
Услуги гидроформинга является одним из ключевых процессов в высокоточном производстве, а выбор материалов является важнейшим фактором, влияющим на выход продукции и окупаемость инвестиций. Многие покупатели часто озадачиваются вопросом: « какие материалы используются при гидроформинге ». Однако проблема становится еще более серьезной, когда высококачественные материалы сочетаются с услугами штамповки металла для предварительной формовки, и в этом случае отсутствие удлинения приводит к растрескиванию, а рост процента брака может составлять более 15%.
Этот пост представляет мнение LS Manufacturing и пытается разъяснить фундаментальные правила выбора подходящих материалов и управления процессами в сфере гидроформовки, чтобы покупатели могли избавиться от своих трудностей и повысить прибыльность.

Выбор материала для гидроформинга: краткий обзор
| Основные проблемы | Ключевые выводы | Основные данные | Решения |
| Влияние пластичности материала | Определяет точность формовки и процент брака. | Предварительное формование требует равномерного удлинения ≥25% . | Монитор формирования предельной диаграммы (FLD). |
| Оптимальный выбор сплава | Подбирайте материалы по степени расширения. | Предел текучести нержавеющей стали 304 205 МПа. | Степень расширения >30% требует промежуточного отжига. |
| Контроль скорости прореживания | Зависит от регулировки давления и соотношения подачи. | Коэффициент трения ц=0,04-0,08. | Замкнутая система управления + материалы с высокой скоростью деформации. |
| Факторы, влияющие на стоимость | Доминируют коэффициент использования материала и срок службы пресс-формы. | Разница в сроке службы стали H13 и D2 составляет 30%. | Предоставьте требования DFM для точных котировок. |
В статье рассматриваются ключевые направления выбора материалов, оптимизации процессов, контроля затрат и обеспечения качества в сфере услуг гидроформинга. Объединив реальные данные и тематические исследования, он предлагает помощь в решении проблем, связанных с материалами, минимизацией количества брака и выявлением доступные решения для гидроформинга .
Почему стоит доверять LS Manufacturing услуги по гидроформингу? Опыт в выборе высокоэффективных материалов
Покупатели, которые ищут чрезвычайно точные и высокопроизводительные методы производства, должны сосредоточиться на навыках выбора материалов своих потенциальных партнеров по гидроформингу. LS Manufacturing имеет 15-летний опыт работы в этой нише, за время которого мы оказали помощь более чем 500 премиальным клиентам и выполнили более 120 задач по формованию материалов.
Мы придаем большое значение членам нашей команды, которые прошли сертификацию AWS и моделируют различные индивидуальные условия эксплуатации гидроформинга, соблюдая Стандарт ASTM B210-19 . В качестве иллюстрации наш европейский заказчик из автомобильной отрасли столкнулся с 28%-ной степенью растрескивания деталей, подвергнутых гидроформингу . Благодаря замене материала на алюминиевый сплав 6082 и расширению услуг по штамповке металла мы добились снижения уровня растрескивания до 1,2%, что привело к годовой экономии более 120 000 долларов США.
Мы осуществляем контроль качества в строгом соответствии с ИСО 13920:2023 . Поступающий материал проверяется спектрометром и сопровождается отчетом MTR. Испытательный прибор FLD нашей лаборатории способен заранее обнаружить риск растрескивания материала , что избавляет покупателей от потенциальных потерь.
Опираясь на наши передовые навыки выбора материалов и инженерный опыт, мы предлагаем нашим клиентам индивидуальные варианты. Нашим клиентам предоставляются первоклассные услуги гидроформинга и тщательная техническая поддержка, что, в свою очередь , сводит к минимуму их подверженность рискам и максимизирует окупаемость инвестиций .
Если вы затрудняетесь с выбором материала для гидроформовки, обратитесь к нашим старшим инженерам за бесплатными советами по выбору материалов или ознакомьтесь с нашими практическими примерами из отрасли, чтобы интуитивно понять, как наши решения создают ценность для клиентов.

Как пластичность материала определяет точность и интенсивность отказов в вашей работе по гидроформингу?
Пластичность материала и индекс деформационного упрочнения (значение n) в первую очередь определяют точность формовки и процент брака при использовании методов гидроформовки. Например, сложные аэрокосмические и автомобильные структурные компоненты Обычно требуется около 25% равномерного удлинения на этапе предварительного формования металла в услугах штамповки металла.
Полезность формирования предельной диаграммы (FLD)
Формирование предельных диаграмм (FLD) — это инструмент для прогнозирования вероятности растрескивания материала. Сначала мы составляем диаграммы пределов формования путем проведения экспериментов, затем, исходя из формы детали, оцениваем вероятность разрушения формования и изменяем параметры производственного процесса или меняем материалы, чтобы предотвратить поломку.
Преимущество материалов с высоким коэффициентом теплопередачи
Материалы с высоким значением R при использовании в индивидуальные процессы гидроформинга , обеспечивают лучшую однородность распределения толщины стенок , а также значительно снижают вероятность локального утончения . Исследования показывают, что материалы, имеющие значение R1,8, имеют разброс толщины стенок на 5%, это намного лучше, чем материалы, имеющие значение R<1,2 (12%).
Правильное определение пластичности материала и значения R может значительно повысить производительность высокоточной гидроформовки. . Чтобы получить точные данные о пластичности материала, скачайте наш информационный документ о свойствах материала.

Рисунок 1. Машина выполняет гидроформовку металлического листа, придавая ему изогнутую форму.
Какие высокопроизводительные сплавы оптимизируют ваши затраты на услуги гидроформовки?
В крупносерийном производстве, где затраты чувствительны к затратам, правильный выбор высокопроизводительных сплавов является основой эффективного раскрытия потенциала индивидуальных услуг гидроформовки с точки зрения минимизации затрат. В этом разделе рассматривается сравнение характеристик различных сплавов в услуги по производству гидроформинга а также дает предложения по оптимизации затрат.
| Тип сплава | Предел текучести (МПа) | Равномерное удлинение (%) | Применимый коэффициент расширения (%) | Стоимость единицы (долл. США/кг) |
| Нержавеющая сталь 304 (отожженная) | 205 | 40 | ≤25 | 3,8 |
| Нержавеющая сталь 316L (отожженная) | 170 | 45 | ≤30 | 5.2 |
| Алюминиевый сплав 6061 (закал T6) | 310 | 12 | ≤15 | 2.1 |
| Алюминиевый сплав 6082 (закал O) | 110 | 28 | ≤20 | 2.4 |
| Титановый сплав (Ti-6Al-4V) | 860 | 15 | ≤10 | 35,5 |
Принципы баланса затрат при выборе материалов
- Покупатели должны выбирать подходящие материалы в зависимости от степени расширения компонентов , например, чтобы избежать трещин из-за разной степени расширения материалов.
- Если степень расширения компонентов превышает 30%, необходимо провести этап промежуточного отжига . В противном случае процент брака и затраты на вторичную обработку будут значительно увеличены.
- Пример: некий покупатель бытовой техники использует нержавеющую сталь 304 для производства деталей, для которых требуется коэффициент расширения 35%. Без отжига процент брака достигал 32% . Благодаря добавлению этапа отжига процент брака снизился до 2,8%, а общая стоимость снизилась на 25%.
Предлагаемые экономичные заменители
Для применений, которые не выдерживают очень высоких температур и давлений, алюминиевый сплав 6082 может заменить нержавеющую сталь 304 с сокращением затрат на материалы более чем на 50%. Когда также необходима стойкость к коррозии, можно использовать алюминиевый сплав 6061 с поверхностной обработкой, при этом стоимость единицы продукции увеличивается всего на 0,3 доллара США/кг.
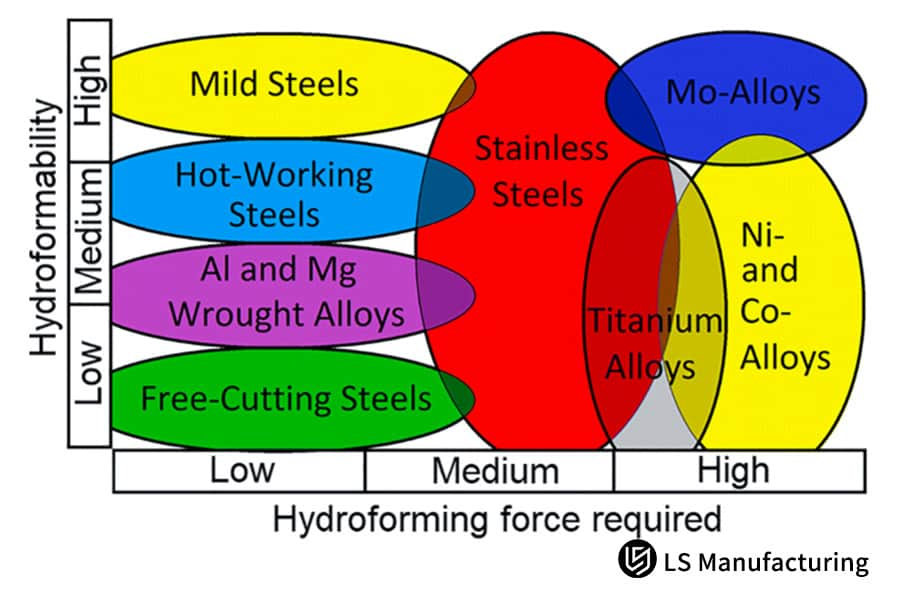
Рисунок 2: Диаграмма показывает силу гидроформовки и формуемость материала для различных сплавов.
Как штамповка металла по сравнению с гидроформингом влияет на зернистую структуру компонентов?
Фундаментальное различие между штамповка металла против гидроформовки заключается в том, как эти методы влияют на зернистую структуру деталей, так как при этом изменяется их усталостная долговечность. Различные состояния напряжения при обработке и характер деформации зерен приводят к серьезным различиям. Это основные причины, по которым покупатели обращаются за услугами гидроформинга.
Различия в зеренной структуре между двумя процессами
Услуги штамповки металла обычно приводят к наклепу и вызывают неравномерную деформацию зерен и разрушение , тем самым снижая усталостную долговечность материала. С другой стороны, гидроформовка поддерживает непрерывные линии потока металла в однородном напряженном состоянии. Это приводит к равномерной деформации зерна и, как следствие, к увеличению срока службы деталей.
Сравнительные данные процесса обработки стали HSLA
Процесс гидроформовки при применении к стали HSLA может увеличить усталостную долговечность деталей на 15-20% по сравнению с штампованными и сваренными: с другой стороны , штампованные и сваренные детали имеют усталостную долговечность 12 000 циклов . гидроформовка деталей могут достигать 14 400–15 600 циклов, что делает их подходящими для деталей с высокими требованиями к усталости.
Могут ли усовершенствованные материалы гидроформинга снизить общий вес автомобиля или оборудования?
Легкость является одним из ключевых элементов в различных отраслях промышленности . Выбор передовых материалов для гидроформования и улучшение производственных услуг по гидроформингу являются двумя основными факторами. Мы способны значительно снизить вес и при этом сохранить жесткость детали.
За счет применения легких материалов
Основными материалами облегчения гидроформинга являются высокопрочные алюминиевые сплавы и нержавеющая сталь 700-й серии. Мы используем их функцию «переменного сечения» для выполнения операций объединения нескольких штампованных и сварные детали в один , тем самым сокращая расход материала. В результате оптимизации рамы рама определенного медицинского устройства смогла снизить вес на 22%.
Компромисс между легкостью и прочностью конструкции
Облегчение дает возможность «снижения веса без ущерба для прочности». У ранее упомянутого каркаса медицинского устройства после снижения веса прочность конструкции увеличилась на 18%. Благодаря использованию высокопрочных гидроформовка алюминиевого сплава материалов, автомобильные детали могут быть уменьшены на 15-20% и при этом иметь лучшую устойчивость к столкновениям.
| Тип детали | Исходный процесс/материал | Решение для гидроформинга | Скорость снижения веса (%) | Изменение силы (%) |
| Рамка медицинского устройства | Штамповка и сварка/обычная углеродистая сталь | Гидроформовка/Нержавеющая сталь серии 700 | 22 | +18 |
| Автомобильный кронштейн шасси | Штамповка и сварка/обычная легированная сталь | Гидроформинг/Алюминиевый сплав 6082 | 18 | +12 |
| Аэрокосмический кронштейн | Обработка/обычный титановый сплав | Гидроформинг/Ти-6Ал-4В | 15 | +5 |

Рисунок: Гидроформованные трубы из нержавеющей стали с гофрированными секциями в зеленом контейнере.
Как решить проблемы прореживания в сложных проектах индивидуального обслуживания гидроформинга?
Контроль скорости прореживания является одной из основных проблем в сложных индивидуальные операции гидроформинга . Без надлежащего регулирования это может привести к неравномерной толщине стенок и даже растрескиванию . Мы используем комбинацию системы управления с обратной связью и оптимизации материала, чтобы поддерживать скорость утонения ниже 10%.
Использование системы управления с обратной связью
С помощью системы управления с обратной связью мы можем одновременно изменять внутреннее давление и коэффициент осевой подачи, чтобы иметь очень хороший контроль над потоком материала. Для деталей сложной формы степень утонения можно поддерживать на уровне менее 8%.
Выбор материала и оптимизация коэффициента трения
Разработайте формулу смазки, чтобы точно поддерживать коэффициент трения в пределах μ = 0,04–0,08 , тем самым уменьшая сопротивление трения между материалом и матрицей и обеспечивая равномерный поток материала.
В случаях, когда соотношение R/D в остром углу меньше 1,5, лучше использовать материалы с высокой чувствительностью к скорости деформации (например, алюминиевый сплав 6082 и нержавеющую сталь 316L), прежде всего, для удовлетворения требований к местной деформации, чтобы утончение материала в острых углах не было чрезмерным.
Точный контроль скорости прореживания улучшает качество высокоточная гидроформовка и снижает процент брака. По вопросам прореживания отправьте 3D-чертежи, и мы подберем решение по управлению и предоставим бесплатную смету расходов.
Практический пример: Как компания LS Manufacturing оптимизировала коллекторы из нержавеющей стали медицинского назначения?
Коллекторы из медицинской нержавеющей стали чрезвычайно требовательны к точности и качеству поверхности. Вот пример того, как мы решили задачу формирования коллектора из 316L, поставленную североамериканским клиентом, с помощью наших индивидуальных возможностей гидроформовки и выбора материалов для гидроформовки.
Задача клиента
Медицинский клиент из Северной Америки предпочел для изготовления коллекторов сталь 316L. Трещина при толщине стенки 0,8 мм привела к четырехмесячной остановке проекта, 60% брака и убыткам на сумму более 80 000 долларов. При значении поверхностного Ra 1,2 м он не соответствовал требованиям по транспортировке жидкостей.
Производственное решение LS
- Мы пересмотрели выбор материала для раствора гидроформинга и остановились на нержавеющей стали 316L, полученной методом электрошлакового переплава (ЭШП), высокой чистоты с равномерным удлинением 48 %, которая, как оказалось , очень хорошо предотвращает образование трещин.
- Мы придумали новый услуги по вырубке концепция предварительной формы. Мы изменили компоновку и оптимизировали компоновку пресс-формы, чтобы можно было свести к минимуму концентрацию напряжений в материале во время предварительного формования.
- Мы использовали кривую наддува, состоящую из трех этапов. Нагнетание давления осуществлялось постепенно путем разделения общего давления 120 МПа на три части, чтобы можно было избежать растрескивания материала из-за очень высокого мгновенного давления.
- Формула смазки была изменена, чтобы коэффициент трения был равен 0,05, чтобы обеспечить равномерное растекание материала, минимизировать появление царапин и улучшить качество поверхностей.
Результаты и ценность
После изменений производительность формования коллекторов при первом проходе выросла с 40% до 98,5%, значение поверхностного Ra было увеличено до 0,4 мкм, эффективность передачи жидкости была увеличена на 15%, а клиент сделал нас долгосрочным стратегическим поставщиком и увеличил ежегодные закупки на 30%. Кроме того, была достигнута экономия более 150 000 долларов США в год.
Если вы также столкнулись с проблемой гидроформовка медицинских деталей , просмотрите полную информацию о нашем случае или свяжитесь с нашими инженерами для получения индивидуальных решений, адаптированных к вашему продукту, которые помогут эффективно реализовать ваш проект.

Почему высокоточная гидроформовка необходима для аэрокосмического алюминия 6061-T6?
Алюминиевый сплав 6061-T6 аэрокосмического класса обладает высокой прочностью и имеет легкий корпус. Однако после термообработки Т6 он в определенной степени химически нестабилен после гидроформинга . Эту проблему можно решить, внедрив высокоточную гидроформовку.
Методы контроля стабильности размеров
- Используя модель «компенсации помех» , степень деформации термического напряжения после термообработки Т6 первоначально прогнозируется во время высокоточных гидравлических работ гидроформовки.
- Оставляя место для соответствующего деформационного поворота в конструкции инструмента, это будет эффективным способом компенсации изменений термического напряжения в результате проведенной термообработки.
- Вышеописанные процедуры могут гарантировать, что допуск на размеры материала после термообработки будет контролироваться на уровне 0,05 мм или менее. Таким образом, требования к точности аэрокосмического уровня соответствуют требованиям.
Стандарты размера зерна материала
При предварительном формовании алюминиевого сплава 6061-T6 аэрокосмического класса размер зерна должен быть 8 и выше, в противном случае будет наблюдаться появление «апельсиновой корки» . Мы тщательно отслеживаем материал, чтобы везде был одинаковый размер зерна.
Высокоточная гидроформовка является основной гарантией точности деталей аэрокосмического назначения. Для обработки таких деталей связаться с нами бесплатно DFM (Проектирование для производства) или dit, чтобы гарантировать соответствие качества стандартам.
Какие факторы влияют на стоимость профессиональных услуг по производству гидроформинга?
Когда покупатели просят расценки на услуги по производству гидроформинга , разница в ценах часто их озадачивает. Знание факторов, влияющих на ценообразование, поможет получить точную цену, а также не допускать таких высоких цен в дальнейшем.
Важные элементы, влияющие на котировки
- Способ использования материала: чем эффективнее использование материала, тем больше снижается цена за единицу материала, что приводит к более дешевому предложению . Путем правильного планирования пресс-форм и использования услуг по вырубке мы можем повысить коэффициент использования материала более чем до 85 %, что намного выше среднего показателя по отрасли (75 %).
- Долговечность формы. Тип материала формы напрямую влияет на срок ее службы. Например, формы, изготовленные из стали H13, могут прослужить около 100 000 циклов, тогда как формы, изготовленные из стали D2, служат всего около 70 000 циклов. Чем дольше работает форма, тем ниже будет цена формы за деталь.
- Время на цикл: при более коротком времени цикла производство становится более эффективным, и за единицу времени производится больше продукции, что приводит к более выгодному ценовому предложению . Используя наши очень точные гидроформовочные машины , мы можем установить время одного цикла от 30 до 60 секунд, тем самым повышая выходную эффективность.
- Необходимость постобработки: выполнение постобработки (например, отжиг, обработка поверхности) приведет к увеличению затрат. Различные операции постобработки сильно различаются по цене ; например, порошковое покрытие стоит около 2,5 долларов за штуку, а анодирование — около 3,8 доллара за штуку.
Как производство LS обеспечивает стабильное качество услуг гидроформовки на заказ?
Стабильность качества в индивидуальный сервис гидроформинга очень важно. Мы поддерживаем надежный уровень квалификации деталей на уровне 99,8% за счет внедрения тщательной системы контроля качества, поддерживаемой современными технологиями, что обеспечивает надежную уверенность нашим клиентам.
Тщательная система контроля качества
- Мы разработали комплексную систему контроля качества, которая отслеживает весь процесс от получения материала, предварительного формования, гидроформовки и последующей обработки. Мы также установили строгие критерии тестирования.
- Все полученные материалы должны пройти проверку состава с помощью спектрометра. Кроме того, необходимо предоставить полный отчет MTR для проверки соответствия характеристик материала стандарту.
- На этапе формования время от времени контролируются параметры, оказывающие основное влияние на продукт, такие как давление и температура, чтобы обеспечить устойчивую эффективность процесса гидроформовки.
- Благодаря квалифицированной команде по обеспечению качества и современным инструментам, таким как КИМ (координатно-измерительная машина), мы проводим исчерпывающие испытания деталей, чтобы гарантировать качество продукта.
Гарантия технологических достижений
Мы используем систему управления с обратной связью в реальном времени, которая записывает данные о давлении 100 раз в секунду, чтобы немедленно изменить параметры процесса и предотвратить проблемы с качеством, возникающие из-за изменений параметров. В то же время у нас есть технология компенсации в реальном времени значений упругого возврата партий материалов с точным контролем в диапазоне 0,05 мм, что полностью решает проблему упругого возврата детали и обеспечивает стабильную точность размеров.
Кроме того, все члены нашей группы тестирования имеют профессиональную квалификацию и используют современное оборудование, такое как КИМ, для проведения комплексных испытаний деталей, гарантируя, что каждый продукт соответствует требованиям.
Часто задаваемые вопросы
Вопрос 1. Какую максимальную толщину может обрабатывать компания LS Manufacturing при гидроформинге?
Наша самая большая гидравлическая машина имеет вес 4000 тонн, и мы можем производить детали из углеродистой стали толщиной 12 мм и нержавеющей стали толщиной 8 мм, но геометрия детали играет важную роль для достижения максимальной толщины.
Вопрос 2: Как LS Manufacturing обеспечивает качество материала для услуг штамповки металла?
Мы используем спектрометр для проверки всех поступающих материалов , и вам будет предоставлен полный отчет MTR, чтобы убедиться, что параметры моделирования DFM полностью соблюдены.
В3: Можете ли вы выполнить гидроформинг предварительно окрашенных или покрытых гидроформингом материалов?
Предварительное нанесение покрытия не рекомендуется, так как покрытие может быть повреждено средой под высоким давлением. Порошковое покрытие или анодирование — это способ после формования.
Вопрос 4: Каково типичное время выполнения заказного прототипа услуги гидроформовки?
После того, как материалы будут на месте и формы заморожены, высокоточные образцы, проверенные КИМ, могут быть доставлены в течение 3-4 недель. Ты можешь загрузить рисунки и свяжитесь с нами для получения предложения, чтобы быстро продвинуться в реализации проекта.
В5: Предлагаете ли вы услуги по вырубке в рамках процесса предварительной гидроформовки?
Мы предоставляем полный спектр услуг по вырубке, которые гарантируют текучесть металла в контуре заготовки с оптимальным выходом годности.
Вопрос 6: Почему для производственных услуг гидроформовки используется нержавеющая сталь вместо алюминия?
Нержавеющая сталь лучше с точки зрения устойчивости к коррозии и прочности , а также безопаснее при воздействии жидкостей с высокой температурой и высоким давлением, поэтому ее обычно считают материалом первого выбора.
В7: Какие меры принимает компания LS Manufacturing для предотвращения утечек во время высокоточной гидроформовки?
Помимо запатентованной технологии торцевого уплотнения, мы также осуществляем мониторинг давления в режиме реального времени. Эти меры гарантируют, что давление уплотнения всегда поддерживается на уровне на 10% выше внутреннего давления.
Вопрос 8: Предлагает ли гидроформовка LS Manufacturing недорогое решение для мелкосерийного производства?
Модульные системы пресс-форм помогают окупить затраты, что делает их конкурентоспособными по цене даже для мелкосерийных проектов, начиная с 500 штук.
Краткое содержание
Выбор подходящих материалов для гидроформинга является хронологически самой сложной задачей, поскольку требует тщательного рассмотрения механических свойств, параметров процесса и стоимостных аспектов. Кроме того, за счет правильного выбора и оптимизации гидроформинга и оптимизации можно даже снизить затраты и повысить уровень качества. услуги штамповки металла . Кроме того, мы способны предложить надежную поддержку, что является одним из способов, с помощью которых покупатели могут снизить производственные риски.
Готовы ли вы оптимизировать предстоящее передовое производство? Не позволяйте расплывчатым вариантам материалов препятствовать вашим исследованиям и разработкам. Свяжитесь с нами через наших старших инженеров, пришлите нам свои 3D-проекты (мы принимаем форматы STEP и IGES) и получите от нас бесплатную предварительную оценку технико-экономического обоснования производства в течение 24 часов с лучшими решениями по стоимости материалов для вашего применения.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


