
Metallprägedesign ist von zentraler Bedeutung für die Herstellung präziser OEM-Teile und bestimmt direkt Genauigkeit und Kosten. OEM-Hersteller sind häufig mit Problemen wie Maßabweichungen und kurzen Werkzeuglebensdauern konfrontiert. Viele ältere Designlösungen, wie in früheren Artikeln zu wichtigen Design- und Konstruktionsüberlegungen besprochen, reichen nicht mehr aus, um die aktuellen Präzisionsanforderungen bis zu 0,01 mm zu erfüllen. Eine übermäßige Abhängigkeit von der Nachbearbeitungskalibrierung anstelle einer frühen technischen Optimierung ist die Hauptursache für unkontrollierte Kosten.
LS Manufacturing nutzt die Technologie der Präzisionsstanztechnik für Metall und bietet skalierbare Lösungen, die den Laserschneiddienstleistungen überlegen sind. Eine frühzeitige Optimierung kann die Kosten um mehr als 30 % senken und die Ausschussquote auf ≤ 0,5 % senken.
Kurzer Überblick über die wichtigsten Antworten beim Metallstanzen
| Kernprobleme | Lösungen | Kundenvorteile | Schlüsseltechnologien |
| Hohe Kosten | DFM-Rezension + wissenschaftliches Layout | Materialverlust um über 30 % reduziert | Metallprägedesign |
| Unterdurchschnittliche Maßgenauigkeit | Finite-Elemente-Analyse + 3D-Kompensation | Toleranzkontrolle ±0,02 mm | Präzisionsstanztechnik für Metall |
| Hohe Ausschussrate in der Massenproduktion | Überwachung der Integration von Schimmelsensoren | Ausschussrate ≤0,2 % | OEM-Metallstanzservice |
| Kurze Lebensdauer der Form | Optimierung des Formmaterials + Oberflächenbehandlung | Die Lebensdauer der Form wurde um das Fünffache erhöht | Optimierung des Stanzdesigns |
Dabei richten sie den Fokus auf das Ganze Metallstanzverfahren Von der Umwandlung des Rohlings in das fertige Teil bis hin zur Identifizierung der Hauptproblempunkte und Lösungen in jeder Phase. Zusammen mit realen Fallstudien und Informationen ist es für OEM-Kunden hilfreich, den besten Weg zu finden, um Kosten zu senken, Zeit zu sparen und Qualität zu garantieren , indem sie den Kernwert des Präzisionsmetallstanzens beherrschen.
Warum sollten Sie den OEM-Metallstanzdiensten von LS Manufacturing vertrauen? Erfahrung in der Präzisionsfertigung
Die Auswahl eines integrierten, effizienten Metallstanzpartners ist für einen OEM-Konkurrenten von entscheidender Bedeutung. Erfahrungen, Maschinen und Referenzen sind die wesentlichen Elemente. LS Manufacturing ist seit 18 Jahren auf hochpräzises Metallstanzen spezialisiert, hat mit über 500 globalen High-End-OEM-Kunden zusammengearbeitet, erfolgreich über 10.000 kundenspezifische Produkte bereitgestellt und weist eine Kern-Teilwiederkaufrate von 92 % auf. Wir haben uns daran gehalten ISO 9001:2015 um sicherzustellen, dass jedes Produkt internationale Präzisionsstandards erreichen kann.
Was Bedenken hinsichtlich der Maßhaltigkeit und der Kostenkontrolle angeht, verfügen wir über quantifizierte Beweise. Bei OEM-Metallstanzdienstleistungen für Anwendungen in der Automobilelektronik haben wir durch die Optimierung des Stanzdesigns die Materialausnutzung von 62 % auf 83 % verbessert, 32 US-Dollar an Stückkosten und über eine Million US-Dollar an Kosten pro Jahr eingespart . Für medizinische OEM-Anwendungen haben wir eine Ebenheit von 0,03 mm und eine Ausschussrate von 0,15 % erreicht und sind nach ISO 13485 zertifiziert.
Unsere Stärke liegt darin, dass wir von Anfang an in die Metallstanzkonstruktion eingebunden sind und so das mit der Massenfertigung verbundene Risiko vermeiden. Pro Stamping Engineering verfügt über Erfahrung im Bearbeiten zerbrechlicher und schwer zu bearbeitender Materialien (hochfester Stahl, Titanlegierungen usw.). ISO 14644-1 Reinraumanforderungen der Klasse 8 zur Sicherstellung der Produktkonsistenz.
Wir bieten flexible Lösungen von Kleinserien-Prototypen bis hin zur Massenproduktion in großem Maßstab und bringen dringende Bedürfnisse mit langfristiger Kostenoptimierung in Einklang. Wenn Sie mit Kosten-, Präzisions- oder Massenproduktionsproblemen bei OEM-Präzisionsteilen zu kämpfen haben , kontaktieren Sie unsere technischen Ingenieure für eine kostenlose DFM-Bewertung und schalten Sie maßgeschneiderte Metallstanzlösungen frei.

Warum ist die DFM-Überprüfung im Metallstanzdesign der Schlüssel zur Kontrolle der Teilekosten?
Die DFM-Überprüfung in der Entwurfsphase des Metallstanzens ist für die Kostenkontrolle von entscheidender Bedeutung. Kleine Änderungen in der frühen Entwurfsphase könnten in der Massenproduktion verdoppelt oder verdreifacht werden , wodurch nur Material verschwendet und die Ausschussrate erhöht wird. Zu viele OEM-Hersteller geraten in eine Kostenkontrollspirale, weil sie diesen Schritt ignorieren.
FLD-Analyse: Umformrisiken im Vorfeld verhindern
Beauftragen Sie einen Fachmann mit der FLD-Analyse, um das Risiko einer Materialverdünnung und eines Bruchs beim Stanzen vorherzusagen, das Metallstanzdesign zu verbessern und den Defekt vor dem Öffnen der Form zu beheben und Nacharbeiten zu vermeiden . Nur für hochfestes Stahlstanzen , wird die Ausschussrate des Bruchs um 80 % gesenkt.
Wissenschaftliches Layoutdesign: Materialverschwendung reduzieren
Das Layoutdesign beeinflusst die Art und Weise, wie das Material verwendet wird. Das Layoutdesign unseres optimierten Metallstanzdesigns im Vergleich zu herkömmlichen Laserschneidservice könnte in der Massenproduktion über 30 % des Abfallmaterials einsparen. In Verbindung mit den Daten in der Tabelle werden die Ausschusskosten maximal minimiert .
| Prozesstyp | Materialnutzung | Materialkosten pro Einheit (USD) | Jährliche Abfallkosten (1 Million Einheiten) |
| Traditioneller Laserschneidservice | 65 % | 2.8 | 980.000 |
| Optimiertes Design-Layout für Metallprägungen | 82 % | 2.1 | 210.000 |
| Branchenübliches Stempellayout | 73 % | 2.5 | 625.000 |
| Optimiertes Layout für LS-Fertigung | 85 % | 2,0 | 150.000 |
Vorläufige Daten zeigen, dass allein unser wissenschaftliches Betriebskonzept die Materialausnutzung von 65 % auf 85 % verbessern, die Materialkosten pro Volumeneinheit von 0,8 US-Dollar senken und die jährlichen Kosten um 730.000 US-Dollar für die Produktivität von 1 Million Einheiten senken kann.
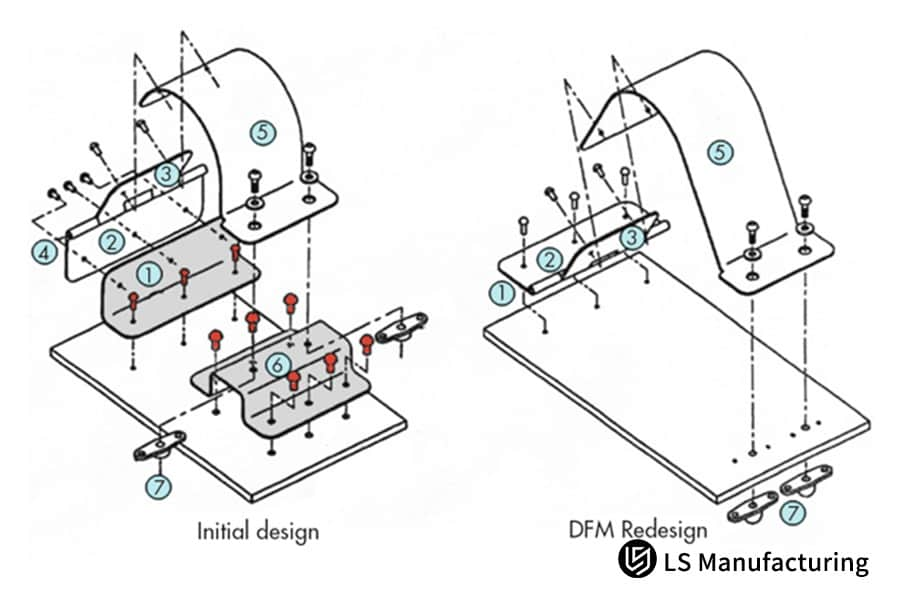
Abbildung 1: 3D-Modell zum Vergleich eines Stanzteils vor und nach der DFM-Optimierung.
Wie nutzt man die Finite-Elemente-Analyse zur Lösung der Rückfederungsgenauigkeit in der Präzisionsstanztechnik?
Materialien, die sich nicht leicht bearbeiten lassen, z. B. Titanlegierungen oder Hartaluminium m-Legierungen neigen zur Rückfederung Präzisionsstanztechnik für Metall Dies führt zu einer unzureichenden Maßgenauigkeit. Dies ist nicht ideal, wenn Teile zur Korrektur nachbearbeitet werden müssen.
Dreidimensionale Kompensationstechnik (Overbend): Bekämpfung der Materialrückfederung
Die dreidimensionale Kompensationstechnologie wird verwendet, um die Rückfederung im Voraus vorherzusagen, und die umgekehrte Kompensation wird während des Designprozesses der Form implementiert, wodurch das Problem des Zusammenbruchs grundlegend gelöst wird.
Je nach Material werden unterschiedliche Kompensationsparameter definiert:
- Spezifizierte hochfeste Aluminiumlegierung (6061-T6): R/t=1,5, wenn der Korrekturwert 0,8–1,2 beträgt, also der Winkel nach der Rückfederungsabweichung 0,1° beträgt.
- Titanlegierung: Ti-6AL-4V. Der Biegeradius R/t beträgt R/t=2,0, der Kompensationsbetrag beträgt 1,5 Grad bis 2,0 Grad, die Maßkontrolle R liegt innerhalb von 0,02 mm.
Mehrstationige progressive Matrize: Verbesserung von Präzision und Stabilität
Das Mehrstationen-Stanzwerkzeug ist eine Art hochpräzises Stanzwerkzeug. Es kann mehrere Prozesse pro Hub ausführen , wodurch Handhabungsfaktoren minimiert werden und eine enge Toleranzkontrolle von 0,02 mm gewährleistet wird . Im Vergleich zum Laserschneiden verursacht dieser Prozess keine Wärmeeinflusszone, wodurch die Mikrostrukturinstabilität des Materials minimiert wird, und ist daher ideal für die Fertigung High-End-Präzisionsteile .
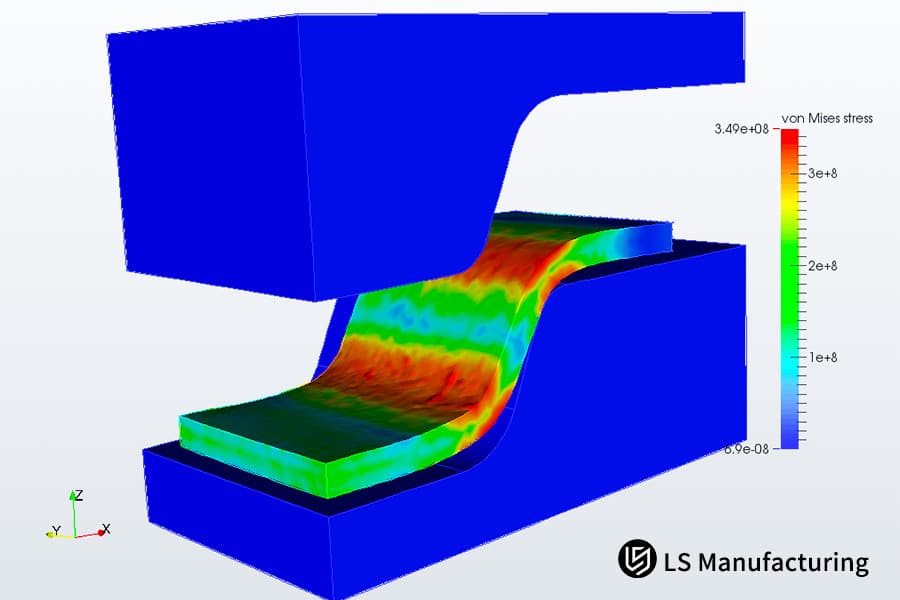
Abbildung 2: 3D-FEA-Simulation, die die Spannungsverteilung an einem Teil während des Stanzens zeigt.
Wie kann ein OEM-Metallstanzservice mit Formsensoren eine fehlerfreie Massenproduktion erreichen?
Für High-End-OEM-Kunden ist eine fehlerfreie Massenproduktion unerlässlich. Herkömmliche manuelle Probenentnahme bietet keine schnelle Reaktion oder hohe Fehlerquote und ist daher nicht für Hochgeschwindigkeitsprägungen mit 500 SPM geeignet. Hohe Qualität OEM-Metallstanzservice wird Formsensoren integrieren, um eine Echtzeitüberwachung zu erreichen und Fehlerlecks zu verhindern.
Industrie 4.0 Echtzeit-Überwachungssystem: Anomalien präzise erkennen
In der kontinuierlichen Matrize sind Druck- und Wegsensoren installiert, um eine Echtzeitüberwachung der Schließhöhe und der Druckkurve von 500 SPM zu ermöglichen Hochgeschwindigkeitsprägen . Zuerst werden Anomalien erkannt, dann wird ein Alarm ausgelöst, der die Maschine abschaltet und so Chargenfehler vermeidet. Detaillierte Vergleichsdaten entnehmen Sie bitte der Tabelle.
| Überwachungsmethode | Rate verpasster Inspektionen | Ansprechzeit | Tägliche Überwachungskosten (USD) | Anwendbare Stempelgeschwindigkeit |
| Manuelle Stichprobenkontrolle (50 Stück pro Stunde) | 8,3 % | ≥10 Minuten | 120 | ≤200 SPM |
| Automatisierte Sensorüberwachung | 0,05 % | ≤0,1 Sekunden | 45 | ≤600 SPM |
Flexible Anpassung: Qualitätsbalance zwischen Klein- und Großserienfertigung
Für die Kleinserien-Prototypenherstellung wurde der Laserschneidservice zum Beschneiden eingeführt, um die Investitionen in Formen zu reduzieren, während die Massenproduktion in großen Chargen durch Sensorüberwachung und das etablierte Qualitätskontrollsystem auf Merkmale wie Produktkonformität und Null-Fehler-Massenproduktion ausgelegt ist.
Durch die automatisierte Überwachung kann die Rate verpasster Inspektionen reduziert, Arbeitskosten eingespart und die Konsistenz der Massenproduktion sichergestellt werden . Informationen darüber, wie Ihr Produkt an eine Sensorüberwachungslösung angepasst werden kann, finden Sie unter Bitte kontaktieren Sie uns für kostenlose technische Beratung und maßgeschneiderte Lösungen zur Qualitätskontrolle.
Wie gleicht Stamping Engineering Service Schmierung und Oberflächenrauheit beim Tiefziehen aus?
Das Tiefziehen ist der Hauptherstellungsprozess komplexer Präzisionsbauteile. In Stanztechnik-Service Wir sollten das beste Gleichgewicht zwischen Schmierfähigkeit und Oberflächenrauheit finden. Eine unzureichende Schmierung führt leicht zu Schäden, eine übermäßige Schmierung beeinträchtigt den nächsten Prozess und verursacht höhere Kosten.
Parameter des Tiefziehprozesses: Steuerung der Ausdünnungsrate der Seitenwände
- Der Tiefziehverhältniskoeffizient (m-Wert) wird nach der Formel m = D/d berechnet (wobei D der Rohlingsdurchmesser und d der Durchmesser des gezogenen Teils ist). Der Parameter dient als Hauptfaktor, der bestimmt, wie schwierig die Zeichenarbeit sein wird.
- Der Ziehprozess wird schwieriger, wenn der m-Wert sinkt, da dies zu einer stärkeren Seitenwandverdünnung führt . Die Anforderungen an die Materialeigenschaften, die zu diesem Zweck eingestellt werden sollten, sollten im Bereich von 0,55 bis 0,75 gehalten werden.
- Der m-Wert muss für verschiedene Materialien angepasst werden: Der m-Wert für hochfesten Stahl liegt zwischen 0,65 und 0,75, während der m-Wert für gewöhnlichen Kohlenstoffstahl nur 0,55 bis 0,65 betragen kann.
- Der Prozess verwendet mehrere Streckdurchgänge, um den m-Wert zu verringern und gleichzeitig die Seitenwandverdünnung bei 8 % aufrechtzuerhalten, um Teilebrüche zu vermeiden.
Umweltfreundliches Hochdruckschmiermittel: Ausgleich zwischen Schmierung und Oberflächenqualität
Wir wählen geeignete umweltfreundliche Hochdruckschmierstoffe basierend auf den Beschichtungsanforderungen des Teils aus und achten dabei auf Schmierwirkung und Oberflächenqualität. Das Teil erreicht einen Ra-Wert, der unter 0,8 bleibt glattere Prägekanten Was der Laserschneiddienst produziert, führt dies zu einer Verkürzung der Schleif- und Lieferzeit um 30 %.
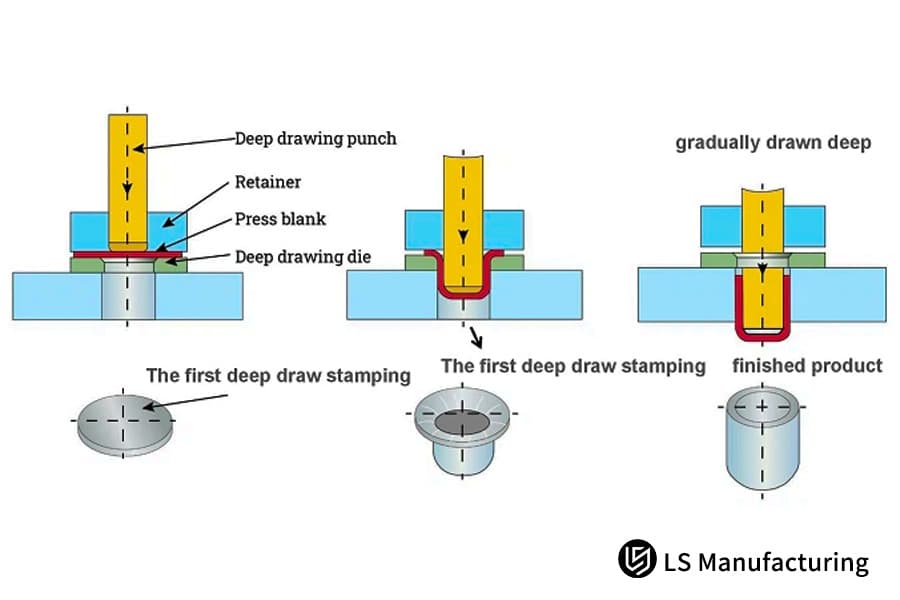
Abbildung 3: Diagramm, das die Schritte des Tiefzieh-Stanzprozesses zur Bildung eines zylindrischen Teils zeigt.
Warum muss die Optimierung des Stanzdesigns die Auswirkungen von Formmaterial und Wärmebehandlung berücksichtigen?
Optimierung des Stanzdesigns In der Anfangsphase sollten Teiledesign, Formmaterialien und Wärmebehandlungsprozesse ernsthaft berücksichtigt werden. Darüber hinaus hat die Lebensdauer einer Form einen großen Einfluss auf die Teilekosten und die Qualität. Viele OEMs tragen zu höheren Stückkosten bei, indem sie die Optimierung der Form ignorieren.
Auswahl des Formmaterials: Anpassung an unterschiedliche Stanzanforderungen
- DC53-Formstahl: Er bietet durch seine Härte von HRC62–64 die Möglichkeit, hochfesten Stahl zu stanzen, was einen hervorragenden Schutz gegen Verschleiß und Stöße ermöglicht.
- SKD11 Matrizenstahl: Das Material bietet eine wirtschaftliche Lösung für Edelstahlprägung Probleme, indem Materialablösungen und Gratbildung während des Stanzvorgangs verhindert werden .
- Hartmetall-Matrizenstahl: Das Material ermöglicht hochpräzise Stanzarbeiten durch seine drei- bis fünfmal längere Lebensdauer im Vergleich zu Standard-Matrizenstahl.
Durch die Abstimmung des Matrizenstahls auf die Härte des Stempelmaterial und die Stanzgeschwindigkeit, die Lebensdauer der Matrize sowie die Teilegenauigkeit erfahren erhebliche Verbesserungen .
Exklusive Oberflächenbehandlungstechnologie: Verlängerung der Werkzeuglebensdauer
Wir verfügen über exklusive Technologien zur Oberflächenbehandlung der Matrizen wie PVD-Beschichtung und TD-Behandlung, die die beim Stanzen von Edelstahl häufig auftretenden Materialablösungs- und Gratprobleme lösen und gleichzeitig die Zeit zwischen erforderlichen Matrizenwartungen verlängern. Die Tabelle stellt quantitative Daten dar, die Optimierungsergebnisse vor und nach dem Prozess zeigen.
| Formtyp | Oberflächenbehandlung | Wartungszyklus (Stempel) | Amortisierte Kosten pro Einheit (USD) |
| Standardform (SKD11) | Keine Oberflächenbehandlung | 200.000 Zyklen | 0,35 |
| Optimierte Form (SKD11) | PVD-Beschichtung | 1.000.000 Zyklen | 0,08 |
| Standardform (DC53) | Keine Oberflächenbehandlung | 300.000 Zyklen | 0,28 |
| Optimierte Form (DC53) | TD-Behandlung | 1.200.000 Zyklen | 0,07 |
Anhand der Daten können wir sehen, dass sich der Werkzeugwartungszyklus nach der Optimierung von 200.000 auf über 1.000.000 Zyklen erhöht und die amortisierten Kosten pro Werkzeugeinheit auf 77 % sinken. Die Auswahl eines RD-aktiven Lieferanten ist notwendig, um die Teileproduktionskosten grundlegend zu senken.
Durch die Optimierung der Formen können Wartungskosten und Stückkosten gesenkt und die Stabilität der Massenproduktion verbessert werden. Für eine kostenlose Berechnung der Kosteneinsparungen bei der Formoptimierung kontaktieren Sie uns bitte für eine maßgeschneiderte Lösung zur Optimierung des Stanzdesigns.
Wie bewertet man das Prozesslayout im Präzisions-OEM-Stanzservice für Endlosstanzen?
Die Effizienz von Stanzvorgängen und ihre Genauigkeit hängen davon ab, wie integrierte Folgeverbundwerkzeuge mit mehreren Funktionen und 30 oder mehr Stationen funktionieren, wobei dieser Aspekt als primärer Bewertungsstandard dient Präzisions-OEM-Stanzservice . Die Umsetzung geeigneter Layout-Designs führt zu erheblichen betrieblichen Verbesserungen, die gleichzeitig die Kosten senken.
Streifenlayout-Strategie: Erreichen einer hocheffizienten Integration
- Erste Planung: Die Teilespezifikationen, die mehrere Löcher und Biegungen erfordern, müssen ihre jeweilige Reihenfolge beim Stanzen und Bördeln sowie beim Gewindeschneiden und Nieten festlegen.
- Stationslayout: Das Folgeverbundsystem wird 32 Prozesse durchlaufen, nachdem das Team ein Layout entwickelt hat, das optimale Stationsabstände erreicht und gleichzeitig Handhabungsfehler minimiert.
- Präzisionskontrolle: Das System erfordert Positionierungsstifte an jeder Station, um die Genauigkeit der Prozessverbindung aufrechtzuerhalten, wodurch eine Fehlausrichtung mehrerer Löcher verhindert wird Biegewinkelabweichungen .
- Effizienzsteigerung: Der integrierte Modus „One-Piece-One-Out“ ermöglicht es, alle Prozesse in einem einzigen Arbeitsgang abzuschließen, was zu einer erheblichen Verkürzung der Verarbeitungsdauer führt.
Effizienzvergleich: Stanz- und Laserschneidservice
Der Stanzprozess liefert eine Leistung, die die Leistung des Laserschneidens um mehr als das 15-fache pro Stunde übertrifft. Das Beispiel eines Präzisionsstents mit mehreren Löchern zeigt, dass durch die Laserbearbeitung eine tägliche Produktion von 800 Stück erreicht wird, die in unserer Zeit jeweils 12 US-Dollar kosten kontinuierlicher Prägeprozess produziert täglich 12.000 Stück zu einem Preis von 5,8 US-Dollar pro Stück, was zu einer höheren Kapitalrendite führt.

Abbildung 4: Prägemaschine mit mehreren Köpfen, die ein Metallband in einer kontinuierlichen Stanzanordnung verarbeitet.
LS Manufacturing-Fertigungsfall: Hoher Schwierigkeitsgrad bei der individuellen Anpassung der Präzisions-Abschirmabdeckung aus 316L-Edelstahl in medizinischer Qualität
Anspruchsvolle Präzisionsschilde aus medizinischem Edelstahl 316L decken die weltweite Herstellung medizinischer Geräte nach Maß ab Metallprägelösung zur Massenproduktion. Solche Präzisionsschilde aus Edelstahl 316L in medizinischer Qualität erfordern extrem enge Toleranzen und Oberflächenqualität, und es können Probleme mit Rissen und schlechter Ebenheit auftreten.
Kundenherausforderungen
Hersteller eines bekannten medizinisches Gerät testete gerade die Neuentwicklung einer Herzschrittmacher-Abschirmhülle, als sie eine Rissrate von 15 % im Radius und eine Ebenheit von <0,05 mm feststellten. Herkömmliche Laserschneiddienste zur Herstellung des Bauteils haben die Prüfung aufgrund thermischer Verformung nicht bestanden.
LS-Fertigungslösungen
- Optimierung des Formmaterials: Die Kombination aus DC53-Formstahl und PVD-Beschichtung sorgt für eine Formlebensdauer von über 1 Million Betriebszyklen .
- Sensorintegration: Die Installation von Druck- und Wegsensoren in kontinuierlichen Matrizen ermöglicht die kontinuierliche Verfolgung ungewöhnlicher Entwicklungen während des Stanzvorgangs.
- Prototypenüberprüfung: Der Laserschneidservice ermöglicht eine schnelle Prototypenentwicklung , die nur zwei Wochen dauert, um die Prototypenprüfung und Prozessoptimierung abzuschließen.
- Präzisionskontrolle: Das System erreicht eine Ebenheitskontrolle von 0,05 mm durch die Kombination eines hydraulischen elastischen Kantenspannsystems und einer Servopresse.
Ergebnisse und Wert
Das Unternehmen erreichte eine Ausschussquote von unter 0,2 % und reduzierte gleichzeitig die Verarbeitungskosten für Einzelstücke um 45 %, was es ihm ermöglichte, das ISO 13485-Audit erfolgreich abzuschließen . Der Kunde schloss einen Dreijahresvertrag für die Produktlieferung ab.
Für detaillierte technische Parameter dieser Fallstudie kontaktieren Sie uns bitte, um ein Fallhandbuch zu erhalten. Durch die Einreichung von 3D-Zeichnungen haben Sie Anspruch auf eine kostenlose DFM-Bewertung. Wir können maßgeschneiderte Lösungen für verschiedene hochkomplexe Präzisionsteile in medizinischer Qualität anbieten.

Wie beschleunigt Design for Stamping die Entwicklung von Prototypen zur Massenproduktion?
Der Sektor der Erstausrüster im Technologiebereich nutzt die Zeit bis zur Markteinführung als Hauptfaktor, der seine Wettbewerbsfähigkeit bestimmt. Das „Design für Stanzherstellung „Das Konzept ermöglicht einen schnellen Übergang vom Prototyp zur Massenproduktion, was die Forschungs- und Entwicklungszeit verkürzt und gleichzeitig Unternehmen hilft, Marktchancen zu nutzen.
Rapid Tooling: Einen reibungslosen Übergang vom Prototyp zur Massenproduktion erreichen
- Zeitpunkt der Intervention: Das Expertenteam „Design for Stamping Manufacturing“ beginnt seine Arbeit in der Konzeptzeichnungsphase, die umfassende Designunterstützung für die Fertigung bietet.
- Paralleles Werkzeugdesign: Der Designprozess für Rapid Tooling und Massenproduktionswerkzeuge erfolgt gleichzeitig, sodass keine weiteren Änderungen erforderlich sind, nachdem Tests ihre Wirksamkeit bestätigt haben.
- Überprüfung der ersten Muster: Das Unternehmen nutzt seinen Laserschneidservice, um schnelle Muster zu erstellen, die es ihm ermöglichen, die Richtigkeit des Designs zu überprüfen und notwendige Designänderungen vorzunehmen.
- Parameter-Debugging: Das System führt ein Debugging von Prozessparametern durch, was einen schnellen Übergang zur Serienproduktion ermöglicht.
Concurrent Engineering-Modus: Verbesserung der F&E-Effizienz
Unsere Organisation implementiert Simultaneous Engineering, weil es uns ermöglicht, Erstmusterverifizierungen und Werkzeugdesignarbeiten zusammen mit Prozess-Debugging-Aktivitäten durchzuführen, was zu einer Reduzierung der Produktentwicklungszeit um 40 % führt und Kunden einen schnelleren Markteintritt ermöglicht.
FAQs
F1: Bieten Sie einen Moldflow-Analyseservice für Ihre Metallstanzteile an?
Ja, wir liefern vor dem normalen Öffnen der Form einen vollständigen CAE-Simulationsanalysebericht, um das Risiko einer Materialverdünnung und -rissbildung im Voraus vorherzusagen, das erste Metallstanzdesign zu optimieren und Nacharbeiten zu einem späteren Zeitpunkt zu vermeiden.
F2: Wie wurde die Qualität des Materials über verschiedene Chargen der Präzisions-Metallstanztechnik hinweg aufrechterhalten?
Dabei führen wir strenge Härte- und Korngrößenprüfungen des eingehenden Materials sowie Stichprobentests an jeder Materialcharge durch und optimieren online die Druckparameter der Servopresse als Reaktion auf die tatsächliche Streckgrenze der Charge.
F3: Gibt es eine Mindestbestellmenge für Ihre OEM-Metallprägung?
Wir haben keine strengen Mindestbestellmengenanforderungen, können aber flexible Lösungen anbieten, die von Pilotversuchen mit Tausenden von Stücken bis hin zur Massenproduktion von Millionen von Stücken reichen. Kleinserienteile können mit Laserschneiddiensten kombiniert werden, um Kunden dabei zu helfen, Formkosten zu sparen. Laden Sie Zeichnungen hoch, um Angebote zu erhalten und genießen Sie individuelle Dienstleistungen.
Q4. Wie kontrolliert der Stamping Engineering-Service das Teilegewicht?
Durch die Verwendung von Stahl mit hoher Streckgrenze für Teile und durch den Einsatz lokal verstärkter Rippen erreichen wir eine Gewichtseinsparung von mehr als 15 % bei gleichzeitiger Beibehaltung der Festigkeit des Teils. Dies führt auch zu einer Reduzierung der Material- und Transportkosten (Wettbewerbsfähigkeit des Produkts).
F5: Ist die Optimierung des Stanzdesigns durch den LS-Herstellungsprozess in der Lage, komplexe Geometrien zu formen?
Ja, wir beherrschen das mehrstufige Tiefziehen und komplizierte Seitenstanzstrukturen sehr gut, da in der normalen Fertigung mehr integrierte Bearbeitung erforderlich ist. Eine integrierte Formgebung kann durch Optimierung des Formendesigns realisiert werden.
F6. Wie hoch ist die allgemeine Lebensdauer von Formen beim Präzisions-OEM-Stanzservice?
Unsere Standard-Hartmetallformen können je nach Material 5 bis 10 Millionen Prägezyklen durchlaufen, bevor ein Nachpolieren erforderlich ist. Wir bieten auch die Wartung der Hartmetallformen über den gesamten Lebenszyklus an, was die Zeitspanne zwischen den Austauschkosten erhöht.
F7: Wie werden Kantengrate an Teilen vom Custom Metal Stamping Design Service behandelt?
Da der Formabstand (im Allgemeinen 5–10 % der Breite der Platte) streng kontrolliert wird, beträgt der Anteil der Satinstreifen der Stanzteile durch das Schleifen im Mikrometerbereich mehr als 60 % und löst das Problem des resultierenden Kantengrats im kürzeren Nachschliff.
F8: Wie wirkt sich das Stanzen im Gegensatz zum Laserschneiden auf Genauigkeit und Stabilität aus?
Das Stanzen ist ein physikalischer Kaltumformprozess, der die durch die Laserbearbeitung verursachte Wärmeeinflusszone (HAZ) entfernt. Dadurch werden Veränderungen der metallografischen Struktur vermieden, die folglich stabilere geometrische Toleranzen und metallografische Struktur sowie eine bessere Präzisionskonsistenz aufweisen.
Zusammenfassung
Präzisionsmetallstanzen ist in erster Linie eine Kombination aus allgemeiner Designoptimierung beim Stanzen in Kombination mit einem multidisziplinären Ansatz. Präzisionsmetallstanzen konzentriert sich auf Kostensenkung, Effizienz und Qualitätsverbesserung für OEM-Kunden.
Sind Sie bereit, Ihre Präzisions-OEM-Teile zu optimieren? Ganz gleich, ob Sie sich in der Prototypenentwicklungsphase eines neuen Produkts befinden oder nach einer Produktionslösung suchen, die Kosten senken und die Effizienz steigern kann, das technische Expertenteam von LS Manufacturing steht Ihnen zur Seite.
- Klicken Sie hier: [ Laden Sie Ihre 3D-Zeichnungen zur kostenlosen DFM-Bewertung hoch ]
- Kontaktieren Sie uns: Rufen Sie unsere technische Hotline an, um eine zu erhalten Maßgeschneiderter Designservice für Metallprägungen Zitat.
- Komparativer Vorteil: Fordern Sie unseren „Stanz- vs. Laserschneidservice: Wirtschaftsanalysebericht zur Großserienproduktion“ an.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


