
خدمة التشكيل الهيدروليكي هي إحدى العمليات الرئيسية في التصنيع عالي الدقة، واختيار المواد هو العامل الأكثر أهمية الذي يؤثر على عائد المنتج والعائد على الاستثمار. غالبًا ما يحير العديد من المشترين السؤال التالي: " ما هي المواد المستخدمة في التشكيل الهيدروليكي " ومع ذلك، تصبح المشكلة أكثر خطورة عندما يتم دمج المواد عالية الأداء مع خدمات ختم المعادن للتشكيل المسبق، وفي هذه الحالة يؤدي نقص الاستطالة إلى التشقق ويمكن أن يصل ارتفاع معدلات الخردة إلى أكثر من 15٪.
يمثل هذا المنشور رأي LS Manufacturing ويحاول توضيح القواعد الأساسية لاختيار المواد المناسبة والتحكم في العمليات في خدمة التشكيل الهيدروليكي حتى يتمكن المشترون من التخلص من الصعوبات التي يواجهونها وتعزيز الربحية.

اختيار المواد للتشكيل الهيدروليكي: نظرة عامة سريعة
| القضايا الأساسية | الاستنتاجات الرئيسية | البيانات الأساسية | الحلول |
| تأثير ليونة المواد | يحدد دقة التشكيل ومعدل الخردة. | يتطلب التشكيل المسبق استطالة منتظمة بنسبة ≥25% . | مراقبة الرسم البياني لحدود التشكيل (FLD). |
| الاختيار الأمثل للسبائك | مطابقة المواد وفقا لمعدل التوسع. | 304 الفولاذ المقاوم للصدأ قوة الخضوع 205MPa. | معدل التوسع > 30% يتطلب التلدين المتوسط. |
| التحكم في معدل التخفيف | يعتمد على الضغط وتعديل نسبة التغذية. | معامل الاحتكاك μ=0.04-0.08. | نظام التحكم بحلقة مغلقة + مواد ذات معدل إجهاد عالي. |
| العوامل المؤثرة على التكلفة | معدل استخدام المواد وعمر القالب هي المهيمنة. | فرق عمر القالب الفولاذي H13 مقابل D2 هو 30%. | توفير متطلبات سوق دبي المالي للحصول على عروض أسعار دقيقة. |
تتناول المقالة المجالات الرئيسية لاختيار المواد، وتحسين العملية، ومراقبة التكاليف، وضمان الجودة في مجال خدمات التشكيل الهيدروليكي. ومن خلال دمج البيانات الحقيقية ودراسات الحالة، فإنه يقدم المساعدة في حل المشكلات المتعلقة بالمواد، وتقليل معدلات الخردة، وتحديد حلول التشكيل الهيدروليكي بأسعار معقولة .
لماذا تثق بشركة LS Manufacturing لخدمات التشكيل الهيدروليكي؟ خبرة في اختيار المواد عالية الأداء
يجب على المشترين الذين يبحثون عن طرق إنتاج دقيقة للغاية وعالية الإنتاج التركيز على مهارات اختيار المواد لشركائهم المحتملين في مجال التشكيل الهيدروليكي. تتمتع شركة LS Manufacturing بسجل حافل يمتد إلى 15 عامًا في هذا المجال المتخصص، حيث ساعدنا خلالها أكثر من 500 عميل متميز وأكملنا أكثر من 120 تحديًا لتشكيل المواد.
نحن نولي أهمية لأعضاء فريقها الذين تم اعتمادهم من قبل AWS ونحاكي مختلف شروط خدمة التشكيل الهيدروليكي المخصصة من خلال الامتثال لـ معيار ASTM B210-19 . على سبيل التوضيح، واجه عميلنا الأوروبي للسيارات معدل تشقق أجزاء التشكيل الهيدروليكي بنسبة 28% . مع تغيير المادة إلى سبائك الألومنيوم 6082 وتحسين خدمات ختم المعدن، حققنا انخفاضًا في معدل التشقق إلى 1.2%، مما أدى إلى توفير سنوي يزيد عن 120,000 دولار.
نقوم بإجراء فحص الجودة بما يتفق بدقة مع آيزو 13920:2023 . يتم فحص المواد الواردة بواسطة مطياف ويرافقها أيضًا تقرير استعراض منتصف المدة. تتمتع أداة اختبار FLD الخاصة بمختبرنا بالقدرة على اكتشاف مخاطر تشقق المواد مسبقًا ، وبالتالي إنقاذ المشترين من الخسائر المحتملة.
وبالاعتماد على مهاراتنا المتقدمة في اختيار المواد وخلفيتنا الهندسية، فإننا نقدم خيارات مخصصة لعملائنا. يتم تزويد عملائنا بخدمات التشكيل الهيدروليكي من الدرجة الأولى والدعم الفني الشامل، والذي بدوره يقلل من تعرضهم للمخاطر ويزيد من عائدهم على الاستثمار .
إذا كنت تواجه صعوبة في اختيار المواد للتشكيل الهيدروليكي، فاتصل بكبار المهندسين لدينا للحصول على مشورة مجانية بشأن اختيار المواد أو قم بالاطلاع على دراسات الحالة الصناعية الخاصة بنا لفهم كيفية إنشاء حلولنا لقيمة للعملاء بشكل بديهي.

كيف تحدد ليونة المواد الدقة ومعدلات الفشل في خدمة التشكيل الهيدروليكي لديك؟
تحدد ليونة المواد ومؤشر تصلب الإجهاد (القيمة n) في المقام الأول دقة التشكيل ومعدلات الخردة عند استخدام تقنيات التشكيل الهيدروليكي. على سبيل المثال، الفضاء الجوي المعقد و المكونات الهيكلية للسيارات تتطلب بشكل عام قدرة استطالة موحدة تبلغ حوالي 25% في مرحلة التشكيل المسبق للمعادن في خدمات ختم المعدن.
فائدة تشكيل مخطط الحدود (FLD)
تعد المخططات الحدية للتشكيل (FLD) أداة للتنبؤ بإمكانية تشقق المادة. أولاً، نقوم برسم مخططات حدود التشكيل عن طريق إجراء التجارب، ثم بناءً على شكل الجزء، نقوم بتقييم فرص فشل التشكيل وتعديل معلمات عملية التصنيع أو تبديل المواد لمنع الكسر.
فائدة المواد ذات القيمة R العالية
المواد ذات قيمة R العالية، عند استخدامها في عمليات التشكيل الهيدروليكي المخصصة وتحقيق تجانس أفضل في توزيع سماكة الجدار وكذلك تقليل فرص فشل التخفيف الموضعي بشكل كبير . تشير الأبحاث إلى أن المواد التي لها قيمة R-1.8 تظهر اختلافًا في سمك الجدار بنسبة 5%، وهذا أفضل بكثير من المواد التي لها قيمة R-<1.2 (12%).
يمكن أن يؤدي الحصول على ليونة المواد وقيمة R بشكل صحيح إلى قطع شوط طويل في زيادة إنتاجية خدمة التشكيل الهيدروليكي عالية الدقة . للحصول على أرقام دقيقة حول ليونة المواد، لا تتردد في تنزيل المستند التقني الخاص بخصائص المواد.

الشكل 1: آلة تقوم بالتشكيل المائي على صفيحة معدنية، وتشكيلها إلى مكون منحني.
ما هي السبائك عالية الأداء التي تعمل على تحسين تكاليف خدمة التشكيل الهيدروليكي المخصصة لديك؟
في الإنتاج واسع النطاق الحساس للتكلفة، يعد الاختيار الصحيح للسبائك عالية الأداء هو العمود الفقري للإفراج الفعال فقط عن إمكانات خدمة التشكيل الهيدروليكي المخصصة من حيث تقليل التكاليف. يبحث هذا القسم في مقارنة أداء السبائك المختلفة في خدمات التصنيع الهيدروليكي ويقدم أيضًا اقتراحات حول كيفية تحسين التكاليف.
| نوع السبائك | قوة الخضوع (ميجا باسكال) | استطالة موحدة (٪) | معدل التوسع المطبق (٪) | تكلفة الوحدة (دولار أمريكي/كجم) |
| 304 الفولاذ المقاوم للصدأ (ملدن) | 205 | 40 | ≥25 | 3.8 |
| 316L الفولاذ المقاوم للصدأ (ملدن) | 170 | 45 | ≥30 | 5.2 |
| 6061 سبائك الألومنيوم (مزاج T6) | 310 | 12 | ≥15 | 2.1 |
| 6082 سبائك الألومنيوم (مزاج O) | 110 | 28 | ≥20 | 2.4 |
| سبائك التيتانيوم (Ti-6Al-4V) | 860 | 15 | ≥10 | 35.5 |
مبادئ توازن التكلفة لاختيار المواد
- يجب على المشترين تحديد المواد المناسبة وفقا لمستوى توسع المكونات ، على سبيل المثال، لتجنب التشققات بسبب اختلاف معدلات التمدد في المواد.
- إذا كان معدل تمدد المكونات أكثر من 30%، فيجب تنفيذ خطوة التلدين المتوسطة . وبخلاف ذلك، سيتم زيادة معدل الرفض ونفقات المعالجة الثانوية بشكل كبير.
- مثال: يستخدم أحد عملاء الأجهزة المنزلية الفولاذ المقاوم للصدأ 304 لإنتاج أجزاء تتطلب معدل توسع بنسبة 35%. وكان معدل الرفض يصل إلى 32% دون التلدين . ومع إضافة خطوة التلدين، تم خفض معدل الرفض إلى 2.8%، كما تم تخفيض التكلفة الإجمالية بنسبة 25%.
البدائل الاقتصادية المقترحة
بالنسبة للتطبيقات التي لا تتعامل مع درجات الحرارة والضغوط العالية جدًا، فإن سبائك الألومنيوم 6082 قادرة على استبدال الفولاذ المقاوم للصدأ 304 مع تخفيض يزيد عن 50% في تكاليف المواد. عندما تكون مقاومة التآكل أمرًا ضروريًا أيضًا، يمكن استخدام سبائك الألومنيوم 6061 المعالجة سطحيًا، مع زيادة في تكلفة الوحدة تبلغ 0.3 دولار/كجم فقط.
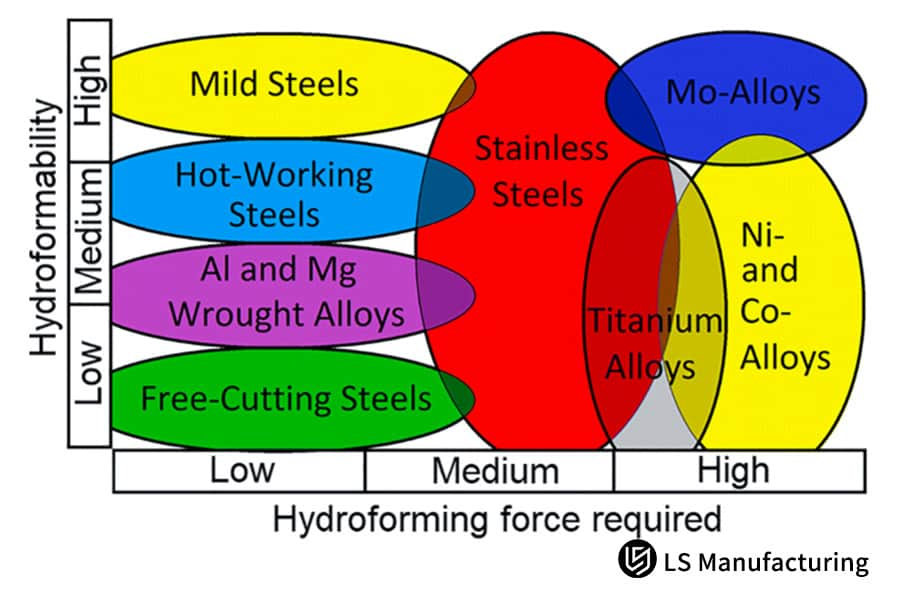
الشكل 2: رسم بياني يوضح قوة التشكيل المائي وقابلية تشكيل المواد للسبائك المختلفة.
كيف يؤثر الختم المعدني مقابل التشكيل الهيدروليكي على بنية الحبوب للمكونات؟
الفرق الأساسي بين ختم المعادن مقابل التشكيل الهيدروليكي هو في الطريقة التي تؤثر بها هذه الطرق على البنية الحبيبية للأجزاء، حيث يؤدي ذلك إلى تغيير عمر الكلال الخاص بها. تؤدي حالات إجهاد المعالجة المختلفة وأنماط تشوه الحبوب إلى ظهور اختلافات كبيرة. هذه هي الأسباب الرئيسية التي تدفع المشترين إلى شراء خدمات التشكيل الهيدروليكي.
الاختلافات في بنية الحبوب بين العمليتين
عادةً ما تؤدي خدمات ختم المعادن إلى تصلب العمل وتتسبب في تشوه الحبوب وكسرها بشكل غير متساوٍ ، مما يقلل من عمر الكلال للمادة. من ناحية أخرى، يحافظ التشكيل الهيدروليكي على خطوط تدفق معدنية مستمرة من خلال حالة إجهاد موحدة. يؤدي هذا إلى تشوه موحد للحبوب وبالتالي عمر تشغيلي أطول للأجزاء.
بيانات مقارنة عمليات الصلب HSLA
يمكن لعملية التشكيل الهيدروليكي، عند تطبيقها على فولاذ HSLA، أن تزيد من عمر الكلال للأجزاء بنسبة 15-20% مقارنة بتلك التي تم ختمها ولحامها: الأجزاء المختومة والملحومة لها عمر كلال يصل إلى 12000 دورة، من ناحية أخرى، أجزاء التشكيل الهيدروليكي يمكن أن تصل إلى 14,400-15,600 دورة، مما يجعلها مناسبة للأجزاء ذات متطلبات التعب العالية.
هل يمكن لمواد التشكيل الهيدروليكي المتقدمة أن تقلل من الوزن الإجمالي للمركبة أو المعدات؟
يعتبر الوزن الخفيف أحد العناصر الأساسية في مختلف الصناعات . يعد اختيار مواد التشكيل الهيدروليكي المتقدمة وتحسين خدمة تصنيع التشكيل الهيدروليكي عاملين رئيسيين. نحن قادرون على توفير الوزن بشكل كبير وما زلنا نحافظ على صلابة الجزء.
من خلال تطبيق مواد خفيفة الوزن
المواد الرئيسية للوزن الخفيف بالتشكيل الهيدروليكي هي سبائك الألومنيوم عالية القوة والفولاذ المقاوم للصدأ من سلسلة 700. نحن نستغل ميزة "المقطع العرضي المتغير" الخاصة بهم لإجراء عمليات الجمع بين عدة مختومة و أجزاء ملحومة في واحدة ، وبالتالي تقليل استهلاك المواد. نتيجة لتحسين الإطار، تمكن إطار جهاز طبي معين من الوصول إلى معدل تخفيض الوزن بنسبة 22%.
المفاضلة بين الوزن الخفيف والقوة الهيكلية
الوزن الخفيف يجلب إمكانية "تقليل الوزن دون التنازل عن القوة". هيكل الجهاز الطبي المذكور سابقاً، بعد تخفيض الوزن، شهد ارتفاعاً في القوة الهيكلية بنسبة 18%. مع استخدام قوة عالية التشكيل الهيدروليكي لسبائك الألومنيوم المواد، يمكن تقليص حجم قطع غيار السيارات بنسبة 15-20٪ ولا تزال تتمتع بمقاومة أفضل للتصادم.
| نوع الجزء | العملية/المواد الأصلية | محلول التشكيل المائي | معدل تخفيض الوزن (%) | تغير القوة (٪) |
| إطار الجهاز الطبي | الختم واللحام/الصلب الكربوني العادي | التشكيل الهيدروليكي/سلسلة 700 من الفولاذ المقاوم للصدأ | 22 | +18 |
| قوس هيكل السيارة | الختم واللحام/سبائك الصلب العادية | التشكيل المائي/6082 سبائك الألومنيوم | 18 | +12 |
| قوس الفضاء الجوي | بالقطع/سبائك التيتانيوم العادية | التشكيل المائي/Ti-6Al-4V | 15 | +5 |

الشكل: أنابيب من الفولاذ المقاوم للصدأ مُشكلة مائيًا ذات مقاطع مموجة في حاوية خضراء.
كيف يمكن حل مشكلات التخفيف في مشاريع خدمة التشكيل الهيدروليكي المعقدة؟
يعد التحكم في معدل التخفيف أحد المشكلات الرئيسية المعقدة عمليات التشكيل الهيدروليكي المخصصة . بدون التنظيم المناسب، قد يؤدي ذلك إلى سمك غير متساوي للجدار وحتى التشقق . نحن نستخدم مزيجًا من نظام التحكم في الحلقة المغلقة وتحسين المواد للحفاظ على معدل التخفيف أقل من 10%.
استخدام نظام التحكم في الحلقة المغلقة
بمساعدة نظام التحكم ذو الحلقة المغلقة، نحن قادرون على تعديل الضغط الداخلي ونسبة التغذية المحورية في وقت واحد للحصول على تحكم جيد جدًا في تدفق المواد. بالنسبة للأجزاء عالية الشكل، يمكن الحفاظ على معدل التخفيف أقل من 8%.
اختيار المواد وتحسين معامل الاحتكاك
اعمل على صيغة مادة التشحيم للحفاظ على معامل الاحتكاك بدقة ضمن μ=0.04-0.08 ، وبالتالي تقليل مقاومة الاحتكاك بين المادة والقالب وتشجيع التدفق الموحد للمادة.
في الحالات التي تكون فيها نسبة R/D عند الزاوية الحادة أقل من 1.5، فمن الأفضل استخدام مواد ذات حساسية عالية لمعدل الإجهاد (مثل سبائك الألومنيوم 6082 والفولاذ المقاوم للصدأ 316L) في المقام الأول لتلبية متطلبات التشوه المحلية بحيث لا يكون ترقق المواد عند الزوايا الحادة مفرطًا.
التحكم الدقيق في معدل التخفيف يحسن جودة التشكيل الهيدروليكي بدقة عالية ويقلل من معدل الخردة. بالنسبة لمشاكل التخفيف، أرسل رسومات ثلاثية الأبعاد، وسنقوم بتخصيص حل التحكم وتقديم تقدير مجاني للتكلفة.
دراسة حالة: كيف أدى تصنيع LS إلى تحسين مشعبات الفولاذ المقاوم للصدأ من الدرجة الطبية؟
تعتبر المشعبات المصنوعة من الفولاذ المقاوم للصدأ من الدرجة الطبية متطلبة للغاية من حيث الدقة وجودة السطح. فيما يلي مثال على كيفية تعاملنا مع تحدي تشكيل المتشعب 316L الذي يواجهه عميل في أمريكا الشمالية من خلال إمكانيات التشكيل الهيدروليكي المخصصة لدينا واختيار المواد للتشكيل الهيدروليكي.
تحدي العميل
فضل العميل الطبي في أمريكا الشمالية 316L لصنع المتشعبات. أدى التشقق عند سمك جدار يبلغ 0.8 ملم إلى توقف المشروع لمدة أربعة أشهر، ومعدل خردة بنسبة 60%، وخسائر تزيد عن 80 ألف دولار. مع قيمة Ra للسطح تبلغ 1.2 متر، فهو غير مؤهل لمتطلبات نقل السوائل.
حل التصنيع LS
- لقد قمنا بإعادة تقييم اختيار المواد لمحلول التشكيل الهيدروليكي وقررنا استخدام الفولاذ المقاوم للصدأ 316L عالي النقاء والخبث الكهربائي المعاد صهره (ESR) مع استطالة موحدة بنسبة 48% والتي أثبتت أنها تتجنب مشكلة التشقق بشكل جيد للغاية.
- لقد توصلنا إلى جديد خدمات التقطيع مفهوم العفن التشكيل لقد قمنا بإعادة ترتيب وتحسين تخطيط القالب بحيث يمكن تقليل تركيز إجهاد المواد أثناء التشكيل.
- استخدمنا منحنى الضغط الذي يتكون من ثلاث مراحل. تم إجراء الضغط تدريجيًا عن طريق تقسيم الضغط الإجمالي 120 ميجا باسكال إلى ثلاثة أجزاء بحيث يمكن تجنب تشقق المواد بسبب الضغط اللحظي العالي جدًا.
- تم تعديل تركيبة مادة التشحيم لجعل معامل الاحتكاك يساوي 0.05 من أجل السماح للمادة بالتدفق بالتساوي والتقليل من ظهور الخدوش السطحية وتحسين جودة الأسطح.
النتائج والقيمة
بعد التغييرات، ارتفع إنتاج تشكيل التمرير الأول للمشعبات من 40% إلى 98.5%، وتم رفع قيمة Ra السطحية إلى 0.4 ميكرومتر، وتم رفع كفاءة نقل السوائل بنسبة 15%، وجعلنا العميل المورد الاستراتيجي على المدى الطويل وزاد المشتريات السنوية بنسبة 30%. كما تم تحقيق وفورات تزيد عن 150 ألف دولار على أساس سنوي.
إذا كنت تواجه أيضًا تحديًا هيدروفورمينج الأجزاء الطبية ، يرجى الاطلاع على تفاصيل الحالة الكاملة لدينا أو الاتصال بمهندسينا للحصول على حلول مخصصة مصممة خصيصًا لمنتجك للمساعدة في تقدم مشروعك بكفاءة.

لماذا يعتبر التشكيل الهيدروليكي عالي الدقة ضروريًا للألمنيوم الفضائي 6061-T6؟
تتميز سبائك الألومنيوم 6061-T6 من الفئة الفضائية بمقاومة عالية وتمتلك إطارًا خفيفًا. ومع ذلك، بعد المعالجة الحرارية T6، فهو غير مستقر كيميائيًا إلى حد ما بعد التشكيل المائي . يمكن حل هذه المشكلة عن طريق تنفيذ التشكيل المائي عالي الدقة.
طرق التحكم في ثبات الأبعاد
- باستخدام نموذج "تعويض التداخل" ، يتم التنبؤ مبدئيًا بمدى تشوه الإجهاد الحراري بعد المعالجة الحرارية T6 أثناء العمل الهيدروليكي عالي الدقة.
- إفساح المجال لتحول التشوه المقابل في تصميم الأداة، سيكون هذا وسيلة فعالة للتعويض عن تغيرات الإجهاد الحراري الناتجة عن المعالجة الحرارية التي تم تنفيذها.
- يمكن أن تضمن الإجراءات المذكورة أعلاه التحكم في تفاوت أبعاد مادة ما بعد المعالجة الحرارية عند 0.05 مم أو أقل. لذلك، تتم مطابقة متطلبات الدقة من الدرجة الفضائية.
معايير حجم الحبوب المادية
عند التشكيل المسبق لسبائك الألومنيوم 6061-T6 المستخدمة في مجال الطيران والفضاء، يجب أن يكون حجم الحبيبات من المستوى 8 وما فوق، وإلا فسيتم ملاحظة مظهر "قشر البرتقال" . نحن نتتبع المواد بعناية حتى يكون لها نفس حجم الحبوب في كل مكان.
يعد التشكيل الهيدروليكي عالي الدقة هو الضمان الأساسي للدقة في الأجزاء المستخدمة في مجال الطيران والفضاء. لتصنيع مثل هذه الأجزاء، اتصل بنا للحصول على سوق دبي المالي (التصميم للتصنيع) مجانًا dit لضمان الجودة تلبي المعايير.
ما هي العوامل التي تؤثر على عرض أسعار خدمة التصنيع الهيدروليكي الاحترافية؟
عندما يطلب المشترون عروض أسعار خدمة التصنيع الهيدروليكي غالبًا ما تحيرهم فروق الأسعار. إن معرفة العوامل التي تؤثر على الأسعار ستساعد في الحصول على عرض أسعار دقيق وأيضًا عدم الحصول على مثل هذه الأسعار المرتفعة لاحقًا.
العناصر الهامة التي تؤثر على الاقتباسات
- طريقة استخدام المادة: كلما كان استخدام المادة أكثر كفاءة، كلما انخفض سعر قطعة المادة، مما يؤدي بعد ذلك إلى عرض أسعار أرخص . من خلال التخطيط السليم للقالب واستخدام خدمات التقطيع، يمكننا زيادة استخدام المواد إلى أكثر من 85%، وهو أعلى بكثير من متوسط الصناعة (75%).
- متانة القالب: يؤثر نوع مادة القالب بشكل مباشر على عمره الافتراضي. على سبيل المثال، يمكن للقوالب المصنوعة من الفولاذ H13 أن تدوم حوالي 100000 دورة، في حين أن القوالب المصنوعة من الفولاذ D2 تدوم حوالي 70000 دورة فقط. كلما طالت مدة عمل القالب، انخفض سعر القالب لكل جزء.
- الوقت لكل دورة: مع أوقات الدورة الأقصر، يصبح الإنتاج أكثر كفاءة، ويتم إنتاج المزيد من المخرجات خلال وحدة زمنية معينة، مما يؤدي إلى عرض أسعار أفضل . باستخدام لدينا دقيقة للغاية آلات التشكيل الهيدروليكي ، يمكننا ضبط وقت الدورة الواحدة من 30 إلى 60 ثانية، وبالتالي رفع كفاءة الإخراج.
- ضرورة المعالجة اللاحقة: إن إجراء المعالجة اللاحقة (مثل التلدين ومعالجة السطح) سيزيد من النفقات. تختلف عمليات ما بعد المعالجة المختلفة اختلافًا كبيرًا في السعر ؛ على سبيل المثال، تبلغ تكلفة طلاء المسحوق حوالي 2.5 دولارًا أمريكيًا للقطعة الواحدة، وتبلغ تكلفة الأكسدة حوالي 3.8 دولارًا أمريكيًا للقطعة الواحدة.
كيف يضمن تصنيع LS الجودة المتسقة في خدمة التشكيل الهيدروليكي المخصصة؟
اتساق الجودة في خدمة التشكيل الهيدروليكي المخصصة مهم جدا. نحن نحافظ على معدل موثوق به لتأهيل الأجزاء بنسبة 99.8% من خلال تنفيذ نظام شامل لمراقبة الجودة مدعوم بالتكنولوجيا الحديثة، وبالتالي تقديم طمأنينة يمكن الاعتماد عليها لعملائنا.
نظام شامل لمراقبة الجودة
- لقد قمنا بتطوير نظام شامل لمراقبة الجودة يتتبع العملية بدءًا من استلام المواد والتشكيل المسبق والمعالجة اللاحقة. لقد قمنا أيضًا بوضع معايير اختبار صارمة.
- يجب أن تخضع جميع المواد المستلمة للتحقق من تكوينها باستخدام مطياف. علاوة على ذلك، يجب تقديم تقرير MTR كامل للتحقق مما إذا كان أداء المواد متوافقًا مع المعيار.
- خلال مرحلة التشكيل، تتم ملاحظة العوامل التي لها تأثير كبير على المنتج مثل الضغط ودرجة الحرارة من وقت لآخر لضمان الفعالية المستدامة لعملية التشكيل الهيدروليكي.
- بفضل فريق الجودة الماهر والأدوات المتطورة مثل CMM (آلة قياس الإحداثيات)، نقوم بإجراء اختبارات شاملة للأجزاء لضمان جودة المنتج.
ضمان التقدم التكنولوجي
نحن نستخدم نظام التحكم في الحلقة المغلقة في الوقت الحقيقي الذي يسجل بيانات الضغط 100 مرة في الثانية لتغيير معلمات العملية على الفور وذلك لمنع مشاكل الجودة الناتجة عن اختلافات المعلمات. في الوقت نفسه، لدينا تقنية التعويض في الوقت الحقيقي لقيم الزنبرك الخلفي لدفعات المواد مع التحكم الدقيق في نطاق 0.05 مم، وبالتالي حل مشكلة النابض الخلفي الجزئي بشكل كامل ويؤدي إلى دقة أبعاد مستقرة.
علاوة على ذلك، فإن أعضاء فريق الاختبار لدينا مؤهلون بشكل احترافي ويستخدمون معدات متقدمة مثل CMM لإجراء اختبار شامل للأجزاء، مما يضمن تلبية كل منتج للمتطلبات.
الأسئلة الشائعة
س 1: ما هو الحد الأقصى للسمك الذي يمكن أن تتعامل معه شركة LS Manufacturing لخدمة التشكيل الهيدروليكي؟
أكبر آلة هيدروليكية لدينا هي 4000 طن، ويمكننا تصنيع أجزاء من الفولاذ الكربوني 12 مم وأجزاء من الفولاذ المقاوم للصدأ 8 مم، لكن هندسة الجزء تلعب دورًا رئيسيًا لتحقيق أقصى سمك.
س 2: كيف يضمن تصنيع LS جودة المواد لخدمات ختم المعادن؟
نحن نستخدم مقياس الطيف لفحص جميع المواد القادمة ، وسيتم تقديم تقرير MTR الكامل لك للتأكد من استيفاء معلمات محاكاة سوق دبي المالي بالكامل.
س 3: هل يمكنك إجراء التشكيل المائي على مواد التشكيل المائي المطلية أو المطلية مسبقًا؟
لا يُنصح بالطلاء المسبق لأن الطلاء سوف يتلف بسبب وسط الضغط العالي. مسحوق الطلاء أو الأنودة هو الطريق الذي يجب اتباعه بعد التشكيل.
س 4: ما هي المهلة الزمنية النموذجية لنموذج أولي مخصص لخدمة التشكيل الهيدروليكي؟
بعد أن يتم وضع المواد في مكانها وتجميد القوالب، يمكن تسليم عينات عالية الدقة تم التحقق منها بواسطة CMM في غضون 3-4 أسابيع. أنت تستطيع تحميل الرسومات واتصل بنا للحصول على عرض أسعار لتعزيز تقدم المشروع بسرعة.
س 5: هل تقدمون خدمات التقطيع كجزء من عملية التشكيل الهيدروليكي المسبق؟
نحن نقدم مجموعة كاملة من خدمات التقطيع التي تضمن تدفق المعدن في الكفاف الفارغ للحصول على معدل الإنتاج الأمثل.
س 6: لماذا يتم استخدام الفولاذ المقاوم للصدأ بدلاً من الألومنيوم في خدمات التصنيع بالتشكيل الهيدروليكي؟
يعتبر الفولاذ المقاوم للصدأ أفضل من حيث مقاومة التآكل والقوة ، كما أنه أكثر أمانًا عند تعرضه لبيئات السوائل ذات درجة الحرارة العالية والضغط العالي، ولهذا السبب يعتبر عمومًا مادة الاختيار الأولى.
س7: ما هي الإجراءات التي تتخذها شركة LS Manufacturing لمنع التسرب أثناء التشكيل الهيدروليكي عالي الدقة؟
إلى جانب تكنولوجيا الختم النهائي الحاصلة على براءة اختراع، فإننا نقوم أيضًا بمراقبة الضغط في الوقت الحقيقي. تضمن هذه التدابير الحفاظ دائمًا على ضغط الختم عند مستوى أعلى بنسبة 10% من الضغط الداخلي.
س 8: هل يوفر التشكيل الهيدروليكي للتصنيع LS حلاً منخفض التكلفة للإنتاج منخفض الحجم؟
تساعد أنظمة القوالب المعيارية على استرداد التكلفة مما يجعلها ذات أسعار تنافسية حتى بالنسبة للمشاريع الصغيرة التي تبدأ من 500 قطعة.
ملخص
يعد اختيار مواد التشكيل الهيدروليكي المناسبة أصعب مهمة من الناحية التاريخية لأنها تتطلب دراسة شاملة للخصائص الميكانيكية ومعلمات العملية وجوانب التكلفة. علاوة على ذلك، يمكنك أيضًا خفض النفقات وتحسين مستوى الجودة من خلال الاختيار الصحيح وتحسين التشكيل الهيدروليكي خدمات ختم المعادن . علاوة على ذلك، نحن قادرون على تقديم دعم يمكن الاعتماد عليه، وهو أحد الطرق التي يمكن للمشترين من خلالها تقليل مخاطر التصنيع.
هل أدواتك جاهزة لتبسيط مساعيك التصنيعية المتقدمة القادمة؟ لا تسمح للخيارات المادية الغامضة بإعاقة البحث والتطوير. تواصل معنا من خلال كبار المهندسين لدينا، أرسل لنا تصميماتك ثلاثية الأبعاد (نحن نقبل تنسيقات STEP وIGES)، واحصل منا على تقييم أولي مجاني لجدوى التصنيع في غضون 24 ساعة مع أفضل حلول تكلفة المواد لتطبيقك.
📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات التصنيع LS لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري. تتطلب أجزاء الاقتباس تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة . التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن . ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.lsrpf.com .


