
Услуги лазерной резки дерева которые обычно используются при производстве прецизионных деревянных деталей OEM. Качество и стоимость доставки зависят от выбора лазерной резки или обработки на станке с ЧПУ. Это глубокая реконструкция списка названий , в чем разница между ЧПУ и лазерной резкой дерева .
В настоящее время при OEM-производстве покупатели могут столкнуться с такими проблемами, как обгорание поверхности древесины, а также недопустимые допуски. Сравнение поверхностей не может решить более глубокие проблемы, а пренебрежение взаимодействием термического напряжения материала и механической силы резания легко может привести к отказу при выполнении заказов с высокой стоимостью.
LS Manufacturing объединяет практические данные для анализа технического ядра лазерная резка против обработки на станке с ЧПУ , помогая принимать оптимальные технологические решения на этапе инициации проекта.

Лазерная резка против. Обработка с ЧПУ: краткий обзор ключевых ответов
| Тип процесса | Применимый диапазон допуска | Применимая толщина древесины | Основные преимущества | Преимущества для клиентов |
| Точная лазерная резка древесины | ±0,05-0,1 мм | ≤20 мм | Тонкая резка, отсутствие контактной деформации. | Уменьшает количество операций шлифования, повышает производительность |
| Обработка с ЧПУ | ±0,1-0,2 мм | ≥20 мм | Значительные преимущества при обработке глубоких отверстий и ступенчатых поверхностей. | Предотвращает превышение пределов перпендикулярности для толстых материалов |
| Составной процесс | ±0,05 мм | Любая толщина | Балансирует точность и сложные конструкции | Качество медицинского уровня, экономия 40% общих затрат |
| Индивидуальная услуга лазерной резки | ±0,05-0,1 мм | ≤10 мм | Устраняет термическую деформацию тонких досок. | Плоскостность контролируется в пределах 0,5% |
В документе будут обсуждаться процессы, соответствующие имеющейся ситуации, а также обрабатываться технические параметры и случаи , которые помогут OEM-покупателям с самого начала точно согласовать процессы для индивидуальных заказов, исключить ненужные затраты и продемонстрировать первоклассные профессиональные возможности для достижения скорости доставки заказа в срок.
Почему стоит доверять LS Manufacturing OEM-услугам по лазерной резке? Опыт производства сложных деталей
Почему OEM-производители выбирают поставщиков услуг по обработке? Контролируемые затраты, стабильное качество, гарантированная доставка, добавленная стоимость... В чем именно заключается преимущество производителя LS? Мы разрабатывали это в течение последних 12 лет. Мы уделяем особое внимание сложной деревообрабатывающей обработке OEM, качеству, широко используемому высококлассными поставщиками OEM, накопленной квалификации наших клиентов более 800, мы работали над более чем 5000 сложными проектами, более 300 допусков наших устройств достигают 0,05 мм, уровень повторных покупок клиентов ниже 85%.
Все наши процессы выполняются в соответствии с ИСО9001:2015 стандартные системы управления качеством, стандарты, охватывающие все аспекты от выбора материалов до испытаний. Один из наших OEM-заказчиков мебели в Северной Америке хотел экономически эффективно производить декоративные детали из клена толщиной 8 мм с допуском 0,1 мм, с уровнем одобрения деталей 70% и карбонизированной поверхностью среза, что задерживало доставку.
Скорость полета увеличена до 99,8%, стоимость вторичной полировки снижена на 15%, цикл доставки сокращен с 15 до 7 дней (чтобы помочь клиенту сохранить основные заказы) за счет оптимизации давления азотного газа и мощности лазера в сочетании с предварительной обработкой при постоянной температуре и влажности. Это показывает наше хорошее понимание свойств древесины в сочетании с оптимизацией процесса.
Что касается оборудования, у нас есть 15 комплектов высокоточных станков для лазерной резки и 8 высокожестких станков с ЧПУ, которые позволяют обрабатывать 20 видов наиболее часто используемых пород древесины. Мы создали надежную библиотеку параметров процессов, а наша система обслуживания достигла международного уровня для выполнения Стандарт механической безопасности ANSI B11.2 .
Если вам нужны небольшие партии образцов или крупномасштабное OEM-производство, мы можем предложить подходящие решения для решения проблем, связанных с допуском, качеством поверхности и стоимостью. Свяжитесь с нашими инженерами прямо сейчас, чтобы получить бесплатную оценку процесса и начать эффективное сотрудничество.

Как добиться допуска ±0,1 мм при точной лазерной резке дерева?
Общий допуск для высокоточных деревянных деталей составляет 0,1 мм. Центральная техника для прецизионная лазерная резка Для древесины заключается в оптимизации ширины пропила, уделяя особое внимание взаимосвязи между шириной реза и плотностью древесины, а также влиянию мощности лазерного луча на качество поверхности реза, чтобы сэкономить средства.
Взаимосвязь между шириной пропила и плотностью древесины
Ширина пропила связана с точностью допуска и во многом зависит от плотности древесины. Чем плотнее древесина, тем больше силы требуется для резки пропила, что приводит к более широким пропилам. При стремлении к тому же допуску (0,1 мм) достигается более точная точность. управление мощностью лазера необходим.
В целом, древесина с более высокой плотностью, например, более твердая древесина, требует более высокой «силы» лазера для прорезания, что, естественно, должно привести к увеличению пропила. Но использование точной частоты мощности лазера должно позволить вам надежно получить допуск 0,1 мм.
| Тип древесины | Плотность (г/см³) | Ширина лазерной резки 150 Вт (мм) | Ширина лазерной резки 400 Вт (мм) | Допуск установки (мм) |
| Линден | 0,5-0,6 | 0,12 | 0,15 | ±0,1 |
| Клен | 0,6-0,7 | 0,14 | 0,17 | ±0,1 |
| МДФ | 0,7-0,8 | 0,16 | 0,19 | ±0,12 |
| Дуб | 0,75-0,85 | 0,18 | 0,21 | ±0,15 |
Влияние мощности лазера на слой карбонизации и схему оптимизации
Глубина слоя карбонизации сильно варьируется в зависимости от мощности лазера. Очень глубокий слой карбонизации приведет к увеличению затрат на отделку. LS Manufacturing обобщила схему управления слоем карбонизации , в которой ключевым методом является среднее давление газа с азотом, посредством практических измерений.
- При лазерной резке мощностью 150 Вт толщина карбонизированного слоя составляет около 0,08 мм для липы и 0,1 мм для клена; а при мощности 400 Вт слой карбонизации достигает 0,15-0,2 мм.
- Давление газа с азотом следует довести до 0,6-0,8 МПа, чтобы слой карбонизации уменьшился на 60%. Специально шлифовать не придется.
- Вышеупомянутый процесс оптимизации может помочь клиентам сэкономить 15% затрат на вторичный процесс, обеспечивая при этом постоянный допуск 0,1 мм.

Рисунок 1: Лазерный резак гравирует замысловатые узоры мандалы на дереве.
Каковы ограничения услуг лазерной резки древесины по сравнению с ЧПУ в сложных 3D-геометрических конструкциях?
При услугах лазерной резки древесины можно использовать бесконтактную обработку, которая больше подходит для точной плоской резки. Но для сложной трехмерной геометрии лазерная резка дерева имеет много дефектов по сравнению с обработкой на станке с ЧПУ. Выбор должен зависеть от особенностей детали, чтобы избежать сбоев при доставке заказа.
Ключевые различия между бесконтактной и контактной обработкой
Услуги лазерной резки древесины — это бесконтактная термическая обработка, при которой лазеры используются для плавления и резки древесины, в первую очередь плоских поверхностей и простых полостей. обработка с ЧПУ контактная обработка, при которой используются режущие инструменты для фрезерования и сверления, в основном для сложных трехмерных структур. Эти различия подразумевают их различные возможности.
Незаменимость обработки с ЧПУ и рекомендации по принятию решений
- При обработке глубоких отверстий (диаметр 5 мм, глубина 20 мм) лазерная резка может не вызвать никаких проблем, поскольку в локальной области мы использовали тепло для рассеяния, что приводит к карбонизации боковой стенки и перпендикулярности выше.
- Режущие инструменты системы ЧПУ можно фрезеровать напрямую, чтобы полностью избежать вышеупомянутых проблем, чтобы стенки отверстий были гладкими, а погрешность перпендикулярности составляла 0,02 мм.
- По сравнению с лазерной резкой, точность и стабильность обработки на станках с ЧПУ намного выше при обработке ступенчатой поверхности и контурной поверхности, они незаменимы.
Компания LS Manufacturing предлагает: Для деталей толщиной более 20 мм и с глубокими элементами слепой выбор технологии лазерной резки дерева может привести к значительному ухудшению перпендикулярности и скорости проходов. Предпочтительнее использовать обработку на станке с ЧПУ или следует использовать комбинацию «черновая обработка на станке с ЧПУ + тонкая лазерная обрезка» .

Рисунок 2: Разделенный вид: лазерная обработка и сложная обработка на станке с ЧПУ трехмерных деревянных конструкций.
Как служба лазерной резки LS Manufacturing решает проблему термической деформации тонких пластин?
Настоящей проблемой для OEM-производителей при лазерной резке тонких листов (3 мм) является слишком большая деформация ЗТВ, приводящая к плохой плоскостности. Это типичная проблема OEM-производителей при лазерной резке. ЛС Производство услуги лазерной резки на заказ может эффективно решить эту проблему с помощью нашей запатентованной технологии.
Влияние частоты импульсов на зону термического влияния (ЗТВ)
Зона термического влияния (ЗТВ) является основным фактором, приводящим к деформации тонкого листа. Частота импульсов напрямую зависит от размера ЗТВ. Чтобы правильно контролировать эффект, мы получили ЗТВ авиационно-космической фанеры толщиной 3 мм на основе реальных измерений и оптимизировали параметры строго на основе стандарта ASTM D1761-16 по обработке древесины.
Проще говоря, частота пульса – это темп лазерная резка тонких пластин . Чем жестче темп, тем меньше «термических повреждений» тонкой пластины, тем меньше вероятность возникновения деформации, что также является секретом нашего точного контроля плоскостности тонких пластин.
| Частота импульса (кГц) | Ширина зоны термического влияния (мм) | Ошибка плоскостности (%) | Процент проходимости (%) |
| 10 | 0,8 | 1.2 | 75 |
| 20 | 0,5 | 0,8 | 88 |
| 30 | 0,3 | 0,4 | 99,5 |
| 40 | 0,25 | 0,35 | 99,8 |
Эксклюзивная технология гарантирует плоскостность тонких пластин
- Консольный прецизионный лазерный сварочный аппарат В соплах используется сотовая рабочая платформа, которая имеет равномерную интенсивность лазера, исключает локальное воздействие тонкой пластины , предотвращает деформацию тонкой пластины, вызванную источником.
- Вместе с технологией охлаждения воздуха 15-20 режущая поверхность быстро охлаждается, диффузия тепла уменьшается и деформация дополнительно контролируется.
- Реализует техническую проблему, заключающуюся в том, что плоскостность деталей мелкой резки большой площади составляет 0,5%. Из-за двух технических гарантий также гарантируется термическая деформация тонкой пластины.
Услуги лазерной резки по индивидуальному заказу точно решают проблему термической деформации тонких листов, повышая производительность дорогостоящих OEM-заказов. Загрузите наше руководство по технологии обработки тонких листов , чтобы получить параметры частоты импульсов, подходящие для вашей продукции, и легко избежать риска деформации.
Как сократить затраты OEM-производителей за счет оптимизации раскроя при лазерной резке?
В рамках массового производства OEM использование древесины имеет решающее значение для достижения разумного управления затратами. Улучшение н проверенный алгоритм компоновки услуги лазерной резки для более эффективного использования древесины может замедлить темпы снижения затрат и стать одним из методов повышения стоимости LS Manufacturing, позволяющих снизить затраты для клиентов.
Программное обеспечение Intelligent Layout улучшает использование древесины
- Мы можем автоматически оптимизировать компоновку с помощью нашего программного обеспечения Intelligent Array Arrangement, в зависимости от формы и размеров OEM-деталей.
- Даже при обычной планировке коэффициент использования древесины не может достигать более 75–80%, но наше программное обеспечение может повысить его до высокого уровня, превышающего 92%.
- На деревянном соединителе размером 50×30 мм интеллектуальная компоновка позволяет создать на плате 380 дополнительных деталей, сократив при этом 18% материалов.
Используя в качестве примера разъем размером 50 x 30 мм, одна традиционная компоновка может дать 1900 деталей на плате размером 1220 x 2440 мм, а наша интеллектуальная компоновка может дать 2280 деталей на плате того же размера. Эффективность повышается за счет использования 380 деталей на плату и снижения расхода материала на 18%.
Различия и расчет стоимости при применении технологии резания с общей кромкой
Обрезка общей кромки исключает отходы при резке. Лазерная резка позволяет получить полностью общие края с перекрытием 90%. ЧПУ не может создавать такие общие кромки между деталями из-за ограничений диаметра инструмента (0,5 мм), и, следовательно, больше материала тратится впустую.
Формула расчета экономии материала: Экономия затрат = (коэффициент использования традиционной планировки - коэффициент использования интеллектуальной планировки) × цена единицы древесины, необходимое годовое количество.
Если ежегодно требуется производить 1000 досок по цене 150 долларов за единицу, за год можно сэкономить 18 000 долларов.
Практический пример: процесс принятия решений LS Manufacturing по индивидуальной обработке массивной древесины
Деревянные компоненты медицинского оборудования требуют очень высокой точности и качества поверхности, даже ошибки влияют на сборку и испытания на стерилизацию . Здесь, в качестве примера, наш проект корпуса из клена, изготовленный по индивидуальному заказу для европейского медицинского бренда, демонстрирует способность решения технологических процессов и проблем.
Проблемы клиента
Европейской медицинской компании потребовались изготовленные на заказ кленовые корпуса со сложными вентиляционными отверстиями для использования в высокопроизводительном испытательном оборудовании. Спецификации включали допуск на диаметр отверстия 0,05 мм, отсутствие карбонизированных черных краев, Ra 0,8 мкм и проходимость. тестирование на стерильность медицинского уровня . Первоначально материал был вырезан поставщиком лазером с использованием стандартных методов, в результате чего кромки среза обгорели и оказался неадекватным с точки зрения прочности, что привело к многочисленным неудачным поставкам и риску уплаты штрафных санкций со стороны клиента.
При быстром звонке клиента со срочной проверкой образца и отгрузкой 50 шт за 15 дней доставка с компромиссом на ткани и общих расходах, и без затрат на дополнительную шлифовку.
Производственное решение LS
Наши инженеры сначала протестировали древесину клена, измерив плотность 0,65 г/см³. Основываясь на конструкции детали (толщина 8 мм, диаметр вентиляционного отверстия 3 мм, 200 шт./шт.), мы решили отказаться от одной детали. процесс лазерной резки и использовать в качестве разумного сочетания: «5-осевая черновая обработка с ЧПУ + точная лазерная резка для отделки древесины».
- Черновая обработка с ЧПУ по 5 осям разрушает существующий излишек материала, смещение фрезы поддерживается на уровне 0,1 мм, чтобы избежать избыточной диффузии тепла к лишнему материалу во время лазерной резки.
- Установите мощность лазера 300 Вт, частоту импульсов 30 кГц, давление газа с азотом 0,7 МПа и выполните чистовую обработку вентиляционных отверстий и кромок внешней оболочки. Это делается для того, чтобы привести диаметр отверстия в допустимые пределы и избежать карбонизации.
- Автоматизированная пескоструйная обработка для устранения дефектов поверхности всех отливок, позволяющая шероховатость поверхности стандарты. Во время этого процесса также поддерживается температура окружающей среды и влажность в течение 48 часов, чтобы поддерживать содержание влаги в пределах 10%, чтобы избежать деформации на следующем этапе.
Результаты и ценность
50 образцов прошли 100% тестирование на стерильность , допуски на размер пор находились в пределах 0,05 мм, черные края не были обуглерожены, Ra был меньше или равен 0,6 мкм и соответствовал спецификации.
По сравнению с предыдущим поставщиком; Эффективность сборки клиента была повышена на 30 %, не потребовалось никакого предварительного шлифования, общие затраты сократились на 40 %, а также снизился риск неисполнения обязательств. На данный момент у нашего клиента с нами давние устойчивые отношения , и мы покупаем 300 штук в месяц. Используя эту продуманную компоновку и процесс, мы еще больше снизили стоимость за штуку на 8 долларов.
Независимо от того, есть ли у вас медицинское или другое сложная лазерная резка дерева потребности в настройке, мы можем предоставить точные технологические решения и решения. Отправьте чертежи деталей, чтобы получить бесплатные решения для анализа и настройки DFM , открывающие эффективные и недорогие пути обработки.

Как добиться быстрого прототипирования с помощью точной лазерной резки дерева?
Прецизионная лазерная резка древесины для получения точной формы устраняет необходимость в формах/оснастках и сокращает общее время, необходимое для прототипирования, что позволяет быстро выполнять итерации проектирования. для конечного потребителя и снижения невозвратных затрат.
Эффективность преобразования DFM в прототипирование
Наша команда старших инженеров бесплатно рассмотрит чертежи клиента с помощью часто необходимой электронной таблицы, чтобы подтвердить, что соотношение минимального диаметра отверстия к толщине стенки осуществимо с точки зрения лазерной обработки, и предотвратить отказы прототипа.
- Точная лазерная резка дерева: не требуется ни штампов, ни специальных приспособлений, мы можем резать прямо по чертежам, поэтому время отклика намного короче.
- Наше прототипирование с ЧПУ может обеспечить быстрые образцы в течение 24 часов, сложные детали могут быть изготовлены на заказ в течение 48 часов, тогда как обычный процесс прототипирования с ЧПУ обычно занимает 3-5 дней.
- Цикл прототипирования можно сократить примерно на 70% с помощью лазерное прототипирование чем при создании прототипов с ЧПУ, что способствует ускорению OEM-проектов OEM.
Преимущества прототипирования и экономия затрат
Точность быстрой обработки лазерного типа высока, эффективность высока, процент прохождения более 99%, в условиях незнакомого профиля можно быстро проверить разумность конструкции. В то же время стоимость составляет всего 1/5 от быстрой обработки пресс-формы с ЧПУ, не нужно платить за потерю изготовления пресс-формы после повторного открытия пресс-формы с ЧПУ.
Как оценить качество поверхности при лазерной резке OEM-запчастей?
Качество поверхности также является еще одним фактором сложный OEM-компонент влияет на сборку и общее ощущение. Чтобы определить качество поверхности при лазерной резке OEM-деталей , необходимо соблюдать строгие стандарты, а также тщательный контроль обработки в реальном времени, чтобы компоненты соответствовали указанным стандартам.
Основные стандарты «высококачественной резки»
Условиями оценки качества поверхности древесины, обработанной лазером, являются шероховатость поверхности (Ra), перпендикулярность кромки. Критерии для сложных OEM-частей промышленности:
Ra 1,0 мкм, погрешность перпендикулярности кромки 0,03/100 мм, карбонизация, заусенцы и сколы отсутствуют. Стандарты варьируются в зависимости от применения: Ra 0,8 мкм для деталей медицинского оборудования, Ra 1,2 м для мебели и декоративных элементов, Ra 1,5 мкм для промышленных деталей. Мы можем изготовить стандарты по индивидуальному заказу клиента.
Решения для мониторинга в реальном времени и точной компенсации
На нашей производственной линии мы устанавливаем устройство мониторинга в режиме реального времени, которое берет образцы из каждых 10 шт. для проверки Ra и перпендикулярности для обеспечения стабильного качества. В то же время мы применяем лазерную компенсацию пятна, чтобы компенсировать влияние зерна на точность, исправить отклонение наклона резки и гарантировать взаимозаменяемость OEM-компонентов.
Точная оценка и контроль качества поверхности необходимы для обеспечения точности сборки. детали сложной конструкции . Чтобы получить стандарты контроля качества поверхности для услуг лазерной резки OEM-деталей, свяжитесь с нами для бесплатного тестирования образцов ваших деталей, чтобы убедиться, что они соответствуют требованиям проекта.
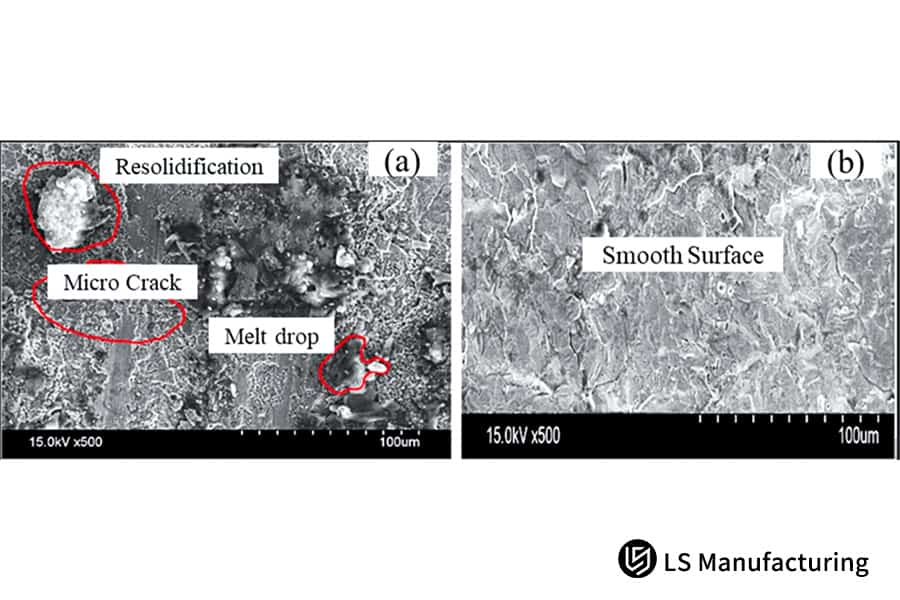
Рисунок 3: Снимки лазерной резки и гладкой деревянной поверхности под микроскопом.
Почему LS Manufacturing рекомендует выбирать обработку с ЧПУ при работе с высокопрочной или очень толстой древесиной?
Услуга лазерной резки дерева подходит для средних и тонких досок. Эффективность, качество работы и точность снизятся при работе с твердой древесиной или древесиной толщиной более 30 мм. Тогда мы бы посоветовали использовать лучшую балансировку с ЧПУ, точность и цену.
Переломный момент в производительности лазерной резки
Скорость лазерной резки отрицательно связана с толщиной и прочностью. Для любой древесины толщиной >30 мм и плотностью >0,8 г/см 3 (дуб и грецкий орех) существует важная точка перегиба, лазерная энергия должна быть резко увеличена; скорость должна быть снижена более чем на 50%; Карбонизированный слой должен углубляться, и тогда толерантность становится трудно контролировать.
| Толщина древесины (мм) | Мощность лазера (Вт) | Скорость резания (мм/с) | Глубина карбонизации (мм) | Допуск (мм) |
| 20 | 400 | 15 | 0,15 | ±0,1 |
| 30 | 600 | 7 | 0,3 | ±0,15 |
| 40 | 800 | 4 | 0,5 | ±0,2 |
| 50 | 1000 | 2 | 0,8 | ±0,3 |
Преимущества обработки с ЧПУ
При работе с тяжелыми промышленными деревянными компонентами наша фрезерная обработка с ЧПУ высокой жесткости превосходит лазерную фрезеровку во всех аспектах. Станок с ЧПУ с мощным шпинделем мощностью 15 кВт может резать дуб толщиной 50 мм со скоростью 8 мм/с, что в четыре раза быстрее, чем лазерная резка. Режущая поверхность не науглерожена, а допуск можно контролировать в пределах ± 0,15 мм.
Лазерная резка 12 мм (отходов) требует 15–20 кВтч в час по сравнению с 8–10 кВтч для ЧПУ и снижает экономию на вторичном шлифовании, тем самым снижая стоимость за штуку на 25%. Слепо бросаясь за новыми лазерными технологиями, но при этом лишившись эффективности и растущих затрат, разумнее выбрать обработку на станках с ЧПУ.
Часто задаваемые вопросы
Вопрос 1: Как LS Manufacturing обеспечивает стабильность размеров сложной лазерной резки древесины с различным содержанием влаги?
Производство LS находится в лесу при постоянной температуре и влажности в течение 48 часов. Содержание влаги поддерживается в диапазоне 8 ~ 12%. С помощью алгоритмов лазерной компенсации сложные деревянные детали никогда не изменят размеры из-за испарения влаги. порирование.
В2. Каков минимальный объем заказа (MOQ) и время выполнения лазерной резки?
От нескольких образцов-прототипов до полностью произведенной партии в десятки тысяч штук — мы можем выполнить практически любой диапазон сроков выполнения OEM-заказов в соответствии с вашими потребностями. Образцы-прототипы поставляются в течение 24-48 часов. Стандартные заказы OEM обычно выполняются в течение 7-10 рабочих дней. Предоставляются отчеты о качестве, а также могут быть предоставлены быстрые сроки выполнения заказов.
В3: Можно ли на производстве LS Manufacturing обрезать обгоревшие края после лазерной резки?
Да, у нас есть автоматизированные линии пескоструйной обработки и прецизионного шлифования, которые также обрабатывают все кромки в соответствии с чертежом, поэтому нет необходимости привлекать клиентов к дополнительному подряду, что позволяет сэкономить средства.
Вопрос 4: Какой тип древесины является наиболее подходящим материалом для точной лазерной резки, чтобы получить оптимальную стоимость?
Липа, клен (кабинет, балка) и несколько типов МДФ, три материала имеют умеренную плотность, равномерную текстуру, неглубокую карбонизацию и удобный допуск . Поэтому легко выбрать подходящие строительные материалы с учетом прочности и стоимости.
В5: отправляете ли вы DFM на услуги лазерной резки OEM?
Все вопросы получают бесплатную проверку DFM от старшего инженера. Здесь он проверяет соотношение диаметра отверстия и толщины стенок, выявляет и устраняет проблемы обработки, проверяет технологичность конструкции и гарантирует отсутствие сбоев прототипа.
Вопрос 6: Как производство LS обеспечивает защиту интеллектуальной собственности и безопасность OEM-клиентов?
Мы приняли различные меры, включая физическую изоляцию для обработки, подписание письменного соглашения о неразглашении, хранение электронных чертежей на зашифрованных серверах и полный запрет на любую фотосъемку без разрешения на заводе, чтобы обеспечить всестороннюю защиту интересов клиентов.
Вопрос 7: превосходит ли ЧПУ обработку художественных компонентов, таких как точная инкрустации?
При использовании лазера с радиусом резки всего 0,1 мм пространство между вырезаемыми объектами, позволяющее выдерживать очень небольшие изогнутые и угловые разрезы , намного превосходит пространство, используемое режущими инструментами с ЧПУ, и лучше подходит для художественных объектов, таких как сложная мозаика.
Вопрос 8: Какая информация необходима для получения расценок на прецизионную лазерную резку древесины от LS Manufacturing?
Загрузите чертежи в формате DXF/STEP/AI. , с указанием материала, толщины и предполагаемого годового использования. Мы предоставим подробное ценовое предложение в течение 4 часов, включая обработку, стоимость материалов и время доставки, без каких-либо скрытых платежей.
Краткое содержание
При принятии решения о том, использовать ли услуги обработки древесины с ЧПУ или лазерной резки древесины, необходимо найти тонкий баланс. Точные допуски, толщина и качество поверхности напрямую зависят не только от того, насколько быстро OEM-заказ будет доставлен в срок, но и от стоимости работы. LS Manufacturing предлагает комплексное решение, а не просто механическую обработку.
Легко принимать решения по процессу: наша профессиональная команда уже знает основные проблемы и решения по оптимизации обработки древесины. Ты можешь загрузите 2D/3D чертежи сейчас . Мы предоставим вам бесплатную оценку DFM и конкурентоспособное предложение в течение 4 часов, чтобы определить для вас оптимальный путь обработки и обеспечить эффективную и качественную доставку заказа.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


