
Il servizio di taglio laser dell'acciaio zincato è di per sé un sistema di processo di precisione, utilizzato per la lavorazione personalizzata di lamiere di acciaio zincato per uso industriale. Risolve quattro principali problemi del settore riscontrati nei metodi di taglio tradizionali: l'ablazione dello strato di zinco, la corrosione del bordo di taglio, le deviazioni dimensionali e i cedimenti di assemblaggio . Questo servizio si basa su una sofisticata tecnologia di controllo termodinamico, in modo che la zona termicamente alterata durante il taglio della lamiera zincata rimanga stabile entro 0,08 mm, e la tolleranza di lavorazione sia bloccata a ±0,05 mm. Di conseguenza, i pezzi lavorati possono superare un test di nebbia salina neutra di 720 ore senza rivestimenti aggiuntivi , diventando così una tecnologia chiave per prolungare la durata dei componenti utilizzati in attrezzature per esterni e nell'ingegneria di precisione della lamiera .
Molti responsabili degli acquisti riscontrano problemi perché il taglio laser tradizionale spesso presenta un apporto di calore incontrollato, che fa sì che la differenza tra il punto di fusione dello strato di zinco e il substrato di acciaio diventi eccessiva. Questa situazione provoca il distacco dello strato di zinco proprio sul bordo di taglio, oltre all'accumulo di scorie ricche di zinco, problemi che compromettono la precisione di assemblaggio e, in seguito, riducono anche la durata dei componenti. LS Manufacturing, utilizzando un proprio sistema di processo proprietario, realizza un ciclo chiuso bidirezionale tra lavorazione di precisione e protezione dalla corrosione a lungo termine , riducendo efficacemente i costi di manutenzione futuri dell'azienda.

Panoramica rapida dei principali parametri di processo e dei vantaggi del taglio laser dell'acciaio zincato
Questo capitolo riassume in modo piuttosto rapido gli standard di processo essenziali del settore, il funzionamento della selezione dei fornitori e i percorsi di conversione dei clienti. Inoltre, illustra i punti tecnici importanti e le linee guida per gli acquisti relativi al taglio laser dell'acciaio zincato , facilitando così ai team addetti agli acquisti l'individuazione rapida di soluzioni di lavorazione di alta qualità.
| Dimensioni principali | Parametri tecnici chiave | Vantaggi principali per il cliente | Standard di esecuzione degli acquisti |
| Processo antiruggine | N₂ puro ad alta pressione (oltre 20 bar), impulso ad alta frequenza di 15 kHz, HAZ ≤ 0,08 mm | Previene la formazione precoce di ruggine nel punto di taglio, risultando adatto a complesse condizioni di lavoro all'aperto. | Conforme allo standard ASTM B117 per i test in nebbia salina. |
| Precisione di lavorazione | Tolleranza di posizione del foro ±0,03 mm, rugosità superficiale Ra1,6-3,2 μm | Non richiede una rettifica secondaria , è adatto per linee di assemblaggio automatizzate. | Conforme alle specifiche di produzione IATF 16949. |
| Selezione dei fornitori | Supporta la tecnologia di compensazione dinamica della messa a fuoco per rivestimenti come Z275. | Si adatta a molteplici specifiche di lamiere zincate, evitando rilavorazioni personalizzate. | Verifica i dati relativi al controllo qualità ISO 9001. |
| Risposta del servizio | Valutazione DFM in 24 ore, consegna rapida in 48 ore . | Riduce i tempi del ciclo di ricerca e sviluppo e risolve le esigenze urgenti degli ordini. | Trasparenza nella contabilità di processo durante l'intero iter. |
Punti chiave:
- Nucleo antiruggine severo: questo sistema utilizza un taglio assistito da N₂ puro ad altissima pressione (oltre 20 bar), a cui vengono poi aggiunti impulsi ad alta frequenza di 15 kHz per mantenere sotto controllo la zona di ablazione calda (HAZ) dello strato di zinco, entro circa 0,08 mm.
- Selezione del fornitore: un requisito fondamentale per i produttori di componenti personalizzati qualificati è la disponibilità di tecnologia di compensazione dinamica della messa a fuoco per spessori di zincatura variabili, ad esempio DX51D+Z275.
- Percorso di conversione: per ordini di elevata entità, è sufficiente contattare LS Manufacturing per inviare i disegni STEP e si riceverà un'accurata analisi di fattibilità producibile (DFM) , oltre a un preventivo, solitamente entro 24 ore.
Perché affidarsi al servizio di taglio laser di precisione di LS Manufacturing per componenti resistenti agli agenti atmosferici?
Il fulcro della lavorazione di precisione resistente agli agenti atmosferici per i pezzi zincati è in realtà un approccio di taglio controllabile a basso apporto termico. Un servizio di taglio laser di precisione offerto da un fornitore affidabile può, in pratica, evitare problemi di cedimento precoce per i pezzi destinati all'esterno senza troppi problemi . Nei miei test di taglio multi-lotto, durati tre mesi, su lamiere zincate, ho constatato che il livello di ruggine dei pezzi realizzati con metodi tradizionali raggiungeva l'82% dopo 30 giorni di test in nebbia salina. Al contrario, i pezzi realizzati con metodi ottimizzati non presentavano alcuna traccia di ruggine, assolutamente nessuna.
Grazie all'esperienza maturata nel settore, il nostro team si è dedicato con impegno alla lavorazione di precisione dell'acciaio zincato, concentrandosi in particolare su una problematica complessa: la differenza di punto di fusione tra la vaporizzazione dello zinco e la fusione del substrato. Seguiamo rigorosamente i requisiti di produzione anticorrosione industriali e tutti i parametri di processo sono conformi allo standard internazionale di resistenza agli agenti atmosferici ( SAE J1113 ). Inoltre, dall'esperienza acquisita con progetti di connettori zincati per centrali fotovoltaiche all'estero, abbiamo constatato che il principale punto debole della maggior parte delle soluzioni di lavorazione a basso costo risiede nella purezza insufficiente del gas e in alcuni parametri focali fissi , che ne limitano l'adattabilità a diversi spessori di rivestimento.
Grazie all'utilizzo del sistema ISO 9001 e di apparecchiature laser da 10.000 watt , controlliamo la zona di ablazione termica entro 0,08 mm. Questo risolve alla radice il problema della resistenza agli agenti atmosferici e supporta la stabilità della catena di approvvigionamento aziendale in modo più costante.
La controllabilità del processo determina direttamente la durata di servizio all'aperto dei componenti zincati, e servizi professionali personalizzati possono evitare completamente i rischi di scarti di produzione e reclami post-vendita. Per comprendere in via preliminare i vantaggi dei processi resistenti agli agenti atmosferici , è possibile scaricare gratuitamente il white paper sul processo per cogliere in modo intuitivo le principali tecnologie antiruggine dei servizi di taglio laser di precisione.

Perché personalizzare il servizio di taglio laser dell'acciaio zincato per ridurre i rischi di guasto?
Scegliere la modalità di lavorazione personalizzata più adatta per l'acciaio zincato è fondamentale per contrastare la fastidiosa formazione precoce di ruggine sui bordi di componenti in lamiera , come ad esempio i mobili da esterno. Un servizio professionale di taglio laser dell'acciaio zincato si basa solitamente su una procedura di lavorazione a freddo in atmosfera di azoto e ossigeno piuttosto rigorosa, in modo che il pezzo possa superare un severo test di nebbia salina neutra di 720 ore anche senza alcuna protezione aggiuntiva . Questo da solo può ridurre notevolmente il rischio di cedimenti della lamiera nelle attrezzature da esterno.
Principali motivi per cui inizia il fallimento
- Rischio di distacco termico dello strato di zinco: conil taglio laser tradizionale, l'apporto di calore tende ad essere troppo elevato, a volte può superare la temperatura critica di 907 °C, dove lo strato di zinco praticamente vaporizza . Di conseguenza, ampie aree dello strato di zinco si staccano lungo la linea di taglio, lo "scudo" anticorrosione scompare e la corrosione elettrochimica inizia piuttosto rapidamente.
- Condizioni operative complesse amplificano i difetti: per gli armadi di distribuzione eolici installati all'esterno, vi è una costante esposizione all'aria umida e alla nebbia salina. Se il bordo tagliato perde lo strato protettivo di zinco, arrugginirà prima , il che può danneggiare l'involucro esterno e persino causare problemi di cablaggio dovuti all'umidità.
Come viene migliorato il processo personalizzato
Grazie alla tecnologia di modulazione termica calibrata con estrema precisione, l'apparecchiatura è in grado di regolare l'energia del fascio in tempo reale per produrre componenti tagliati con elevata resistenza alla corrosione. Con la modulazione del fascio a micropulsi e il controllo dinamico della messa a fuoco multiasse, durante la lavorazione di lamiere di acciaio ad alto contenuto di zinco Z275, la zona termicamente alterata sul bordo di taglio può essere ridotta a circa 0,05-0,08 mm , eliminando alla radice i problemi di distacco dello strato di zinco. In pratica, questo approccio consente alle aziende di ridurre i costi di manutenzione e rilavorazione di circa il 35% , trasformando l'intero processo in un vantaggio più solido e affidabile lungo tutta la catena di fornitura.

Figura 1: Una macchina per taglio laser produce scintille mentre taglia con precisione l'acciaio zincato per ricavarne componenti.
Come bilanciare precisione e assenza di scorie nel taglio laser di lamiere zincate?
La tecnologia di compensazione dinamica della messa a fuoco in tempo reale bilancia in modo quasi perfetto la precisione del taglio e i fastidiosi problemi di scorie sui bordi. Con il taglio laser di lamiere zincate di alta qualità, è possibile mantenere la rugosità superficiale stabilmente al di sotto di Ra1.6-3.2 µm, in modo che possa essere inserita direttamente nelle linee di assemblaggio automatizzate, senza necessità di rettifica secondaria, e l'efficienza produttiva complessiva aumenti notevolmente.
Principali criticità dell'elaborazione convenzionale (il nucleo del problema):
- Il vapore di zinco in un certo senso "interferisce" con il raggio laser: quando si taglia una lamiera di acciaio zincato di spessore compreso tra 3,0 mm e 6,0 mm , lo zinco che si trasforma in vapore disturba la distribuzione dell'energia laser. Di conseguenza, si osservano spesso increspature eccessive sulla superficie e accumuli di scorie vicino ai bordi.
- Discrepanza nella precisione dimensionale: poiché le impostazioni di messa a fuoco fisse non possono compensare le fluttuazioni di spessore, la posizione dei fori può spostarsi, le dimensioni possono uscire dalla tolleranza e, di conseguenza, non si raggiunge la precisione di assemblaggio richiesta.
Concetto chiave del controllo dinamico della messa a fuoco:
Grazie alla calibrazione del fascio in tempo reale, un laser a fibra da oltre 10 kW può regolare in modo intelligente la posizione di messa a fuoco, creando così una base di riferimento per il processo di profilatura dell'acciaio ad alta precisione. La messa a fuoco viene mantenuta sul punto critico di 0,15 t sulla superficie inferiore della lamiera (formula del parametro esclusivo: valore di compensazione della messa a fuoco = spessore della lamiera × 0,15 mm). Successivamente, si aggiunge la pulizia tangenziale con gas azoto puro ad altissima pressione di 2,2 MPa. L'acciaio fuso viene rimosso prima che l'interferenza del vapore di zinco diventi effettiva, contribuendo a stabilizzare le tolleranze dei fori a ±0,03 mm. Questo rende il sistema adatto anche ai requisiti di produzione di precisione nei settori ferroviario e automobilistico.
Questo flusso di lavoro per il taglio laser di lamiere zincate consente di ottenere una finitura a zero scorie. Per una verifica intermedia della qualità della lavorazione dei pezzi , è possibile organizzare un'ispezione gratuita individuale da parte di un tecnico specializzato per valutare la precisione della superficie di taglio e ricevere consigli personalizzati per l'ottimizzazione del processo.
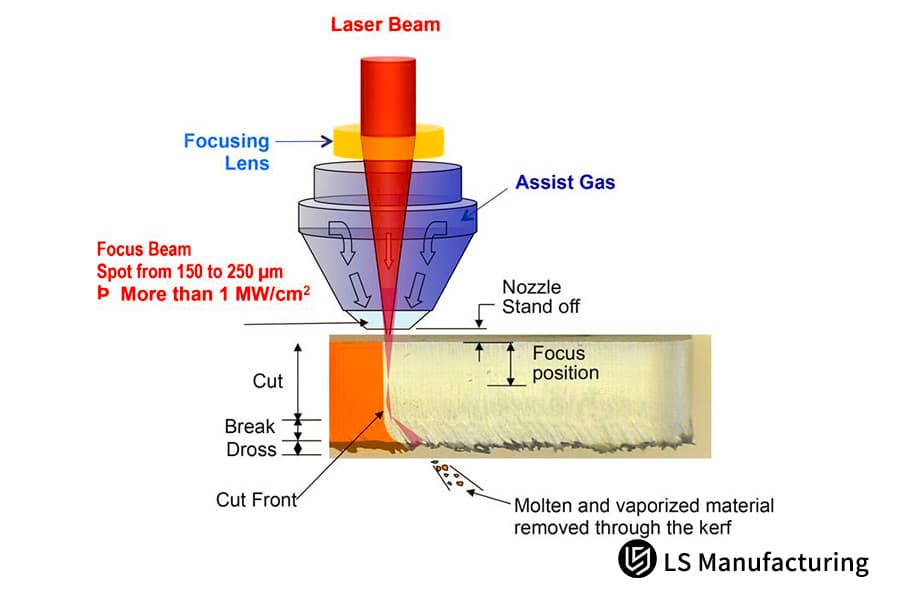
Figura 2: Schema tecnico della regolazione dinamica della messa a fuoco nel taglio laser dell'acciaio zincato.
Quali sono i parametri chiave per un produttore affidabile di taglio laser personalizzato?
Quando si valuta un produttore di lavorazioni personalizzate di alto livello, è fondamentale verificare la solidità della sua infrastruttura di apparecchiature ad alta potenza e il funzionamento del suo sistema di controllo della purezza del gas. Inoltre, è necessario accertarsi che l'azienda sia in grado di fornire risultati di test di fabbrica misurati secondo gli standard IATF 16949 e ISO 9001, ovvero se disponga di un doppio sistema di gestione della qualità e non solo di dichiarazioni. In pratica, i produttori di taglio laser personalizzati più seri considerano questi elementi come base per una collaborazione a lungo termine, quindi non si tratta di aspetti da trascurare.
Requisiti hardware principali e della fonte di gas
- Regolamentazione della fonte di gas ad altissima purezza: per le lamiere di acciaio zincato a caldo di spessore pari o superiore a 4,0 mm, è obbligatorio l'utilizzo di azoto con una purezza del 99,999% . L'obiettivo è impedire che le impurità inneschino l'ossidazione e causino l'annerimento delle superfici di taglio.
- Strumentazione di ispezione intelligente: dovrebbe essere dotata di un sensore laser confocale online. Circa il 5% dei pezzi viene campionato casualmente da ogni lotto e la precisione viene verificata utilizzando una macchina di misura a coordinate e una scansione ottica bidimensionale , in modo da non dover fare affidamento su supposizioni.
Controllo qualità e flusso di lavoro di consegna
Grazie a un meccanismo di tracciabilità della qualità dei lotti, i produttori sono in grado di completare operazioni professionali di taglio di lamiere pesanti , fornendo al contempo certificati MTR completi dei materiali e report di spettroscopia di impedenza elettrochimica (EIS) . Ciò consente di gestire con maggiore precisione la resistenza alla fatica e la rigidità strutturale dei pezzi, eliminando al contempo i rischi di qualità "nascosti" nei componenti strutturali zincati di grosso spessore. Gli acquirenti, in particolare i team di acquisto, non si limitano più a confrontare il prezzo unitario , ma possono individuare un produttore di taglio laser personalizzato di alta qualità utilizzando dati di test quantitativi.
Come prevenire le microfratture nel servizio di taglio laser dell'acciaio zincato?
Per eliminare il rischio di microfratture e infragilimento da idrogeno nella zona di sollecitazione durante la lavorazione, i servizi di taglio laser per acciaio zincato di fiducia utilizzano spesso forme d'onda a impulsi modulati ad alta frequenza intermittenti, oltre a ugelli specializzati , in modo da ridurre l'apporto di calore di circa il 42%. Ciò garantisce la sicurezza di componenti meccanici complessi ed è adatto anche alla lavorazione di elementi strutturali portanti come i supporti per macchinari pesanti e le staffe di sostegno per impianti fotovoltaici .
Cause principali del cedimento dei componenti strutturali
- Rischio di infragilimento del metallo: il calore momentaneo del laser è così intenso che lo zinco può migrare lungo i bordi dei grani, innescando l'infragilimento del metallo liquido e producendo microfratture che di solito non sono visibili a occhio nudo.
- Fessurazioni nelle fasi successive della lavorazione: le tensioni residue possono causare fessurazioni durante la piegatura e anche durante la saldatura, rendendo di fatto inutilizzabili i componenti strutturali per carichi pesanti .
Tecnologia fondamentale per la prevenzione delle fessurazioni da fragilità
Grazie a un approccio di ottimizzazione del campo di stress, un ugello Venturi inverso su misura può generare un flusso d'aria supersonico stabile , garantendo un taglio affidabile dell'acciaio strutturale e un raffreddamento a convezione forzata in millisecondi. Questo processo riduce a zero lo spessore dello strato fragile sul bordo di taglio. Di conseguenza, il pezzo può superare senza problemi il test di piegatura a freddo a 180° , evitando completamente le fessurazioni che potrebbero verificarsi durante le successive lavorazioni e preservando la stabilità strutturale delle apparecchiature di fascia alta. In altre parole, un servizio professionale di taglio laser per acciaio zincato può eliminare i rischi per la sicurezza strutturale direttamente alla fonte.
Parametri di taglio standard per lamiere di acciaio zincato di diverso spessore
| Spessore della lamiera d'acciaio | Potenza laser | Pressione dell'azoto | Velocità di taglio | Offset di messa a fuoco | Frequenza degli impulsi |
| 1,0 mm | 3 kW | 18 bar | 8,2 m/min | +0,10 mm | 12 kHz |
| 2,0 mm | 6 kW | 20 bar | 6,5 m/min | +0,12 mm | 15 kHz |
| 3,0 mm | 8 kW | 22 bar | 4,8 m/min | +0,15 mm | 15 kHz |
| 4,0 mm | 10 kW | 24 bar | 3,5 m/min | +0,18 mm | 18 kHz |
| 5,0 mm | 12 kW | 26 bar | 2,8 m/min | +0,20 mm | 18 kHz |
| 6,0 mm | 12 kW | 28 bar | 2,2 m/min | +0,22 mm | 20 kHz |
Il servizio di taglio laser dell'acciaio zincato può risolvere il problema della vaporizzazione dello zinco nei pezzi con fori multipli?
Il taglio laser di precisione per strutture con fori multipli e fittamente impacchettate è piuttosto soggetto a deformazioni, principalmente a causa del rapido accumulo di calore. Un servizio di taglio laser per acciaio zincato di comprovata efficacia, che utilizza uno speciale algoritmo di taglio ad anello, intricato e disordinato, mantiene l'aumento di temperatura al di sotto dei 65 °C, garantendo così una planarità dei pezzi con fori multipli pari o inferiore a 0,1 mm , risolvendo così le complesse problematiche di lavorazione tipiche delle geometrie complesse.
Questioni chiave nella lavorazione di fori multipli
- Deformazione da accumulo di calore: il taglio normale e ininterrotto tende a far accumulare rapidamente calore tra i fori. Ciò può bruciare il rivestimento di zinco e successivamente portare alla deformazione termica del pezzo .
- Difetti di bruciatura secondari: quando il raggio laser si riflette, può segnare o danneggiare lo strato di zinco sul retro della lamiera, indebolendo così la continuità dell'intero strato anticorrosione.
Approccio per il controllo della deformazione in queste geometrie:
Applicando un algoritmo di gestione dell'accumulo termico, il flusso di lavoro CAM può suddividere i percorsi di taglio continui in segmenti di lavorazione separati, trasformando di fatto un unico movimento lungo in una serie di cicli discreti. Ciò garantisce un tempo sufficiente per la dissipazione locale del calore e contribuisce a mantenere stabile il materiale durante la lavorazione. Inoltre, una maschera a nido d'ape sfalsata in rame puro con matrice di punti riduce gli effetti di rimbalzo del fascio, sopprimendo così le bruciature secondarie. Con questa configurazione, la planarità del pezzo migliora del 60% rispetto allo standard del settore. È particolarmente adatta per pannelli a rete perforata e anche per pezzi in acciaio zincato personalizzati con fessure strette e contorni irregolari.

Figura 3: Primo piano di un componente in acciaio zincato con molteplici fori tagliati con precisione al laser.
In che modo i componenti in acciaio zincato personalizzati, ottimizzati tramite DFM, riducono il costo totale di approvvigionamento?
Una revisione DFM (Design for Manufacturing) a livello ingegneristico professionale può prevenire oltre il 90% dei difetti di progettazione ancor prima della realizzazione dei prototipi . Grazie a componenti in acciaio zincato personalizzati di alta qualità, i team possono avvalersi di soluzioni gratuite per l'ottimizzazione dei disegni, con un conseguente aumento dell'utilizzo dei materiali dell'8-12%, un fattore che contribuisce in modo significativo a ridurre i costi totali di approvvigionamento.
Difetti comuni di processo nella progettazione dei disegni
- Deviazione nell'adattamento dei parametri: Alcuni ingegneri dimenticano la dimensione del punto del raggio laser di 0,2 mm e non tengono conto adeguatamente della natura riflettente dell'acciaio zincato. Il risultato sono disegni che risultano, in un certo senso, non adatti alla produzione di massa , anche se il CAD sembra corretto.
- Grave spreco di materiale: quando il layout non è corretto, aumenta gli scarti, riduce la materia prima utilizzabile e fa lievitare i costi unitari di approvvigionamento, a volte senza che nessuno se ne accorga fino a un secondo momento.
Logica di ottimizzazione DFM e di riduzione dei costi
Grazie all'approccio di ottimizzazione dell'utilizzo dei materiali, gli ingegneri senior possono mettere a punto parametri critici come il diametro interno del foro e le scanalature di tolleranza per la piegatura. Inoltre, una disposizione intelligente che utilizza bordi condivisi riduce le perdite dovute ai tempi morti e gli sprechi di materiale. Una volta definito il piano di taglio laser ottimizzato per i componenti personalizzati , il vantaggio derivante dalla riduzione dei costi delle materie prime si traduce direttamente in prezzi più competitivi per il prodotto finito , consentendo alle aziende di conquistare più rapidamente quote di mercato.
Figura 4: Pallet carichi di lamiere rettangolari in acciaio zincato, alcune forate, in uno stabilimento.
Quali variabili di prezzo influenzano i preventivi per il servizio di taglio laser dell'acciaio zincato?
Il fulcro di questa richiesta di preventivo non è solo il prezzo unitario , ma anche una valutazione completa dei costi del gas, dell'efficienza di ottimizzazione del taglio e delle successive fasi di post-elaborazione. Un servizio professionale di taglio laser dell'acciaio zincato solitamente fornisce una ripartizione dei costi completamente trasparente ed evita qualsiasi costo nascosto, consentendo così agli acquirenti di gestire il proprio budget con maggiore precisione, anche in caso di modifiche all'ambito del progetto.
Principali fattori di costo menzionati in un preventivo
- Costi dei gas ausiliari: il taglio ad aria compressa può sembrare economico a prima vista, ma le successive operazioni di molatura fanno lievitare i costi di oltre il 30%, mentre il taglio con azoto ad alta purezza tende a evitare la post-lavorazione , quindi il costo totale risulta generalmente inferiore.
- Costi di efficienza produttiva: la produzione automatizzata, che funziona 24 ore su 24, 7 giorni su 7, può uniformare e ridurre i costi unitari di lavorazione di circa il 15% , un risultato di gran lunga migliore rispetto alla produzione manuale discontinua.
Garanzia di prezzi trasparenti:
Grazie a un sistema di chiarimento della struttura dei costi, il servizio di taglio laser dell'acciaio zincato consente un controllo efficiente dei costi di taglio industriale . Offre una struttura di prezzi modulare, che include materie prime, tempo macchina, consumo di gas e costi di controllo qualità , senza costi nascosti, semplificando la gestione e la tracciabilità dei budget di approvvigionamento.
Dati effettivi sui costi e sulle prestazioni di quattro tipologie di processi di taglio durante l'intero ciclo di vita.
| Tipo di processo di taglio | Costo di lavorazione per singolo pezzo (USD) | Costo di post-elaborazione (USD) | Tasso di scarto mensile | Durata di vita del pezzo | Valutazione complessiva del rapporto costo-efficacia |
| Taglio laser ad aria | 0,85 | 0,62 | 8,4% | 1-2 anni | 42 punti |
| Taglio con ossigeno ordinario | 0,92 | 0,45 | 5,1% | 2-3 anni | 58 punti |
| Taglio convenzionale con azoto | 1.15 | 0,18 | 2,3% | 5-8 anni | 76 punti |
| Taglio ad azoto pulsato ad alta frequenza di LS Manufacturing | 1.18 | 0,02 | 0,0% | Oltre 25 anni | 96 punti |
| Processo medio del settore | 1.02 | 0,35 | 4,6% | 3-5 anni | 65 punti |
Metodi di lavorazione economici e di qualità inferiore spesso comportano costi di riparazione e spese di gestione sinistri più elevati in futuro, con conseguenze potenzialmente più dannose che vantaggiose . Se avete esigenze di acquisto all'ingrosso, potete inviare direttamente i parametri richiesti per ottenere un preventivo personalizzato e trasparente , calcolato gratuitamente e comprensivo del costo totale del servizio di taglio laser dell'acciaio zincato.
Perché scegliere LS Manufacturing come fornitore leader di componenti in acciaio zincato personalizzati?
Scegliere un fornitore affidabile come partner strategico a lungo termine significa sostanzialmente ottenere la garanzia di una produzione di alta qualità a 360 gradi, grazie a un centro di lavoro da 10.000 watt, una pianificazione flessibile della produzione e un team di ingegneri davvero competente . Avere componenti in acciaio zincato personalizzati e ben realizzati pone le basi solide e stabili per la stabilità della catena di fornitura.
Forza produttiva e di consegna
- Ampia capacità produttiva: grazie a un moderno stabilimento di 20.000 m², è in grado di passare agevolmente dalla produzione di prototipi alla produzione su larga scala, anche di centinaia di migliaia di unità , adattandosi al contempo alle diverse esigenze degli ordini.
- Copertura del rischio di prezzo: manteniamo una riserva strategica di materie prime che garantisce un servizio di blocco dei prezzi per 6-12 mesi , riducendo così il rischio di picchi di costo dovuti alle fluttuazioni dei prezzi dell'acciaio e dello zinco.
Vantaggi dei servizi di ricerca e sviluppo collaborativi
Siamo profondamente integrati nel sistema collaborativo di ricerca e sviluppo ESI del cliente e ci avvaliamo di un servizio professionale di taglio laser dell'acciaio zincato, unitamente a consolidate capacità di piegatura di precisione dei metalli . Questo ci permette di bilanciare al meglio il miglioramento dei processi, la gestione dei costi e l'efficienza delle consegne. Inoltre, garantiamo risposte 24 ore su 24, 7 giorni su 7, per gli ordini urgenti, mantenendo la linea di assemblaggio del cliente operativa senza interruzioni. In qualità di produttori affidabili di taglio laser personalizzato, continuiamo a supportare i nostri partner di lunga data con garanzie di consegna e stabilità qualitativa.
Caso di studio: Connettori in acciaio zincato LS Manufacturing per il gigante dell'energia pulita
I componenti per centrali fotovoltaiche esterne sono sottoposti a condizioni estreme, come l'esposizione al vento marino , all'intensa luce solare diretta e al ciclo alternato di pioggia e umidità. Pertanto, la resistenza alla corrosione deve essere di altissimo livello e la precisione del processo di taglio dell'acciaio zincato deve essere estremamente elevata. Tuttavia, i metodi di taglio tradizionali spesso causano difetti di produzione. In questo progetto, grazie all'utilizzo di una sofisticata tecnologia di taglio laser, questo problema tipico del settore è stato sostanzialmente risolto, offrendo una soluzione di riferimento consolidata per la lavorazione su larga scala di componenti per impianti fotovoltaici esterni.
Sfide del cliente:
Un grande progetto di centrale fotovoltaica a terra all'estero, appartenente a una delle principali aziende internazionali nel settore delle energie rinnovabili, utilizza connettori in acciaio zincato a caldo Z275 dello spessore di 4,0 mm . Il fornitore iniziale ha optato per un metodo di taglio ad aria relativamente economico, con conseguente accumulo di scorie dure sui bordi tagliati e grave compromissione della precisione di assemblaggio. Circa tre mesi dopo l'inizio dei lavori, la corrosione si è estesa sui bordi dei fori di taglio dei connettori e lo strato di rivestimento anticorrosivo si è completamente deteriorato . L'azienda si è quindi trovata a dover affrontare richieste di risarcimento danni per milioni di dollari e seri rischi di fermo impianto. Era quindi urgente trovare una soluzione di lavorazione affidabile e un fornitore stabile.
Soluzione di produzione LS:
- Dopo diverse indagini e analisi in loco, il team di ingegneri di LS Manufacturing ha praticamente abbandonato il vecchio metodo di taglio ad aria e ha progettato invece un sistema di taglio ad azoto ad altissima pressione e pulsazione ad alta frequenza da 12 kW, per la lavorazione standardizzata di componenti in acciaio per le nuove energie.
- Grazie al nostro approccio di compensazione profonda a fuoco dinamico, sviluppato internamente, il punto critico di taglio viene bloccato con estrema precisione, consentendo una rapida rimozione dell'acciaio fuso, ma mantenendo la temperatura di taglio al di sotto del limite di ablazione dello strato di zinco.
- Allo stesso tempo , viene realizzato un meccanismo di ispezione ottica bidimensionale completo , utilizzato per tracciare i parametri della zona termicamente alterata pezzo per pezzo, lotto per lotto, in modo che i pezzi difettosi non lascino lo stabilimento e il flusso di lavoro sia allineato alle aspettative della produzione di massa.
Risultati del progetto:
I 55.000 connettori prodotti in questo lotto hanno superato un test di nebbia salina ultra neutra di 1000 ore e, alla fine, il tasso di scarto è sceso dall'8,4% allo 0%. Anche l'efficienza dell'assemblaggio in loco è aumentata del 45%. Questa modifica del processo ha permesso al cliente di risparmiare diversi milioni di dollari legati ai reclami e ha inoltre esteso la durata di servizio all'aperto delle apparecchiature a 25 anni. Grazie alla qualità e alle prestazioni di consegna costanti, entrambe le parti hanno infine firmato un accordo di fornitura strategico a lungo termine della durata di 3 anni .
Questo caso pratico conferma quindi la stabilità e l'affidabilità dei processi personalizzati di alta gamma. Per le vostre esigenze specifiche in materia di sistemi per le nuove energie e attrezzature per esterni, caricate i disegni del vostro progetto e vi forniremo una soluzione di produzione in serie su misura, corredata da un preventivo accurato per i vostri componenti in acciaio zincato personalizzati.

FAQ
D1: Il taglio laser dell'acciaio zincato può davvero gestire lamiere di spessore elevato senza bruciare il rivestimento di zinco?
Presso LS Manufacturing utilizziamo un esclusivo metodo di raffreddamento ad azoto ad altissima pressione, abbinato a precise regolazioni di messa a fuoco, per garantire la stabilità del processo. L'impianto è in grado di lavorare lamiere di acciaio zincato fino a 6,0 mm di spessore senza alcuna deformazione da calore o bruciatura dello zinco sulla linea di taglio . Durante l'intero processo, la temperatura viene mantenuta estremamente controllata per preservare la resistenza alla corrosione del materiale di base.
D2: Qual è la quantità minima d'ordine, MOQ, per il taglio laser di pezzi personalizzati?
Il marchio adotta un approccio produttivo flessibile, pertanto non esiste un quantitativo minimo d'ordine (MOQ) rigido per i componenti industriali personalizzati. Siamo in grado di gestire lo sviluppo di prototipi, la produzione di piccoli lotti di prova e anche la produzione su larga scala, raggiungendo centinaia di migliaia di unità , adattandoci in modo fluido alle diverse tempistiche di ricerca e sviluppo e alle esigenze di produzione.
D3: Come vi assicurate che le tolleranze di precisione del taglio laser corrispondano ai requisiti di ingegneria automobilistica?
Ci affidiamo a una piattaforma di taglio di alta precisione importata dalla Svizzera e a un sistema di controllo a circuito chiuso che utilizza un righello a reticolo. I parametri di taglio vengono calibrati in tempo reale durante il funzionamento, il che consente di mantenere le tolleranze di lavorazione per elementi complessi , come aperture rotonde e bordi irregolari, entro ±0,03 mm. In pratica, quindi, il sistema soddisfa gli standard di precisione della produzione automobilistica, senza le solite derive.
D4: L'utilizzo della vostra lamiera zincata per il taglio laser causerà contaminazione incrociata o danni da riflessione posteriore?
No, questo tipo di problemi non si verificheranno. La macchina è dotata di un generatore laser dedicato anti-riflesso e utilizza un supporto a matrice di punti di rame sfalsati, in modo che la riflessione del raggio sia praticamente bloccata e lo strato di zinco posteriore non si bruci. Pertanto, non vi è contaminazione incrociata durante l'intero processo e la qualità del pezzo rimane costante.
D5: Posso ottenere una semplice valutazione DFM prima di acquistare da un produttore di componenti in acciaio zincato su misura?
Sì, è sufficiente inviare i disegni di progetto in formato STEP, DXF o altri formati. Un ingegnere di processo senior effettuerà un'analisi completa del processo entro 24 ore , dopodiché fornirà un report gratuito di valutazione della fattibilità produttiva, corredato da suggerimenti per il miglioramento, in modo che possiate apportare le modifiche necessarie prima dell'inizio della produzione.
D6: Quali sono i tempi di consegna tipici per lotti urgenti da un produttore di taglio laser personalizzato ?
Disponiamo a magazzino di lamiere in acciaio zincato DX51D e SGCC, standard di mercato. Grazie alla produzione automatizzata multi-stazione attiva 24 ore su 24, 7 giorni su 7, i prototipi possono essere spediti per via aerea in sole 48 ore , una soluzione ideale quando le tempistiche sono ristrette.
D7: Eseguite anche lavorazioni di finitura secondaria come piegatura e saldatura dopo il taglio laser dell'acciaio zincato?
Sì, offriamo una sorta di servizio completo di lavorazione della lamiera, dall'inizio alla fine. La nostra struttura comprende diversi centri di piegatura flessibile a controllo numerico e linee di produzione robotizzate per la saldatura di precisione. Ciò significa che la tranciatura, la piegatura, la rivettatura e la saldatura possono essere eseguite in sequenza , dopodiché spediamo direttamente i pezzi finiti.
D8: Come posso ottenere un preventivo immediato per il mio servizio di taglio laser di precisione ad alto volume?
Una volta che il cliente avrà inserito i dettagli essenziali del progetto e caricato i disegni tecnici, un responsabile di progetto B2B dedicato calcolerà rapidamente i costi dei materiali, dei tempi di lavorazione e della manodopera , elaborando immediatamente un preventivo completo, modulare e personalizzato, senza costi nascosti.
Riepilogo
Il taglio laser di lamiere di acciaio zincato è un processo di precisione che integra diverse discipline. Problemi come l'ablazione dello strato di zinco, la corrosione dei bordi di taglio e la deriva dimensionale, che si manifestano con i metodi di lavorazione più datati, derivano generalmente da parametri di processo non controllati in modo adeguato e da un controllo qualità non sufficientemente accurato.
Grazie alla tecnologia a micropulsazioni ad alta frequenza e al controllo del gas ad alta pressione e purezza di LS Manufacturing, oltre a un sistema completo di controllo qualità, siamo riusciti a superare le tipiche problematiche del settore relative alla lavorazione di precisione e alla resistenza alla corrosione a lungo termine. In questo modo, i componenti personalizzati possono essere precisi e al contempo resistere all'esposizione agli agenti atmosferici esterni nel tempo. Quando le aziende si affidano a servizi di lavorazione di alta qualità, ciò contribuisce generalmente ad accorciare i cicli di ricerca e sviluppo, a ridurre i costi operativi e a migliorare la qualità del prodotto finale, supportando di conseguenza la competitività della catena di fornitura.
Non lasciate che la ruggine prematura comprometta i vostri importanti asset di ingegneria! Che siate ancora in fase di sviluppo prodotto o che riscontriate instabilità nella catena di fornitura, i servizi professionali di taglio laser dell'acciaio zincato possono risolvere questi problemi in modo più efficiente. Caricate i disegni in formato STEP, IGS o DXF per ottenere una valutazione DFM gratuita e un preventivo modulare, 24 ore su 24. Sfruttiamo tecnologie all'avanguardia per aiutarvi a migliorare la qualità del prodotto, ridurre i costi e rafforzare la vostra competitività sul mercato.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


