
Präzises Metallstanzen vs. CNC-Bearbeitungsservice stellt ein teures Problem der Präzision gegenüber den Stückkosten für die Beschaffung dar, wenn das jährliche Volumen stark zwischen 5.000 und 500.000 Einheiten pro Jahr schwankt, was zu mehr als 30 Prozent Aufschlägen oder Zeitverzögerungen führt. Das Hauptproblem besteht darin, nur Losgrößen und nichts anderes zu verwenden und dabei Materialausnutzungsverhältnisse , Toleranzgrenzen aufgrund der geometrischen Form und Kosten für die Sekundärbearbeitung außer Acht zu lassen.
Basierend auf jahrzehntelangen Daten, die von LS Manufacturing gesammelt wurden , vergleicht unsere Studie im Detail die grundlegenden Unterschiede bei der Einhaltung von Toleranzen, der anfänglichen Amortisation der Form und der Erhaltung physikalischer Materialeigenschaften. Darüber hinaus stellen wir eine Prozessauswahlmatrix zur Verfügung, anhand derer wir darlegen können, was wir tun können: eine eindeutige Kostengrenze festlegen, die es Ihnen ermöglicht, Ihren Return on Investment bereits zu Beginn des Projekts zu kennen.

Präzises Metallstanzen vs. CNC-Bearbeitung: Eine Auswahlhilfe
| Schlüsselfaktor | Metallstanzen | CNC-Bearbeitung |
| Produktionsvolumen | Geringere Stückkosten bei großen Produktionsmengen ( Tausende bis Millionen ). | Minimierung der Stückkosten bei kleineren Produktionsstückzahlen ( Prototypen bis Tausende ). |
| Teilegeometrie | Geeignet für einfache 2D-/3D-Geometrie , flache Features und Blechkomponenten. | Ideal für komplexere 3D-Geometrien , tiefe Taschen und prismatische Volumenkörper, die aus Blockmaterial gefertigt werden. |
| Einrichtungs- und Werkzeugkosten | Höhere Vorab-Werkzeugkosten, aber sehr niedrige Stückkosten pro Stück. | Geringere oder keine Werkzeugkosten, aber höhere Bearbeitungskosten pro Teil. |
| Materielle Form | Erfordert Blechstanzen oder ausziehen. | Erfordert festes Material in Blockform. |
| Unser Beratungsprozess | Wir empfehlen das Stanzen für die Massenproduktion von geformten Blechteilen. | Wir empfehlen die Bearbeitung komplexer Teile, kleinerer Volumina und enger Toleranzen aus massivem Blockmaterial. |
| Ergebnis: Optimierte Stückkosten | Erzielt die wirtschaftlichsten Stückkosten für geeignete Designs bei großvolumigen Anwendungen. | Bietet das beste Preis-Leistungs-Verhältnis für komplizierte Designs und kleinere Losgrößen. |
Lassen Sie sich von uns entscheiden, welche Option für Ihre kundenspezifischen Komponenten am besten geeignet ist – Metallstanzen vs. CNC-Bearbeitung . Bei unserer Bewertung berücksichtigen wir das Produktionsvolumen, die Geometrie der Teile und die Kosten, um Ihnen die bestmögliche Empfehlung zu geben. Dies garantiert Ihnen, dass Sie die effektivste Herstellungsmethode erhalten, die Ihren Anforderungen entspricht.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Unter den zahlreichen Analysen, die versuchen, Präzisionsstanzen von Metall mit CNC-Bearbeitung zu vergleichen, gibt es eine Analyse, die besondere Aufmerksamkeit verdient, da sie von echten Fachleuten und nicht von Theoretikern erstellt wurde. Jeden Tag kämpft unsere Fertigung mit schwierigen Materialien und knappen Fristen. In einer solchen Situation ist es unerlässlich, den richtigen Prozess zu verwenden, da andernfalls die Integrität des Teils und das Kostenmanagement gefährdet werden.
Durch die Erfahrung mit schwierigen Projekten im Zusammenhang mit Luft- und Raumfahrthalterungen und medizinischen Gehäusen konnten wir erkennen, an welchem Punkt das Stanzen aufgrund des Volumens äußerst effizient ist oder wo eine CNC-Bearbeitung für komplizierte Formen erforderlich wird. Auf diese Weise stellen wir Ihnen ein effektives Framework zur Verfügung, das einfach und ohne unnötige Versuche und Irrtümer implementiert werden kann.
Unsere Erfahrungen sowohl aus erfolgreichen als auch aus gescheiterten Projekten geben uns eine einzigartige Perspektive auf die Auswahl der richtigen Herstellungsprozesse, wie z. B. Werkzeuge für Edelstahl und Vorschubeinstellungen für Metalllegierungen. Wir stützen uns auf Best Practices der Branche und beziehen die daraus gewonnenen Erkenntnisse mit ein Verband der Roboterindustrie Richtlinien für Automatisierung und Additive Fertigung (AM) -Prinzipien, um zu verstehen, wie sie sich auf die traditionelle Fertigung beziehen.

Abbildung 1: Das Diagramm Metallstanzen vs. CNC-Bearbeitung zeigt CNC-Schneidformen aus gehärtetem Stahl für die Spritzgussindustrie.
Warum ist das Jahresvolumen der entscheidende Faktor für die Wahl eines Metallstanzdienstes gegenüber einer CNC-Bearbeitung?
Bei der Produktion von Komponenten in großen Stückzahlen betragen die anfänglichen Werkzeugkosten Metallstanzservice wird stark kompensiert und erweist sich daher als viel kostengünstiger als die Kosten für den CNC-Bearbeitungsservice pro Stück. Im Folgenden wird versucht, diese Prozessauswahlentscheidung anhand des CV-Kurven-Ansatzes von LS Manufacturing aufzuschlüsseln, der eine konkrete Methodik der Prozessauswahl demonstriert. Im Folgenden erhalten Sie einen Einblick in den technischen Prozess, der zur Schlussfolgerung führt:
Dekonstruktion des Kosten-Volumen-Crossovers (CV) mit quantifizierbarer Präzision
Die Kostenanalyse erfolgt durch einen direkten Vergleich zwischen den Kosten für feste Werkzeuge und den Kosten für variable Bearbeitungszeiten. Für ein Teil aus 2,0 mm dickem Edelstahl zeigt die Studie, dass es bei etwa 15.000 Teilen einen unverkennbaren Schnittpunkt gibt. Danach werden die Kosten für die Großserienfertigung mittels Stanzen deutlich sinken, da die Fixkosten für die Herstellung des Präzisions-Metallstanzwerkzeugs vollständig gedeckt sind.
Vorantreibende Fertigungsstrategie durch proaktives DFM-Engagement
Bereits in der Entwurfsphase werden die optimalen wirtschaftlichen Rahmenbedingungen festgelegt. Wir führen eine Herstellbarkeitsanalyse Ihres Designs durch, die ein optimales Design liefert, das hinsichtlich der geometrischen Gestaltung für die Massenproduktion geeignet ist. Dies gewährleistet den idealen Ausgangspunkt für kundenspezifische Metallstanzteile was kostengünstige kundenspezifische Teile in großem Maßstab gewährleistet.
Systemweite Optimierung über die Stückkostenberechnung hinaus
Der taktische Nutzen geht über das bloße hinaus Kostenvergleich für CNC-Metallstanzen Verfahren. Wir entwickeln das komplette System und kombinieren den Metallstanzherstellungsprozess mit der Inline-Automatisierung. Dies führt nicht nur zu günstigeren Kosten, sondern auch zu besserer Qualität und Produktivität, was die wirtschaftlichen Argumente für die Massenfertigung stärker macht.
Dieser Bericht bietet ein deterministisches Prozessauswahlmodell, das wirtschaftliche Crossover- und Design-for-Manufacturing-Prinzipien berücksichtigt, die umgesetzt werden können. Beweisen Sie den Stanzkostenvorteil für Ihre Serienproduktion. Teilen Sie Ihr Teiledesign und die Jahresmenge mit, um eine maßgeschneiderte CV-Analyse und ein formelles Angebot zu erhalten.
Wie können hochpräzise Stanzdienste eine Toleranz von 0,02 mm für komplexe geometrische Komponenten einhalten?
Erreichen einer Toleranz von ±0,02 mm Zoll hochpräzise Stanzdienstleistungen Denn das Stanzen komplexer Geometrien widerspricht der Annahme, dass hohe Präzision die einzige Domäne der maschinellen Bearbeitung sei. In diesem Artikel wird die Systemintegration von Werkzeugtechnik und Echtzeit-Prozesssteuerung beschrieben, die erforderlich ist, um dies bei mehr als 200 Hüben pro Minute zu erreichen. Die Lösung liegt nicht in einem einzelnen Element, sondern in einer harmonisierten Technologiehierarchie:
Grundlegende Stabilität: Stanztechnik für Wiederholgenauigkeit im Mikrometerbereich
- Kernstrategie: Verwenden Sie für eine lange Lebensdauer eine solide, gehärtete Matrize mit Präzisions-Metallstanzwerkzeugen aus Wolframkarbid.
- Umsetzung: Fügen Sie eine Führung durch Führungsstifte und Passbolzen hinzu Design der Metallstanzform um seitliche Bewegungen zu verhindern und präzise Schläge zu gewährleisten.
In-Prozess-Kontrolle: Echtzeitkompensation für dynamische Variablen
- Kernstrategie: Installieren Sie Druck- und Schallemissionssensoren in der Form, um die beim Formen ausgeübte Kraft zu messen .
- Umsetzung: Die Steuerung des Metallstanzprozesses Das System erkennt selbst geringfügige Abweichungen und passt die Presse automatisch entsprechend an, um eventuelle Material- oder Werkzeugänderungen zu berücksichtigen.
Systemsynchronisierung: Integration von Presse, Vorschub und Matrize als eine Einheit
- Kernstrategie: Betrachten Sie die Presse, das Servovorschubsystem und die Matrize zusammen als ein fein abgestimmtes digitales System.
- Umsetzung: Eine geschlossene Koordination zwischen dem präzisen Servovorschub und dem Pressenzyklus gewährleistet ein perfektes Timing und eine perfekte Streifenpositionierung und sorgt so für konsistente Toleranzen der progressiven Matrize .
Dieser Ansatz geht über das Stanzen in einer sensorbasierten Fertigungszelle mit geschlossenem Kreislauf hinaus. Das Präzisionsproblem wird mithilfe einer mehrstufigen Methode gelöst, die mit perfekt gefertigten und stabilen Werkzeugen beginnt, Prozessvariablen in Echtzeit ausgleicht und alle Komponenten im System perfekt synchronisiert. Dieser Bericht präsentiert das technische Fachwissen, das erforderlich ist, um Ergebnisse in Bearbeitungsqualität zu erzielen Hochgeschwindigkeits-Metallstanzen .

Abbildung 2: Das Diagramm „Metallstanzen vs. CNC-Bearbeitung“ zeigt das Stanzen von Messinganschlüssen mit Löchern für Steckverbinder.
Welches Verfahren bietet eine bessere Materialausnutzung für teure Titan- oder Nickellegierungen in medizinischer Qualität?
Bei hochwertigen Legierungskomponenten, die in medizinischen Geräten und Teilen der Luftfahrtindustrie wie Titan- und Inconel-Teilen verwendet werden, ist die Optimierung der Materialnutzungseffizienz ein entscheidender Faktor, um die Kosten niedrig zu halten. Die Wahl eines Prozesstyps gegenüber einem anderen hat enorme Auswirkungen auf die Rohstoffkosten. In diesem Artikel wird eine numerische Darstellung des Präzisionsstanzens von Metall im Vergleich zu CNC-Bearbeitungsservice Vergleich.
| Aspekt | CNC-Bearbeitung (subtraktiv). | Präziser Metallstanzservice (formativ). |
| Prozessprinzip | Das Entfernen von Material aus einem massiven Knüppel führt zu einer großen Menge Abfall. | Durch die optimierte Verschachtelung entsteht bei der Materialumformung aus Rohlingen wenig Abfall. |
| Typische Ausschussrate | Etwa 60–80 % des Knüppels fallen als Späne und Abfall an. | Ausschussanteile von nur 15 % können mit erreicht werden Metallstanzdesigns für medizinische Geräte . |
| Beispiel für Kostenauswirkungen | Bei Ti-6Al-4V-Implantaten gehen mehr als 60 % der Materialkosten verloren und werden somit zum Hauptkostentreiber. | Fortschritte in Optimierung der Verschachtelung von Metallprägungen kann eine Materialeffizienz von über 85 % erreichen und die Kosten pro Teil deutlich senken. |
| Technischer Enabler | Effizienzgewinne beschränken sich auf die Optimierung von Werkzeugwegen mithilfe desselben subtraktiven Prozessansatzes. | Die Effizienz wird durch vorab vorgenommenes DFM in Bezug auf Formbarkeit und Fortschritt gesteigert progressives Stanzen Design. |
Die obige Analyse zeigt deutlich, dass bei hochwertigen Legierungsmaterialien die Auswahl der Umformprozesse als strategischer Schritt zur Kontrolle der Wirtschaftlichkeit des Materialeinsatzes betrachtet werden sollte. Wir bieten Ihnen unsere Expertise in DFM-Analyse für Metallstanzen und Simulation, um eine optimierte Neststrategie zu liefern, um unsere überlegene Materialausnutzungseffizienz im Vergleich zur herkömmlichen CNC-Bearbeitung für medizinische Teile zu nutzen.

Abbildung 3: Der Prozess Metallstanzen vs. CNC-Bearbeitung zeigt das CNC-Schleifen von Wellen aus Aluminiumlegierung für Robotersysteme.
Wann überwiegt die geometrische Komplexität der CNC-Bearbeitung die Geschwindigkeit des Metallstanzens?
Während das Metallstanzen bei großen Stückzahlen hinsichtlich Geschwindigkeit und Kosteneffizienz äußerst effektiv ist, erfordern einige geometrische Eigenschaften einen flexibleren Ansatz bei der Bearbeitung. Dieses Papier enthält Richtlinien zu den Grenzen des Metallstanzens, d. h. zu den Bereichen, in denen der Grad der geometrischen Komplexität erreichbar ist 5-Achsen-CNC-Bearbeitung , wird den letztgenannten Prozess überlegen machen:
Auflösen interner und hinterschnittener Merkmale
Metallstanzverfahren sind grundsätzlich in der Formung von Merkmalen eingeschränkt, die nicht in der Presswirkungslinie liegen. Wir empfehlen und beauftragen einen CNC-Bearbeitungsservice für nicht symmetrische Sacklöcher, Innentaschen und komplexe Hinterschnitte, da diese mit Standard-Stanz- und Matrizenwerkzeugen nicht geformt werden können. Dadurch wird sichergestellt, dass die volle Konstruktionsabsicht für die komplizierte Teilekonstruktion ohne Kompromisse erreicht wird.
Erstellen von Features mit hohem Seitenverhältnis und Threads
Die Herstellung von Löchern mit hohem Seitenverhältnis und Gewinden ist ein weiterer wesentlicher Aspekt Einschränkungen beim Metallstanzen Verfahren. Die vorgeschlagene Lösung basiert auf einer 5-Achsen -CNC-Bearbeitungstechnologie zum Fräsen solcher Hohlräume und Bohren entsprechender Gewinde in einem Arbeitsgang. Ein solcher Ansatz gewährleistet das erforderliche Maß an Geradheit, Oberflächenqualität und Präzision, das mit Umformtechnologien nicht erreichbar ist.
Bearbeitung dicker und variabler Querschnitte
Bauteile mit dicken Wänden ( mehr als 8,0 mm ) oder sehr variablen Wänden stellen während des Prozesses ein äußerst schwieriges Formbarkeitsproblem dar Tiefzieh-Metallprägung Operationen. Die Fähigkeit der CNC, Material abzutragen, wird genutzt, um solche Teile ausgehend von massiven Teilen zu bearbeiten und so die Probleme zu überwinden, die mit dem Stanzen solcher Teile verbunden sind.
Durch unsere technische Beratung erfolgt eine klare kriterienbasierte Auswahl anhand der geometrischen Aspekte, die zu einem CNC-Fertigungsprozess führen müssen. Damit soll verhindert werden, dass Kunden in die Falle tappen und Präzisionsstanzen aus Metall verwenden, obwohl ein CNC-Fertigungsprozess besser geeignet wäre. Dies stellt sicher, dass der Kunde die bestmögliche Herstellbarkeit, Kosten und Leistung erhält, insbesondere für sein anspruchsvollstes komplexes Teiledesign .
Kann ein Vergleich zwischen kundenspezifischem Stanzen und CNC versteckte Kosten bei der Sekundärveredelung und Oberflächenbehandlung aufdecken?
Ein umfassendes Individuelles Stanzen vs. CNC Bei der Kostenanalyse müssen die unterschiedlichen Endbearbeitungsanforderungen berücksichtigt werden, die jeder Prozess mit sich bringt. Der anfängliche Zustand des Teils bestimmt direkt die Komplexität und die Kosten für die Erzielung einer endgültigen, spezifikationsgerechten Oberfläche. Dieses Dokument dekonstruiert die Nachbearbeitungsschritte für beide Methoden, quantifiziert die oft übersehenen Kostenfaktoren für die Oberflächenveredelung und bietet einen Rahmen für die Gesamtbetriebskosten, die besonders wichtig für großvolumige Metallstanzproduktionen sind.
| Aspekt | CNC-bearbeitete Teile | Kundenspezifische Metallstanzteile |
| Anfänglicher Oberflächenzustand | Alle Oberflächen weisen gleichmäßige Werkzeugspuren auf ( Ra ≈ 1,6 – 3,2 μm ), was einen erheblichen Materialabtrag erforderlich macht. | Oberflächen neigen dazu, glatt zu sein, dennoch müssen Kanten stark entgratet werden, da sich an den gescherten Kanten natürliche Grate bilden. |
| Primärer Entgratungsschwerpunkt | Das Entgraten ist speziell auf scharf bearbeitete Kanten ausgerichtet, während das Polieren der Oberfläche das Hauptziel ist, um Werkzeugspuren zu beseitigen. | Das Hauptproblem ist die effiziente und gleichmäßige Bearbeitung von Kanten bei der Herstellung kundenspezifischer Metallstanzteile in großen Stückzahlen, in der Regel unter Verwendung von Automatisiertes Metallstanzen Tumbler-Linien. |
| Oberflächenveredelungsprozess | Das Polieren von Oberflächen auf einen gleichmäßigen Oberflächenzustand von Ra 0,8 μm ist in der Regel ein mehrstufiger Prozess, der zusätzliche Zeit in Anspruch nimmt. | Nach dem Entgraten können Oberflächen und Kanten mit einer moderateren Vibrations- oder elektrochemischen Technik bearbeitet werden. |
| Gesamtauswirkungen der Nachbearbeitung | Höhere Kosten resultieren entweder aus arbeitsintensiver Arbeit oder langen Bearbeitungszeiten für einen gleichmäßigen Materialabtrag ; Es ist jedoch relativ einfach. | Das beste Kostenergebnis wird durch den effizienten Entgratungsprozess in Kombination mit der automatisierten Produktion erzielt, wobei die Kantenqualität bereits in der Entwurfsphase berücksichtigt wird. |
Wir bieten eine umfassende, ganzheitliche Analyse, die über die Teilekosten hinausgeht und den entscheidenden Schritt der notwendigen Nachbearbeitungsdienste einbezieht. Unser Ansatz ermöglicht es uns, potenzielle Endbearbeitungsprobleme für jeden Prozess im Voraus vorherzusehen und Design- und Produktionsentscheidungen zu treffen, die die Kosten und Komplexität der Oberflächenbearbeitung reduzieren. Ein entscheidender Teil unseres Ansatzes besteht darin, Vorhersehbarkeit sicherzustellen und die hohen Kosten zu bewältigen veredelungsintensives Metallprägen Teile.
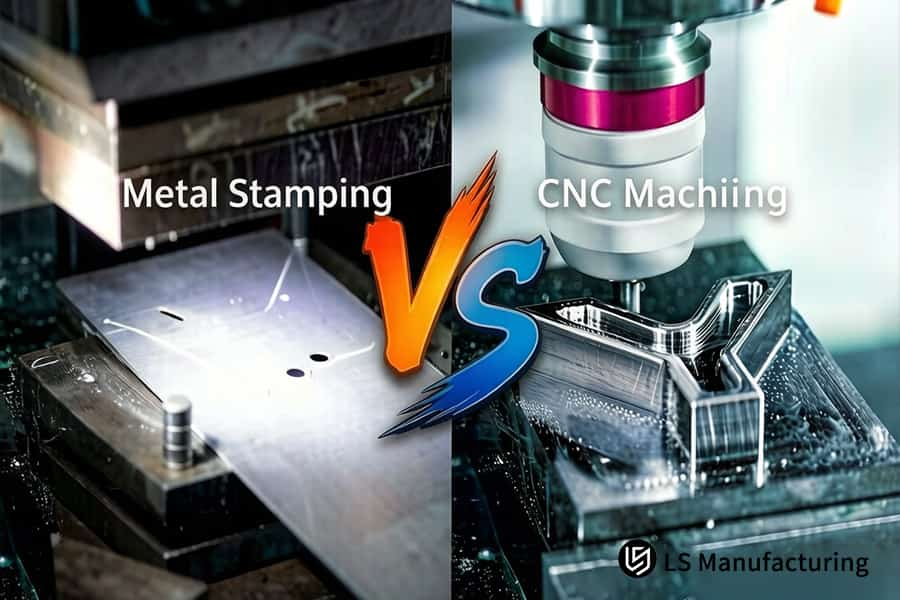
Abbildung 4: Der Vergleich von Metallstanzen und CNC-Bearbeitung zeigt Matrizen, die Edelstahlbleche für Automobilpaneele formen.
Wie optimiert LS Manufacturing die Vorlaufzeit für hochpräzises Stanzen durch hausinternes Werkzeugdesign?
Bei Produkteinführungen, bei denen es auf Geschwindigkeit ankommt, ist die branchenübliche Vorlaufzeit von 8 Wochen für hochpräzises Stanzen oft unerschwinglich. LS Manufacturing greift diese Verzögerung an der Wurzel an integrierte Metallprägung Entwicklung, Verkürzung der Zeitachse durch Zusammenführung von Simulation und hauseigenen Werkzeugen . Unsere Methodik verändert den Entwicklungsprozess:
Risikominimierung im Vorfeld mit virtuellem Prototyping
- Strategie: Nutzung moderner CAE-Modellierung Software für die Formgestaltung und Formbarkeitsstudie während des Designprozesses .
- Aktion: Auf diese Weise können Metallfluss, Spannungen und mögliche Fehler vorab durch Simulation analysiert werden, sodass wir den Entwurf iterieren können, ohne Zeit und Ressourcen für physische Versuche zu verschwenden .
Parallelverarbeitung durch vertikale Integration
- Strategie: Vollständige interne Kontrolle aller an der Werkzeugherstellung beteiligten Prozesse, von der Konstruktion und Bearbeitung bis zur Erprobung.
- Aktion: Wir bieten einen gleichzeitigen Engineering-Prozess an, bei dem wir beim Polieren des Designs gleichzeitig Standardkomponenten und vorgefertigte Matrizenbasen für ein Produkt erwerben beschleunigtes Metallprägen Prozess .
Beschleunigter Erfolg beim ersten Versuch für die Probenlieferung
- Strategie: Bemühen Sie sich um die Lieferung des ersten Musters, das bereits produktionsreif ist.
- Aktion: Die verwendeten Matrizen werden mit 5-Achsen-CNC mit engen Toleranzen bearbeitet. Der erste Musterlauf bestätigt das Werkzeug und liefert Teile, was zu einer Durchlaufzeit von 3–4 Wochen und einer deutlich kürzeren Fertigungsvorlaufzeit führt
Die Durchlaufzeit wird reduziert, indem der Entwurfs-, Simulations- und Herstellungsprozess in einem einzigen optimierten Prozess zusammengefasst wird. Dies wird erreicht, indem die Verzögerungen vermieden werden, die durch die Verwendung eines fragmentierten Lieferkettenmodells entstehen. Wir machen die Entwicklung risikoärmer und stellen gleichzeitig sicher, dass unsere Kunden beim Markteintritt einen erheblichen Vorsprung haben, was uns zu einem kundenspezifischen Fertigungspartner macht schlüsselfertig Metallstanzlösungen .
Warum sollten Ingenieure hybride Fertigungslösungen für das Präzisionsstanzen kundenspezifischer Teile in Betracht ziehen?
Aufgrund der Notwendigkeit, bei der Herstellung von Komponenten ein Gleichgewicht zwischen Skaleneffekten und Präzision herzustellen, besteht die Notwendigkeit, sich für das eine gegenüber dem anderen zu entscheiden, wodurch die verfügbaren Optionen eingeschränkt werden. Durch den Einsatz einer Hybridfertigung wird sichergestellt, dass beides erreicht wird. Der hybride Herstellungsprozess vereint die Vorteile beider Präzisionsstanzen für kundenspezifische Teile und CNC-Bearbeitung für kundenspezifische Teile . In diesem Bericht wird die verwendete Methode beschrieben.
Strategische Merkmalszerlegung für die Prozesszuordnung
Diese systematische Analyse der Teilegeometrie unterscheidet zwischen form- und präzisionsintensiven Merkmalen des Teils. Während die primäre Form sowie Biegungen und Prägungen berücksichtigt werden fortgeschrittenes Metallstanzen Präzisionskritische Merkmale wie Befestigungslöcher und Dichtflächen erhalten die CNC-Finish-Behandlung. Eine solch sorgfältige Analyse ist die Grundlage für eine gute Prozessoptimierung.
Integrierte Ausführung: Eine Fallstudie zum Wärmemanagement
Um ein Aluminiumgehäuse für den Kommunikationskühlkörper herzustellen, komplexe Metallprägung wird verwendet, um alle Rippen und Wände auf einmal zu erstellen, mit integrierten Pilotbezugspunkten. Dann wird das Teil zur CNC-Maschine bewegt, wo diese Bezugspunkte zum genauen Fräsen der Montageebene und zum Bohren von Gewindelöchern verwendet werden. Diese Prozessintegration von Stanzen und Bearbeitung reduziert die Gesamtkosten um 60 % im Vergleich zu einem vollständig CNC-Fertigungsprozess.
Sicherstellung der Maßtreue mit einheitlicher Referenzierung
Sie setzt die Existenz eines universellen Koordinatenreferenzsystems voraus. Die Prägematrize ist mit präzisionsgefertigten Positionierungselementen ausgestattet, die in den gestanzten Rohling integriert werden. Die nachfolgende CNC-Vorrichtung klemmt direkt an denselben Positionierungselementen. Dieses Konzept der „Bezugspunktübertragung“ stellt sicher, dass der sekundäre Bearbeitungsvorgang perfekt auf die erste geformte Geometrie ausgerichtet ist, wodurch eine Anhäufung von Toleranzen vermieden wird und die Endmontagekompatibilität für hochvolumige Metallstanz- Hybridkomponenten gewährleistet wird.
Wir erreichen maximale Herstellbarkeit durch die technische Analyse der Komponente und die Zuordnung jedes Attributs zum Prozess, der diese am besten erreichen kann. Unsere Fähigkeiten zeigen sich in der Konstruktion für die Kombination – in der Konstruktion von Stanzwerkzeugen, die präzise sekundäre Bearbeitungsvorgänge ermöglichen, und in der Konstruktion von Fertigungsvorrichtungen.
Fallstudie: Wie LS Manufacturing eine Ausfallrate von 35 % beim Sensorgehäuse eines Tier-1-Automobilzulieferers löste?
Ein Tier-1-Automobilhersteller war mit mehreren großen Problemen bei der Massenproduktion von Sensorgehäusen konfrontiert: exorbitante Kosten für den Einsatz von CNCs sowie inakzeptable 35 % der Fehlerquote bei Lecktests bedrohten die Machbarkeit des gesamten Projekts. Dabei Fallstudie zu LS Manufacturing Erfahren Sie, wie die Prozessverbesserung es ermöglichte, beide Probleme durch die Umstellung auf Automobil-Metallstanzen zu lösen:
Kundenherausforderung
Bei der kritischen Komponente handelte es sich um ein Sensorgehäuse aus Edelstahl ( AISI 304 ), dessen kritische Dichtfläche eine maximale Ebenheit von ≤ 0,05 mm aufweisen musste. Bisher erfolgte die Herstellung des Sensorgehäuses ausschließlich durch CNC-Bearbeitung , was zur Entstehung von Eigenspannungen führte. Dies führte zu einer Verformung des Gehäuses nach Bearbeitungsvorgängen, was zu einer inakzeptablen Ausschussrate von 35 % aufgrund von Undichtigkeiten führte.
LS-Fertigungslösung
Unser Ingenieurteam hat das Teil neu entworfen progressives Metallprägen und kontinuierliches Glühen, das inline mit den Metallumformvorgängen durchgeführt wird. Beim progressiven Metallstanzen wird das Gehäuse auf seine endgültigen Abmessungen gebracht und die Spannung durch kontrolliertes Glühen abgebaut. Anschließend wird im Stanzwerkzeug eine automatisierte In-Prozess-Vision-Inspektion implementiert, die eine 100-prozentige Überprüfung der kritischen Abmessungen ermöglicht.
Ergebnisse und Wert
Die neuartige Methode von Großvolumiges Metallstanzen führte zu einer Kostensenkung von 48 % pro produzierter Einheit und einer Produktivitätssteigerung von 300 % . Wichtig ist, dass die Erstausbeute bei der Dichtheitsprüfung von 65 % auf 99,8 % anstieg, was sicherstellt, dass kein Qualitätsleck vorliegt. Durch die Integration mit der automatisierten Inspektion wurde auch eine Produktion ohne Licht ermöglicht. Die von unserem Kunden erzielten Einsparungen beliefen sich auf rund 250.000 US-Dollar pro Jahr , was eine erhebliche Kostensenkung und ein geringeres Risiko der Lieferkette beweist.
Diese Fallstudie zeigt unseren Ansatz zur Problemlösung, der die Identifizierung einer Grundursache, die Erstellung einer integrierten Lösung und Prozesskontrollen umfasst. Wir unterstützen Kunden bei der Auswahl der besten kundenspezifischen Fertigungsprozesse , indem wir außergewöhnliche technische Leistung und wirtschaftliche Transformation für anspruchsvolle Anwendungen bieten Metallstanzen und Finishing-Lösungen.
Hohe Leckraten in Sensorgehäusen beheben? Unser integrierter Stanz- und Glühprozess gewährleistet eine Ausbeute von 99,8 %. Kontaktieren Sie uns, um eine Machbarkeitsstudie und Kosteneinsparungsanalyse zu besprechen.

FAQs
1. Was ist schneller für die Prototypenfertigung in Kleinserien: Metallstanzdienste oder CNC-Bearbeitung?
Für kleine Chargen, CNC-Bearbeitung ist wesentlich schneller, da keine Werkzeuge erforderlich sind und die Lieferung der ersten Teile in 3–5 Tagen möglich ist. Das Metallstanzen eignet sich zwar hervorragend für große Stückzahlen, erfordert jedoch aufgrund der wesentlichen Entwurfs- und Herstellungsphase der Form eine viel längere Vorlaufzeit.
2. Was ist die maximale Blechdicke, die LS Manufacturing durch Stanzen verarbeiten kann?
Unsere Präzisionsstanzmaschinen verarbeiten kaltgewalzte Coils mit einer Dicke von 0,1 mm bis 6,0 mm , abhängig von der Materialhärte. Dieses umfangreiche Sortiment unterstützt alles von empfindlichen elektronischen Abschirmungen und Kontakten bis hin zu robusten Strukturhalterungen für Kraftfahrzeuge oder Geräte.
3. Warum ist der Stückpreis für kundenspezifische Teile, die mittels CNC-Bearbeitung hergestellt werden, durchweg höher als der für Stanzteile?
Die CNC-Bearbeitung ist ein subtraktiver Prozess mit einer konsistenten, langsameren Zykluszeit pro Teil, was zu höheren Stückkosten führt. Das Stanzen erfordert erhebliche Vorabinvestitionen in die Werkzeugausstattung, aber die anschließende Hochgeschwindigkeitsproduktion reduziert die Stückkosten bei Stückzahlen drastisch, was zu Skaleneffekten führt.
4. Ist es möglich, feine Gewinde – ähnlich wie bei der CNC-Bearbeitung – auf Präzisionsstanzteilen zu erzielen?
Ja. Unsere proprietäre „ In-Die Tapping “-Technik integriert die Gewindeformung direkt in die Folgefolge der Folgewerkzeuge. Dies ermöglicht das gleichzeitige Stanzen und Präzisionsgewindeschneiden in einem einzigen, hocheffizienten Arbeitsgang, wodurch ein sekundärer Verarbeitungsschritt entfällt.
5. Welches Verfahren eignet sich im Kostenvergleich zwischen Metallstanzen und CNC-Bearbeitung besser für Edelstahl 316?
Wenn das Teiledesign für die Umformung geeignet ist, ist das Stanzen bei Edelstahl 316 deutlich kostengünstiger. Die CNC-Bearbeitung dieses Materials führt zu einem schnellen Werkzeugverschleiß und erhöht die Kosten für Verbrauchsmaterialien, während beim Stanzen die Werkzeugkosten auf Tausende von Teilen verteilt werden.
6. Stellt das Präzisionsstanzen von Metall bestimmte Anforderungen an die Materialhärte?
Ja, optimale Stanzmaterialien sind duktil und haben eine mäßige Härte, um eine Umformung ohne Rissbildung zu ermöglichen. Extrem harte oder spröde Legierungen lassen sich nicht durch Stanzen formen und eignen sich besser für subtraktive Prozesse wie die CNC-Bearbeitung.
7. Wie stellt LS Manufacturing die Formstabilität bei großen Stanzproduktionsläufen sicher?
Für Stabilität sorgen wir mit einem Inline-Infrarot-Inspektionssystem, das alle 10.000 Zyklen automatisch kritische Maße prüft. Dies wird mit einem strengen vorbeugenden Wartungsplan für alle Werkzeuge kombiniert, der Abdrift verhindert und eine gleichbleibend hochwertige Produktion gewährleistet.
8. Welche Art von Ingenieur sollte ich bei der Auswahl der besten kundenspezifischen Fertigungslösung zuerst konsultieren?
Wir empfehlen, unsere Design for Manufacturability (DFM)-Ingenieure zu konsultieren. Anhand Ihrer 3D-CAD-Dateien führen sie eine gründliche Vergleichsanalyse von Stanzen und Zerspanen durch und geben eine datengesteuerte Empfehlung sowie eine entsprechende Stellungnahme ab Zitat zum Thema Metallprägung für die effizienteste Lösung.
Zusammenfassung
Die Wahl zwischen Präzisionsstanzen oder CNC-Bearbeitung umfasst einen Gesamtansatz, der nicht nur die Materialeigenschaften, sondern auch das mechanische Design berücksichtigt. Dank der nahtlosen Kombination unserer fortschrittlichen Präzisionsstanz- und CNC-Technologien auf mehreren Achsen können wir alle Prozesshindernisse beseitigen und sicherstellen, dass jedes von uns hergestellte Bauteil perfekt funktioniert.
Verschwenden Sie keine Zeit mehr mit dem Nachdenken über komplizierte Fertigungsfragen. Klicken Sie einfach auf die Schaltfläche unten, um Ihre CAD-Zeichnungen kostenlos einzureichen und Ihre eigenen zu erhalten DFM-Analyse Bericht zusammen mit wettbewerbsfähigen Angeboten unserer erfahrenen Ingenieure zu verschiedenen Fertigungstechnologien bei LS Manufacturing. Lassen Sie sich von uns bei der Optimierung Ihres Designs unterstützen und gleichzeitig bis zu 20 % bis 50 % der Herstellungskosten einsparen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


