
Hydroforming-Service ist einer der Schlüsselprozesse in der hochpräzisen Fertigung, und die Wahl der Materialien ist der wichtigste Faktor, der sich auf die Produktausbeute und den Return on Investment auswirkt. Viele Käufer sind oft verwirrt über die Frage: „ Welche Materialien werden beim Innenhochdruckumformen verwendet ?“ Das Problem wird jedoch noch schwerwiegender, wenn Hochleistungsmaterialien mit Metallstanzdiensten für die Vorformung kombiniert werden. In diesem Fall führt die mangelnde Dehnung zu Rissen und der Anstieg der Ausschussraten kann mehr als 15 % betragen.
Dieser Beitrag stellt die Meinung von LS Manufacturing dar und versucht, die Grundregeln der geeigneten Materialauswahl und Prozesskontrolle im Hydroforming-Service zu klären, damit Käufer ihre Schwierigkeiten beseitigen und die Rentabilität steigern können.

Materialauswahl für Hydroforming: Ein kurzer Überblick
| Kernthemen | Wichtigste Schlussfolgerungen | Kerndaten | Lösungen |
| Einfluss der Materialduktilität | Bestimmt die Umformgenauigkeit und die Ausschussrate. | Für die Vorformung ist eine gleichmäßige Dehnung von ≥25 % erforderlich. | Überwachen Sie das Forming-Limit-Diagramm (FLD). |
| Optimale Legierungsauswahl | Passen Sie die Materialien entsprechend der Expansionsrate an. | Streckgrenze von Edelstahl 304: 205 MPa. | Eine Ausdehnungsrate >30 % erfordert eine Zwischenglühung. |
| Kontrolle der Ausdünnungsrate | Hängt von der Einstellung des Drucks und des Vorschubverhältnisses ab. | Reibungskoeffizient μ=0,04-0,08. | Geschlossenes Regelsystem + Materialien mit hoher Dehnungsrate. |
| Kosteneinflussfaktoren | Materialausnutzungsgrad und Formlebensdauer sind dominant. | Lebensdauerunterschied zwischen Formstahl H13 und D2: 30 %. | Geben Sie DFM-Anforderungen für genaue Angebote an. |
Der Artikel behandelt die Schlüsselbereiche Materialauswahl, Prozessoptimierung, Kostenkontrolle und Qualitätssicherung im Bereich Hydroforming-Dienstleistungen. Durch die Integration realer Daten und Fallstudien bietet es Unterstützung bei der Lösung von Materialproblemen, der Minimierung der Ausschussraten und der Identifizierung kostengünstige Hydroforming-Lösungen .
Warum sollten Sie LS Manufacturing für Hydroforming-Dienstleistungen vertrauen? Fachwissen in der Auswahl leistungsstarker Materialien
Käufer, die auf der Suche nach äußerst präzisen und leistungsstarken Produktionsmethoden sind, sollten sich auf die Materialauswahlfähigkeiten ihrer potenziellen Hydroforming-Partner konzentrieren. LS Manufacturing kann auf eine 15-jährige Erfolgsgeschichte in diesem Nischenbereich zurückblicken, in der wir über 500 Premium-Kunden unterstützt und mehr als 120 Herausforderungen bei der Materialumformung gemeistert haben.
Wir legen Wert auf die von AWS zertifizierten Teammitglieder und simulieren verschiedene kundenspezifische Hydroforming-Servicebedingungen durch Einhaltung der ASTM B210-19-Standard . Zur Veranschaulichung: Unser europäischer Automobilkunde verzeichnete eine Rissrate von 28 % bei Hydroforming-Teilen . Mit der Umstellung des Materials auf die Aluminiumlegierung 6082 und der Verbesserung der Metallstanzdienstleistungen konnten wir die Rissrate auf 1,2 % senken, was zu jährlichen Einsparungen von mehr als 120.000 US-Dollar führte.
Wir führen Qualitätskontrollen in strikter Übereinstimmung mit durch ISO 13920:2023 . Das eingehende Material wird spektrometergeprüft und mit einem MTR-Bericht versehen. Das FLD-Testgerät unseres Labors ist in der Lage, das Risiko von Materialrissen im Voraus zu erkennen und so Käufer vor potenziellen Verlusten zu bewahren.
Basierend auf unseren fortgeschrittenen Fähigkeiten bei der Materialauswahl und unserem technischen Hintergrund bieten wir unseren Kunden maßgeschneiderte Optionen. Unsere Kunden erhalten erstklassige Hydroforming-Dienstleistungen und umfassende technische Unterstützung, was wiederum ihre Risiken minimiert und ihre Kapitalrendite maximiert .
Wenn Sie Schwierigkeiten mit der Materialauswahl für das Hydroforming haben, wenden Sie sich an unsere leitenden Ingenieure, um eine kostenlose Beratung zur Materialauswahl zu erhalten, oder sehen Sie sich unsere Fallstudien aus der Branche an, um intuitiv zu verstehen, wie unsere Lösungen einen Mehrwert für Kunden schaffen.

Wie bestimmt die Duktilität des Materials die Präzision und Ausfallraten Ihres Hydroforming-Service?
Die Duktilität des Materials und der Kaltverfestigungsindex (n-Wert) bestimmen in erster Linie die Umformgenauigkeit und die Ausschussraten beim Einsatz von Hydroforming-Techniken. Zum Beispiel komplizierte Luft- und Raumfahrttechnik Automobil-Strukturbauteile erfordern im Allgemeinen eine gleichmäßige Dehnungsfähigkeit von etwa 25 % in der Metallvorformungsphase der Metallstanzdienste.
Der Nutzen des Forming-Limit-Diagramms (FLD)
Formgrenzdiagramme (FLD) sind ein Hilfsmittel zur Vorhersage des Risspotenzials des Materials. Zuerst erstellen wir durch Experimente die Diagramme der Verformungsgrenzen, dann bewerten wir auf der Grundlage der Form des Teils die Wahrscheinlichkeit eines Verformungsversagens und ändern die Parameter des Herstellungsprozesses oder wechseln die Materialien, um einen Bruch zu verhindern.
Der Vorteil von Materialien mit einem hohen R-Wert
Materialien mit einem hohen R-Wert, wenn sie verwendet werden kundenspezifische Hydroforming-Prozesse Dies sorgt für eine gleichmäßigere Wandstärkenverteilung und reduziert die Wahrscheinlichkeit lokaler Ausdünnungsfehler erheblich . Untersuchungen zeigen, dass Materialien mit einem R-Wert von 1,8 eine Wandstärkenschwankung von 5 % aufweisen. Dies ist viel besser als Materialien mit einem R-Wert <1,2 (12 %).
Die richtige Duktilität und der richtige R-Wert des Materials können einen großen Beitrag zur Steigerung der Ausbeute bei der hochpräzisen Innenhochdruckumformung leisten . Für genaue Zahlen zur Materialduktilität laden Sie bitte unser Whitepaper zu Materialeigenschaften herunter.

Abbildung 1: Eine Maschine führt Hydroforming an einem Metallblech durch und formt es in ein gebogenes Bauteil.
Welche Hochleistungslegierungen optimieren die Kosten für Ihren individuellen Hydroforming-Service?
In der kostensensiblen Großserienproduktion ist die richtige Auswahl von Hochleistungslegierungen das Rückgrat, um das Potenzial der maßgeschneiderten Hydroforming-Dienstleistung erst im Sinne einer Kostenminimierung effektiv freizusetzen. In diesem Abschnitt wird der Vergleich der Leistung verschiedener Legierungen untersucht Hydroforming-Fertigungsdienstleistungen und gibt auch Anregungen zur Kostenoptimierung.
| Legierungstyp | Streckgrenze (MPa) | Gleichmäßige Dehnung (%) | Anwendbare Expansionsrate (%) | Stückkosten (USD/kg) |
| Edelstahl 304 (geglüht) | 205 | 40 | ≤25 | 3.8 |
| Edelstahl 316L (geglüht) | 170 | 45 | ≤30 | 5.2 |
| 6061 Aluminiumlegierung (T6-Vergütung) | 310 | 12 | ≤15 | 2.1 |
| 6082 Aluminiumlegierung (O-Temper) | 110 | 28 | ≤20 | 2.4 |
| Titanlegierung (Ti-6Al-4V) | 860 | 15 | ≤10 | 35,5 |
Kostenbilanzprinzipien für die Materialauswahl
- Käufer sollten die richtigen Materialien anhand des Ausdehnungsgrads der Komponenten identifizieren, um beispielsweise Risse aufgrund unterschiedlicher Ausdehnungsgeschwindigkeiten der Materialien zu vermeiden.
- Beträgt die Ausdehnungsrate der Bauteile mehr als 30 %, muss ein Zwischenglühschritt durchgeführt werden . Andernfalls erhöhen sich die Ausschussquote und der Nachbearbeitungsaufwand erheblich.
- Beispiel: Ein bestimmter Kunde von Haushaltsgeräten verwendet Edelstahl 304 zur Herstellung von Teilen, die eine Ausdehnungsrate von 35 % erfordern. Ohne Glühen lag die Ausschussquote bei bis zu 32 % . Durch die Hinzufügung eines Glühschritts konnte die Ausschussrate auf 2,8 % gesenkt und die Gesamtkosten um 25 % gesenkt werden.
Empfohlene wirtschaftliche Ersatzstoffe
Für Anwendungen, die nicht mit sehr hohen Temperaturen und Drücken zurechtkommen, kann die Aluminiumlegierung 6082 Edelstahl 304 ersetzen und die Materialkosten um über 50 % senken. Wenn auch Korrosionsbeständigkeit ein Muss ist, kann eine oberflächenbehandelte Aluminiumlegierung 6061 verwendet werden, wobei sich die Stückkosten um nur 0,3 $/kg erhöhen.
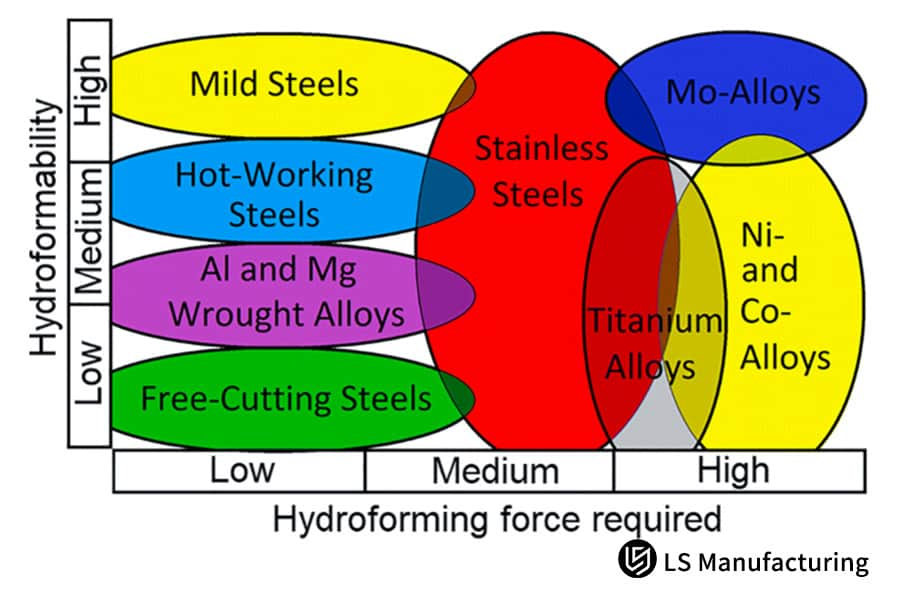
Abbildung 2: Ein Diagramm zeigt die Hydroforming-Kraft und die Materialformbarkeit für verschiedene Legierungen.
Wie wirkt sich Metallstanzen im Vergleich zu Hydroforming auf die Kornstruktur von Bauteilen aus?
Der grundlegende Unterschied zwischen Metallstanzen vs. Innenhochdruckumformung liegt in der Art und Weise, wie diese Methoden die Kornstruktur der Teile beeinflussen, da sich dadurch deren Ermüdungslebensdauer verändert. Durch die unterschiedlichen Verarbeitungsspannungszustände und Kornverformungsmuster ergeben sich große Unterschiede. Dies sind die Hauptgründe, warum Käufer Hydroforming-Dienstleistungen in Anspruch nehmen.
Unterschiede in der Kornstruktur zwischen den beiden Prozessen
Metallstanzarbeiten führen typischerweise zu Kaltverfestigung und verursachen ungleichmäßige Kornverformung und -bruch , wodurch die Ermüdungslebensdauer des Materials verkürzt wird. Andererseits erhält das Hydroforming kontinuierliche Metallflusslinien durch einen gleichmäßigen Spannungszustand aufrecht. Dies führt zu einer gleichmäßigen Kornverformung und damit zu einer längeren Lebensdauer der Teile.
Vergleichsdaten zum HSLA-Stahlprozess
Das Hydroforming-Verfahren kann bei Anwendung auf HSLA-Stahl die Ermüdungslebensdauer von Teilen im Vergleich zu gestanzten und geschweißten Teilen um 15–20 % erhöhen: Gestanzte und geschweißte Teile haben dagegen eine Ermüdungslebensdauer von 12.000 Zyklen. Hydroforming-Teile können 14.400–15.600 Zyklen erreichen, wodurch sie für Teile mit hohen Ermüdungsanforderungen geeignet sind.
Können fortschrittliche Hydroforming-Materialien das Gesamtgewicht des Fahrzeugs oder der Ausrüstung reduzieren?
Leichtbau ist eines der Schlüsselelemente in verschiedenen Branchen . Die Wahl fortschrittlicher Hydroforming-Materialien und die Verbesserung des Hydroforming-Fertigungsservices sind zwei Hauptfaktoren. Wir sind in der Lage, erheblich Gewicht einzusparen und dennoch die Steifigkeit des Teils beizubehalten.
Durch den Einsatz leichter Materialien
Die Hauptmaterialien des Hydroforming-Leichtbaus sind hochfeste Aluminiumlegierungen und Edelstahl der Serie 700. Wir nutzen ihre Funktion des „variablen Querschnitts“, um die Operationen der Kombination mehrerer gestanzter und zu realisieren geschweißte Teile in eins , wodurch der Materialverbrauch reduziert wird. Durch die Rahmenoptimierung konnte bei einem bestimmten Rahmen für medizinische Geräte eine Gewichtsreduzierungsrate von 22 % erreicht werden.
Kompromiss zwischen Leichtbau und struktureller Festigkeit
Leichtbau bietet die Möglichkeit einer „Gewichtsreduzierung ohne Kompromisse bei der Festigkeit“. Der zuvor erwähnte Rahmen für medizinische Geräte verzeichnete nach Gewichtsreduzierung eine Steigerung der strukturellen Festigkeit um 18 %. Mit der Verwendung von hochfesten Hydroforming von Aluminiumlegierungen Durch den Einsatz hochwertiger Materialien können Automobilteile um 15–20 % verkleinert werden und weisen dennoch eine bessere Kollisionsbeständigkeit auf.
| Teiletyp | Ursprünglicher Prozess/Material | Hydroforming-Lösung | Gewichtsreduktionsrate (%) | Stärkeänderung (%) |
| Rahmen für medizinische Geräte | Stanzen und Schweißen/normaler Kohlenstoffstahl | Hydroforming/Edelstahl der Serie 700 | 22 | +18 |
| Kfz-Fahrgestellhalterung | Stanzen und Schweißen/normaler legierter Stahl | Hydroforming/6082 Aluminiumlegierung | 18 | +12 |
| Luft- und Raumfahrthalterung | Bearbeitung/normale Titanlegierung | Hydroforming/Ti-6Al-4V | 15 | +5 |

Abbildung: Hydrogeformte Edelstahlrohre mit gewellten Abschnitten in einem grünen Behälter.
Wie lassen sich Ausdünnungsprobleme bei komplexen kundenspezifischen Hydroforming-Serviceprojekten lösen?
Die Kontrolle der Ausdünnungsrate ist eines der Hauptprobleme bei komplizierten kundenspezifische Hydroforming-Operationen . Ohne ordnungsgemäße Regulierung kann es zu ungleichmäßiger Wandstärke und sogar zu Rissen kommen . Wir verwenden eine Kombination aus einem geschlossenen Regelsystem und einer Materialoptimierung, um die Ausdünnungsrate unter 10 % zu halten.
Einsatz eines Closed-Loop-Steuerungssystems
Mit Hilfe eines geschlossenen Regelsystems sind wir in der Lage, den Innendruck und das axiale Vorschubverhältnis gleichzeitig zu verändern, um eine sehr gute Kontrolle über den Materialfluss zu haben. Bei stark geformten Teilen kann die Ausdünnungsrate unter 8 % gehalten werden.
Materialauswahl und Reibungskoeffizientenoptimierung
Erarbeiten Sie die Schmiermittelformel, um den Reibungskoeffizienten präzise im Bereich von μ=0,04–0,08 zu halten , wodurch der Reibungswiderstand zwischen dem Material und der Matrize verringert und ein gleichmäßiger Materialfluss gefördert wird.
In Fällen, in denen das R/D-Verhältnis an der scharfen Ecke weniger als 1,5 beträgt, ist es besser, Materialien mit hoher Dehnungsgeschwindigkeitsempfindlichkeit (z. B. Aluminiumlegierung 6082 und Edelstahl 316L) zu verwenden, um in erster Linie den lokalen Verformungsanforderungen gerecht zu werden, damit die Materialverdünnung an scharfen Ecken nicht übermäßig ist.
Eine präzise Steuerung der Ausdünnungsrate verbessert die Qualität Hochpräzises Innenhochdruckumformen und reduziert die Ausschussquote. Bei Durchforstungsproblemen reichen Sie bitte 3D-Zeichnungen ein. Wir erstellen dann eine individuelle Steuerungslösung und erstellen einen kostenlosen Kostenvoranschlag.
Fallstudie: Wie optimierte LS die Herstellung medizinischer Edelstahlverteiler?
Medizinische Edelstahlverteiler stellen höchste Ansprüche an Präzision und Oberflächenqualität. Hier ist ein Beispiel, wie wir die Herausforderung der 316L-Krümmerumformung eines nordamerikanischen Kunden durch unsere maßgeschneiderten Hydroforming-Fähigkeiten und Materialauswahl für das Hydroforming angegangen sind.
Kundenherausforderung
Der nordamerikanische Medizinkunde bevorzugte 316L für die Herstellung von Verteilern. Risse bei einer Wandstärke von 0,8 mm führten zu einem viermonatigen Projektstopp, einer Ausschussrate von 60 % und Verlusten von über 80.000 US-Dollar. Mit einem Oberflächen-Ra-Wert von 1,2 m war es nicht für die Flüssigkeitstransportanforderungen geeignet.
LS-Fertigungslösung
- Wir haben die Materialauswahl für die Hydroforming-Lösung neu bewertet und uns für hochreinen, elektroschlackeumgeschmolzenen (ESR) Edelstahl 316L mit einer gleichmäßigen Dehnung von 48 % entschieden, der das Problem der Rissbildung nachweislich sehr gut vermeidet.
- Wir haben uns etwas Neues ausgedacht Blanking-Dienstleistungen Konzept der Vorformform. Wir haben das Formlayout neu angeordnet und optimiert, damit die Materialspannungskonzentration beim Vorformen minimiert werden konnte.
- Wir haben eine Druckkurve verwendet, die aus drei Stufen besteht. Die Druckbeaufschlagung erfolgte schrittweise durch Aufteilung des Gesamtdrucks von 120 MPa in drei Teile, sodass Materialrisse aufgrund des sehr hohen Momentandrucks vermieden werden konnten.
- Die Schmierstoffformel wurde so geändert, dass der Reibungskoeffizient 0,05 beträgt, um einen gleichmäßigen Materialfluss zu ermöglichen, das Auftreten von Oberflächenkratzern zu minimieren und die Qualität der Oberflächen zu verbessern.
Ergebnisse und Wert
Nach den Änderungen stieg die Ausbeute der Verteiler im ersten Durchgang von 40 % auf 98,5 %, der Oberflächen-Ra-Wert wurde auf 0,4 μm erhöht, die Effizienz der Flüssigkeitsübertragung wurde um 15 % erhöht, und der Kunde machte uns zum langfristigen strategischen Lieferanten und erhöhte die jährliche Beschaffung um 30 %. Außerdem wurden jährliche Einsparungen von über 150.000 US-Dollar erzielt.
Wenn auch Sie vor der Herausforderung stehen Hydroforming von Teilen in medizinischer Qualität Bitte sehen Sie sich unsere vollständigen Falldetails an oder wenden Sie sich an unsere Ingenieure, um maßgeschneiderte Lösungen zu finden, die auf Ihr Produkt zugeschnitten sind und Ihnen dabei helfen, Ihr Projekt effizient voranzutreiben.

Warum ist hochpräzises Hydroforming für Luft- und Raumfahrtaluminium 6061-T6 unerlässlich?
Die Aluminiumlegierung 6061-T6 in Luft- und Raumfahrtqualität ist äußerst widerstandsfähig und verfügt über einen leichten Rahmen. Nach der T6-Wärmebehandlung ist es jedoch nach dem Innenhochdruckumformen bis zu einem gewissen Grad chemisch instabil . Dieses Problem kann durch die Implementierung von hochpräzisem Hydroforming gelöst werden.
Kontrollmethoden für Dimensionsstabilität
- Unter Verwendung eines „Interferenzkompensations“-Modells wird zunächst das Ausmaß der thermischen Spannungsverformung nach der T6-Wärmebehandlung während hochpräziser hydraulischer Hydroforming-Arbeiten vorhergesagt.
- Wenn bei der Werkzeugkonstruktion Raum für die entsprechende Verformungsumkehr geschaffen wird, ist dies eine wirksame Möglichkeit, die thermischen Spannungsänderungen aufgrund der durchgeführten Wärmebehandlung zu kompensieren .
- Mit den oben genannten Verfahren kann sichergestellt werden, dass die Maßtoleranz des Materials nach der Wärmebehandlung auf 0,05 mm oder weniger begrenzt wird. Dadurch werden die Präzisionsanforderungen der Luft- und Raumfahrtindustrie erfüllt.
Materialkorngrößenstandards
Beim Vorformen der Aluminiumlegierung 6061-T6 in Luft- und Raumfahrtqualität muss die Korngröße mindestens Stufe 8 betragen, da andernfalls ein „Orangenhaut“-Erscheinungsbild zu beobachten ist . Wir verfolgen das Material sorgfältig, um überall die gleiche Korngröße zu haben.
Hochpräzises Innenhochdruckumformen ist der zentrale Garant für Präzision bei Teilen in Luft- und Raumfahrtqualität. Zur Bearbeitung solcher Teile Kontaktieren Sie uns für ein kostenloses DFM (Design for Manufacturing) au Dies dient dazu, sicherzustellen, dass die Qualität den Standards entspricht.
Welche Faktoren beeinflussen das Angebot für einen professionellen Hydroforming-Fertigungsservice?
Wenn Käufer danach fragen Angebote für Hydroforming-Fertigungsdienstleistungen Preisunterschiede geben ihnen oft Rätsel auf. Die Kenntnis der Faktoren, die die Preisgestaltung beeinflussen, hilft dabei, ein genaues Angebot zu erhalten und später nicht so hohe Preise zu erzielen.
Wichtige Elemente, die Zitate beeinflussen
- Die Art und Weise des Materialeinsatzes: Je effizienter der Materialeinsatz, desto stärker sinkt der Preis pro Materialstück, was dann zu einem günstigeren Angebot führt . Durch die richtige Formenplanung und den Einsatz von Blanking Services können wir die Materialausnutzung auf über 85 % steigern, was weit über dem Branchendurchschnitt (75 %) liegt.
- Haltbarkeit der Form: Die Art des Formmaterials hat direkten Einfluss auf die Lebensdauer. Beispielsweise können Formen aus H13-Stahl etwa 100.000 Zyklen halten, während Formen aus D2-Stahl nur etwa 70.000 Zyklen halten. Je länger die Form arbeitet, desto niedriger ist der Preis der Form pro Teil.
- Zeit pro Zyklus: Mit kürzeren Zykluszeiten wird die Produktion effizienter und es werden mehr Outputs innerhalb einer bestimmten Zeiteinheit produziert, was zu einem günstigeren Angebot führt . Mit unserer sehr genauen Hydroforming-Maschinen können wir die Einzelzykluszeit von 30 bis 60 Sekunden einstellen und so die Ausgabeeffizienz erhöhen.
- Notwendigkeit der Nachbearbeitung: Die Durchführung einer Nachbearbeitung (z. B. Glühen, Oberflächenbehandlung) erhöht die Kosten. Verschiedene Nachbearbeitungsvorgänge variieren stark im Preis ; Beispielsweise kostet die Pulverbeschichtung etwa 2,5 US-Dollar pro Stück und die Eloxierung etwa 3,8 US-Dollar pro Stück.
Wie stellt LS Manufacturing eine gleichbleibende Qualität im kundenspezifischen Hydroforming-Service sicher?
Die Konstanz der Qualität in Maßgeschneiderter Hydroforming-Service ist sehr wichtig. Durch die Implementierung eines gründlichen Qualitätskontrollsystems, das durch moderne Technologie unterstützt wird, gewährleisten wir eine zuverlässige Teilequalifizierungsrate von 99,8 % und bieten so unseren Kunden zuverlässige Sicherheit.
Gründliches Qualitätskontrollsystem
- Wir haben ein umfassendes Qualitätskontrollsystem entwickelt, das den Prozess vom Materialeingang über die Vorformung bis zur Innenhochdruckumformung und Nachbearbeitung verfolgt. Darüber hinaus haben wir strenge Prüfkriterien aufgestellt.
- Alle erhaltenen Materialien müssen einer Überprüfung der Zusammensetzung mithilfe eines Spektrometers unterzogen werden. Darüber hinaus muss ein vollständiger MTR-Bericht vorgelegt werden, um zu überprüfen, ob die Materialleistung dem Standard entspricht.
- Während der Umformphase werden Parameter, die einen großen Einfluss auf das Produkt haben, wie Druck und Temperatur, regelmäßig beobachtet, um die nachhaltige Wirksamkeit des Hydroforming-Prozesses sicherzustellen.
- Mit einem qualifizierten Qualitätsteam und hochentwickelten Werkzeugen wie dem CMM (Koordinatenmessgerät) führen wir umfassende Tests von Teilen durch, um die Qualität des Produkts zu gewährleisten.
Garantie für technologischen Fortschritt
Wir verwenden ein Echtzeit-Regelsystem, das 100 Mal pro Sekunde Druckdaten aufzeichnet, um Prozessparameter sofort zu ändern und so Qualitätsprobleme aufgrund von Parameterschwankungen zu verhindern. Gleichzeitig verfügen wir über eine Echtzeit-Kompensationstechnologie für die Rückfederungswerte von Materialchargen mit genauer Steuerung im Bereich von 0,05 mm, wodurch das Problem der Teilerückfederung gründlich gelöst und eine stabile Maßgenauigkeit erreicht wird.
Darüber hinaus sind alle Mitglieder unseres Testteams professionell qualifiziert und verwenden moderne Geräte wie ein KMG, um umfassende Tests von Teilen durchzuführen und sicherzustellen, dass jedes Produkt den Anforderungen entspricht.
FAQs
F1: Welche maximale Dicke kann LS Manufacturing für den Hydroforming-Service verarbeiten?
Unsere größte hydraulische Maschine ist 4000 Tonnen schwer und wir können 12 mm dicke Kohlenstoffstahl- und 8 mm dicke Edelstahlteile herstellen, aber die Geometrie des Teils spielt eine wichtige Rolle für maximale Dicke.
F2: Wie stellt LS Manufacturing die Materialqualität für Metallstanzdienstleistungen sicher?
Wir verwenden ein Spektrometer, um alle ankommenden Materialien zu überprüfen , und der vollständige MTR-Bericht wird Ihnen ausgehändigt, um sicherzustellen, dass die DFM-Simulationsparameter vollständig erfüllt werden.
F3: Können Sie Hydroforming an vorlackierten oder beschichteten Hydroforming-Materialien durchführen?
Von einer Vorbeschichtung ist abzuraten, da die Beschichtung durch das Hochdruckmedium beschädigt wird. Nach der Umformung ist Pulverbeschichten oder Eloxieren das Mittel der Wahl.
F4: Was ist die typische Vorlaufzeit für einen kundenspezifischen Hydroforming-Service-Prototyp?
Nachdem die Materialien angebracht und die Formen eingefroren sind, können von CMM verifizierte hochpräzise Muster innerhalb von 3–4 Wochen geliefert werden. Du kannst Laden Sie die Zeichnungen hoch und kontaktieren Sie uns für ein Angebot, um den Projektfortschritt schnell voranzutreiben.
F5: Bieten Sie Stanzdienstleistungen als Teil des Pre-Hydroforming-Prozesses an?
Wir bieten eine umfassende Palette an Stanzdienstleistungen an, die den Metallfluss in der Platinenkontur für eine optimale Ausbeute gewährleisten.
F6: Warum Edelstahl anstelle von Aluminium für Hydroforming-Fertigungsdienstleistungen verwenden?
Edelstahl weist eine bessere Korrosionsbeständigkeit und Festigkeit auf und ist auch sicherer, wenn er Flüssigkeitsumgebungen mit hohen Temperaturen und hohem Druck ausgesetzt wird, weshalb er allgemein als Material erster Wahl gilt.
F7: Welche Maßnahmen ergreift LS Manufacturing, um Leckagen während des hochpräzisen Hydroformings zu blockieren?
Neben der patentierten Endversiegelungstechnologie führen wir auch eine Echtzeit-Drucküberwachung durch. Durch diese Maßnahmen wird gewährleistet, dass der Dichtungsdruck stets auf einem Niveau gehalten wird, das 10 % über dem Innendruck liegt .
F8: Bietet LS Manufacturing Hydroforming eine kostengünstige Lösung für die Produktion kleiner Stückzahlen?
Die modularen Formensysteme tragen dazu bei, die Kosten zu decken, wodurch sie selbst bei Kleinserienprojekten ab 500 Stück zu wettbewerbsfähigen Preisen erhältlich sind.
Zusammenfassung
Die Auswahl geeigneter Hydroforming-Materialien ist zeitlich gesehen die schwierigste Aufgabe, da sie eine gründliche Berücksichtigung mechanischer Eigenschaften, Prozessparameter und Kostenaspekte erfordert. Darüber hinaus können Sie durch die richtige Auswahl und Optimierung von Hydroforming und Hydroforming sogar Kosten senken und das Qualitätsniveau steigern Metallprägedienstleistungen . Darüber hinaus sind wir in der Lage, zuverlässige Unterstützung zu bieten, was für Käufer eine Möglichkeit ist, Fertigungsrisiken zu reduzieren.
Sind Sie bereit, Ihr bevorstehendes Unterfangen im Bereich der fortschrittlichen Fertigung zu rationalisieren? Lassen Sie nicht zu, dass vage Materialoptionen Ihre Forschung und Entwicklung behindern. Kontaktieren Sie uns über unsere leitenden Ingenieure, Senden Sie uns Ihre 3D-Entwürfe (wir akzeptieren die Formate STEP und IGES) und erhalten von uns innerhalb von 24 Stunden eine kostenlose vorläufige Machbarkeitsbewertung der Herstellung mit den besten Materialkostenlösungen für Ihre Anwendung.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


