
ハイドロフォーミングサービスは高精度製造における重要なプロセスの 1 つであり、材料の選択は製品の歩留まりと投資収益率に影響を与える最も重要な要素です。多くのバイヤーは、「ハイドロフォーミングでどのような材料が使用されるのか」という質問にしばしば困惑します。しかし、最高性能の材料がプリフォーム用の金属スタンピングサービスと組み合わされる場合、問題はさらに深刻になります。この場合、伸びの不足により亀裂が発生し、スクラップ率が 15% 以上上昇する可能性があります。
この投稿は LS Manufacturing の意見を表しており、バイヤーが困難を解消して収益性を向上できるように、ハイドロフォーミング サービスにおける適切な材料の選択とプロセス管理の基本的なルールを明確にしようとしています。

ハイドロフォーミング用の材料選択: 概要
| 中核問題 | 主な結論 | コアデータ | ソリューション |
| 材料の延性の影響 | 成形精度とスクラップ率を決定します。 | 予備成形には25% 以上の均一伸びが必要です。 | フォーミングリミットチャート(FLD)を監視します。 |
| 最適な合金の選択 | 膨張率に応じて材質を合わせてください。 | 304 ステンレス鋼の耐力 205MPa。 | 膨張率が 30% を超える場合は、中間焼鈍が必要です。 |
| 間引き率制御 | 圧力と送り比の調整によって異なります。 | 摩擦係数μ=0.04~0.08。 | 閉ループ制御システム + 高ひずみ速度材料。 |
| コストに影響を与える要因 | 材料利用率と金型寿命が支配的です。 | 金型鋼 H13 と D2 の寿命の差は 30%。 | 正確な見積もりを得るためにDFM 要件を提供します。 |
この記事では、ハイドロフォーミング サービスの分野における材料選択、プロセスの最適化、コスト管理、品質保証の主要分野について説明します。実際のデータとケーススタディを統合することで、材料に関する問題の解決、スクラップ率の最小化、および問題の特定を支援します。手頃な価格のハイドロフォーミング ソリューション。
ハイドロフォーミングサービスで LS Manufacturing を信頼する理由高性能材料選択の専門知識
極めて正確で高生産量の生産方法を探しているバイヤーは、潜在的なハイドロフォーミングパートナーの材料選択スキルに焦点を当てる必要があります。 LS Manufacturing には、このニッチ分野で 15 年の実績があり、その間に500 を超える優良顧客を支援し、120 を超える材料成形の課題を完了してきました。
私たちは AWS によって認定されたチームメンバーを重視しており、 ASTM B210-19規格。例として、当社の欧州の自動車顧客は、ハイドロフォーミング部品の亀裂率が 28% に達しました。材料を 6082 アルミニウム合金に変更し、金属プレス サービスを強化することで、ひび割れ率を 1.2% まで低減し、年間 120,000 ドル以上の節約を実現しました。
厳しい基準に基づいた品質検査を行っております。 ISO 13920:2023 。搬入される材料は分光計でチェックされ、MTR レポートも添付されます。当社の研究所の FLD 試験装置には、材料の亀裂リスクを事前に検出する機能があり、購入者を潜在的な損失から救います。
当社の高度な材料選択スキルとエンジニアリングの背景を活用して、お客様に合わせたオプションを提供します。当社のクライアントには、一流のハイドロフォーミング サービスと徹底的な技術サポートが提供され、リスクへのエクスポージャを最小限に抑え、投資収益率を最大化します。
ハイドロフォーミングの材料選択で悩んでいる場合は、当社の上級エンジニアに無料で材料選択に関するアドバイスを求めるか、当社の業界事例を参照して、当社のソリューションがどのように顧客に価値を生み出すかを直観的に理解してください。

材料の延性はハイドロフォーミングサービスの精度と故障率をどのように決定しますか?
ハイドロフォーミング技術を使用する場合、材料の延性とひずみ硬化指数 (n 値) が主に成形精度とスクラップ率を決定します。たとえば、複雑な航空宇宙や自動車構造部品一般に、金属スタンピングサービスの金属予備成形段階では、約 25% の均一な伸び能力が必要です。
リミットダイアグラム(FLD)作成の有用性
成形限界線図 (FLD) は、材料に亀裂が生じる可能性を予測するツールです。まず、実験を行って成形限界図を作成し、次に部品の形状に基づいて成形不良の可能性を評価し、製造プロセスのパラメータを変更したり、破損を防ぐために材料を切り替えたりします。
高いR値を持つ材料の利点
R値の高い材料を使用すると、カスタムハイドロフォーミングプロセス肉厚分布の均一性が向上し、局所的な薄肉化の失敗の可能性も劇的に減少します。研究によると、R 値が 1.8 の材料は壁厚の変動が 5% であり、これは R 値が 1.2 未満の材料 (12%) よりもはるかに優れています。
材料の延性と R 値を適切に取得することは、高精度ハイドロフォーミング サービスの歩留まりを向上させるのに非常に役立ちます。 。正確な材料延性の数値については、材料特性のホワイトペーパーを遠慮なくダウンロードしてください。

図 1: 機械は金属シートにハイドロフォーミングを実行し、それを湾曲したコンポーネントに成形します。
カスタム ハイドロフォーミング サービスのコストを最適化する高性能合金はどれですか?
コスト重視の大規模生産では、コストを最小限に抑えるという観点から、カスタム ハイドロフォーミング サービスの可能性を効果的に発揮するには、高性能合金を適切に選択することが重要です。このセクションでは、さまざまな合金の性能の比較を検討します。ハイドロフォーミング製造サービスまた、コストを最適化する方法についても提案します。
| 合金の種類 | 降伏強さ(MPa) | 均一伸び(%) | 適用膨張率(%) | 単価 (USD/kg) |
| 304 ステンレス鋼 (焼きなまし) | 205 | 40 | ≤25 | 3.8 |
| 316L ステンレス鋼 (焼きなまし) | 170 | 45 | ≤30 | 5.2 |
| 6061 アルミニウム合金 (T6 焼き戻し) | 310 | 12 | ≤15 | 2.1 |
| 6082 アルミニウム合金 (O テンパー) | 110 | 28 | ≤20 | 2.4 |
| チタン合金(Ti-6Al-4V) | 860 | 15 | ≤10 | 35.5 |
材料選択のコストバランス原則
- 購入者は、たとえば、材料の異なる膨張率による亀裂を避けるために、コンポーネントの膨張レベルに応じて適切な材料を特定する必要があります。
- 部品の膨張率が 30% を超える場合は、中間焼鈍ステップを実行する必要があります。そうしないと、不合格率と二次加工費用が大幅に増加します。
- 例:ある家電製品の顧客は、304 ステンレス鋼を使用して 35% の膨張率を必要とする部品を製造しています。アニーリングなしの場合、不合格率は 32% にも達しました。アニーリング工程の追加により、不合格率は 2.8% に低下し、総コストは 25% 削減されました。
推奨される経済的な代替品
非常に高い温度と圧力を扱わない用途では、6082 アルミニウム合金を 304 ステンレス鋼の代わりに使用することで、材料コストを 50% 以上削減できます。耐食性も必要な場合は、表面処理した 6061 アルミニウム合金を使用できますが、単価の増加はわずか 0.3 ドル/kg です。
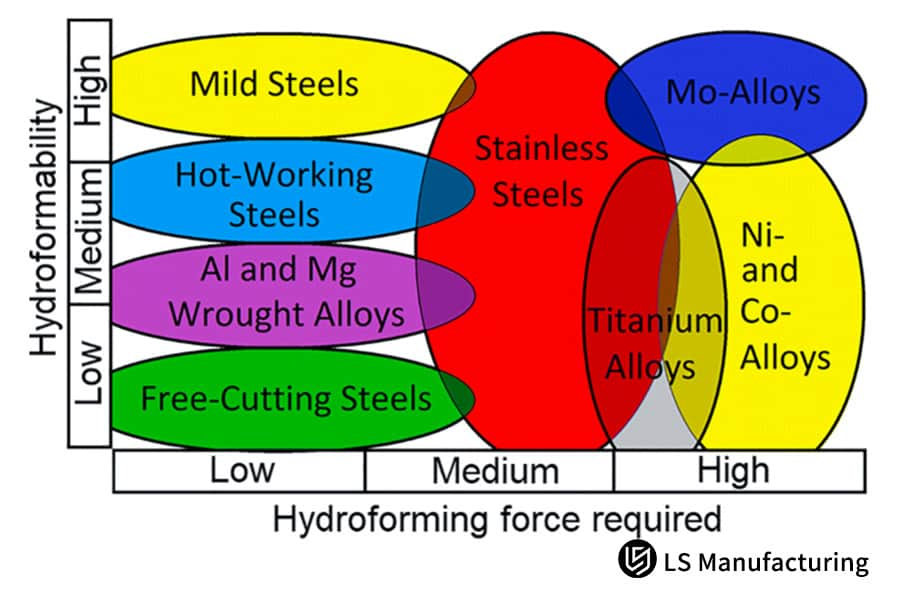
図 2: チャートは、さまざまな合金のハイドロフォーミング力と材料成形性を示しています。
金属スタンピングとハイドロフォーミングは部品の結晶粒構造にどのような影響を与えますか?
間の基本的な違いは、 金属スタンピングとハイドロフォーミングこれは、これらの方法が部品の結晶粒構造に影響を及ぼし、部品の疲労寿命が変化する点にあります。加工応力状態と粒子変形パターンが異なると、大きな違いが生じます。これらが、バイヤーがハイドロフォーミングサービスを断る主な理由です。
2 つのプロセス間の粒子構造の違い
金属スタンピングサービスは通常、加工硬化を引き起こし、不均一な結晶粒の変形や破損を引き起こし、その結果、材料の疲労寿命が短くなります。一方、ハイドロフォーミングでは、均一な応力状態を通じて連続的な金属フロー ラインが維持されます。これにより、粒子の変形が均一になり、その結果、部品の耐用年数が長くなります。
HSLA 鋼プロセス比較データ
ハイドロフォーミングプロセスを HSLA 鋼に適用すると、打ち抜きおよび溶接された部品よりも部品の疲労寿命が 15 ~ 20% 延長されます。一方、打ち抜きおよび溶接された部品の疲労寿命は 12,000 サイクルです。ハイドロフォーミング部品14,400 ~ 15,600 サイクルに達することができるため、疲労要件が高い部品に適しています。
高度なハイドロフォーミング材料は車両や機器全体の重量を削減できますか?
軽量化はさまざまな業界において重要な要素の 1 つです。高度なハイドロフォーミング材料の選択とハイドロフォーミング製造サービスの改善が 2 つの主な要素です。部品の剛性を維持しながら、重量を大幅に削減することができます。
軽量素材の採用により
ハイドロフォーミング軽量化の主な材質は高強度アルミニウム合金と700系ステンレス鋼です。その「可変断面」機能を利用して、複数のスタンプとスタンプを組み合わせた操作を実行します。溶接部品1つにまとめることにより、材料の消費量を削減します。フレームの最適化の結果、ある医療機器フレームでは 22% の軽量化を達成することができました。
軽量化と構造強度のトレードオフ
軽量化は「強度を犠牲にしない軽量化」の可能性をもたらします。前述の医療機器フレームは、軽量化後、構造強度が 18% 向上しました。高強度を活かしてアルミニウム合金ハイドロフォーミング材料を使用すると、自動車部品を 15 ~ 20% 小型化でき、さらに優れた耐衝突性を実現できます。
| 部品の種類 | 独自の製法・素材 | ハイドロフォーミングソリューション | 軽量化率(%) | 強度変化(%) |
| 医療機器フレーム | プレス・溶接/普通炭素鋼 | ハイドロフォーミング/700シリーズステンレス鋼 | 22 | +18 |
| 自動車用シャーシブラケット | プレス・溶接/普通合金鋼 | ハイドロフォーミング/6082アルミニウム合金 | 18 | +12 |
| 航空宇宙用ブラケット | 機械加工/普通チタン合金 | ハイドロフォーミング/Ti-6Al-4V | 15 | +5 |

図: 緑色の容器に入った波形部分を備えたハイドロフォーミングされたステンレス鋼管。
複雑なカスタム ハイドロフォーミング サービス プロジェクトにおける薄化の問題を解決するには?
間引き率の制御は複雑な加工における大きな課題の一つです。 カスタムハイドロフォーミング操作。適切な規制がないと、肉厚が不均一になったり、ひび割れが発生したりする可能性があります。閉ループ制御システムと材料の最適化を組み合わせて使用し、薄化率を 10% 未満に抑えます。
閉ループ制御システムの使用
閉ループ制御システムの助けを借りて、内部圧力と軸送り比を同時に変更して、材料の流れを非常に適切に制御することができます。形状の高い部品の場合、薄肉化率は 8% 未満に抑えることができます。
材料の選択と摩擦係数の最適化
摩擦係数をμ=0.04~0.08の範囲内に正確に保つように潤滑剤の配合を工夫することで、材料と金型間の摩擦抵抗を低減し、材料の流れを均一にします。
鋭いコーナーでの R/D 比が 1.5 未満の場合、鋭いコーナーでの材料の薄肉化が過度にならないように、主に局所的な変形要求を満たすために、ひずみ速度感度の高い材料 (例: 6082 アルミニウム合金や 316L ステンレス鋼) を使用することをお勧めします。
間引き率を精密に制御することで、品質を向上させます。高精度ハイドロフォーミングそしてスクラップ率を削減します。薄肉化の問題については、3D 図面を提出していただければ、制御ソリューションをカスタマイズし、無料の費用見積りを提供します。
ケーススタディ: LS Manufacturing はどのようにして医療グレードのステンレス鋼マニホールドを最適化したか?
医療グレードのステンレス鋼マニホールドは、精度と表面品質の点で非常に要求が厳しいものです。ここでは、当社がカスタマイズされたハイドロフォーミング能力とハイドロフォーミング用の材料選択を通じて、北米のクライアントの 316L マニホールド成形の課題にどのように対処したかの一例を示します。
クライアントの課題
北米の医療クライアントはマニホールドの製造に 316L を好んでいました。壁厚 0.8 mm での亀裂により、プロジェクトは 4 か月停止し、スクラップ率は 60% となり、80,000 ドル以上の損失が発生しました。表面 Ra 値が 1.2m であるため、流体輸送要件には適合しませんでした。
LS製造ソリューション
- 私たちはハイドロフォーミング溶液の材料選択を再評価し、亀裂の問題をうまく回避できることが証明されている均一伸び率 48% の高純度エレクトロスラグ再溶解 (ESR) 316L ステンレス鋼を選択しました。
- 新しいものを思いつきましたブランキングサービス予備成形金型のコンセプト。金型レイアウトを再配置し最適化することで、予備成形時の材料応力集中を最小限に抑えることができました。
- 3 段階からなる加圧曲線を使用しました。非常に高い瞬間圧力による材料割れを避けるため、全圧120MPaを3回に分けて徐々に加圧しました。
- 潤滑剤の配合は、材料が均一に流れ、表面の傷の発生を最小限に抑え、表面の品質を向上させるために、摩擦係数が 0.05 になるように変更されました。
結果と価値
変更後、マニホールドの1パス成形歩留まりは40%から98.5%に上昇し、表面Ra値は0.4μmに上昇し、流体伝達効率は15%向上しました。また、顧客は当社を長期的な戦略的サプライヤーとして評価し、年間調達量を30%増加させました。また、年間ベースで 150,000 ドル以上の節約も達成されました。
あなたも次のような課題に直面しているなら、ハイドロフォーミング医療グレード部品、プロジェクトの効率的な進行に役立つように、お客様の製品に合わせたカスタマイズされたソリューションについては、完全なケースの詳細をご覧いただくか、当社のエンジニアにお問い合わせください。

航空宇宙用アルミニウム 6061-T6 に高精度ハイドロフォーミングが不可欠なのはなぜですか?
航空宇宙グレードの 6061-T6 アルミニウム合金は耐久性に優れ、軽量なフレームを備えています。ただし、T6 熱処理後、ハイドロフォーミング後はある程度化学的に不安定になります。この問題は、高精度ハイドロフォーミングを導入することで解決できます。
寸法安定性の制御方法
- 「干渉補償」モデルを使用して、T6 熱処理後の熱応力変形の程度が、高精度のハイドロフォーミング油圧作業中に最初に予測されます。
- 工具設計に対応する変形のターンアラウンドの余地を与えることで、実行された熱処理による熱応力の変化を補償する効果的な方法となります。
- 上記手順により、熱処理後の材料の寸法公差を0.05mm以下に抑えることができます。したがって、航空宇宙グレードの精度要件が満たされます。
材質粒度規格
航空宇宙グレードの 6061-T6 アルミニウム合金を予備成形する場合、粒度はレベル 8 以上でなければなりません。そうでない場合は、 「オレンジの皮」のような外観が見られます。どこでも同じ粒度になるように材料を注意深く追跡します。
高精度ハイドロフォーミングは、航空宇宙グレードの部品の精度を保証する核心です。このような部品の加工には、お問い合わせ無料の DFM (Design for Manufacturing) au の場合品質が基準を満たしていることを確認するためにも同様です。
プロフェッショナルなハイドロフォーミング製造サービスの見積もりに影響を与える要因は何ですか?
購入者が要求したときハイドロフォーミング製造サービスの見積もり、価格の違いはしばしば彼らを困惑させます。価格設定に影響を与える要因を知ることは、正確な見積もりを取得するのに役立ち、また、後でそのような高額な価格を提示されないようにするのにも役立ちます。
引用に影響を与える重要な要素
- 材料の使用方法:材料の使用が効率的であればあるほど、材料 1 個あたりの価格が削減され、見積もりが安くなります。適切な金型計画とブランキング サービスの利用により、材料使用率を 85% 以上まで高めることができます。これは業界平均 (75%) を大きく上回ります。
- 金型の耐久性:金型の材料の種類は、その寿命に直接影響します。たとえば、 H13 鋼で作られた金型は約 100,000 サイクル持続しますが、 D2 鋼で作られた金型は約 70,000 サイクルしか持続しません。金型の稼働期間が長くなるほど、部品あたりの金型の価格は安くなります。
- サイクルあたりの時間:サイクル時間が短縮されると、生産がより効率的になり、指定された単位時間内により多くの生産量が生産されるため、より良い価格の見積もりが得られます。非常に正確な当社の製品を使用して、 ハイドロフォーミングマシン1 サイクル時間を 30 ~ 60 秒に設定できるため、出力効率が向上します。
- 後加工の必要性:後加工(焼鈍、表面処理等)を行うと費用が増加します。後処理操作によって価格は大きく異なります。たとえば、粉体塗装は 1 個あたり約 2.5 ドル、陽極酸化処理は 1 個あたり約 3.8 ドルです。
LS Manufacturing はカスタム ハイドロフォーミング サービスで一貫した品質をどのように確保していますか?
品質の一貫性カスタムハイドロフォーミングサービスはとても重要です。最新技術に裏付けられた徹底した品質管理体制により、 99.8%の部品合格率を維持し、お客様に確かな安心をお届けします。
徹底した品質管理体制
- 材料の受け入れからハイドロフォーミングの予成形、後加工に至るまでの一貫した品質管理システムを構築しています。また、厳格なテスト基準も設けています。
- 受け取ったすべての材料は、分光計を使用して組成の検証を受ける必要があります。さらに、材料の性能が規格に従っているかどうかを確認するために、完全な MTR レポートを提供する必要があります。
- 成形段階では、圧力や温度などの製品に大きな影響を与えるパラメーターが随時観察され、ハイドロフォーミングプロセスの持続的な有効性が保証されます。
- 熟練した品質チームと CMM (三次元測定機) などの高度なツールを使用して、部品の徹底的なテストを実行して、製品の品質を保証します。
テクノロジーの進歩の保証
当社では、圧力データを 1 秒あたり 100 回記録するリアルタイム閉ループ制御システムを使用してプロセス パラメーターを即座に変更し、パラメーターの変動による品質問題を防ぎます。同時に、材料バッチのスプリングバック値を0.05mmの範囲で正確に制御するリアルタイム補正技術により、部品のスプリングバックの問題を徹底的に解決し、安定した寸法精度を実現します。
さらに、当社のテストチームのメンバーは全員専門的な資格を有しており、CMM などの高度な機器を使用して部品の包括的なテストを実施し、すべての製品が要件を満たしていることを確認します。
よくある質問
Q1: LS Manufacturing がハイドロフォーミング サービスで処理できる最大の厚さはどれくらいですか?
当社の最大の油圧機械は 4000 トンで、12 mm の炭素鋼部品と 8 mm のステンレス鋼部品を製造できますが、部品の形状が最大厚さに大きな影響を与えます。
Q2: LS Manufacturing は金属プレス サービスの材料品質をどのように保証していますか?
当社では分光計を使用して到着したすべての材料をチェックし、DFM シミュレーション パラメーターが完全に満たされていることを確認するための完全な MTR レポートが提供されます。
Q3: 塗装済みまたはコーティングされたハイドロフォーミング材料にハイドロフォーミングを実行できますか?
高圧媒体によりコーティングが損傷するため、プレコーティングはお勧めできません。成形後に粉体塗装または陽極酸化処理を行う方法です。
Q4: カスタム ハイドロフォーミング サービス プロトタイプの通常のリードタイムはどれくらいですか?
材料を配置し、金型を凍結した後、CMM で検証された高精度のサンプルを 3 ~ 4 週間以内に納品できます。あなたはできる図面をアップロードするプロジェクトの進捗を迅速に進めるために、見積もりについてお問い合わせください。
Q5: プレハイドロフォーミングプロセスの一環としてブランキングサービスを提供していますか?
当社は、最適な歩留まりを実現するためにブランク輪郭内の金属の流れを保証する、あらゆる範囲のブランキング サービスを提供します。
Q6: ハイドロフォーミング製造サービスにアルミニウムではなくステンレス鋼を使用する理由は何ですか?
ステンレス鋼は耐食性と強度の点で優れており、高温高圧の流体環境にさらされた場合にも安全であるため、一般にステンレス鋼が第一選択の材料と考えられています。
Q7: エルエス・マニュファクチャリングでは、高精度ハイドロフォーミング時の漏れ防止対策はどのようなものを行っていますか?
特許取得済みのエンドシーリング技術に加えて、リアルタイムの圧力監視も実施しています。これらの対策により、シール圧力が常に内圧より 10% 高いレベルに維持されることが保証されます。
Q8: LS Manufacturing のハイドロフォーミングは、少量生産向けの低コストのソリューションを提供しますか?
モジュラー金型システムはコストの回収に役立ち、500 個から始まる小バッチ プロジェクトでも競争力のある価格を実現します。
まとめ
適切なハイドロフォーミング材料を選択することは、機械的特性、プロセスパラメータ、コスト面を徹底的に考慮する必要があるため、時間的に最も困難な作業です。さらに、ハイドロフォーミングと成形の正しい選択と最適化を通じて、経費を削減し、品質レベルを向上させることもできます。金属プレスサービス。さらに、当社は信頼できる支援を提供することができ、これは購入者が製造リスクを軽減できる方法の 1 つです。
今後の高度な製造の取り組みを合理化するための準備は整っていますか?あいまいな材料オプションが研究開発を妨げないようにしてください。弊社の上級エンジニアを通じてご連絡ください。あなたの3Dデザインを私たちに送ってください(STEP および IGES 形式を受け入れます)、お客様のアプリケーションに最適な材料コストのソリューションを含む、24 時間以内の無料の予備製造実現可能性評価を提供します。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


