
Lasergeschnittene Holzdienstleistungen Dabei handelt es sich um gängige Prozesse bei der Herstellung von OEM-Präzisionsholzteilen. Lieferqualität und -kosten hängen von der Wahl zwischen Laserschnitt oder CNC-Bearbeitung ab. Es handelt sich um eine ausführliche Rekonstruktion der Liste mit dem Titel „Was ist der Unterschied zwischen CNC- und Laserschneiden von Holz“ .
Heutzutage kann es bei der OEM-Fertigung zu Problemen wie brennenden Holzoberflächen und unzulässigen Toleranzen kommen. Der Oberflächenvergleich kann tiefer liegende Probleme nicht lösen, und die Vernachlässigung der Wechselwirkung zwischen thermischer Materialspannung und mechanischer Schnittkraft kann bei hochwertigen Aufträgen leicht zu einem Ausfall führen.
LS Manufacturing kombiniert praktische Daten, um den technischen Kern von zu analysieren Laserschneiden vs. CNC-Bearbeitung Dies hilft dabei, optimale Prozessentscheidungen während der Projektinitiierungsphase zu treffen.

Laserschneiden vs. Laserschneiden CNC-Bearbeitung: Ein kurzer Überblick über die wichtigsten Antworten
| Prozesstyp | Anwendbarer Toleranzbereich | Anwendbare Holzstärke | Kernvorteile | Kundenvorteile |
| Präzisions-Laserschneiden für Holz | ±0,05–0,1 mm | ≤20mm | Feiner Schnitt, keine Kontaktverformung | Reduziert Schleifschritte und verbessert die Ausbeute |
| CNC-Bearbeitung | ±0,1–0,2 mm | ≥20mm | Erhebliche Vorteile bei der Bearbeitung von Tiefloch-/Stufenoberflächen | Verhindert das Überschreiten der Rechtwinkligkeitsgrenzen für dicke Materialien |
| Verbundprozess | ±0,05 mm | Jede Dicke | Bringt Präzision und komplexe Strukturen in Einklang | Medizinische Qualität, spart 40 % der Gesamtkosten |
| Kundenspezifischer Laserschneidservice | ±0,05–0,1 mm | ≤10mm | Löst thermische Verformung in dünnen Platten | Ebenheit auf 0,5 % kontrolliert |
In dem Dokument werden die Prozesse zur Bewältigung der aktuellen Situation sowie technische Parameter und Fälle erörtert, die den OEM-Käufern dabei helfen werden, die Prozesse von Anfang an genau auf kundenspezifische Aufträge abzustimmen, unnötige Kosten zu vermeiden und die erstklassigen professionellen Einrichtungen vorzustellen, um eine schnelle und termingerechte Auftragslieferung zu erreichen.
Warum sollten Sie LS Manufacturing für OEM-Laserschneiddienstleistungen vertrauen? Erfahrung in der Herstellung komplexer Teile
Warum wählen OEM-Hersteller Verarbeitungsdienstleister? Kontrollierbare Kosten, stabile Qualität, garantierte Lieferung, Mehrwert ... Was genau ist der Vorteil des LS-Herstellers? Wir haben dies in den letzten 12 Jahren entwickelt. Wir konzentrieren uns auf hochentwickelte OEM-Holzverarbeitung, Qualität, die weithin von High-End-OEM-Lieferanten verwendet wird, über 800 gesammelte Qualifikationen unserer Kunden, Arbeit an mehr als 5.000 komplexen Projektteilen, mehr als 300 Toleranzen unserer Geräte erreichen bis zu 0,05 mm, Kundenwiederkaufrate unter 85 %.
Alle unsere Prozesse werden gemäß durchgeführt ISO9001:2015 Standard-Qualitätsmanagementsysteme, Standards, die alle Aspekte von der Materialauswahl bis zur Prüfung abdecken. Einer unserer nordamerikanischen Möbel-OEM-Kunden war auf der Suche nach einer kosteneffizienten Produktion von 8 mm dicken Dekorteilen aus Ahornholz mit einer Toleranz von 0,1 mm, wobei eine Teilefreigaberate von 70 % und karbonisierte Schnittflächen die Lieferung verzögerten.
Durch Optimierung des stickstoffunterstützten Gasdrucks und der Laserleistung in Kombination mit einer Vorbehandlung mit konstanter Temperatur und Luftfeuchtigkeit wurde die Flugrate auf 99,8 % erhöht, die Kosten für das Sekundärpolieren um 15 % gesenkt und der Lieferzyklus von 15 Tagen auf 7 Tage verkürzt (hilft dem Kunden, die Kernbestellungen aufrechtzuerhalten). Dies zeigt unser gutes Verständnis der Holzeigenschaften in Kombination mit der Prozessoptimierung.
Was die Ausrüstung betrifft, verfügen wir über 15 Sätze hochpräziser Laserschneidmaschinen und 8 hochstabile CNC-Werkzeugmaschinen, mit denen wir 20 Arten der am häufigsten verwendeten Hölzer herstellen können. Wir haben eine feste Prozessparameterbibliothek eingerichtet und unser Servicesystem hat ein internationales Niveau erreicht ANSI B11.2 mechanischer Sicherheitsstandard .
Ganz gleich, ob Sie Kleinserienmuster oder eine OEM-Großserienproduktion benötigen, wir können geeignete Lösungen bieten, um Probleme im Zusammenhang mit Toleranz, Oberflächenqualität und Kosten anzugehen. Kontaktieren Sie jetzt unsere Ingenieure für eine kostenlose Prozessbewertung und den Beginn einer effizienten Zusammenarbeit.

Wie erreicht man beim präzisen Laserschneiden von Holz eine Toleranz von ±0,1 mm?
Die übliche Toleranz für hochwertige Präzisionsholzteile beträgt 0,1 mm. Die zentrale Technik für Präzisions-Laserschneiden Bei Holz geht es darum, die Schnittfugenbreite zu optimieren, indem besonderes Augenmerk auf das Verhältnis zwischen Schnittfugenbreite und Holzdichte sowie auf den Einfluss der Leistung des Laserstrahls auf die Qualität der Schnittoberfläche gelegt wird, um Kosten zu sparen.
Zusammenhang zwischen Schnittfugenbreite und Holzdichte
Die Schnittfugenbreite hängt mit der Toleranzgenauigkeit zusammen und wird größtenteils von der Dichte des Holzes beeinflusst. Je dichter das Holz, desto mehr Kraft ist zum Schneiden der Schnittfuge erforderlich , was zu breiteren Schnittfugen führt. Wenn man die gleiche Toleranz (0,1 mm) anstrebt, ist die Genauigkeit höher Laserleistungsmanagement ist nötig.
Alles in allem benötigen Hölzer mit höherer Dichte, beispielsweise härtere Hölzer, zum Durchschneiden eine höhere „Kraft“ des Lasers, was natürlich zu einer größeren Schnittfuge führen sollte. Durch die Verwendung einer genauen Frequenz in der Laserleistung sollte es Ihnen jedoch möglich sein, die Toleranz von 0,1 mm zuverlässig zu erreichen.
| Holzart | Dichte (g/cm³) | 150 W Laserschnittbreite (mm) | 400 W Laserschnittbreite (mm) | Passtoleranz (mm) |
| Linde | 0,5-0,6 | 0,12 | 0,15 | ±0,1 |
| Ahorn | 0,6-0,7 | 0,14 | 0,17 | ±0,1 |
| MDF | 0,7-0,8 | 0,16 | 0,19 | ±0,12 |
| Eiche | 0,75-0,85 | 0,18 | 0,21 | ±0,15 |
Einfluss der Laserleistung auf die Karbonisierungsschicht und Optimierungsschema
Die Tiefe der Karbonisierungsschicht variiert stark je nach Laserleistung. Eine sehr tiefe Karbonisierungsschicht führt zu höheren Endbearbeitungskosten. LS Manufacturing hat durch praktische Messungen ein Schema zur Kontrolle der Karbonisierungsschicht mit mittlerem stickstoffunterstütztem Gasdruck als Schlüsselmethode zusammengefasst .
- Beim Laserschneiden mit 150 W beträgt die Dicke der karbonisierten Schicht etwa 0,08 mm für Linde und 0,1 mm für Ahorn; während bei 400 W die karbonisierte Schicht 0,15–0,2 mm erreicht.
- Der mit Stickstoff unterstützte Gasdruck sollte auf 0,6–0,8 MPa eingestellt werden, damit die karbonisierte Schicht um 60 % verringert wird. Insbesondere muss nicht gemahlen werden.
- Der oben beschriebene Optimierungsprozess kann Kunden dabei helfen, 15 % der Sekundärprozesskosten einzusparen und gleichzeitig sicherzustellen, dass die Toleranz kontinuierlich 0,1 mm beträgt.

Abbildung 1: Laserschneider graviert komplizierte Mandalamuster auf Holz.
Was sind die Einschränkungen beim Laserschneiden von Holz im Vergleich zu CNC bei komplexen geometrischen 3D-Strukturen?
Beim Laser-Holzschneiden kann eine berührungslose Bearbeitung eingesetzt werden, die sich besser für präzises Planschneiden eignet. Aber für komplizierte 3D-Geometrien Laserschneiden von Holz weist im Vergleich zur CNC-Bearbeitung viele Mängel auf. Die Auswahl sollte von den Merkmalen des Teils abhängen, um Lieferausfälle bei der Bestellung zu vermeiden.
Hauptunterschiede zwischen berührungsloser und kontaktbehafteter Bearbeitung
Beim Laserschneiden von Holz handelt es sich um eine berührungslose thermische Bearbeitung, bei der Laser zum Schmelzen und Schneiden des Holzes verwendet werden, hauptsächlich für flache Oberflächen und einfache Hohlräume. CNC-Bearbeitung ist eine Kontaktbearbeitung, bei der Schneidwerkzeuge zum Fräsen und Bohren verwendet werden, hauptsächlich für komplexe dreidimensionale Strukturen. Diese Unterscheidungen implizieren ihre vielfältigen Möglichkeiten.
Die Unersetzlichkeit der CNC-Bearbeitung und Empfehlungen zur Entscheidungsfindung
- Bei der Bearbeitung von tiefen Löchern (Durchmesser 5 mm, Tiefe 20 mm) kann das Laserschneiden aufgrund des lokalen Bereichs, in dem wir Wärme zur Diffusion verwendet haben, keine Karbonisierung der Seitenwand und der darüber liegenden Rechtwinkligkeit verursachen.
- Schneidwerkzeuge von CNC-Systemen können direkt gefräst werden, um die oben genannten Probleme vollständig zu vermeiden, so dass die Wand der Löcher glatt ist und der Rechtwinkligkeitsfehler 0,02 mm beträgt.
- Im Vergleich zum Laserschneiden sind die Bearbeitungsgenauigkeit und Bearbeitungsstabilität der CNC-Bearbeitung bei der Bearbeitung von Stufenflächen und Konturflächen viel besser und unersetzlich.
LS Manufacturing schlägt vor: Bei Teilen mit einer Dicke von mehr als 20 mm und mit tiefen Merkmalen kann die blinde Auswahl des lasergeschnittenen Holzdienstes zu einer deutlich schlechteren Rechtwinkligkeit und Durchlaufquote führen. Der CNC-Bearbeitung sollte der Vorzug gegeben oder eine Kombination aus „CNC-Grobbearbeitung + Laser-Feinbeschnitt“ gewählt werden.

Abbildung 2: Geteilte Ansicht: Laser- und CNC-Bearbeitung komplexer 3D-Holzstrukturen.
Wie löst der kundenspezifische Laserschneidservice von LS Manufacturing die thermische Verformung dünner Platten?
Ein echtes Problem für OEMs beim Laserschneiden dünner Bleche (3 mm) ist eine zu starke HAZ-Verformung, die zu einer schlechten Ebenheit führt. Dies ist ein typisches Problem für OEMs beim Laserschneiden. LS Manufacturings Maßgeschneiderter Laserschneidservice können dieses Problem durch unsere proprietäre Technologie effizient lösen.
Der Einfluss der Pulsfrequenz auf die Wärmeeinflusszone (HAZ)
Die Wärmeeinflusszone (HAZ) ist der Hauptfaktor, der zur Verformung des dünnen Blechs führt. Die Pulsfrequenz stellt sich direkt auf die Größe der WEZ ein. Um den Effekt richtig zu kontrollieren, haben wir die HAZ von 3 mm starkem Luft- und Raumfahrtsperrholz aus realen Messungen ermittelt und optimierte Parameter , die streng auf der Norm ASTM D1761-16 für die Holzverarbeitung basieren.
Vereinfacht gesagt ist die Pulsfrequenz das Tempo Laserschneiden dünner Platten . Je fester das Tempo, desto geringer ist der „thermische Schaden“ an der dünnen Platte, desto geringer ist die Wahrscheinlichkeit einer Verformung, was auch das Geheimnis unserer präzisen Kontrolle der Ebenheit dünner Platten ist.
| Pulsfrequenz (kHz) | Breite der Wärmeeinflusszone (mm) | Ebenheitsfehler (%) | Erfolgsquote (%) |
| 10 | 0,8 | 1.2 | 75 |
| 20 | 0,5 | 0,8 | 88 |
| 30 | 0,3 | 0,4 | 99,5 |
| 40 | 0,25 | 0,35 | 99,8 |
Exklusive Technologie garantiert die Ebenheit dünner Platten
- Ausleger Präzisions-Laserschweißmaschine Die Düsen verwenden eine Waben-Arbeitsplattform, die eine gleichmäßige Laserintensität aufweist, keine lokalen Stöße von dünnen Blechen verursacht und verhindert, dass dünne Bleche durch die Quelle verformt werden.
- Zusammen mit der 15-20-Kühllufttechnologie wird die Schnittfläche schnell abgekühlt, die Wärmediffusion verringert und die Verformung weiter kontrolliert.
- Erkennt das technische Problem, dass die Ebenheit großflächiger Feinschnittteile 0,5 % beträgt. Aufgrund der beiden technischen Garantien ist auch die thermische Verformung dünner Bleche gewährleistet.
Kundenspezifische Laserschneiddienstleistungen lösen präzise das Problem der thermischen Verformung in dünnen Blechen und verbessern die Ausbeute bei hochwertigen OEM-Aufträgen. Laden Sie unser Handbuch zur Dünnblechverarbeitungstechnologie herunter , um für Ihre Produkte geeignete Pulsfrequenzparameter zu erhalten und Verformungsrisiken einfach zu vermeiden.
Wie können OEM-Kosten durch Optimierung der Verschachtelung beim Laserschneiden gesenkt werden?
In der OEM-Massenproduktion ist der Holzverbrauch entscheidend, um ein angemessenes Kostenmanagement zu erreichen. Verbesserung der n Getesteter Layout-Algorithmus des Laserschneidservice Eine bessere Holznutzung könnte die Kostensenkungsrate verlangsamen und eine der wertschöpfenden Praktiken von LS Manufacturing sein, um die Kosten für die Kunden zu senken.
Intelligente Layout-Software verbessert die Holznutzung
- Wir können das Layout mithilfe unserer Intelligent Array Arrangement Software automatisch optimieren, abhängig von den Formen und Größen der OEM-Teile.
- Selbst bei einem normalen Layout kann die Holzausnutzung nicht über 75 % bis 80 % erreicht werden, unsere Software kann jedoch ein hohes Niveau von über 92 % erreichen.
- Bei einem 50 mm x 30 mm großen Holzverbinder kann das intelligente Layout 380 zusätzliche Teile auf einer Platine generieren und so 18 % des Materials einsparen.
Am Beispiel eines 50 mm x 30 mm großen Steckverbinders kann ein herkömmliches Layout 1900 Teile auf einer 1220 mm x 2440 mm großen Platine ergeben, unser intelligentes Layout kann 2280 Teile auf einer Platine derselben Größe ergeben. Die Effizienz wird um 380 Teile pro Platine gesteigert und der Materialverbrauch um 18 % reduziert.
Unterschiede und Kostenberechnungen bei der Anwendung der Shared-Edge-Cutting-Technologie
Durch den gemeinsamen Kantenschnitt wird Schnittabfall vermieden. Beim Laserschneiden entstehen komplett geteilte Kanten mit 90 % Überlappung. CNC kann aufgrund der Beschränkungen des Werkzeugdurchmessers (0,5 mm) solche gemeinsamen Kanten zwischen Teilen nicht herstellen und daher wird mehr Material verschwendet.
Formel zur Berechnung der Materialeinsparung: Kosteneinsparung = (Auslastungsgrad konventioneller Anordnung – Auslastungsgrad intelligenter Anordnung) × Stückpreis für Holz, das jährlich benötigt wird.
Wenn jährlich 1.000 Platinen benötigt werden und der Stückpreis 150 US-Dollar pro Platine beträgt, könnten in einem Jahr 18.000 US-Dollar eingespart werden.
Fallstudie: Prozessentscheidungsfindung von LS Manufacturing für die individuelle Gestaltung von Massivholz
Bei Holzkomponenten für medizinische Geräte werden höchste Anforderungen an Präzision und Oberflächenqualität gestellt, auch wenn sich Fehler auf Montage- und Sterilisationstests auswirken . Hier als Beispiel zeigt unser maßgeschneidertes Ahorngehäuse-Projekt für eine europäische Medizinmarke die Entscheidungs- und Problemlösungsfähigkeit im Vordergrund.
Kundenherausforderungen
Ein europäisches Medizinunternehmen benötigte maßgeschneiderte Ahorngehäuse mit komplizierten Belüftungslöchern für den Einsatz in hochwertigen Prüfmaschinen. Zu den Spezifikationen gehörten eine Lochdurchmessertoleranz von 0,05 mm, keine karbonisierten schwarzen Kanten, ein Ra von 0,8 μm und ein Passieren Sterilitätstests in medizinischer Qualität . Das Material wurde ursprünglich von einem Lieferanten mit Standardmethoden lasergeschnitten, wobei die Schnittkanten verbrannten und sich hinsichtlich der Festigkeit als unzureichend erwiesen, was zu zahlreichen Fehllieferungen und dem Risiko von Bußgeldzahlungen durch den Kunden führte.
Als der Kunde schnell mit der dringenden Musterüberprüfung und dem Versand von 50 Stück für eine 15-tägige Lieferung anrief, wobei der Stoff und die Gesamtkosten beeinträchtigt wurden und keine zusätzlichen Schleifkosten anfielen.
LS-Fertigungslösung
Unsere Ingenieure testeten zunächst das Ahornholz und maßen die Dichte mit 0,65 g/cm³. Basierend auf der Struktur des Teils (8 mm Dicke, 3 mm Belüftungslochdurchmesser, 200 Stück/Stück) haben wir uns entschlossen, auf ein einzelnes Teil zu verzichten Laserschneidverfahren und als sinnvolle Kombination zu verwenden: „5-Achsen-CNC-Schruppbearbeitung + Präzisions-Laserschneiden für die Holzbearbeitung“.
- Bei der 5-Achsen-CNC-Schruppbearbeitung wird das vorhandene überschüssige Material abgetragen. Die Fräserversätze werden auf 0,1 mm gehalten, um eine übermäßige Wärmediffusion zum überschüssigen Material während des Laserschneidens zu vermeiden.
- Stellen Sie eine Laserleistung von 300 W, eine Pulsfrequenz von 30 kHz und einen stickstoffunterstützten Gasdruck von 0,7 MPa ein und führen Sie eine Feinbearbeitung der Belüftungslöcher und Kanten der Außenhülle durch. Ziel ist es, den Lochdurchmesser innerhalb der Toleranz zu halten und eine Karbonisierung zu vermeiden.
- Automatisiertes Sandstrahlen zur Beseitigung von Fehlern auf der Oberfläche aller Gussteile Oberflächenrauheit Standards. Während dieses Prozesses wird auch eine Umgebungstemperatur und -feuchtigkeit von 48 Stunden durchgeführt, um den Feuchtigkeitsgehalt zwischen 10 % zu halten und Verformungen in einem nächsten Schritt zu vermeiden.
Ergebnisse und Wert
50 Proben absolvierten 100 % Sterilitätstests , die Porengrößentoleranzen lagen alle innerhalb von 0,05 mm, es waren keine schwarzen Kanten karbonisiert, Ra war kleiner oder gleich 0,6 m und erfüllte die Spezifikation.
Im Vergleich zum vorherigen Anbieter; Die Montageeffizienz des Kunden wurde um 30 % verbessert, es war kein Vorschleifen erforderlich, die Gesamtkosten sanken um 40 % und das Ausfallrisiko wurde gemindert. Im Moment hat unser Kunde eine lange und nachhaltige Beziehung zu uns und wir kaufen 300 Stück pro Monat. Durch die Nutzung dieses intelligenten Layouts und Prozesses haben wir die Kosten pro Stück um weitere 8 US-Dollar gesenkt.
Egal, ob Sie einen medizinischen Abschluss oder einen anderen Abschluss haben komplexes Laserschneiden von Holz Je nach Individualisierungsbedarf können wir präzise Prozessentscheidungen und Lösungen liefern. Reichen Sie Ihre Teilezeichnungen ein, um kostenlose DFM-Analyse- und Anpassungslösungen zu erhalten und so effiziente und kostengünstige Verarbeitungspfade freizuschalten.

Wie erreicht man ein schnelles Prototyping durch präzises Laserschneiden für Holz?
Das präzise Laserschneiden von Holz für eine exakte Form macht Formen/Vorrichtungen überflüssig und reduziert die Gesamtzeit für die Prototypenerstellung, was eine schnelle Design-Iteration ermöglicht für den Endkunden und zur Reduzierung versunkener Kosten.
Effizienz bei der Umwandlung von DFM in Prototyping
Unser leitendes Ingenieurteam überprüft Kundenzeichnungen kostenlos anhand der häufig erforderlichen Tabellenkalkulation, um zu bestätigen, dass das Verhältnis von minimalem Lochdurchmesser zu Wandstärke aus Sicht der Laserbearbeitbarkeit machbar ist, und um Prototypausfälle zu verhindern.
- Präzises Laserschneiden auf Holz: Es sind keine Matrizen oder speziellen Vorrichtungen erforderlich, wir können direkt nach Zeichnungen schneiden, sodass die Reaktionszeit viel kürzer ist.
- Unser CNC-Prototyping kann innerhalb von 24 Stunden schnelle Muster liefern, komplexe Teile können innerhalb von 48 Stunden nach Maß gefertigt werden, während der normale CNC-Prototyping-Prozess normalerweise 3–5 Tage dauert.
- Der Prototyping-Zyklus kann mit um etwa 70 % verkürzt werden Laser-Prototyping als beim CNC-Prototyping, was die Beschleunigung von OEM-Projekten erleichtert.
Vorteile und Kostenvermeidung beim Prototyping
Die Präzision der schnellen Laserverarbeitung ist hoch, die Effizienz ist hoch, die Erfolgsquote liegt bei über 99 %, unter der Bedingung eines unbekannten Profils kann die Angemessenheit des Designs schnell überprüft werden. Gleichzeitig betragen die Kosten nur 1/5 der CNC-Formen-Schnellbearbeitung und müssen nicht für den Verlust der Formenherstellung aufkommen, wenn die CNC-Formen immer wieder geöffnet werden.
Wie bewertet man die Oberflächenqualität beim Laserschneiden von OEM-Teilen?
Auch die Oberflächenqualität ist ein weiterer Faktor komplexe OEM-Komponente Auswirkungen auf die Montage und das allgemeine Gesamtgefühl haben. Um die Oberflächenqualität eines Laserschneiddienstes für OEM-Teile zu bestimmen, müssen strenge Standards sowie eine genaue Kontrolle der Echtzeitverarbeitung eingehalten werden, damit die Komponenten den festgelegten Standards entsprechen.
Kernstandards für „Hochwertige Schnitte“
Die Bedingungen zur Beurteilung der Oberflächenqualität von lasergeschnittenem Holz sind die Oberflächenrauheit (Ra) und die Rechtwinkligkeit der Kanten. Die Kriterien für komplexe OEM-Teile der Industrie:
Ra 1,0 μm, Kantensenkrechtheitsfehler 0,03 mm/100 mm und es gibt keine Karbonisierung, Grate und Abplatzungen. Die Standards variieren je nach Anwendung und betragen Ra 0,8 μm für Teile medizinischer Geräte, Ra 1,2 m für Möbel und Dekorationsgegenstände und Ra 1,5 μm für Industrieteile. Wir können die Standards individuell an die Anforderungen des Kunden anpassen.
Lösungen für Echtzeitüberwachung und Präzisionskompensation
In unserer Produktionslinie installieren wir ein Echtzeitüberwachungsgerät, das alle 10 Stück Proben entnimmt, um Ra und Rechtwinkligkeit auf stabile Qualität zu überprüfen. Gleichzeitig wenden wir eine Laserpunktkompensation an, um den Einfluss der Maserung auf die Genauigkeit auszugleichen, die Neigungsabweichung beim Schneiden zu korrigieren und die Austauschbarkeit von OEM-Komponenten zu gewährleisten.
Eine genaue Beurteilung und Kontrolle der Oberflächenqualität ist für die Gewährleistung der Montagegenauigkeit von entscheidender Bedeutung komplex strukturierte Teile . Um Standards zur Oberflächenqualitätsprüfung für Laserschneiddienstleistungen für OEM-Teile zu erhalten, kontaktieren Sie uns für eine kostenlose Prüfung Ihrer Teilemuster, um sicherzustellen, dass sie den Projektanforderungen entsprechen.
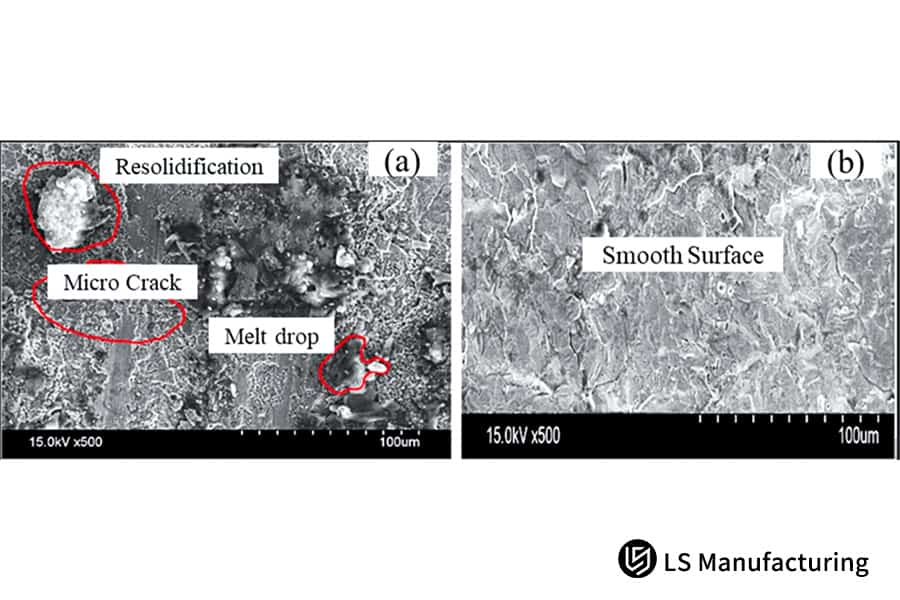
Abbildung 3: Mikroskopbilder von lasergeschnittenen und glatten Holzoberflächen.
Warum empfiehlt LS Manufacturing die CNC-Bearbeitung, wenn es um hochfestes oder extrem dickes Holz geht?
Der Laserschneid-Holzservice eignet sich für mittlere bis dünne Bretter. Die Effizienz, Arbeitsqualität und Genauigkeit würden bei Harthölzern oder Holz mit einer Dicke von mehr als 30 mm abnehmen . Dann empfehlen wir Ihnen, die bessere CNC-Bearbeitung zu nutzen, die Effizienz, Genauigkeit und Preis in Einklang bringt.
Leistungswendepunkt beim Laserschneiden
Die Laserschneidgeschwindigkeit steht im negativen Zusammenhang mit Dicke und Festigkeit. Für jedes Holz mit einer Dicke > 30 mm und einer Dichte > 0,8 g/cm 3 (Eiche und Walnüsse) gibt es einen wichtigen Leistungswendepunkt: Laserenergie muss stark erhöht werden; Geschwindigkeit muss um mehr als 50 % reduziert werden; Die karbonisierte Schicht muss sich vertiefen und die Toleranz wird dann schwer zu kontrollieren.
| Holzstärke (mm) | Laserleistung (W) | Schnittgeschwindigkeit (mm/s) | Karbonisierungstiefe (mm) | Toleranz (mm) |
| 20 | 400 | 15 | 0,15 | ±0,1 |
| 30 | 600 | 7 | 0,3 | ±0,15 |
| 40 | 800 | 4 | 0,5 | ±0,2 |
| 50 | 1000 | 2 | 0,8 | ±0,3 |
Vorteile der CNC-Bearbeitung
Beim Umgang mit schweren industriellen Holzbauteilen ist unser hochsteifes CNC-Fräsen dem Laserfräsen in allen Belangen überlegen. Eine CNC-Maschine mit einer 15-kW-Hochleistungsspindel kann 50 mm dickes Eichenholz mit einer Geschwindigkeit von 8 mm/s schneiden, was viermal schneller ist als das Laserschneiden. Die Schnittfläche ist nicht karbonisiert und die Toleranz kann innerhalb von ± 0,15 mm kontrolliert werden.
Das Laserschneiden von 12 mm (Abfall) erfordert 15–20 kWh pro Stunde, verglichen mit 8–10 kWh beim CNC-Schneiden, und reduziert die Einsparung beim Sekundärschleifen, wodurch die Kosten pro Stück um 25 % gesenkt werden. Wenn man blind nach neuen Lasertechnologien strebt, aber keine Effizienz mehr hat und die Kosten steigen, ist es sinnvoller, sich für die CNC-Bearbeitung zu entscheiden.
FAQs
F1: Wie erhält LS Manufacturing die Dimensionsstabilität des komplexen Holzlaserschneidens mit unterschiedlichem Feuchtigkeitsgehalt aufrecht?
LS Manufacturing beschäftigt die Wälder 48 Stunden lang bei konstanter Temperatur und Luftfeuchtigkeit. Der Feuchtigkeitsgehalt wird in einem Bereich von 8 bis 12 % gehalten. Mit Hilfe von Laserkompensationsalgorithmen ändern die komplexen Holzteile aufgrund von Feuchtigkeitsverdunstung nie ihre Abmessungen porieren.
Q2. Was ist die Mindestbestellmenge (MOQ) und die Vorlaufzeit für das Laserschneiden?
Von ein paar Prototypenstücken bis hin zu einer komplett produzierten Charge von Zehntausenden Stücken können wir nahezu jede OEM-Vorlaufzeit einhalten, um Ihren Anforderungen gerecht zu werden. Prototypenmuster werden innerhalb von 24–48 Stunden geliefert. OEM-Standardaufträge werden normalerweise innerhalb von 7 bis 10 Arbeitstagen abgeschlossen. Es werden Qualitätsberichte bereitgestellt und kurze Vorlaufzeiten können bereitgestellt werden.
F3: Ist es bei der Produktion von LS Manufacturing möglich, die verkohlten Kanten nach dem Laserschneiden abzuschneiden?
Ja, wir verfügen über automatisierte Sandstrahl- und Präzisionsschleiflinien, die auch alle Kanten gemäß der Zeichnung bearbeiten, sodass keine zusätzliche Auslagerung durch den Kunden erforderlich ist und Kosten gespart werden.
F4: Welche Holzart eignet sich am besten für den Präzisionslaserschnitt, um die besten Kosten zu erzielen?
Linde, Ahorn (Kabinett, Fly-Beamboard) und einige MDF-Typen, drei Materialien, haben eine mäßige Dichte, gleichmäßige Maserung, geringe Karbonisierung und eine angenehme Toleranz . Daher ist es einfach, geeignete Baumaterialien unter Berücksichtigung von Festigkeit und Kosten auszuwählen.
F5: Reichen Sie DFM für einen OEM-Laserschneidservice ein?
Alle Fragen erhalten eine kostenlose DFM-Bewertung durch einen leitenden Ingenieur. Dabei überprüft er den Lochdurchmesser und das Wandstärkenverhältnis, lokalisiert und verbessert die Verarbeitungsprobleme, stellt sicher, dass das Design herstellbar ist und stellt sicher, dass es nicht zu Prototypausfällen kommt.
F6: Wie schützt die LS-Herstellung das geistige Eigentum und die Zeichnungssicherheit von OEM-Kunden?
Wir haben verschiedene Maßnahmen ergriffen, darunter die physische Isolation bei der Verarbeitung, die Unterzeichnung einer schriftlichen Vertraulichkeitsvereinbarung, die Speicherung elektronischer Zeichnungen auf verschlüsselten Servern und ein vollständiges Verbot des Fotografierens ohne Genehmigung in der Fabrik, um die Interessen unserer Kunden umfassend zu schützen.
F7: Ist es der CNC überlegen, künstlerische Komponenten wie das Präzisionsinlay zu bearbeiten?
Bei Verwendung eines Lasers mit einem Schneidradius von nur 0,1 mm ist der Abstand zwischen den Objekten, der tatsächlich ausgeschnitten werden soll, um sehr kleine Kurven- und Eckschnitte zu ermöglichen , deutlich größer als bei CNC-Schneidewerkzeugen und bietet eine bessere Leistung für künstlerische Objekte wie komplexe Mosaike.
F8: Welche Informationen werden benötigt, um ein Angebot für das Präzisions-Laserschneiden von Holz von LS Manufacturing zu erhalten?
Laden Sie Zeichnungen im DXF/STEP/AI-Format hoch , unter Angabe des Materials, der Dicke und des geschätzten jährlichen Verbrauchs. Wir erstellen innerhalb von 4 Stunden ein detailliertes Angebot, einschließlich Bearbeitung, Materialkosten und Lieferzeit, ohne versteckte Kosten.
Zusammenfassung
Bei der Entscheidung, ob CNC-Bearbeitung oder Laserschneiden von Holz in Anspruch genommen werden sollen, muss eine gute Balance gefunden werden. Genaue Toleranzen, Dicke und Oberflächenbeschaffenheit haben nicht nur einen direkten Einfluss darauf, wie schnell die OEM-Bestellung pünktlich geliefert wird, sondern auch auf die Kosten des Auftrags. LS Manufacturing bietet eine End-to-End-Lösung, nicht nur eine einfache Bearbeitung.
Einfache Prozessentscheidungen: Unser professionelles Team kennt bereits die wichtigsten Schwachstellen und Optimierungslösungen für die Holzverarbeitung. Du kannst Laden Sie jetzt 2D-/3D-Zeichnungen hoch . Wir unterbreiten Ihnen innerhalb von 4 Stunden eine kostenlose DFM-Bewertung und ein konkurrenzfähiges Angebot, um den optimalen Verarbeitungspfad für Sie zu definieren und eine effiziente und qualitativ hochwertige Auftragslieferung sicherzustellen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


