
Hydroforming service is one of the key processes in high-precision manufacturing, and the choice of materials is the most important factor affecting the product yield and return on investment. Many buyers are often puzzled by the question: "what materials are used in hydroforming" However, the problem becomes even more serious when top-performance materials are combined with metal stamping services for preforming, in which case the lack of elongation leads to cracking and the rise in scrap rates can be more than 15%.
This post represents LS Manufacturing's opinion and it tries to clarify the fundamental rules of suitable material selection and process control in the hydroforming service so that buyers can get rid of their difficulties and enhance profitability.

Material Selection for Hydroforming: A Quick Overview
| Core Issues | Key Conclusions | Core Data | Solutions |
| Material Ductility Influence | Determines forming accuracy and scrap rate. | Pre-forming requires ≥25% uniform elongation. | Monitor forming limit chart (FLD). |
| Optimal Alloy Selection | Match materials according to expansion rate. | 304 stainless steel yield strength 205MPa. | Expansion rate >30% requires intermediate annealing. |
| Thinning Rate Control | Depends on pressure and feed ratio adjustment. | Friction coefficient μ=0.04-0.08. | Closed-loop control system + high strain rate materials. |
| Cost Influencing Factors | Material utilization rate and mold life are dominant. | Mold steel H13 vs D2 life difference 30%. | Provide DFM requirements for accurate quotes. |
The article discusses the key areas of material selection, process optimization, cost control, and quality assurance in the field of hydroforming services. By integrating real data and case studies, it offers assistance in solving issues related to materials, minimizing scrap rates, and identifying affordable hydroforming solutions.
Why Trust LS Manufacturing For Hydroforming Services? Expertise In High-Performance Material Selection
Buyers who are looking for extremely precise and high-output production methods should focus on the material selection skills of their potential hydroforming partners. LS Manufacturing has a 15-year track record in this niche area, during which we have assisted over 500 premium clients and completed more than 120 material forming challenges.
We give importance to its team members who have been certified by AWS and simulate different custom hydroforming service conditions by complying with the ASTM B210-19 standard. By way of illustration, our European automotive customer encountered a 28% hydroforming part cracking rate. With the change of material to 6082 aluminum alloy and enhancement of metal stamping services, we achieved a reduction of the cracking rate to 1.2%, resulting in annual savings of more than $120,000.
We carry out quality inspection in strict accordance with ISO 13920:2023. Material coming in is checked by spectrometer and is also accompanied by MTR report. Our laboratory's FLD test instrument has the ability to detect material cracking risks beforehand, thus saving buyers from potential losses.
Drawing on our advanced material selection skills and engineering background, we offer tailored options to our customers. Our clients are provided with top-notch hydroforming services and thorough technical support, which in turn minimizes their exposure to risks and maximizes their return on investment.
If you are struggling with material selection for hydroforming, contact our senior engineers for free material selection advice or view our industry case studies to intuitively understand how our solutions create value for customers.

How Does Material Ductility Determine The Precision And Failure Rates Of Your Hydroforming Service?
Material ductility and strain hardening index (n-value) primarily dictate the forming precision and scrap rates when using hydroforming techniques. For instance, intricate aerospace and automotive structural components generally call for about 25% uniform elongation capability in the metal preforming phase of the metal stamping services.
The Usefulness of Forming Limit Diagram (FLD)
Forming limit diagrams (FLD) are a tool to predict the potential of the material to crack. First, we map out the forming limit diagrams by conducting experiments, then, based on the shape of the part, we evaluate the chances of formation failure and modify the parameters of the manufacturing process or switch the materials to prevent breakage.
The Benefit of Materials Having a High R-Value
Materials with a high R-value, when used in custom hydroforming processes, bring a better uniformity in the wall thickness distribution and also dramatically reduce the chances of localized thinning failure. Research indicates that materials having an R-value1.8 exhibit a wall thickness variation of 5%, this is a lot better than materials having an R-value<1.2 ( 12%).
Getting material ductility and R-value right, can go quite a long way in raising the yield of high precision hydroforming service. For exact material ductility figures, do not hesitate to download our material properties white paper.

Figure 1: A machine performs hydroforming on a metal sheet, shaping it into a curved component.
Which High-Performance Alloys Optimize Your Custom Hydroforming Service Costs?
In cost-sensitive large-scale production, the right selection of high-performance alloys is the backbone of only effectively releasing the potential of custom hydroforming service in terms of minimizing costs. This section looks into the comparison of the performance of different alloys in hydroforming manufacturing services and also gives suggestions on how to optimize costs.
| Alloy Type | Yield Strength (MPa) | Uniform Elongation (%) | Applicable Expansion Rate (%) | Unit Cost (USD/kg) |
| 304 Stainless Steel (Annealed) | 205 | 40 | ≤25 | 3.8 |
| 316L Stainless Steel (Annealed) | 170 | 45 | ≤30 | 5.2 |
| 6061 Aluminum Alloy (T6 Temper) | 310 | 12 | ≤15 | 2.1 |
| 6082 Aluminum Alloy (O Temper) | 110 | 28 | ≤20 | 2.4 |
| Titanium Alloy (Ti-6Al-4V) | 860 | 15 | ≤10 | 35.5 |
Cost Balance Principles for Material Selection
- Buyers should identify the right materials according to the expansion level of the components, for example, to avoid cracks because of different expansion rates in materials.
- If the expansion rate of the components is more than 30%, one must carry out an intermediate annealing step. Otherwise, the rejection rate and secondary processing expenses will be increased considerably.
- Example: A certain household appliance customer is making use of 304 stainless steel to produce parts that require a 35% expansion rate. The rejection rate was as high as 32% without annealing. With the addition of an annealing step, the rejection rate was lowered to 2.8%, and the total cost was reduced by 25%.
Suggested Economical Substitutes
For applications that do not handle very high temperatures and pressures, 6082 aluminum alloy is able to substitute 304 stainless steel with over 50% reduction in material costs. When corrosion resistance is also a must, surface-treated 6061 aluminum alloy can be used, with an increase in the unit cost of only $0.3/kg.
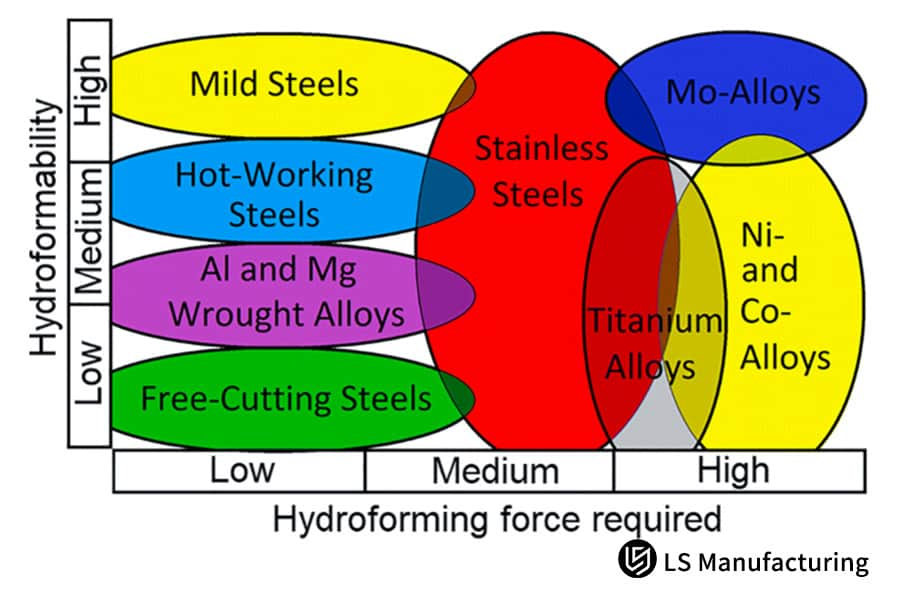
Figure 2: A chart shows hydroforming force and material formability for different alloys.
How Does Metal Stamping Vs Hydroforming Impact The Grain Structure Of Components?
The fundamental distinction between metal stamping vs hydroforming is in the way these methods affect the grain structure of the parts, as this changes their fatigue life. The different processing stress states and grain deformation patterns give rise to major differences. These are the main reasons why buyers firm hydroforming services.
Differences in Grain Structure Between the Two Processes
Metal stamping services typically leads to work hardening and causes uneven grain deformation and breakage, thus reducing the fatigue life of the material. On the other hand, hydroforming maintains continuous metal flow lines through a uniform stress state. This results in uniform grain deformation and consequently a longer working life of parts.
HSLA Steel Process Comparison Data
The hydroforming process, when applied to HSLA steel, can increase the fatigue life of parts by 15-20% over those that are stamped and welded: parts that are stamped and welded have a fatigue life of 12,000 cycles, on the other hand, hydroforming parts can reach 14,400-15,600 cycles, which makes them suitable for parts with high fatigue requirements.
Can Advanced Hydroforming Materials Reduce Overall Vehicle Or Equipment Weight?
Lightweighting is one of the key elements in various industries. Choosing advanced hydroforming materials and improving hydroforming manufacturing service are two main factors. We are capable of saving weight significantly and still keep the part rigidity.
Through the Application of Lightweight Materials
The main materials of hydroforming lightweighting are high-strength aluminum alloys and 700 series stainless steel. We exploit their "variable cross-section" feature to perform the operations of combining multiple stamped and welded parts into one, thereby reducing the consumption of material. As a result of frame optimization, a certain medical device frame was able to reach a weight reduction rate of 22%.
Trade-off Between Lightweighting and Structural Strength
Lightweighting brings the possibility of "weight reduction with no compromise on strength." The previously mentioned medical device frame, after weight reduction, experienced a rise in structural strength by 18%. With the utilization of high-strength aluminum alloy hydroforming materials, automotive parts can be downsized by 15-20% and still have better collision resistance.
| Part Type | Original Process/Material | Hydroforming Solution | Weight Reduction Rate (%) | Strength Change (%) |
| Medical Device Frame | Stamping & Welding/Ordinary Carbon Steel | Hydroforming/700 Series Stainless Steel | 22 | +18 |
| Automotive Chassis Bracket | Stamping & Welding/Ordinary Alloy Steel | Hydroforming/6082 Aluminum Alloy | 18 | +12 |
| Aerospace Bracket | Machining/Ordinary Titanium Alloy | Hydroforming/Ti-6Al-4V | 15 | +5 |

Figure: Hydroformed stainless steel tubes with corrugated sections in a green container.
How To Resolve Thinning Issues In Complex Custom Hydroforming Service Projects?
Thinning rate control is one of the major issues in complicated custom hydroforming operations. Without proper regulation, it might result in uneven wall thickness and even cracking. We use a combination of a closed-loop control system and material optimization to keep the thinning rate under 10%.
Use of Closed-Loop Control System
With the help of a closed-loop control system, we are able to modify the internal pressure and the axial feed ratio simultaneously to have a very good control over the material flow. For highly shaped parts, the thinning rate can be kept under 8%.
Material Selection and Friction Coefficient Optimization
Work out the lubricant formula to precisely keep the friction coefficient within μ=0.04-0.08, thereby decreasing the frictional resistance between the material and the die and encouraging uniform material flow.
In cases where the R/D ratio at the sharp corner is less than 1.5, it is better to use materials with high strain rate sensitivity (e.g. 6082 aluminum alloy and 316L stainless steel) primarily to meet the local deformation demands so that the material thinning at sharp corners is not excessive.
Precise control of the thinning rate improves the quality of high precision hydroforming and reduces the scrap rate. For thinning issues, submit 3D drawings, and we will customize a control solution and provide a free cost estimate.
Case Study: How LS Manufacturing Optimized Medical Grade Stainless Steel Manifolds?
Medical-grade stainless steel manifolds are extremely demanding in terms of precision and surface qualities. Here is an example how we addressed the 316L manifold forming challenge of a North American client through our tailored hydroforming capabilities and material selection for hydroforming.
Client Challenge
The North American medical client preferred 316L for making manifolds. Cracking at a wall thickness of 0.8mm resulted in a four-month project halt, a 60% scrap rate, and losses of over $80,000. With a surface Ra value of 1.2m, it did not qualify for fluid transport requirements.
LS Manufacturing Solution
- We reevaluated the material selection for hydroforming solution and decided on high-purity electroslag remelted (ESR) 316L stainless steel with a uniform elongation of 48% that has proved to avoid the cracking issue very well.
- We came up with a new blanking services preforming mold concept. We re-arranged and optimized the mold layout so that the material stress concentration during preforming could be minimized.
- We used a pressurization curve that consists of three stages. Pressurization was done gradually by dividing the total pressure 120MPa into three parts so that material cracking due to very high instantaneous pressure could be avoided.
- The lubricant formula was modified to make the coefficient of friction equal 0.05 in order to allow the material to flow evenly and to minimize the appearance of surface scratches and improve the quality of the surfaces.
Results and Value
After the changes, the manifolds' first-pass forming yield climbed from 40% to 98.5%, surface Ra value was raised to 0.4μm, fluid transmission efficiency was elevated by 15%, and the customer made us the long-term strategic supplier and increased the annual procurement by 30%. Also, the savings over $150,000 on an annual basis were achieved.
If you are also facing the challenge of hydroforming medical-grade parts, please view our complete case details or contact our engineers for customized solutions tailored to your product to help your project progress efficiently.

Why Is High Precision Hydroforming Essential For Aerospace Aluminum 6061-T6?
Aerospace-grade 6061-T6 aluminum alloy is highly resistant and possesses a light frame. However, after T6 heat treatment, it is chemically unstable to a certain extent after hydroforming. This issue can be resolved by implementing high precision hydroforming.
Control Methods for Dimensional Stability
- Using an "interference compensation" model, the extent of thermal stress deformation post T6 heat treatment is initially forecasted during high-precision hydroforming hydraulic work.
- Giving room for the corresponding deformation turnaround in the tool design, this will be an effective way to compensate for the thermal stress changes from the heat treatment that have been carried out.
- The above provided procedures can ensure that post heat treatment material dimensional tolerance be controlled at 0.05mm or less. So, aerospace-grade precision requirements are matched.
Material Grain Size Standards
When pre-forming aerospace-grade 6061-T6 aluminum alloy, grain size shall be level 8 and above, otherwise, an "orange peel" appearance will be noted. We carefully track the material to have the same grain size everywhere.
High-precision hydroforming is the core guarantee of precision for aerospace-grade parts. For machining such parts, contact us for a free DFM (Design for Manufacturing) audit to ensure quality meets standards.
What Factors Influence The Quote For Professional Hydroforming Manufacturing Service?
When buyers ask for hydroforming manufacturing service quotes, price differences often puzzle them. Knowing factors that influence pricing will help in getting an exact quote and also in not getting such high prices later on.
Important Elements Which Influence Quotes
- The way the material is used: The more efficient the use of material, the more the price per piece of material is reduced, which then leads to a cheaper quote. By proper mold planning and using Blanking Services, we can raise material utilization to more than 85%, which is way above the industry average (75%).
- Durability of the mold: The type of mold material directly impacts its lifespan. For instance, molds made from H13 steel can last about 100,000 cycles, whereas those made with D2 steel only last around 70,000 cycles. The longer the mold works, the lower the price of mold per part will be.
- Time per cycle: With shorter cycle times, production becomes more efficient, and more outputs are produced within a given unit time, which leads to a better priced quote. Using our very accurate hydroforming machines, we can set single-cycle time from 30 to 60 seconds, thus raising the output efficiency.
- Necessity for post-processing: Doing post-processing (such as annealing, surface treatment) will increase expenses. Different post-processing operations vary greatly in price; for example, powder coating is around $2.5 per piece, and anodizing is about $3.8 per piece.
How Does LS Manufacturing Ensure Consistent Quality In Custom Hydroforming Service?
The consistency of quality in custom hydroforming service is very important. We maintain a reliable 99.8% parts qualification rate by implementing a thorough quality control system supported by modern technology, thus delivering dependable reassurance to our customers.
Thorough Quality Control System
- We have developed a comprehensive quality control system that tracks the process from material receipt preforming hydroforming, and post-processing. We have also set up strict testing criteria.
- All materials received must undergo verification for composition by using a spectrometer. Besides, a full MTR report must be provided for checking if the material performance is according to standard.
- During the forming stage, parameters that have a major impact on the product such as pressure and temperature are observed on time to time basis to ensure the sustained effectiveness of the hydroforming process.
- With a skilled quality team and sophisticated tools like the CMM (Coordinate Measuring Machine), we perform exhaustive testing of parts to guarantee quality of the product.
Technology Advances Guarantee
We use a real-time closed-loop control system that records pressure data 100 times per second to immediately change process parameters so as to prevent quality problems resulting from parameter variations. At the same time, we have real-time compensation technology for the springback values of material batches with accurate control in the range of 0.05mm, thus thoroughly resolving the issue of part springback and leading to stable dimensional accuracy.
Furthermore, our testing team members are all professionally qualified and use advanced equipment such as a CMM to conduct comprehensive testing of parts, ensuring that every product meets requirements.
FAQs
Q1: What is the maximum thickness LS Manufacturing can handle for hydroforming service?
Our largest hydraulic machine is 4000-ton, and we can manufacture 12mm carbon steel and 8mm stainless steel parts, but the geometry of the part plays a major role for maximum thickness.
Q2: How does LS Manufacturing ensure the material quality for metal stamping services?
We use a spectrometer to check all arriving materials, and the complete MTR report will be given to you to make sure that DFM simulation parameters are fully met.
Q3: Can you perform hydroforming on pre-painted or coated hydroforming materials?
Pre-coating is not advisable since the coating will be damaged by the high-pressure medium. Powder coating or anodizing is the way to go after forming.
Q4: What is the typical lead time for a custom hydroforming service prototype?
After the materials are in place and the molds are frozen, high-precision samples verified by CMM can be delivered within 3-4 weeks. You can upload the drawings and contact us for a quotation to quickly advance the project progress.
Q5: Do you offer blanking services as part of the pre-hydroforming process?
We provide a full range of blanking services that will guarantee metal flow in the blank contour for the optimum yield rate.
Q6: Why using stainless steel instead of aluminum for hydroforming manufacturing services?
Stainless steel is better in terms of resistance to corrosion and strength, and it is also safer when exposed to high-temperature, high-pressure fluid environments which is why it is generally considered as the first choice material.
Q7: What measures does LS Manufacturing take to block leakage during the high-precision hydroforming?
Besides the patented end-sealing technology, we also carry out real-time pressure monitoring. These measures guarantee the sealing pressure is always maintained at a level 10% higher than that of the internal pressure.
Q8: Does LS Manufacturing hydroforming offer a low-cost solution for low volume production?
The modular mold systems help to recover the cost which then makes them competitively priced even for small-batch projects starting at 500 pieces.
Summary
Selecting appropriate hydroforming materials is chronologically the toughest task as it demands a thorough consideration of mechanical properties, process parameters, and cost aspects. Besides, you can even bring down expenses and enhance the quality level through the correct choice and optimization of hydroforming and metal stamping services. Furthermore, we are capable of offering dependable backing, which is one of the ways buyers can reduce manufacturing risks.
Are your gears set for streamlining your upcoming advanced manufacturing endeavor? Don't permit vague material options to impede your R&D. Reach out to us through our senior engineers, send us your 3D designs (we accept STEP and IGES formats), and get from us a gratis preliminary manufacturing feasibility evaluation within 24 hours with the best material cost solutions for your application.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


