
木材のレーザーカットサービスこれは、OEM の精密木製部品の製造時に一般的に採用されるプロセスです。納品の品質とコストは、レーザーカットか CNC 加工のどちらを選択するかによって決まります。これは、「CNC とレーザー切断木材の違いは何ですか」というリストを徹底的に再構成したものです。
最近の OEM 製造では、購入者は木材の表面の焼けや許容範囲外の誤差などの問題に遭遇する可能性があります。表面の比較ではより深い問題を解決することはできません。また、材料の熱応力と機械的切削力の相互作用を無視すると、高額注文の場合に失敗が発生しやすくなります。
LS Manufacturing は実践データを組み合わせて、製品の技術的核心を分析します。レーザー切断とCNC加工、プロジェクトの開始段階で最適なプロセスの決定を下すのに役立ちます。

レーザー切断 vs. CNC 加工: 主要な答えの概要
| プロセスの種類 | 適用公差範囲 | 適用木材厚さ | 主な利点 | お客様のメリット |
| 木材の精密レーザー切断 | ±0.05~0.1mm | ≤20mm | 精密なカット、接触変形なし | サンディングステップを削減し、歩留まりを向上させます |
| CNC加工 | ±0.1~0.2mm | ≧20mm | 深穴・段差面加工で大きなメリット | 厚い材料の直角度制限を超えることを回避します |
| 複合プロセス | ±0.05mm | 任意の厚さ | 精度と複雑な構造のバランスをとる | 医療グレードの品質で総コストを 40% 節約 |
| カスタムレーザー切断サービス | ±0.05~0.1mm | ≤10mm | 薄板の熱変形を解決 | 平面度0.5%以内に管理 |
この文書では、OEMバイヤーがカスタムジョブに最初からプロセスを正確に適合させ、不必要なコストを排除し、時間内に注文を納品するスピードを達成するための一流の専門設備を紹介するのに役立つ、利用可能な状況に適合するプロセスとプロセス技術パラメータとケースについて説明します。
OEM レーザー切断サービスで LS Manufacturing を信頼する理由複雑な部品の製造経験
OEM メーカーが加工サービス サプライヤーを選ぶ理由は何ですか?コストコントロール可能、品質安定、納期確実、付加価値… LSメーカーのアドバンテージとは一体何でしょうか?私たちはこれを過去 12 年間開発してきました。当社は、洗練された OEM 木工加工、ハイエンド OEM サプライヤーに広く使用されている品質、800 を超えるクライアントの蓄積された資格、 5,000 を超える複雑なプロジェクトの部品に取り組み、 300 を超えるデバイスの公差が 0.05 mm に達し、顧客の再購入率が 85% 未満であることに重点を置いています。
当社のすべてのプロセスは以下に従って実行されます。 ISO9001:2015標準的な品質管理システム。材料の選択からテストまでのあらゆる側面をカバーする標準です。当社の北米の家具 OEM 顧客の 1 つは、公差 0.1 mm の厚さ 8 mm のメープル装飾部品をコスト効率よく生産したいと考えていました。部品の承認率は 70% で、切断面が炭化しているため納期が遅れています。
窒素を利用したガス圧とレーザー出力を最適化し、一定の温度と湿度の前処理を組み合わせることで、飛行率は 99.8% に上昇し、二次研磨コストは 15% 削減され、納期サイクルは 15 日から 7 日に短縮されました (顧客がコア注文を維持できるようになります)。これは、プロセスの最適化と組み合わせて木材の特性をよく理解していることを示しています。
設備としては、高精度レーザー切断機15台と高剛性CNC工作機械8台を備え、主に使用される20種類の木材を加工可能です。強固なプロセスパラメータライブラリを確立し、サービス体制も国際レベルに達しています。 ANSI B11.2 機械安全規格。
少量のサンプルが必要な場合でも、大規模な OEM 生産が必要な場合でも、公差、表面品質、コストに関する問題点に対処する適切なソリューションを提供できます。無料のプロセス評価と効率的なコラボレーションを開始するには、今すぐ当社のエンジニアにお問い合わせください。

木材の精密レーザー切断で±0.1mmの公差を達成するにはどうすればよいですか?
高級精密木材部品の一般的な公差は0.1mmです。中心となるテクニックは、 精密レーザー切断木材の場合、コストを節約するために、切り口幅と木材密度の関係、およびレーザービームの出力が切断面の品質に与える影響に特に注意を払い、切り口幅を最適化する必要があります。
切り口幅と木材密度の関係
カーフ幅は公差精度に関係し、木材の密度に大きく影響されます。木材の密度が高くなるほど、切り口を切断するために必要な力が大きくなり、切り口が広くなります。同じ公差(0.1mm)を目指す場合、より正確になりますレーザーパワー管理が必要です。
全体として、より硬い木材のような密度の高い木材は、切断するためにレーザーからのより大きな「力」を必要とし、その結果、当然より大きな切り口が生じるはずです。ただし、レーザー出力に正確な周波数を使用すると、0.1mm の公差を確実に得ることができるはずです。
| 木の種類 | 密度 (g/cm3) | 150W レーザーカット幅 (mm) | 400W レーザーカット幅 (mm) | はめあい公差(mm) |
| リンデン | 0.5~0.6 | 0.12 | 0.15 | ±0.1 |
| メープル | 0.6~0.7 | 0.14 | 0.17 | ±0.1 |
| MDF | 0.7~0.8 | 0.16 | 0.19 | ±0.12 |
| オーク | 0.75~0.85 | 0.18 | 0.21 | ±0.15 |
レーザー出力が炭化層に及ぼす影響と最適化スキーム
炭化層の深さは、レーザー出力が異なると大きく異なります。炭化層が非常に深いと仕上げコストが高くなります。 LS Manufacturing は、実際の測定を通じて、中窒素アシストガス圧力を主要な方法とした炭化層制御スキームをまとめました。
- 150Wのレーザー切断では、炭化層の厚さはバスウッドで約0.08mm、カエデで約0.1mmであることがわかります。 400Wでは炭化層は0.15~0.2mmに達します。
- 炭化層が60%減少するように窒素アシストガス圧力を0.6~0.8MPaに調整します。特に研ぐ必要はありません。
- 上記の最適化プロセスにより、顧客は 2 次プロセスのコストを 15% 節約できると同時に、公差を継続的に 0.1 mm に保つことができます。

図 1: レーザー カッターで木材に複雑なマンダラ パターンを彫刻します。
複雑な 3D 幾何学的構造における CNC と比較した木材レーザー切断サービスの制限は何ですか?
木材のレーザー切断サービスでは、精密な平面切断に適した非接触加工が可能です。しかし、複雑な 3D ジオメトリの場合は、レーザー木材切断CNC加工に比べて欠陥が多い。注文の配送エラーを避けるために、部品の機能に応じて選択する必要があります。
非接触加工と接触加工の主な違い
木材のレーザー切断サービスは、レーザーを使用して木材を溶かし、主に平面や単純な空洞を切断する非接触熱処理です。 CNC加工切削工具を使用してフライス加工や穴あけを行う接触加工で、主に複雑な三次元構造を加工します。これらの違いは、さまざまな機会を暗示しています。
CNC 加工のかけがえのなさと意思決定に関する推奨事項
- 深穴(直径5mm、深さ20mm)を加工する場合、レーザー切断では局所的に熱を拡散させてしまうため、側壁や直角度以上の炭化が発生してしまう場合があります。
- CNCシステムの切削工具は直接フライス加工が可能で、上記の問題を完全に回避し、穴の壁は滑らかで直角度誤差は0.02mmです。
- レーザー切断と比較して、CNC加工は段差面や輪郭面の加工において加工精度と加工安定性がはるかに優れており、代替不可能です。
LS Manufacturing は次のように提案しています:厚さが 20 mm を超え、深いフィーチャを持つ部品の場合、レーザー カット木材サービスをブラインドで選択すると、直角度と合格率が大幅に悪化する可能性があります。 CNC 加工を優先するか、 「CNC 粗加工 + レーザー微細トリミング」の組み合わせを選択する必要があります。

図 2: 分割ビュー: 複雑な 3D 木材構造のレーザー加工と CNC 加工。
LS Manufacturing のカスタム レーザー切断サービスは、薄板の熱変形をどのように解決しますか?
OEM にとって、薄板 (3mm) をレーザー切断する場合の本当の問題点は、HAZ 変形が大きすぎて平坦度が低下することです。これは、OEM がレーザー切断する際によくある問題です。 LSマニュファクチャリングズカスタムレーザー切断サービス当社独自の技術により、この問題を効率的に解決できます。
熱影響部 (HAZ) に対するパルス周波数の影響
熱影響部 (HAZ) は、薄板の変形を引き起こす主な要因です。パルス周波数は HAZ のサイズに直接設定されます。この影響を適切に制御するために、当社は実際の測定から 3 mm の航空宇宙用合板の HAZ を取得し、木材加工に関する ASTM D1761-16 規格に厳密に基づいてパラメータを最適化しました。
簡単に言うと、脈拍の周波数は次のようなペースです。薄板をレーザー切断する。ピッチが硬いほど、薄板への「熱ダメージ」が少なくなり、変形が起こりにくくなります。これが、薄板の平面度を精密に管理する秘密でもあります。
| パルス周波数 (kHz) | 熱影響部幅(mm) | 平坦度誤差 (%) | 合格率 (%) |
| 10 | 0.8 | 1.2 | 75 |
| 20 | 0.5 | 0.8 | 88 |
| 30 | 0.3 | 0.4 | 99.5 |
| 40 | 0.25 | 0.35 | 99.8 |
独自の技術で薄板の平坦性を保証
- カンチレバー精密レーザー溶接機ノズルはハニカム作業プラットフォームを使用しており、レーザー強度が均一で、薄板の局所的な影響がなく、光源による薄板の変形を防ぎます。
- 15-20 の冷却空気技術と組み合わせることで、切断面が急速に冷却され、熱拡散が減少し、変形がさらに制御されます。
- 大面積微細カット部品の平坦度0.5%という技術課題を実現。 2つの技術保証により、薄板の熱変形も保証します。
カスタムレーザー切断サービスは、薄板の熱変形の問題を正確に解決し、高額の OEM 注文の歩留まりを向上させます。弊社の薄板加工技術マニュアルをダウンロードして、貴社の製品に適したパルス周波数パラメータを取得し、変形リスクを簡単に回避してください。
レーザー切断サービスのネスティングを最適化して OEM コストを削減するにはどうすればよいですか?
OEM の大量生産では、合理的なコスト管理を達成するために木材の使用が重要です。 nの改善の確立されたレイアウト アルゴリズムレーザー切断サービス木材の有効利用を改善することは、コスト削減率を低下させる可能性があり、顧客のコストを削減するための LS Manufacturing の付加価値実践の 1 つとなる可能性があります。
インテリジェントなレイアウト ソフトウェアにより木材の利用率が向上
- OEM部品の形状やサイズに応じて、インテリジェントアレイ配置ソフトウェアによりレイアウトを自動的に最適化できます。
- 通常のレイアウトでも木材利用率は 75% ~ 80% を超えることはできませんが、当社のソフトウェアを使用すると 92% 以上の高いレベルまで高めることができます。
- 50mm×30mm の木製コネクタでは、インテリジェント レイアウトにより基板内に 380 個の追加部品が生成され、材料の 18% が削減されます。
例として 50mm x 30mm コネクタを使用すると、従来のレイアウトでは 1220mm x 2440mm の基板に 1900 個の部品を配置できますが、当社のインテリジェント レイアウトでは同じサイズの基板に 2280 個の部品を配置できます。基板あたり 380 個の部品を使用することで効率が向上し、材料使用量が 18% 削減されることがわかります。
共通刃先切削技術の適用における違いとコスト計算
共通エッジカットにより切り無駄を省きます。レーザー切断により、90% が重なり合った完全に共有されたエッジが生成されます。 CNC では、工具直径 (0.5 mm) の制限により、部品間でこのような共有エッジを作成することができないため、より多くの材料が無駄になります。
材料節約の計算式:コスト削減=(従来レイアウト利用率-インテリジェントレイアウト利用率)×木材単価 年間必要量が必要となります。
ボードあたり 150 ドルの単価で年間 1,000 枚のボードが必要な場合、1 年で 18,000 ドルを節約できます。
ケーススタディ: LS Manufacturing の無垢材のカスタマイズに関するプロセスの意思決定
医療機器の木製部品には非常に高い精度と表面品質が要求され、誤差は組み立てや滅菌テストに影響します。ここでは、一例として、ヨーロッパの医療ブランド向けのメープルエンクロージャのカスタムメイドプロジェクトが、プロセスの意思決定と問題解決能力の前面を示しています。
クライアントの課題
ヨーロッパの医療会社は、ハイエンドの試験機で使用するために、複雑な通気孔を備えた特注のメープル製ハウジングを必要としていました。穴径公差0.05mm、炭化黒エッジなし、 Ra0.8μm合格の仕様です。 医療グレードの無菌検査。この素材は当初、サプライヤーによって標準的な方法を使用してレーザーカットされていましたが、切断端が焼け、強度の点で不十分であることが判明し、その結果、多数の納品失敗が発生し、クライアントによる違約金の支払いの危険にさらされました。
クライアントが緊急のサンプル確認と 15 日間の納期で 50 個の出荷についてすぐに電話をかけたとき、生地と総経費は妥協し、追加のサンディング費用はかかりませんでした。
LS製造ソリューション
当社のエンジニアは最初にカエデ材をテストし、密度を 0.65 g/cm3 で測定しました。部品の構造(厚さ8mm、通気孔径3mm、200個/個)から、思い切って1個を落とすという選択をしました。レーザー切断加工「5軸CNC粗加工+木材仕上げ用精密レーザー切断」を賢く複合的に使用します。
- 5 軸 CNC 荒加工により既存の余分な材料が侵食され、レーザー切断中の余分な材料への過剰な熱拡散を避けるためにカッターのオフセットは 0.1 mm に保たれます。
- レーザー出力300W、パルス周波数30kHz、窒素アシストガス圧0.7MPaに設定し、通気孔や外殻エッジの精密仕上げを行います。これは、穴の直径を許容範囲内に収め、炭化を防ぐことを目的としています。
- 自動サンドブラストにより、すべての鋳物の表面の欠陥を除去し、 表面粗さ規格。このプロセスでは、次の段階での変形を避けるために、周囲温度と湿度を 48 時間維持して含水率を 10% 以内に管理します。
結果と価値
50 個のサンプルが 100% 滅菌テストを完了し、孔径公差はすべて 0.05 mm 以内で、黒いエッジは炭化しておらず、Ra は 0.6 μm 以下で仕様を満たしていました。
以前のサプライヤーとの比較;お客様の組み立て効率は 30% 向上し、事前研削が不要になり、全体のコストが 40% 削減され、デフォルトのリスクが軽減されました。現時点では、お客様とは長期にわたる持続可能な関係を築いており、毎月 300 個を購入しています。これらのスマートなレイアウトとプロセスを利用することで、1 個あたりのコストをさらに 8 ドル削減しました。
医療グレードかその他のグレードを持っているかどうか複雑な木材のレーザー切断カスタマイズのニーズに応じて、正確なプロセスの決定とソリューションを提供できます。部品図面を送信すると、無料の DFM 解析およびカスタマイズ ソリューションが提供され、効率的で低コストの処理パスが得られます。

木材の精密レーザー切断により迅速なプロトタイピングを実現するにはどうすればよいですか?
木材を正確な形状にレーザーで精密に切断することで、金型や治具が不要になり、プロトタイピングに必要な全体的な時間が短縮され、迅速な設計の反復が可能になります。エンド顧客向けに有効にし、埋没コストを削減します。
DFM からプロトタイピングへの変換効率
当社のシニアエンジニアリングチームは、しばしば必要となるスプレッドシートを使用して顧客の図面を無料でレビューし、最小の穴直径と肉厚の比率がレーザー加工性の観点から実現可能であることを確認し、プロトタイプの故障を防ぎます。
- 木材の精密レーザー切断: 金型や特別な治具は必要なく、図面から直接切断できるため、応答時間が大幅に短縮されます。
- 通常の CNC プロトタイピング プロセスには通常 3 ~ 5 日かかりますが、当社の CNC プロトタイピングでは 24 時間以内に迅速なサンプルを提供でき、複雑な部品は 48 時間以内にカスタムメイドできます。
- 試作サイクルを約 70% 短縮できます。 レーザープロトタイピングCNC プロトタイピングよりも、OEM OEM プロジェクトの加速が容易になります。
プロトタイピングの利点とコストの回避
レーザー式の迅速な加工精度は高く、効率が高く、合格率は99%以上で、不慣れなプロファイルの条件下でも、設計の妥当性を迅速に証明チェックできます。同時に、コストはCNC金型の高速加工のわずか1/5で、 CNC金型を開いて何度も金型を作成する損失を支払う必要はありません。
OEM 部品のレーザー切断サービスで表面品質を評価するにはどうすればよいですか?
表面品質もまた、複雑な OEM コンポーネント組み立てや全体的な感触に影響します。 OEM 部品のレーザー切断サービスの表面品質を判断するには、コンポーネントが指定された基準を満たすために、厳格な基準とリアルタイム処理の厳密な管理を維持する必要があります。
「高品質カット」の基本基準
レーザーカットされた木材の表面品質を判断する条件は、表面粗さ(Ra)、エッジ直角度です。業界の複雑な OEM 部品の基準:
Ra1.0μm、刃直角度誤差0.03mm/100mmで炭化、バリ、欠けがありません。医療機器部品ではRa0.8μm、家具や装飾品ではRa1.2m、工業部品ではRa1.5μmと用途に応じて規格が異なります。お客様のご要望に合わせた規格のカスタマイズも可能です。
リアルタイム監視および高精度補償ソリューション
当社の生産ラインには、リアルタイム監視装置を設置し、10PCSごとにサンプルを採取し、安定した品質を確保するためにRaと直角度をチェックします。同時に、レーザースポット補正を適用して精度に対する砥粒の影響を相殺し、切断の傾き偏差を修正し、OEM部品の互換性を保証します。
表面品質の正確な評価と管理は、製品の組み立て精度を確保するために不可欠です。 複雑な構造の部品。 OEM 部品のレーザー切断サービスの表面品質検査基準を取得するには、部品サンプルの無料テストを行い、プロジェクト要件を満たしていることを確認します。
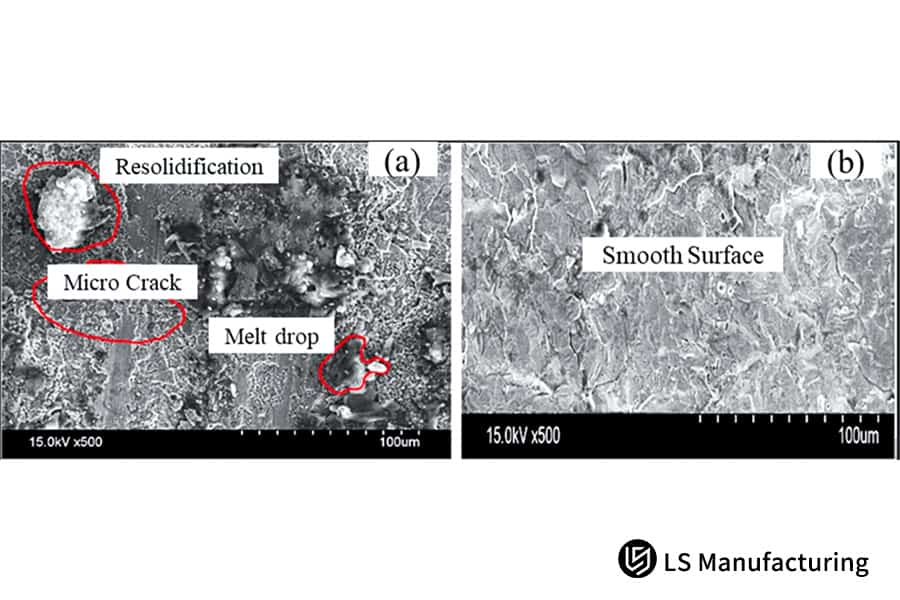
図 3: レーザーカットと滑らかな木材の表面の顕微鏡画像。
LS Manufacturing が高強度または非常に厚い木材を扱う場合に CNC 加工を選択することを推奨するのはなぜですか?
木材のレーザー切断サービスは、中程度から薄い板に適しています。堅い木材や30mmを超える厚さの木材では、効率、作業品質、精度が低下します。その場合は、効率、精度、価格のバランスが取れた、より優れた CNC 機械加工を使用することをお勧めします。
レーザー切断の性能変曲点
レーザー切断速度は、厚さと強度に負の関係があります。厚さが 30mm を超え、密度が 0.8g/cm 3 を超える木材 (オークおよびクルミ) には、重要な性能変曲点が存在します。 レーザーエネルギー大幅に増加する必要があります。速度を 50% 以上低下させる必要があります。炭化層が深くなり、許容範囲の制御が難しくなります。
| 木の厚さ(mm) | レーザー出力 (W) | 切断速度(mm/s) | 炭化深さ(mm) | 公差(mm) |
| 20 | 400 | 15 | 0.15 | ±0.1 |
| 30 | 600 | 7 | 0.3 | ±0.15 |
| 40 | 800 | 4 | 0.5 | ±0.2 |
| 50 | 1000 | 2 | 0.8 | ±0.3 |
CNC加工のメリット
重工業用木製部品を扱う場合、当社の高剛性CNCフライス加工はあらゆる面でレーザーフライス加工よりも優れています。 15kW の高出力スピンドルを備えた CNC マシンは、厚さ 50mm のオーク材を 8mm/s の速度で切断できます。これはレーザー切断の 4 倍の速さです。切断面は非炭化であり、公差は±0.15mm以内に管理できます。
12mm(廃棄物)のレーザー切断には1時間あたり15~20kwhかかりますが、CNCの場合は8~10kwhで、二次サンディングの節約が削減され、それによりピース当たりのコストが25%削減されます。新しいレーザー技術をやみくもに追求しても効率が悪く、コストが上昇するため、 CNC 加工を選択する方が合理的です。
よくある質問
Q1: LS Manufacturing では、含水率が異なる複雑な木材のレーザー切断の寸法安定性をどのように維持していますか?
LS Manufacturing では、一定の温度と湿度の下で 48 時間木材を使用します。水分含有量は 8 ~ 12% の範囲に保たれます。レーザー補正アルゴリズムの助けを借りて、複雑な木材は湿気の蒸発によって寸法が変化することはありません。ポレーション。
Q2.レーザー切断の最小注文数量 (MOQ) とリードタイムはどれくらいですか?
数個のプロトタイプサンプルから数万個の完全生産バッチまで、当社はお客様のニーズを満たすために、ほぼあらゆる範囲の OEM リードタイムに対応できます。プロトタイプサンプルは 24 ~ 48 時間以内に提供されます。 OEM の標準注文は通常 7 ~ 10 営業日以内に完了します。品質レポートが提供され、短納期での納品が可能です。
Q3: LS Manufacturing の製品では、レーザー切断後に焦げたエッジをトリミングすることは可能ですか?
はい、当社には図面に従ってすべてのエッジを行う自動サンドブラストおよび精密研削ラインがあるため、顧客からの追加のアウトソーシングの必要がなく、コストを節約できます。
Q4: 最良のコストを得るために精密レーザー切断に最も適した材料はどの種類の木材ですか?
シナノキ、カエデ (キャビネット、フライビームボード)、および数種類の MDF の 3 つの材料は、適度な密度、均一な木目、浅い炭化、便利な耐性を備えているため、強度とコストを考慮して適切な建築材料を選択するのが簡単です。
Q5: OEM レーザー切断サービスのために DFM を提出しますか?
すべての質問に対して上級エンジニアによる無料の DFM レビューが提供されます。ここで彼は穴の直径と壁の厚さの比率をチェックし、加工上の問題を特定して改善し、設計が製造可能であることを確認し、プロトタイプに欠陥がないことを保証します。
Q6: LS 製造では、OEM 顧客の知的財産と図面のセキュリティをどのように保護していますか?
当社では、物理的な隔離による処理、秘密保持契約への署名、電子図面の暗号化サーバーへの保存、工場内での無断撮影の全面禁止など、さまざまな対策を講じ、お客様の利益を全面的に保護しています。
Q7: 精密象嵌などの芸術的な部品を加工するには CNC よりも優れていますか?
わずか 0.1 mm の切断半径のレーザーを使用すると、実際に切り取られるオブジェクト間のスペースが非常に小さな曲面やコーナーの切断に耐えることができ、CNC 切断ツールのスペースをはるかに超えており、複雑なモザイクなどの芸術的なオブジェクトの場合により優れたパフォーマンスを発揮します。
Q8: LS Manufacturing から木材の精密レーザー切断の見積もりを得るにはどのような情報が必要ですか?
DXF/STEP/AI形式で図面をアップロード、材質、厚さ、および推定年間使用量を指定します。加工費、材料費、納期を含む詳細なお見積りを4時間以内に提示させていただきます。隠れた料金は発生しません。
まとめ
CNC 加工とレーザー切断の木材サービスのどちらを採用するかを決めるときは、微妙なバランスを取る必要があります。正確な公差、厚さ、表面仕上げはすべて、OEM の注文がいかに早く納期どおりに納品されるかだけでなく、作業のコストにも直接関係します。 LS Manufacturing は、単なる機械加工ではなく、エンドツーエンドのソリューションを提供します。
プロセスに関する簡単な決定:当社の専門チームは、木材を加工する際の主な問題点と最適化ソリューションをすでに知っています。あなたはできる2D/3D 図面を今すぐアップロードしてください。 4 時間以内に無料の DFM 評価と競合見積を提供し、効率的で高品質な注文納品を保証するための最適な処理パスを定義します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


