
Service d'hydroformage est l'un des processus clés de la fabrication de haute précision, et le choix des matériaux est le facteur le plus important affectant le rendement du produit et le retour sur investissement. De nombreux acheteurs sont souvent intrigués par la question : « quels matériaux sont utilisés dans l'hydroformage ? » Cependant, le problème devient encore plus grave lorsque des matériaux de haute performance sont combinés avec des services d'emboutissage des métaux pour le préformage, auquel cas le manque d'allongement entraîne des fissures et l'augmentation des taux de rebut peut dépasser 15 %.
Cet article représente l'opinion de LS Manufacturing et tente de clarifier les règles fondamentales de sélection des matériaux appropriés et de contrôle des processus dans le service d'hydroformage afin que les acheteurs puissent se débarrasser de leurs difficultés et améliorer leur rentabilité.

Sélection des matériaux pour l'hydroformage : un aperçu rapide
| Questions fondamentales | Principales conclusions | Données de base | Solutions |
| Influence de la ductilité du matériau | Détermine la précision du formage et le taux de rebut. | Le préformage nécessite un allongement uniforme ≥25 % . | Moniteur formant un tableau de limites (FLD). |
| Sélection optimale des alliages | Faites correspondre les matériaux en fonction du taux d'expansion. | Limite d'élasticité en acier inoxydable 304 205MPa. | Un taux d'expansion > 30 % nécessite un recuit intermédiaire. |
| Contrôle du taux d'amincissement | Dépend de l'ajustement de la pression et du rapport d'alimentation. | Coefficient de frottement μ=0,04-0,08. | Système de contrôle en boucle fermée + matériaux à taux de déformation élevé. |
| Facteurs influençant les coûts | Le taux d'utilisation des matériaux et la durée de vie du moule sont dominants. | Différence de durée de vie de l'acier moulé H13 vs D2 30 %. | Fournissez les exigences DFM pour des devis précis. |
L'article aborde les domaines clés de la sélection des matériaux, de l'optimisation des processus, du contrôle des coûts et de l'assurance qualité dans le domaine des services d'hydroformage. En intégrant des données réelles et des études de cas, il offre une assistance pour résoudre les problèmes liés aux matériaux, minimiser les taux de rebut et identifier solutions d'hydroformage abordables .
Pourquoi faire confiance à LS Manufacturing pour les services d'hydroformage ? Expertise en sélection de matériaux haute performance
Les acheteurs qui recherchent des méthodes de production extrêmement précises et à haut rendement doivent se concentrer sur les compétences de sélection des matériaux de leurs partenaires d'hydroformage potentiels. LS Manufacturing a 15 ans d'expérience dans ce domaine de niche, au cours desquels nous avons aidé plus de 500 clients haut de gamme et relevé plus de 120 défis de formage de matériaux.
Nous accordons de l'importance aux membres de son équipe certifiés par AWS et simulons différentes conditions de service d'hydroformage sur mesure en respectant les Norme ASTM B210-19 . A titre d'illustration, notre client automobile européen a rencontré un taux de fissuration de pièces en hydroformage de 28% . Avec le changement de matériau en alliage d'aluminium 6082 et l'amélioration des services d'emboutissage des métaux, nous avons obtenu une réduction du taux de fissuration à 1,2 %, ce qui a entraîné des économies annuelles de plus de 120 000 $.
Nous effectuons un contrôle de qualité en stricte conformité avec ISO 13920:2023 . Le matériel entrant est vérifié par spectromètre et est également accompagné d'un rapport MTR. L'instrument de test FLD de notre laboratoire a la capacité de détecter à l'avance les risques de fissuration des matériaux , évitant ainsi aux acheteurs des pertes potentielles.
En nous appuyant sur nos compétences avancées en matière de sélection de matériaux et notre expérience en ingénierie, nous proposons des options sur mesure à nos clients. Nos clients bénéficient de services d'hydroformage de premier ordre et d'un support technique approfondi, ce qui minimise leur exposition aux risques et maximise leur retour sur investissement .
Si vous avez des difficultés avec la sélection des matériaux pour l'hydroformage, contactez nos ingénieurs seniors pour obtenir des conseils gratuits sur la sélection des matériaux ou consultez nos études de cas industrielles pour comprendre intuitivement comment nos solutions créent de la valeur pour les clients.

Comment la ductilité des matériaux détermine-t-elle la précision et les taux de défaillance de votre service d'hydroformage ?
La ductilité du matériau et l'indice d'écrouissage (valeur n) dictent principalement la précision du formage et les taux de rebut lors de l'utilisation de techniques d'hydroformage. Par exemple, l'aérospatiale complexe et composants structurels automobiles nécessitent généralement une capacité d'allongement uniforme d'environ 25 % dans la phase de préformage des métaux des services d'emboutissage des métaux.
L'utilité de former un diagramme limite (FLD)
Les diagrammes limites de formation (FLD) sont un outil permettant de prédire le potentiel de fissuration du matériau. Tout d'abord, nous établissons les diagrammes de limites de formage en menant des expériences, puis, en fonction de la forme de la pièce, nous évaluons les risques d'échec de la formation et modifions les paramètres du processus de fabrication ou changeons de matériaux pour éviter la casse.
L'avantage des matériaux ayant une valeur R élevée
Matériaux à valeur R élevée, lorsqu'ils sont utilisés dans procédés d'hydroformage sur mesure , apportent une meilleure uniformité dans la répartition de l'épaisseur des parois et réduisent également considérablement les risques de défaillance d'amincissement localisé . La recherche indique que les matériaux ayant une valeur R de 1,8 présentent une variation d'épaisseur de paroi de 5 %, ce qui est bien mieux que les matériaux ayant une valeur R < 1,2 (12 %).
Obtenir la bonne ductilité du matériau et la bonne valeur R peut grandement contribuer à augmenter le rendement du service d'hydroformage de haute précision. . Pour connaître les chiffres exacts de ductilité des matériaux, n'hésitez pas à télécharger notre livre blanc sur les propriétés des matériaux.

Figure 1 : Une machine effectue un hydroformage sur une tôle, la façonnant en un composant incurvé.
Quels alliages hautes performances optimisent les coûts de vos services d'hydroformage personnalisés ?
Dans une production à grande échelle sensible aux coûts, la bonne sélection d’alliages hautes performances est la base pour libérer efficacement le potentiel du service d’hydroformage personnalisé en termes de minimisation des coûts. Cette section examine la comparaison des performances de différents alliages dans services de fabrication par hydroformage et donne également des suggestions sur la façon d'optimiser les coûts.
| Type d'alliage | Limite d'élasticité (MPa) | Allongement uniforme (%) | Taux d'expansion applicable (%) | Coût unitaire (USD/kg) |
| Acier inoxydable 304 (recuit) | 205 | 40 | ≤25 | 3.8 |
| Acier inoxydable 316L (recuit) | 170 | 45 | ≤30 | 5.2 |
| Alliage d'aluminium 6061 (trempe T6) | 310 | 12 | ≤15 | 2.1 |
| Alliage d'aluminium 6082 (température O) | 110 | 28 | ≤20 | 2.4 |
| Alliage de titane (Ti-6Al-4V) | 860 | 15 | ≤10 | 35,5 |
Principes d'équilibre des coûts pour la sélection des matériaux
- Les acheteurs doivent identifier les bons matériaux en fonction du niveau d'expansion des composants , par exemple pour éviter les fissures dues aux différents taux d'expansion des matériaux.
- Si le taux d'expansion des composants est supérieur à 30%, il faut procéder à une étape de recuit intermédiaire . Dans le cas contraire, le taux de rejet et les frais de traitement secondaire seront considérablement augmentés.
- Exemple : Un certain client d'électroménager utilise de l'acier inoxydable 304 pour produire des pièces nécessitant un taux d'expansion de 35 %. Le taux de rejet atteignait 32 % sans recuit . Avec l'ajout d'une étape de recuit, le taux de rejet a été abaissé à 2,8 % et le coût total a été réduit de 25 %.
Substituts économiques suggérés
Pour les applications qui ne supportent pas des températures et des pressions très élevées, l'alliage d'aluminium 6082 est capable de remplacer l'acier inoxydable 304 avec une réduction de plus de 50 % des coûts des matériaux. Lorsque la résistance à la corrosion est également indispensable, l’alliage d’aluminium 6061 traité en surface peut être utilisé, avec une augmentation du coût unitaire de seulement 0,3 $/kg.
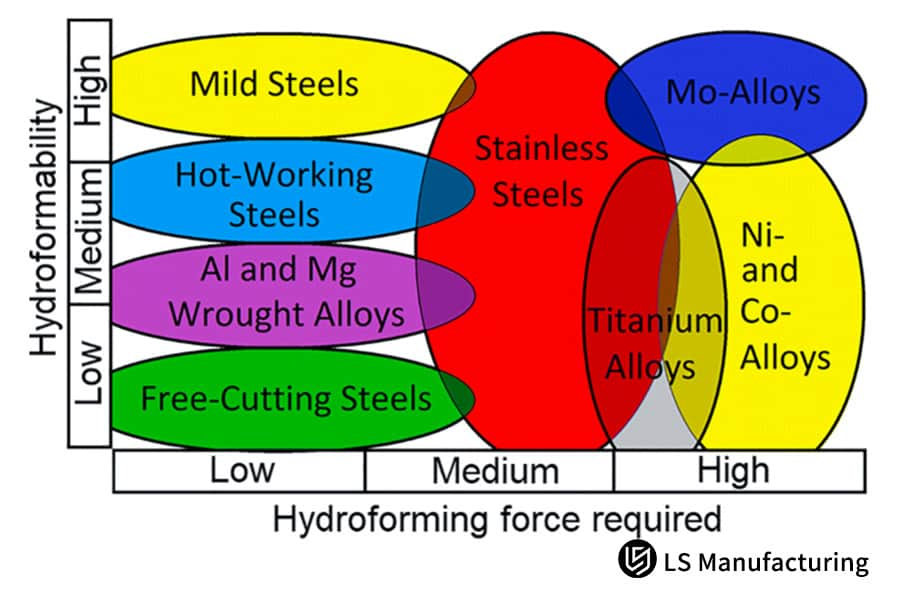
Figure 2 : Un graphique montre la force d'hydroformage et la formabilité du matériau pour différents alliages.
Quel est l'impact de l'emboutissage des métaux par rapport à l'hydroformage sur la structure granulaire des composants ?
La distinction fondamentale entre emboutissage des métaux vs hydroformage Cela réside dans la manière dont ces méthodes affectent la structure granulaire des pièces, car cela modifie leur durée de vie en fatigue. Les différents états de contrainte de traitement et les modèles de déformation des grains donnent lieu à des différences majeures. Ce sont les principales raisons pour lesquelles les acheteurs optent pour les services d’hydroformage.
Différences de structure des grains entre les deux processus
Les services d'emboutissage des métaux entraînent généralement un écrouissage et provoquent une déformation et une rupture inégales des grains , réduisant ainsi la durée de vie du matériau en fatigue. D’autre part, l’hydroformage maintient des lignes d’écoulement de métal continues dans un état de contrainte uniforme. Il en résulte une déformation uniforme des grains et par conséquent une durée de vie plus longue des pièces.
Données de comparaison des processus HSLA Steel
Le procédé d'hydroformage, appliqué à l'acier HSLA, peut augmenter la durée de vie en fatigue des pièces de 15 à 20 % par rapport à celles qui sont embouties et soudées : les pièces embouties et soudées ont par contre une durée de vie en fatigue de 12 000 cycles, pièces d'hydroformage peuvent atteindre 14 400 à 15 600 cycles, ce qui les rend adaptés aux pièces présentant des exigences élevées en matière de fatigue.
Les matériaux d’hydroformage avancés peuvent-ils réduire le poids total du véhicule ou de l’équipement ?
L'allègement est l'un des éléments clés dans diverses industries . Le choix de matériaux d'hydroformage avancés et l'amélioration du service de fabrication d'hydroformage sont deux facteurs principaux. Nous sommes capables de réduire considérablement le poids tout en conservant la rigidité de la pièce.
Grâce à l'application de matériaux légers
Les principaux matériaux d'allégement par hydroformage sont les alliages d'aluminium à haute résistance et l'acier inoxydable de la série 700. Nous exploitons leur fonctionnalité de « section variable » pour effectuer les opérations de combinaison de plusieurs emboutis et pièces soudées en un seul , réduisant ainsi la consommation de matière. Grâce à l'optimisation du cadre, un certain cadre de dispositif médical a pu atteindre un taux de réduction de poids de 22 %.
Compromis entre légèreté et résistance structurelle
L'allègement apporte la possibilité d'une « réduction de poids sans compromis sur la résistance ». Le cadre du dispositif médical mentionné précédemment, après réduction de poids, a connu une augmentation de sa résistance structurelle de 18 %. Avec l'utilisation de haute résistance hydroformage d'alliages d'aluminium matériaux, les pièces automobiles peuvent être réduites de 15 à 20 % tout en offrant une meilleure résistance aux collisions.
| Type de pièce | Processus/matériau d'origine | Solution d'hydroformage | Taux de réduction de poids (%) | Changement de force (%) |
| Cadre de dispositif médical | Estampage et soudage/acier au carbone ordinaire | Hydroformage/Acier inoxydable série 700 | 22 | +18 |
| Support de châssis automobile | Estampage et soudage/acier allié ordinaire | Hydroformage/alliage d'aluminium 6082 | 18 | +12 |
| Support aérospatial | Usinage/alliage de titane ordinaire | Hydroformage/Ti-6Al-4V | 15 | +5 |

Figure : Tubes en acier inoxydable hydroformés avec sections ondulées dans un conteneur vert.
Comment résoudre les problèmes d’amincissement dans les projets complexes de services d’hydroformage personnalisés ?
Le contrôle du taux d’éclaircie est l’un des problèmes majeurs dans les environnements complexes. opérations d'hydroformage sur mesure . Sans une régulation appropriée, cela peut entraîner une épaisseur de paroi inégale et même des fissures . Nous utilisons une combinaison d'un système de contrôle en boucle fermée et d'une optimisation des matériaux pour maintenir le taux de dilution en dessous de 10 %.
Utilisation d'un système de contrôle en boucle fermée
À l’aide d’un système de contrôle en boucle fermée, nous sommes en mesure de modifier simultanément la pression interne et le rapport d’avance axiale pour avoir un très bon contrôle du flux de matière. Pour les pièces de forte forme, le taux d'amincissement peut être maintenu en dessous de 8 %.
Sélection des matériaux et optimisation du coefficient de friction
Élaborez la formule du lubrifiant pour maintenir avec précision le coefficient de frottement entre μ=0,04-0,08 , diminuant ainsi la résistance de frottement entre le matériau et la matrice et favorisant un flux de matériau uniforme.
Dans les cas où le rapport R/D au coin vif est inférieur à 1,5, il est préférable d'utiliser des matériaux avec une sensibilité élevée à la vitesse de déformation (par exemple, un alliage d'aluminium 6082 et un acier inoxydable 316L) principalement pour répondre aux exigences de déformation locales afin que l'amincissement du matériau aux coins vifs ne soit pas excessif.
Un contrôle précis du taux d’éclaircie améliore la qualité des hydroformage de haute précision et réduit le taux de rebut. Pour les problèmes d’amincissement, soumettez des dessins 3D, et nous personnaliserons une solution de contrôle et vous fournirons une estimation gratuite des coûts.
Étude de cas : Comment LS Manufacturing a-t-elle optimisé les collecteurs en acier inoxydable de qualité médicale ?
Les collecteurs en acier inoxydable de qualité médicale sont extrêmement exigeants en termes de précision et de qualités de surface. Voici un exemple de la façon dont nous avons relevé le défi de formation de collecteurs 316L d'un client nord-américain grâce à nos capacités d'hydroformage sur mesure et à la sélection de matériaux pour l'hydroformage.
Défi client
Le client médical nord-américain a préféré le 316L pour fabriquer des collecteurs. Des fissures sur une épaisseur de paroi de 0,8 mm ont entraîné un arrêt du projet de quatre mois, un taux de rebut de 60 % et des pertes de plus de 80 000 $. Avec une valeur Ra de surface de 1,2 m, il ne répondait pas aux exigences de transport de fluides.
Solution de fabrication LS
- Nous avons réévalué la sélection des matériaux pour la solution d'hydroformage et avons opté pour de l'acier inoxydable 316L refondu sous laitier électrolytique (ESR) de haute pureté avec un allongement uniforme de 48 % qui s'est avéré très bien éviter le problème de fissuration.
- Nous avons imaginé un nouveau services de suppression concept de moule de préformage. Nous avons réorganisé et optimisé la disposition du moule afin que la concentration de contraintes du matériau lors du préformage puisse être minimisée.
- Nous avons utilisé une courbe de pressurisation composée de trois étapes. La pressurisation a été effectuée progressivement en divisant la pression totale de 120 MPa en trois parties afin d'éviter la fissuration du matériau due à une pression instantanée très élevée.
- La formule du lubrifiant a été modifiée pour rendre le coefficient de frottement égal à 0,05 afin de permettre au matériau de s'écouler uniformément et de minimiser l'apparition de rayures superficielles et d'améliorer la qualité des surfaces.
Résultats et valeur
Après les changements, le rendement de formage au premier passage des collecteurs est passé de 40 % à 98,5 %, la valeur Ra de la surface a été augmentée à 0,4 μm, l'efficacité de la transmission des fluides a été augmentée de 15 %, et le client a fait de nous le fournisseur stratégique à long terme et a augmenté ses achats annuels de 30 %. De plus, des économies de plus de 150 000 $ sur une base annuelle ont été réalisées.
Si vous êtes également confronté au défi de hydroformage de pièces de qualité médicale , veuillez consulter les détails complets de notre cas ou contacter nos ingénieurs pour des solutions personnalisées adaptées à votre produit afin d'aider votre projet à progresser efficacement.

Pourquoi l'hydroformage de haute précision est-il essentiel pour l'aluminium aérospatial 6061-T6 ?
L'alliage d'aluminium 6061-T6 de qualité aérospatiale est très résistant et possède un cadre léger. Cependant, après traitement thermique T6, il est chimiquement instable dans une certaine mesure après hydroformage . Ce problème peut être résolu en mettant en œuvre un hydroformage de haute précision.
Méthodes de contrôle pour la stabilité dimensionnelle
- À l'aide d'un modèle de « compensation des interférences » , l'étendue de la déformation sous contrainte thermique après le traitement thermique T6 est initialement prévue lors de travaux hydrauliques d'hydroformage de haute précision.
- En laissant de la place au retournement de déformation correspondant dans la conception de l'outil, cela constituera un moyen efficace de compenser les changements de contrainte thermique dus au traitement thermique qui a été effectué.
- Les procédures fournies ci-dessus peuvent garantir que la tolérance dimensionnelle du matériau après traitement thermique soit contrôlée à 0,05 mm ou moins. Ainsi, les exigences de précision de qualité aérospatiale sont satisfaites.
Normes de granulométrie des matériaux
Lors du préformage de l'alliage d'aluminium 6061-T6 de qualité aérospatiale, la granulométrie doit être de niveau 8 et supérieur, sinon une apparence de « peau d'orange » sera notée . Nous suivons soigneusement la matière pour avoir partout la même granulométrie.
L’hydroformage de haute précision est la principale garantie de précision pour les pièces de qualité aérospatiale. Pour usiner de telles pièces, Contactez-nous pour un DFM (Design for Manufacturing) gratuit dit pour garantir que la qualité répond aux normes.
Quels facteurs influencent le devis pour un service professionnel de fabrication par hydroformage ?
Quand les acheteurs demandent devis de services de fabrication d'hydroformage , les différences de prix les laissent souvent perplexes. Connaître les facteurs qui influencent les prix aidera à obtenir un devis précis et également à ne pas obtenir des prix aussi élevés plus tard.
Éléments importants qui influencent les cotations
- La manière dont le matériau est utilisé : Plus l'utilisation du matériau est efficace, plus le prix par pièce de matériau est réduit, ce qui conduit alors à un devis moins cher . Grâce à une planification appropriée des moules et à l'utilisation des services de découpage, nous pouvons augmenter l'utilisation des matériaux à plus de 85 %, ce qui est bien au-dessus de la moyenne du secteur (75 %).
- Durabilité du moule : Le type de matériau du moule impacte directement sa durée de vie. Par exemple, les moules en acier H13 peuvent durer environ 100 000 cycles, alors que ceux en acier D2 ne durent qu'environ 70 000 cycles. Plus le moule fonctionne longtemps, plus le prix du moule par pièce sera bas.
- Temps par cycle : avec des temps de cycle plus courts, la production devient plus efficace et davantage de résultats sont produits dans une unité de temps donnée, ce qui conduit à un meilleur prix . En utilisant notre très précis machines d'hydroformage , nous pouvons régler le temps de cycle unique de 30 à 60 secondes, augmentant ainsi l'efficacité de sortie.
- Nécessité d'un post-traitement : effectuer un post-traitement (tel que le recuit, le traitement de surface) augmentera les dépenses. Le prix des différentes opérations de post-traitement varie considérablement ; par exemple, le revêtement en poudre coûte environ 2,5 $ par pièce et l'anodisation coûte environ 3,8 $ par pièce.
Comment LS Manufacturing garantit-il une qualité constante dans le service d’hydroformage personnalisé ?
La constance de la qualité dans service d'hydroformage sur mesure est très important. Nous maintenons un taux de qualification fiable de 99,8 % des pièces en mettant en œuvre un système de contrôle de qualité approfondi soutenu par une technologie moderne, offrant ainsi une assurance fiable à nos clients.
Système de contrôle de qualité approfondi
- Nous avons développé un système complet de contrôle de qualité qui suit le processus depuis la réception du matériau, le préformage, l'hydroformage et le post-traitement. Nous avons également mis en place des critères de test stricts.
- Tous les matériaux reçus doivent faire l’objet d’une vérification de composition à l’aide d’un spectromètre. En outre, un rapport MTR complet doit être fourni pour vérifier si les performances du matériau sont conformes à la norme.
- Pendant la phase de formage, les paramètres qui ont un impact majeur sur le produit, tels que la pression et la température, sont observés de temps en temps pour garantir l'efficacité durable du processus d'hydroformage.
- Avec une équipe qualité qualifiée et des outils sophistiqués comme la CMM (Machine à Mesurer Coordonnées), nous effectuons des tests exhaustifs des pièces pour garantir la qualité du produit.
Garantie des avancées technologiques
Nous utilisons un système de contrôle en boucle fermée en temps réel qui enregistre les données de pression 100 fois par seconde pour modifier immédiatement les paramètres du processus afin d'éviter les problèmes de qualité résultant des variations des paramètres. Dans le même temps, nous disposons d'une technologie de compensation en temps réel pour les valeurs de retour élastique des lots de matériaux avec un contrôle précis dans la plage de 0,05 mm, résolvant ainsi complètement le problème du retour élastique des pièces et conduisant à une précision dimensionnelle stable.
De plus, les membres de notre équipe de test sont tous professionnellement qualifiés et utilisent des équipements de pointe tels qu'une MMT pour effectuer des tests complets des pièces, garantissant ainsi que chaque produit répond aux exigences.
FAQ
Q1 : Quelle est l’épaisseur maximale que LS Manufacturing peut gérer pour le service d’hydroformage ?
Notre plus grande machine hydraulique pèse 4 000 tonnes et nous pouvons fabriquer des pièces en acier au carbone de 12 mm et en acier inoxydable de 8 mm, mais la géométrie de la pièce joue un rôle majeur pour une épaisseur maximale.
Q2 : Comment LS Manufacturing garantit-il la qualité des matériaux pour les services d'emboutissage des métaux ?
Nous utilisons un spectromètre pour vérifier tous les matériaux arrivant , et le rapport MTR complet vous sera remis pour vous assurer que les paramètres de simulation DFM sont pleinement respectés.
Q3 : Pouvez-vous effectuer un hydroformage sur des matériaux d'hydroformage pré-peints ou enduits ?
Un pré-revêtement n'est pas recommandé car le revêtement sera endommagé par le fluide à haute pression. Le revêtement en poudre ou l’anodisation est la voie à suivre après le formage.
Q4 : Quel est le délai de livraison typique pour un prototype de service d'hydroformage personnalisé ?
Une fois les matériaux en place et les moules congelés, des échantillons de haute précision vérifiés par CMM peuvent être livrés dans un délai de 3 à 4 semaines. Tu peux télécharger les dessins et contactez-nous pour un devis afin de faire avancer rapidement l'avancement du projet.
Q5 : Offrez-vous des services de découpage dans le cadre du processus de pré-hydroformage ?
Nous proposons une gamme complète de services de découpage qui garantiront le flux du métal dans le contour du flan pour un taux de rendement optimal.
Q6 : Pourquoi utiliser l'acier inoxydable au lieu de l'aluminium pour les services de fabrication par hydroformage ?
L'acier inoxydable est meilleur en termes de résistance à la corrosion et de solidité , et il est également plus sûr lorsqu'il est exposé à des environnements fluides à haute température et haute pression, c'est pourquoi il est généralement considéré comme le matériau de premier choix.
Q7 : Quelles mesures LS Manufacturing prend-elle pour bloquer les fuites lors de l'hydroformage de haute précision ?
Outre la technologie brevetée de scellement des extrémités, nous effectuons également une surveillance de la pression en temps réel. Ces mesures garantissent que la pression d'étanchéité est toujours maintenue à un niveau 10 % supérieur à celui de la pression interne.
Q8 : L'hydroformage LS Manufacturing offre-t-il une solution peu coûteuse pour la production en faible volume ?
Les systèmes de moules modulaires aident à récupérer les coûts, ce qui les rend ensuite compétitifs, même pour les projets en petits lots commençant à 500 pièces.
Résumé
La sélection des matériaux d'hydroformage appropriés est chronologiquement la tâche la plus difficile car elle nécessite une prise en compte approfondie des propriétés mécaniques, des paramètres de processus et des aspects liés aux coûts. En outre, vous pouvez même réduire les dépenses et améliorer le niveau de qualité grâce au bon choix et à l'optimisation de l'hydroformage et services d'emboutissage de métaux . De plus, nous sommes en mesure d’offrir un soutien fiable, ce qui constitue l’un des moyens par lesquels les acheteurs peuvent réduire les risques de fabrication.
Êtes-vous prêt à rationaliser votre prochain projet de fabrication de pointe ? Ne laissez pas des options matérielles vagues entraver votre R&D. Contactez-nous par l'intermédiaire de nos ingénieurs seniors, envoyez-nous vos créations 3D (nous acceptons les formats STEP et IGES), et obtenez de notre part une évaluation préliminaire gratuite de faisabilité de fabrication dans les 24 heures avec les meilleures solutions de coût matière pour votre application.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


