
激光切割木材服务这是 OEM 精密木制品制造过程中常用的工艺。交付质量和成本取决于选择激光切割还是数控加工。这是对名为CNC 和激光切割木材之间的区别是什么的列表的深度重建。
如今,在 OEM 制造中,买家可能会遇到诸如木材表面燃烧以及不允许的公差等问题。表面比较不能解决更深层次的问题,忽视材料热应力和机械切削力的相互作用很容易导致高值订单的失败。
LS Manufacturing结合实际数据剖析其技术核心激光切割与数控加工,帮助在项目启动阶段做出最佳流程决策。

激光切割与激光切割CNC 加工:关键答案快速概述
| 工艺类型 | 适用公差范围 | 适用木材厚度 | 核心优势 | 客户利益 |
| 木材精密激光切割 | ±0.05-0.1mm | ≤20mm | 精细切割,无接触变形 | 减少打磨步骤,提高产量 |
| 数控加工 | ±0.1-0.2mm | ≥20毫米 | 深孔/台阶面加工优势显着 | 避免超过厚材料的垂直度限制 |
| 复合工艺 | ±0.05毫米 | 任意厚度 | 平衡精密和复杂的结构 | 医疗级品质,总体成本节省 40% |
| 定制激光切割服务 | ±0.05-0.1mm | ≤10mm | 解决薄板的热变形 | 平整度控制在0.5%以内 |
本文将讨论满足现有情况的流程以及工艺技术参数和案例,这将有助于OEM买家从一开始就准确地匹配定制流程,消除不必要的成本,并展示一流的专业设施,以实现订单及时交付的速度。
为什么信任 LS Manufacturing 的 OEM 激光切割服务?复杂零件制造经验
OEM厂商为何选择加工服务供应商?成本可控、质量稳定、交期放心、附加值…… LS制造商的优势到底是什么?我们在过去 12 年里一直在开发这一技术。我们专注于精密OEM木工加工,品质广泛采用高端OEM供应商,累计客户资质超过800家,加工过5000多个复杂项目零件, 300多个设备公差达到0.05mm,客户复购率低于85%。
我们所有的流程均按照ISO9001:2015标准的质量管理体系,标准涵盖从材料选择到测试的各个方面。我们的一位北美家具 OEM 客户希望以经济高效的方式生产 8 毫米厚、公差为 0.1 毫米的枫木装饰部件,部件合格率为 70%,并且碳化切割表面延迟了交货。
通过优化氮气辅助气压和激光功率结合恒温恒湿预处理,飞行率提升至99.8%,二次抛光成本节省15%,交货周期从15天缩短至7天(帮助客户保住核心订单)。这表明我们对木材特性与工艺优化相结合的良好理解。
设备方面,我们拥有高精度激光切割机15台,高刚性数控机床8台,可加工20种常用木材。我们建立了坚实的工艺参数库,服务体系达到国际水平,满足客户的需求 ANSI B11.2机械安全标准。
无论您需要小批量样品还是大规模 OEM 生产,我们都可以提供合适的解决方案来解决与公差、表面质量和成本相关的痛点。立即联系我们的工程师进行免费的流程评估并开始高效的协作。

木材精密激光切割如何实现±0.1mm公差?
高端精密木件的常见公差为0.1mm。核心技术为精密激光切割对于木材来说,就是要特别关注割缝宽度与木材密度的关系以及激光束功率对切割表面质量的影响,优化割缝宽度,从而节省成本。
割缝宽度与木材密度的关系
割缝宽度与公差精度有关,并且很大程度上受木材密度的影响。木材越密,切割切口所需的力量就越大,从而导致切口更宽。力求公差相同(0.1mm)时,更准确激光电源管理是需要的。
总而言之,密度较高的木材(例如较硬的木材)需要激光更大的“力”才能切割,这自然会导致较大的切口。但在激光功率中使用准确的频率应该可以让您可靠地获得 0.1 毫米的公差。
| 木材类型 | 密度(克/立方厘米) | 150W激光切割宽度(毫米) | 400W激光切割宽度(毫米) | 配合公差(mm) |
| 林登 | 0.5-0.6 | 0.12 | 0.15 | ±0.1 |
| 枫 | 0.6-0.7 | 0.14 | 0.17 | ±0.1 |
| 中密度纤维板 | 0.7-0.8 | 0.16 | 0.19 | ±0.12 |
| 橡木 | 0.75-0.85 | 0.18 | 0.21 | ±0.15 |
激光功率对碳化层的影响及优化方案
不同激光功率下碳化层深度变化较大。碳化层过深会导致精加工成本较大。 LS制造通过实际测量总结出一种以中氮辅助气压为关键方法的碳化层控制方案。
- 采用150W激光切割,椴木碳化层厚度约为0.08毫米,枫木碳化层厚度约为0.1毫米;而在400W时,碳化层达到0.15-0.2mm。
- 氮气辅助气体压力应调整为0.6-0.8MPa,使碳化层减少60%。具体不用磨。
- 上述优化工艺可以帮助客户节省15%的二次加工成本,同时保证公差持续达到0.1mm。

图 1:激光切割机在木材上雕刻复杂的曼陀罗图案。
在复杂的 3D 几何结构中,激光切割木材服务与 CNC 相比有何局限性?
激光木材切割服务可以采用非接触式加工,更适合精密平面切割。但对于复杂的 3D 几何形状,激光木材切割与CNC加工相比有很多缺陷。选择应取决于零件的特性,以避免订单交付失败。
非接触式加工和接触式加工之间的主要区别
激光切割木材服务是一种非接触式热处理,使用激光熔化和切割木材,主要用于平坦表面和简单的空心。数控加工是一种使用切削刀具进行铣削和钻孔的接触式加工,主要针对复杂的三维结构。这些区别意味着他们有不同的机会。
数控加工的不可替代性及决策建议
- 加工深孔(直径5mm,深度20mm)时,激光切割可能会造成不合格,因为局部区域我们利用热量扩散,导致侧壁及垂直度以上碳化。
- 数控系统刀具可直接铣削,完全避免上述问题,使孔壁光滑,垂直度误差0.02mm。
- 与激光切割相比,数控加工在加工阶梯面、轮廓面时加工精度和加工稳定性要好得多,具有不可替代性。
LS Manufacturing建议:对于厚度超过20mm且具有较深特征的零件,盲目选择激光切割木材服务会导致垂直度和合格率大幅下降。应优先采用数控加工或采取“数控粗加工+激光精修”相结合的方式。

图 2:分割视图:激光与 CNC 加工复杂的 3D 木结构。
LS Manufacturing的定制激光切割服务如何解决薄板热变形?
激光切割薄板(3mm)时,原始设备制造商真正的痛点是HAZ变形太大,导致平整度差。这是原始设备制造商在激光切割时遇到的典型问题。 LS制造公司定制激光切割服务通过我们的专有技术可以有效地解决这个问题。
脉冲频率对热影响区(HAZ)的影响
热影响区(HAZ)是导致薄板变形的主要因素。脉冲频率直接设置为HAZ的大小。为了正确控制效果,我们严格按照木材加工的ASTM D1761-16标准,通过实测获得了3mm航空胶合板的HAZ,并优化了参数。
简单来说,脉冲频率就是步数激光切割薄板。步伐越坚定,薄板受到的“热损伤”就越少,产生变形的可能性就越小,这也是我们精确控制薄板平整度的秘诀。
| 脉冲频率(kHz) | 热影响区宽度 (mm) | 平面度误差 (%) | 通过率(%) |
| 10 | 0.8 | 1.2 | 75 |
| 20 | 0.5 | 0.8 | 88 |
| 30 | 0.3 | 0.4 | 99.5 |
| 40 | 0.25 | 0.35 | 99.8 |
独家技术保证薄板平整度
- 悬臂精密激光焊接机喷嘴采用蜂窝状工作平台,激光强度均匀,不会出现薄板局部冲击的情况,防止薄板因光源而变形。
- 配合15-20冷却风技术,切割面快速冷却,减少热扩散,进一步控制变形。
- 实现大面积精切件平面度0.5%的技术难题。由于有了这两项技术保证,也就保证了薄板的热变形。
定制激光切割服务精准解决薄板的热变形问题,提高高价值OEM订单的良率。下载我们的薄板加工技术手册,获取适合您产品的脉冲频率参数,轻松避免变形风险。
如何通过优化激光切割服务中的嵌套来降低 OEM 成本?
在 OEM 大规模生产中,木材的使用对于实现合理的成本管理至关重要。改善n估计的布局算法激光切割服务更好地利用木材可以减缓成本降低速度,是LS Manufacturing为客户降低成本的增值实践之一。
智能布局软件提高木材利用率
- 我们可以根据 OEM 零件的形状和尺寸,通过智能阵列排列软件自动优化布局。
- 即使在普通的布局上,木材利用率也无法达到75%-80%以上,但我们的软件可以提高到92%以上的高水平。
- 在50mm×30mm的木连接器上,智能布局可以在一块板上额外生成380个零件,减少18%的材料。
以50mm x 30mm连接器为例,一种传统布局可以在1220mm x 2440mm板上提供1900个零件,我们的智能布局可以在相同尺寸的板上提供2280个零件。每块板的效率提高了 380 个零件,材料使用量减少了 18%。
共边切割技术应用的差异及成本计算
共享边缘切割消除了切割浪费。激光切割产生完全共享的边缘,重叠率为 90%。由于刀具直径 (0.5mm) 的限制,CNC 无法在零件之间生产此类共享边缘,因此浪费了更多材料。
节省材料计算公式:节省成本=(常规布局利用率-智能布局利用率)×年需要木材量单价。
如果每年需要1000块板,单价为150美元/板,一年可节省18000美元。
案例研究:LS Manufacturing 定制实木的流程决策
医疗器械的木质部件对方向精度和表面质量要求非常高,甚至误差会影响装配和灭菌测试。在这里,作为一个例子,我们为欧洲医疗品牌定制的枫木外壳项目展示了流程决策和解决问题的能力。
客户挑战
一家欧洲医疗公司需要带有复杂通风孔的定制枫木外壳,用于高端测试机械。规格包括孔径公差0.05mm、无碳化黑边、 Ra 0.8μm且合格医疗级无菌检测。该材料最初是由供应商使用标准方法进行激光切割的,切割边缘被烧毁,强度不足,导致多次交付失败,并面临客户支付罚款的风险。
当客户迅速打来电话,紧急样品验证并在15天交货的情况下发货50件时,牺牲了面料和总费用,并且不增加额外的磨毛费用。
LS制造解决方案
我们的工程师首先测试了枫木,测量密度为 0.65 克/立方厘米。根据零件的结构(8mm厚度,3mm通风孔直径,200件/件),我们毅然选择放弃单件。激光切割工艺并作为明智的组合使用: “5轴数控粗加工+木材精加工的精密激光切割”。
- 5轴数控粗加工侵蚀现有多余材料,刀具偏置保持在0.1mm,以避免激光切割过程中过多的热量扩散到多余材料。
- 设置激光功率300W,脉冲频率30kHz,氮气辅助气体压力0.7MPa,对外壳的通风孔和边缘进行精加工。这样做的目的是使孔径在公差范围内并避免碳化。
- 自动喷砂可消除所有铸件表面的缺陷,从而使表面粗糙度标准。在此过程中,还要进行48小时的环境温度和湿度,将含水量控制在10%之间,以避免下一阶段的变形。
结果和价值
50个样品完成100%无菌检测,孔径公差均在0.05mm以内,无黑边碳化,Ra≤0.6m,符合规范。
与之前的供应商相比;客户的装配效率提高了30%,无需任何预磨,总体成本降低了40%,并降低了违约风险。目前,我们的客户与我们建立了长期可持续的关系,我们每月购买 300 件。利用这些智能布局和流程,我们将每件成本进一步降低了 8 美元。
无论您有医疗级还是其他复杂木材激光切割定制需求,我们可以提供精准的工艺决策和解决方案。提交您的零件图纸即可获得免费的 DFM 分析和定制解决方案,解锁高效且低成本的加工路径。

如何通过木材精密激光切割实现快速原型制作?
对木材进行精密激光切割以获得精确的形状,无需模具/固定装置,并减少了原型制作所需的总时间,从而实现快速设计迭代为最终客户提供服务并降低沉没成本。
DFM 到原型设计的转换效率
我们的高级工程团队将通过经常需要的电子表格免费审查客户图纸,以确认最小孔径与壁厚比从激光加工性的角度来看是可行的,并防止原型失败。
- 木材上的精密激光切割:不需要模具或特殊夹具,我们可以直接根据图纸进行切割,因此响应时间要短得多。
- 我们的CNC原型制作可以在24小时内提供快速样品,复杂零件可以在48小时内定制,而普通CNC原型制作过程通常需要3-5天。
- 原型制作周期可缩短约 70% 激光原型制作与 CNC 原型制作相比,有利于 OEM OEM 项目的加速。
原型设计的优势和成本避免
激光式快速加工精度高、效率高,合格率达99%以上,在不熟悉的型材情况下,可以快速验证设计的合理性。同时,成本仅为数控模具快速加工的1/5,无需支付多次开数控模具后制作模具的损失。
如何评估 OEM 零件激光切割服务的表面质量?
表面质量也是影响产品质量的另一个因素复杂的 OEM 组件影响装配和整体感觉。为了确定OEM 零件激光切割服务的表面质量,必须保持严格的标准以及对实时加工的密切控制,以使零件符合指定的标准。
“高品质切割”的核心标准
判断激光切割木材表面质量的条件是表面粗糙度(Ra)、边缘垂直度。工业复杂OEM零件的标准:
Ra 1.0μm,边缘垂直度误差0.03mm/100mm,无碳化、毛刺、崩边。标准根据应用的不同而有所不同,其中医疗设备部件为Ra 0.8μm,家具和装饰件为Ra 1.2m,工业部件为Ra1.5μm。我们可以根据客户的要求定制标准。
实时监控和精准补偿解决方案
在我们的生产线上,我们安装实时监控装置,每10PCS取样检查Ra和垂直度,以确保质量稳定,同时我们采用激光光斑补偿来抵消颗粒对精度的影响,纠正切割的倾斜偏差,并保证OEM组件的互换性。
表面质量的准确评估和控制对于确保装配精度至关重要结构复杂的零件。要获得 OEM 零件激光切割服务的表面质量检验标准,请联系我们免费测试您的零件样品,以确保它们满足项目要求。
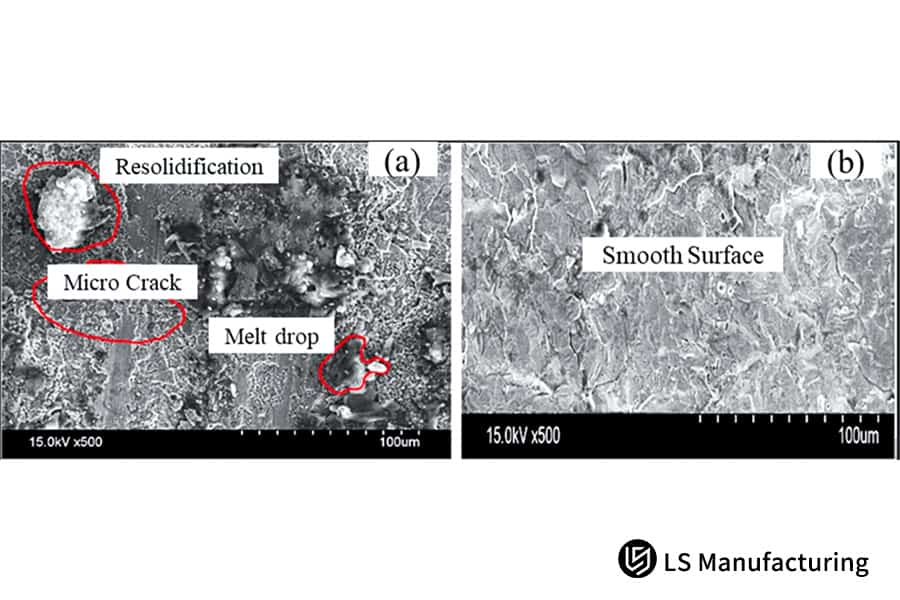
图 3:激光切割与光滑木材表面的显微镜图像。
为什么LS Manufacturing建议在处理高强度或极厚的木材时选择数控加工?
激光切割木材服务适用于中薄板。在硬木或厚度超过 30 毫米的木材上,效率、工作质量和准确性都会下降。那么我们建议使用更好的数控加工来平衡效率、精度和价格。
激光切割的性能拐点
激光切割速度与厚度和强度负相关。对于任何厚度>30mm且密度>0.8g/cm 3 的木材(橡木和胡桃木),都存在一个重要的性能拐点, 激光能量必须急剧增加;速度必须降低50%以上;碳化层一定加深,宽容度就难以控制。
| 木材厚度(毫米) | 激光功率(W) | 切割速度(毫米/秒) | 碳化深度(毫米) | 公差(毫米) |
| 20 | 400 | 15 | 0.15 | ±0.1 |
| 30 | 600 | 7 | 0.3 | ±0.15 |
| 40 | 800 | 4 | 0.5 | ±0.2 |
| 50 | 1000 | 2 | 0.8 | ±0.3 |
CNC加工的优点
在处理重型工业木制部件时,我们的高刚性数控铣削在各个方面都优于激光铣削。配备15kW大功率主轴的数控机床可以以8mm/s的速度切割50mm厚的橡木,比激光切割快四倍。切割面不碳化,公差可控制在±0.15mm以内。
激光切割12mm(废料)每小时需15-20千瓦时,相比数控8-10千瓦时,并减少二次打磨节省,从而降低单件成本25%。一味追求新的激光技术,反而效率空虚,成本上升,选择数控加工更为合理。
常见问题解答
Q1: LS Manufacturing 如何保持不同含水率的复杂木材激光切割的尺寸稳定性?
LS Manufacturing占据木材,恒温恒湿48小时,含水率保持在8~12%范围内。借助激光补偿算法,复杂的木件不会因水分蒸发而改变尺寸。移动。
Q2。激光切割的最小订购量 (MOQ) 和交货时间是多少?
从几件原型样品到数万件的批量生产,我们可以满足任何范围的 OEM 交货时间,以满足您的需求。原型样品在 24-48 小时内提供。 OEM标准订单通常在7-10个工作日内完成。提供质量报告,并且可以提供快速的交货时间。
Q3: LS Manufacturing生产的激光切割后烧焦的边缘可以修整吗?
是的,我们有自动喷砂和精密研磨线,可以根据图纸对所有边缘进行处理,因此无需向客户进行额外的外包,从而节省了成本。
Q4: 哪种木材是最适合精密激光切割以获得最佳成本的材料?
椴木、枫木(柜体、飞梁板)以及少数类型的中纤板,三种材料密度适中,纹理均匀,碳化程度浅,耐受性方便,因此很容易根据强度和成本来选择合适的建筑材料。
Q5: 你们提交 OEM 激光切割服务的 DFM 吗?
所有问题都会得到高级工程师的免费 DFM 审查。在这里,他检查孔径和壁厚比,查明并改进加工问题,确保设计可制造,并确保不会出现原型故障。
Q6:LS制造如何保障OEM客户的知识产权和图纸安全?
我们采取物理隔离加工、签署书面保密协议、将电子图纸存储在加密服务器、全面禁止工厂内未经许可拍照等多种措施,全方位保障客户利益。
Q7:精密镶嵌等艺术部件的加工比CNC优越吗?
使用切割半径仅为0.1毫米的激光,实际切割的物体之间的空间可以容忍非常小的弯曲和角切割,远远超过数控切割工具,对于复杂的马赛克等艺术物体表现更好。
Q8:从 LS Manufacturing 获取木材精密激光切割报价需要哪些信息?
上传 DXF/STEP/AI 格式的图纸,指定材料、厚度和预计的年使用量。我们将在4小时内提供详细报价,包括加工、材料成本、交货时间,无任何隐藏费用。
概括
在决定是采用数控加工还是激光切割木材服务时,必须取得良好的平衡。准确的公差、厚度和表面光洁度不仅直接关系到 OEM 订单按时交付的速度,而且还关系到工作成本。 LS Manufacturing 提供端到端解决方案,而不仅仅是机械加工。
轻松决策工艺:我们的专业团队已经了解木材加工的主要痛点和优化解决方案。你可以立即上传 2D/3D 图纸。我们将在4小时内为您提供免费的DFM评估和有竞争力的报价,为您定义最佳的加工路径,确保高效、高质量的订单交付。
📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


