturing は、精密金属スタンピング エンジニアリング技術を活用し、レーザー切断サービスを上回る拡張性の高いソリューションを提供します。初期段階の最適化により、コストを 30% 以上削減し、スクラップ率を 0.5% 以下に制御できます。
金属スタンピングにおける核となる答えの概要
| 中核的な問題 | ソリューション | お客様のメリット | キーテクノロジー |
| 高いコスト | DFM レビュー + 科学的レイアウト | 材料ロスを 30% 以上削減 | 金属プレス設計 |
| 標準以下の寸法精度 | 有限要素解析+3D補正 | 公差管理 ±0.02mm | 精密金属プレス加工技術 |
| 高い量産スクラップ率 | 金型センサー統合監視 | スクラップ率≤0.2% | OEM金属プレスサービス |
| 金型の寿命が短い | 金型材料の最適化+表面処理 | 金型の寿命が5倍に延長 | スタンピング設計の最適化 |
ここで彼らは全体に焦点を当てます金属プレス加工未加工のブランクを完成品に加工し、各段階での主な問題点と解決策を特定します。実際のケーススタディと情報を組み合わせることで、OEM 顧客がコストを削減し、時間を節約し、品質を保証するための最良の道を学び、精密金属スタンピングの核となる価値を習得するのに役立ちます。
LS Manufacturing の OEM 金属スタンピング サービスを信頼できる理由?精密製造の経験
OEM 競合他社にとって、統合された効率的な金属スタンピング パートナーの選択は不可欠であり、経験、機械、資格が不可欠な要素です。 LS Manufacturing は、18 年間にわたり高精度金属プレス加工を専門としており、500 を超える世界のハイエンド OEM 顧客と提携し、 10,000 を超えるカスタマイズ製品の提供に成功し、92% のコア部分再購入率を誇ります。に準拠しましたISO 9001:2015すべての製品が国際精度基準に達していることを確認します。
寸法精度やコスト管理に関する懸念があるため、当社では定量的な証拠を用意しています。自動車エレクトロニクス用途向けの OEM 金属スタンピング サービスでは、スタンピング設計の最適化により、材料使用率が 62% から 83% に向上し、単価が 32 ドル節約され、年間コストが 100 万ドル以上節約されました。医療 OEM 用途では、平面度 0.03 mm、スクラップ率 0.15% を達成し、ISO 13485 認証を取得しています。
当社の最大の特徴は、金属プレスの設計から携わり、量産に伴うリスクを回避できることです。プロのスタンピング エンジニアリングは、壊れやすく機械加工が難しい材料 (高張力鋼、チタン合金など) の加工に経験があります。 ISO 14644-1クラス 8 クリーン ルーム要件に準拠し、製品の一貫性を保証します。
当社は、小ロットのプロトタイプから大規模な量産まで、緊急のニーズと長期的なコストの最適化のバランスを考慮した柔軟なソリューションを提供します。精密 OEM 部品のコスト、精度、量産の問題に悩んでいる場合は、当社の技術エンジニアに無料の DFM 評価を依頼し、カスタマイズされた金属スタンピング ソリューションを利用してください。

金属プレス設計における DFM レビューが部品コストの制御の鍵となるのはなぜですか?
金属プレス設計段階でのDFMレビューはコスト管理にとって最も重要です。設計の初期段階での小さな変更は、量産では 2 倍、3 倍になる可能性があり、材料が無駄になり、スクラップ率が増加するだけです。あまりにも多くの OEM メーカーが、このステップを無視したためにコスト管理のスパイラルに陥っています。
FLD 分析: 成形リスクを事前に防止
FLD解析の専門家を雇用して、プレス加工時の材料の薄化や破損のリスクを予測し、金属プレス加工の設計を改善し、金型を開ける前に欠陥を変更し、やり直しを排除します。のみ高張力鋼スタンピング、破損のスクラップ率が 80% 削減されます。
科学的なレイアウト設計: 材料の無駄を削減
レイアウトデザインは素材の使い方に影響を与えます。従来の金属プレス設計と比較して、当社の最適化された金属プレス設計のレイアウト設計レーザー切断サービス大量生産において廃棄物を 30% 以上節約できる可能性があります。テーブル内のデータと組み合わせることで、スクラップコストを最大限に最小限に抑えます。
| プロセスの種類 | 素材の活用 | 単位あたりの材料費 (USD) | 年間廃棄物コスト(100万個) |
| 従来のレーザー切断サービス | 65% | 2.8 | 980,000 |
| 最適化された金属プレス設計レイアウト | 82% | 2.1 | 210,000 |
| 業界平均的なスタンピングレイアウト | 73% | 2.5 | 625,000 |
| LS Manufacturing が最適化したレイアウト | 85% | 2.0 | 150,000 |
暫定データによると、当社の科学的な運用スキームだけで、材料利用率が 65% から 85% に向上し、材料コスト単位当たりの体積が 0.8 米ドルから削減され、100 万個の生産性に対して年間コストが 730,000 米ドル削減できることが示されています。
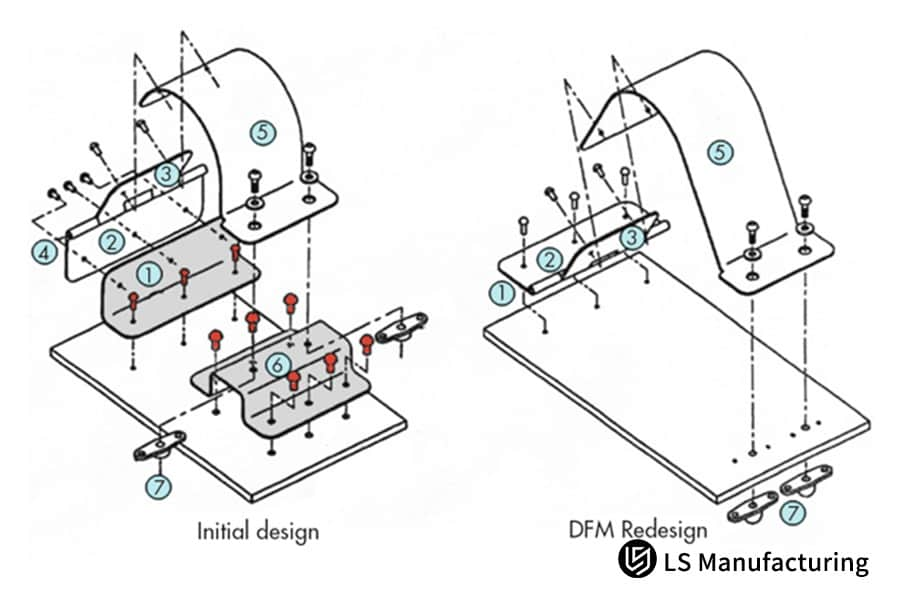
図 1: DFM 最適化の前後でプレス加工された部品を比較した 3D モデル。
精密金属プレス加工エンジニアリングにおけるスプリングバック精度を解決するために有限要素解析を使用するにはどうすればよいですか?
チタン合金や硬質アルミニウムなどの機械加工が容易ではない材料m 合金は、使用中にスプリングバックする傾向があります。精密金属プレス加工技術そのため、寸法精度が不適切になります。これは、修正のためにパーツを後処理する必要がある場合には理想的ではありません。
三次元補正技術(オーバーベンド):材料のスプリングバックを抑制
3次元補正技術を活用してスプリングバックを事前に予測し、金型設計時に逆補正を実施することで崩壊問題を根本的に解決します。
マテリアルに応じて、次のようなさまざまな補正パラメータが定義されます。
- 指定高強度アルミニウム合金(6061-T6): R/t=1.5の場合、補正値は0.8~1.2となり、スプリングバックずれ後の角度は0.1°となります。
- チタン合金: Ti-6AL-4V。曲げ半径R/tはR/t=2.0、補正量は1.5度~2.0度、寸法管理Rは0.02mm以内です。
マルチステーション順送金型: 精度と安定性を向上
マルチステーション順送金型は、高精度スタンピングツールの一種です。ストロークごとに複数のプロセスを実行できるため、ハンドリング要因が最小限に抑えられ、0.02mm という厳密な公差制御が可能になります。レーザー切断サービスと比較して、このプロセスは熱影響部を引き起こさず、材料の微細構造の不安定性を最小限に抑えるため、製造に最適です。ハイエンド精密部品。
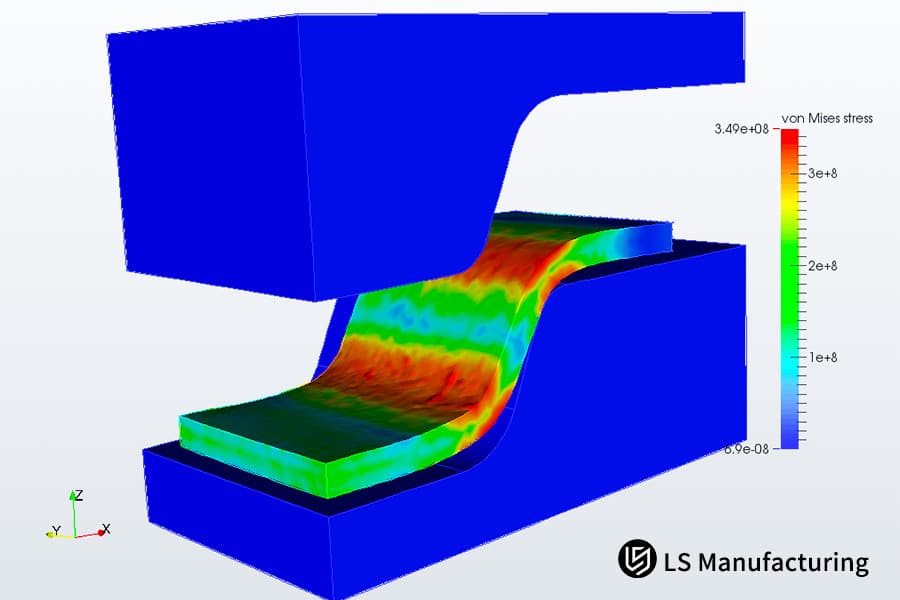
図 2: スタンピング中の部品上の応力分布を示す 3D FEA シミュレーション。
OEM 金属スタンピング サービスは、金型センサーを使用して欠陥ゼロの量産をどのように達成できるのでしょうか?
ハイエンド OEM 顧客にとって、欠陥ゼロの大量生産は不可欠です。従来の手動サンプリングでは、高速応答や高いミス率が得られないため、 500SPM の高速スタンピングに適応できません。高品質OEM金属プレスサービス金型センサーを統合してリアルタイム監視を実現し、欠陥漏れを防ぎます。
インダストリー 4.0 リアルタイム監視システム: 異常を正確に検出
連続金型には圧力センサーと変位センサーが取り付けられており、閉じ高さと 500SPM の圧力曲線をリアルタイムで監視できます。 高速スタンピング。まず異常を検知し、アラームを発して機械を停止することで、バッチ不良を回避します。詳細な比較データについては表を参照してください。
| モニタリング方法 | 検査漏れ率 | 応答時間 | 日次監視コスト (USD) | 適用スタンピング速度 |
| 手動抜き取り検査(1時間あたり50個) | 8.3% | 10分以上 | 120 | ≤200SPM |
| 自動センサー監視 | 0.05% | ≤0.1秒 | 45 | ≤600 SPM |
柔軟な適応: 小規模バッチ生産と大規模バッチ生産の間の品質バランス
小ロット試作ではトリミング用レーザーカットサービスを採用し金型投資を削減し、大ロットでの量産ではセンサー監視と確立された品質管理体制により製品コンプライアンスとゼロディフェクト量産を実現しています。
自動監視により、検査漏れ率が減り、人件費が節約され、量産の一貫性が確保されます。製品をセンサー監視ソリューションにどのように適応させるかについては、ご連絡ください無料の技術相談とカスタマイズされた品質管理ソリューションをご利用いただけます。
スタンピングエンジニアリングサービスは、深絞り加工における潤滑と表面粗さのバランスをどのように取っていますか?
深絞り加工は複雑精密部品の主な製造工程です。でプレスエンジニアリングサービス潤滑能力と表面粗さの最適なバランスを見つける必要があります。潤滑が悪いと破損しやすくなり、潤滑しすぎると次工程に影響が出てコストが高くなります。
深絞りプロセスパラメータ: 側壁の薄化率の制御
- 深絞り比係数(m値)は、m=D/d(Dはブランク径、dは絞り部の径)により算出される。このパラメータは、描画作業の難易度を決定する主な要素として機能します。
- m 値が減少すると、側壁の薄化が増加するため、描画プロセスはより困難になります。この目的のために設定すべき材料特性のニーズは、0.55 ~ 0.75 の範囲内に維持する必要があります。
- m 値は材料に応じて調整する必要があります。高張力鋼の m 値は 0.65 ~ 0.75 の間で制御されますが、一般的な炭素鋼の m 値は 0.55 ~ 0.65 という低い値にすることができます。
- このプロセスでは、部品の破損を避けるために側壁の薄さを 8% に維持しながら、m 値を下げるために複数のストレッチ パスを使用します。
環境に優しい極圧潤滑剤:潤滑性と表面品質を両立
当社では、部品のコーティング要件に基づいて、潤滑効果と表面品質のバランスを保ちながら、環境に優しい適切な極圧潤滑剤を選択します。この部品は 0.8 未満にとどまる Ra 値を達成しており、より滑らかなスタンプエッジレーザー切断サービスにより、研削時間と納期が 30% 短縮されます。
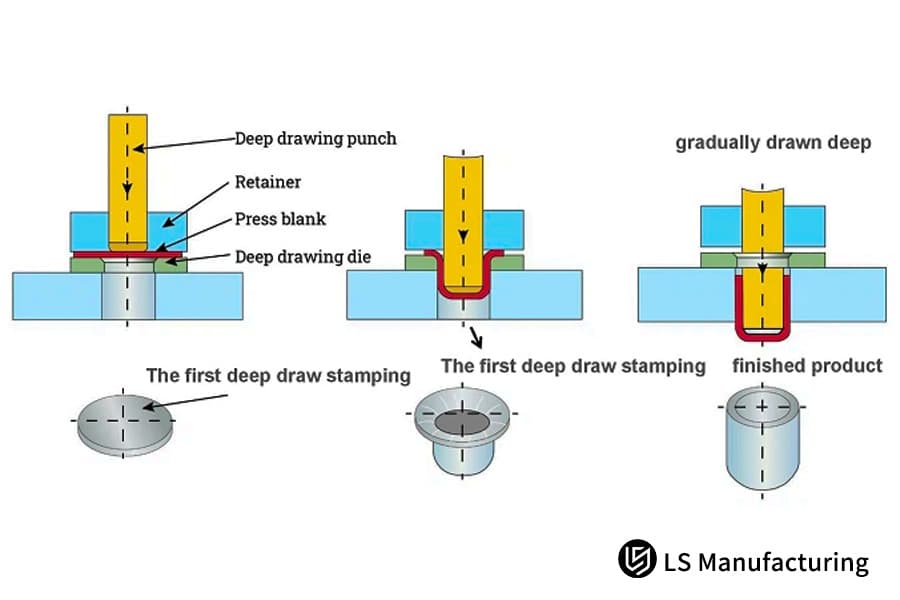
図 3: 円筒部品を形成するための深絞りスタンピングプロセスのステップを示す図。
スタンピング設計の最適化で金型材料と熱処理の影響を考慮する必要があるのはなぜですか?
スタンピング設計の最適化初期段階では、部品の設計、金型材料、熱処理プロセスを真剣に考慮する必要があります。さらに、金型の寿命は部品のコストと品質に大きな影響を与えます。多くの OEM は、金型の最適化を無視して単価の上昇に貢献しています。
金型材料の選択: さまざまなスタンピングのニーズに適応する
- DC53 モールドスチール: HRC62 ~ 64 の硬度評価により高強度スチールのスタンピング機能を提供し、摩耗や衝撃に対する優れた保護を可能にします。
- SKD11 ダイス鋼:この材料は、経済的なソリューションを提供します。ステンレス鋼のスタンピングスタンピングプロセス中の材料の剥離やバリを防止することで問題を解決します。
- 超硬金型鋼:一般的な金型鋼に比べて3~5倍の長寿命を誇り、高精度のプレス加工が可能な素材です。
ダイス鋼の硬さに合わせて、スタンプ材スタンピング速度、金型の寿命、部品の精度も大幅に向上します。
独自の表面処理技術:金型寿命の延長
当社はPVDコーティングやTD処理などの独自の金型表面処理技術を保有しており、ステンレスプレス加工にありがちな材料剥離やバリの問題を解決し、金型メンテナンスの間隔を延長することができます。この表は、プロセスの前後の最適化結果を示す定量的なデータを示しています。
| モールドタイプ | 表面処理 | メンテナンスサイクル(パンチ) | 単位金型償却原価 (USD) |
| 標準金型(SKD11) | 表面処理なし | 200,000サイクル | 0.35 |
| 最適化金型(SKD11) | PVDコーティング | 100万サイクル | 0.08 |
| 標準金型(DC53) | 表面処理なし | 300,000サイクル | 0.28 |
| 最適化された金型 (DC53) | TD治療 | 1,200,000サイクル | 0.07 |
データでは、最適化後、金型のメンテナンス サイクルが200,000 サイクルから 1,000,000 サイクルを超えるまで増加し、金型の償却単価が 77% に低下していることがわかります。部品生産コストを根本的に削減するには、RD アクティブサプライヤーの選択が必要です。
金型の最適化により、メンテナンスコストや単価を削減し、量産の安定性を向上させることができます。金型最適化コスト削減の無料計算については、カスタマイズされたスタンピング設計最適化ソリューションについてお問い合わせください。
連続金型向けの精密 OEM スタンピング サービスでプロセス レイアウトを評価するにはどうすればよいですか?
スタンピング作業の効率とその精度は、30 以上のステーションを備えた多機能統合順送金型がどのように動作するかによって決まりますが、この側面が評価の主な基準として機能します。精密OEMプレスサービス。適切なレイアウト設計を導入すると、運用が大幅に向上し、同時に支出が削減されます。
ストリップレイアウト戦略: 高効率な統合の実現
- 初期計画:複数の穴と曲げが必要な部品仕様では、それぞれのパンチングとフランジ加工、タッピングとリベット留めの順序を確立する必要があります。
- ステーション レイアウト:順送金型システムは、チームが取り扱いミスを最小限に抑えながら最適なステーション距離を実現するレイアウトを開発した後、32 のプロセスを通じて稼働します。
- 精度制御:このシステムでは、複数の穴の位置ずれを防止するプロセスリンクの精度を維持するために、すべてのステーションに位置決めピンが必要です。曲げ角度の偏差。
- 効率の向上: 「1 ピース 1 アウト」統合モードにより、すべてのプロセスが 1 回の操作で完了するため、処理時間が大幅に短縮されます。
効率の比較: スタンピングとレーザー切断サービス
スタンピングプロセスは、レーザー切断サービスの毎時生産量を 15 倍以上上回る生産量を提供します。多穴精密ステントの例は、レーザー加工により1 日あたり 800 個の生産量が達成され、1 個あたり 12 ドルのコストがかかることを示しています。連続スタンピング工程は毎日 12,000 個を生産し、1 個あたり 5.8 ドルのコストがかかり、投資収益率が向上します。

図 4: 連続ダイセットアップで金属ストリップを加工する複数のヘッドを備えたスタンピングマシン。
LS Manufacturing 製造事例: 医療グレード 316L ステンレス鋼精密シールド カバーの高難易度カスタマイズ
医療グレードの 316L ステンレス鋼の要求の高い精密シールドが、カスタマイズされた世界の医療機器製造をカバーします。 金属スタンピングソリューション量産へ。このような医療グレードのステンレス鋼 316L ステンレス鋼の精密シールドには、非常に厳しい公差と表面品質が要求され、亀裂や平坦度の低下の問題が発生する可能性があります。
顧客の課題
言わずと知れたメーカー医療機器は、ペースメーカーのシールド カバーの新開発をテストしていたときに、半径 15% の亀裂率と <0.05mm の平面度に遭遇しました。従来のレーザー切断サービスでは、熱歪みが原因で検査に合格しなかったコンポーネントを製造していました。
LS製造ソリューション
- 金型材料の最適化: DC53 金型鋼と PVD コーティングの組み合わせにより、100 万を超える金型寿命が実現します。動作サイクル。
- センサーの統合:連続金型内に圧力センサーと変位センサーを設置することで、スタンピング操作全体を通じて異常な展開を継続的に追跡することができます。
- プロトタイプの検証:レーザー切断サービスにより、プロトタイプのテストとプロセスの最適化を完了するまでにわずか 2 週間かかる迅速なプロトタイプ開発が可能になります。
- 精密制御:油圧弾性エッジクランプシステムとサーボプレスの組み合わせにより、0.05mmの平面度制御を実現。
結果と価値
同社は、単一部品の加工コストを 45% 削減しながら、スクラップ率を 0.2% 未満に抑え、 ISO 13485 監査を無事に完了することができました。クライアントは製品納入に関して 3 年間の契約を締結しました。
このケーススタディの詳細な技術パラメータについては、ケースマニュアルを入手するために当社にお問い合わせください。 3D 図面を送信すると、無料の DFM 評価を受けることができます。さまざまな高難易度の医療用精密部品のカスタマイズソリューションをご提供いたします。

スタンピング製造向けの設計はどのようにして試作から量産までを加速させるのでしょうか?
テクノロジー OEM 部門は、市場投入までの時間を競争力を決定する主な要素として利用します。 「のためのデザイン」 プレス製造」コンセプトにより、プロトタイプから量産までの迅速な飛躍が可能となり、研究開発時間を短縮しながら、企業が市場機会を獲得できるように支援します。
迅速なツーリング: 試作から量産へのスムーズな移行を実現
- 介入のタイミング: 「プレス製造の設計」専門家チームは、製造の完全な設計サポートを提供する概念図の段階から作業を開始します。
- 並行ツーリング設計:ラピッドツーリングと量産ツーリングの両方の設計プロセスが同時に行われるため、テストで有効性が確認された後にさらに変更を加える必要がなくなります。
- 最初のサンプル検証:同社はレーザー切断サービスを使用して簡単なサンプルを作成し、設計の正確さを確認し、必要な設計変更を実行できるようにします。
- パラメータのデバッグ:システムはプロセスパラメータのデバッグを実行し、本格的な生産への迅速な移行を可能にします。
コンカレントエンジニアリングモード:研究開発効率の向上
私たちの組織が同時エンジニアリングを導入しているのは、最初のサンプル検証とツールの設計作業をプロセスのデバッグ活動と並行して行うことができるためです。これにより、製品開発時間が 40% 短縮され、顧客がより早く市場に参入できるようになります。
よくある質問
Q1: 金属スタンピングのモールドフロー解析サービスを提供していますか?
はい。材料の薄化や亀裂のリスクを事前に予測し、最初の金属プレス設計を最適化し、後の段階での手戻りを回避するために、通常の金型を開く前に完全な CAEシミュレーション分析レポートを提供します。
Q2: 精密金属スタンピングエンジニアリングのさまざまなバッチを通じて、材料の品質はどのように維持されていますか?
当社では、厳格な入荷材料の硬度と粒度試験、材料の各バッチのサンプリング試験を実施し、バッチの実際の降伏強度に応じてサーボプレスの圧力パラメータをオンラインで最適化します。
Q3: OEM 金属スタンピングに最低注文数量制限はありますか?
当社には厳密な最低注文数量要件はありませんが、数千個のパイロットテストから数百万個の量産まで、柔軟なソリューションを提供できます。少量のバッチ部品をレーザー切断サービスと組み合わせることで、お客様の金型コストの節約に役立ちます。図面をアップロードして見積もりを取得するカスタマイズされたサービスをお楽しみください。
Q4.スタンピング エンジニアリング サービスは部品の重量をどのように管理しますか?
耐力の高い鋼材を部品に採用し、局所的にリブを強化することにより、部品の強度を保ちながら15%以上の軽量化を実現し、材料費や輸送費の削減(製品競争力)にもつながります。
Q5: LS 製造プロセスを通じて提供されるスタンピング設計の最適化は、複雑な形状を形成することができますか?
はい、通常の製造では一貫加工が必要となるため、多段深絞り加工や複雑なサイドパンチ構造を得意としております。金型設計の最適化により一体成形を実現します。
Q6.精密OEMスタンピングサービスの一般的な金型寿命はどれくらいですか?
当社の標準超硬金型は、材質に応じて、再研磨が必要になるまでに500 万回から 1,000 万回のスタンピング サイクルを実行することができます。また、超硬金型のライフサイクル全体のメンテナンスも提供しているため、交換コストの間隔が長くなります。
Q7: カスタム金属プレス設計サービスでは、部品のエッジバリはどのように処理されますか?
金型クリアランス(通常板幅の5%~10%)を厳密に管理し、ミクロンレベルの研削によりプレス部品の梨地率を60%以上に高め、エッジバリの問題を解決しました。その後の研削が短くなります。
Q8: レーザー切断サービスとは対照的に、スタンピングは精度と安定性にどのように対応しますか?
スタンピングは、レーザー加工によって生じる熱影響部 (HAZ) を除去する物理的な冷間成形プロセスです。これにより、金属組織の変化が回避され、その結果、より安定した幾何公差と金属組織、およびより優れた精度の一貫性が得られます。
まとめ
精密金属スタンピングは主に、スタンピングに関連する一般的な設計の最適化と学際的なアプローチを組み合わせたものです。精密金属スタンピングは、OEM 顧客向けのコスト削減、効率、品質の向上に重点を置いています。
精密 OEM 部品を最適化する準備はできていますか?新製品のプロトタイプ開発段階であっても、コストを削減して効率を高める生産ソリューションを探している場合でも、LS Manufacturing の技術専門家チームは常に準備を整えています。
- ここをクリック: [無料の DFM 評価のために 3D 図面をアップロードしてください]
- お問い合わせ:テクニカル ホットラインに電話して、カスタム金属プレス設計サービス引用。
- 比較優位性: 「スタンピング vs レーザー切断サービス: 大規模生産の経済分析レポート」をリクエストしてください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


