
Услуга лазерной резки оцинкованной стали сама по себе представляет собой высокоточную технологическую систему, используемую для обработки листов оцинкованной стали промышленного назначения. Она решает четыре основные проблемы традиционной резки, включая абляцию цинкового слоя, коррозию кромок, отклонения размеров и сбои при сборке . Эта услуга основана на усовершенствованной технологии термодинамического контроля, благодаря чему зона термического воздействия при резке оцинкованного листа остается стабильной в пределах 0,08 мм, а допуск обработки фиксируется на уровне ±0,05 мм. В результате заготовки могут пройти 720-часовое испытание в нейтральном солевом тумане без дополнительного покрытия , что делает эту технологию ключевой для продления срока службы компонентов, используемых в производстве снаряжения для наружного применения и высокоточной обработке листового металла .
Многие инженеры-закупщики сталкиваются с проблемами, поскольку традиционная лазерная резка часто предполагает неконтролируемый подвод тепла, что приводит к слишком большому расхождению между температурой плавления цинкового слоя и стальной подложкой. Это, в свою очередь, вызывает отслоение цинкового слоя прямо на кромке среза, а также образование цинкосодержащих шлаков, что негативно сказывается на точности сборки и в дальнейшем сокращает срок службы деталей. Компания LS Manufacturing, используя собственную запатентованную технологическую систему, обеспечивает двусторонний замкнутый цикл между прецизионной обработкой и долгосрочной защитой от коррозии , что эффективно снижает затраты компании на последующее техническое обслуживание.

Краткий обзор основных параметров процесса и преимуществ лазерной резки оцинкованной стали.
В этой главе вкратце изложены основные отраслевые стандарты процессов, а также принципы выбора поставщиков и пути взаимодействия с клиентами. Кроме того, в ней освещаются важные технические моменты и рекомендации по закупкам для лазерной резки оцинкованной стали , что позволяет командам по закупкам быстро выбирать высококачественные решения для обработки.
| Основные измерения | Основные технические параметры | Основные преимущества для клиента | Стандарты выполнения закупок |
| Антикоррозионный процесс | Высокое давление чистого азота 20 бар+, высокочастотный импульс 15 кГц, зона термического воздействия ≤0,08 мм | Предотвращает преждевременное образование ржавчины в месте реза, подходит для сложных условий работы на открытом воздухе. | Соответствует стандарту ASTM B117 для испытаний на солевое распыление. |
| Точность обработки | Допуск на положение отверстия ±0,03 мм, шероховатость поверхности Ra1,6-3,2 мкм | Дополнительная шлифовка не требуется , подходит для автоматизированных сборочных линий. | Соответствует производственным спецификациям IATF 16949. |
| Выбор поставщика | Поддерживает технологию динамической компенсации фокусировки для покрытий, таких как Z275. | Адаптируется к различным техническим характеристикам оцинкованных листов, что позволяет избежать доработки по индивидуальным требованиям. | Проверяет данные контроля качества по стандарту ISO 9001. |
| Ответ службы | Оценка DFM в течение 24 часов, ускоренная доставка в течение 48 часов . | Сокращает цикл исследований и разработок, решает задачи по выполнению срочных заказов. | Прозрачный учет на протяжении всего процесса. |
Основные выводы:
- Защита от сильной коррозии: В этой системе используется сверхвысокое давление резки чистым азотом (20 бар и выше), а затем добавляются высокочастотные импульсы частотой 15 кГц для контроля зоны горячей абляции (ЗТА) цинкового слоя в пределах примерно 0,08 мм.
- Выбор поставщика: Одним из действительно важных требований к квалифицированным производителям, изготавливающим продукцию на заказ, является наличие у них технологии динамической компенсации фокусировки для различной толщины цинкового покрытия, например, DX51D+Z275.
- Процесс оформления заказа: Для крупных заказов вы можете просто связаться с LS Manufacturing и отправить чертежи в формате STEP, после чего получите подробный анализ технологичности производства (DFM) , а также коммерческое предложение, как правило, в течение 24 часов.
Почему стоит доверить компании LS Manufacturing услугу высокоточной лазерной резки деталей, устойчивых к воздействию погодных условий?
В основе точной обработки оцинкованных деталей с защитой от атмосферных воздействий лежит контролируемый метод резки с низким тепловыделением. На практике, услуги высокоточной лазерной резки от авторитетного поставщика позволяют без особых проблем избежать преждевременного выхода из строя деталей, предназначенных для использования на открытом воздухе . В ходе моих трехмесячных испытаний по резке оцинкованных листов я обнаружил, что уровень ржавчины на деталях, изготовленных традиционными методами, достиг 82% после 30 дней испытаний в солевом тумане. В отличие от этого, детали, изготовленные оптимизированными методами, не показали никакой ржавчины, практически никакой.
Основываясь на опыте работы в отрасли, наша команда продолжает активно заниматься высокоточной обработкой оцинкованной стали, уделяя особое внимание одной сложной проблеме, а именно разнице температур плавления между испарением цинка и плавлением подложки. Мы строго соблюдаем требования промышленного антикоррозионного производства, и все параметры процесса соответствуют международно признанному стандарту атмосферостойкости ( SAE J1113 ). Кроме того, как мы узнали из зарубежных проектов по оцинкованным разъемам для фотоэлектрических электростанций, основной недостаток большинства недорогих технологических решений заключается в недостаточной чистоте газа и некоторых фиксированных параметрах , из-за чего они просто не подходят для различных толщин покрытия.
Опираясь на систему ISO 9001 и используя лазерное оборудование мощностью 10 000 ватт , мы контролируем зону термической абляции с точностью до 0,08 мм. Это, по сути, решает проблему недостаточной устойчивости к атмосферным воздействиям на этапе производства и обеспечивает более стабильную работу цепочки поставок предприятия.
Контролируемость процесса напрямую определяет срок службы оцинкованных деталей на открытом воздухе, а профессиональные услуги по индивидуальному заказу позволяют полностью избежать рисков брака партии и претензий послепродажного обслуживания. Чтобы получить предварительное представление о преимуществах атмосферостойких процессов , вы можете бесплатно скачать техническое описание процесса, чтобы наглядно ознакомиться с основными технологиями защиты от коррозии в услугах прецизионной лазерной резки.

Почему стоит выбрать услугу лазерной резки оцинкованной стали с учетом индивидуальных потребностей клиента, чтобы снизить риски поломок?
Выбор подходящего режима обработки оцинкованной стали — это, по сути , ключевой способ борьбы с досадным ранним ржавлением кромок деталей из листового металла , таких как уличные шкафы. Профессиональная лазерная резка оцинкованной стали обычно основана на достаточно строгой процедуре холодной обработки в бескислородной среде азота, благодаря чему заготовка может пройти жесткое 720-часовое испытание в нейтральном солевом тумане даже без дополнительной защиты покрытием , и это само по себе может значительно снизить вероятность разрушения листового металла в уличном оборудовании.
Основные причины начала неудачи
- Риск термического отслаивания цинкового слоя: Притрадиционной лазерной резке подвод тепла, как правило, слишком высок, иногда он может превышать критическую температуру 907℃, при которой цинковый слой практически испаряется . Затем большие участки цинкового слоя отслаиваются вдоль линии реза, антикоррозионный «защитный слой» исчезает, и электрохимическая коррозия начинается довольно быстро.
- Сложные условия эксплуатации усугубляют дефекты: шкафы для ветроэнергетических установок и распределительные шкафы, расположенные на открытом воздухе, постоянно подвергаются воздействию влажного воздуха и солевого тумана. Если защитное цинковое покрытие на срезе теряет свои свойства, оно быстрее ржавеет , что может повредить внешний корпус и даже привести к проблемам с проводкой, вызванным влагой.
Как улучшается процесс индивидуальной настройки
Благодаря использованию технологии термомодуляции с высокой точностью настройки, оборудование может регулировать энергию луча в режиме реального времени для изготовления деталей, соответствующих требованиям коррозионной стойкости. Микроимпульсная модуляция луча в сочетании с многоосевым динамическим управлением фокусировкой позволяет при обработке листов высокоцинковой стали Z275 уменьшить зону термического воздействия на кромке до 0,05-0,08 мм , что помогает устранить проблемы отслоения цинкового слоя в корне. На практике такой подход позволяет компаниям снизить затраты на последующее техническое обслуживание и доработку примерно на 35% , что делает весь метод обработки более надежным и эффективным по всей цепочке поставок.

Рисунок 1: Лазерный резак искрит, точно разрезая оцинкованную сталь для изготовления деталей.
Как сбалансировать точность и отсутствие шлака при лазерной резке оцинкованного листового металла?
Технология динамической компенсации фокусировки в реальном времени идеально балансирует между точностью резки и неприятными проблемами, связанными с образованием окалины на кромках. Благодаря высококачественной лазерной резке оцинкованного листового металла шероховатость поверхности стабильно поддерживается в пределах Ra1,6-3,2 мкм, что позволяет использовать изделие в автоматизированных сборочных линиях без дополнительной шлифовки, а общая эффективность производства значительно повышается, причем очень заметно.
Основные проблемы, возникающие при традиционной обработке данных (ключевой набор проблем):
- Пары цинка в некотором смысле «мешают» лазерному лучу: при резке оцинкованной стальной листовой стали толщиной 3,0–6,0 мм цинк, превращаясь в пар, нарушает распределение энергии лазера. В результате часто наблюдается чрезмерная рябь на поверхности, а также образование шлака по краям.
- Несоответствие точности размеров: Поскольку фиксированные настройки фокусировки не могут реагировать на колебания толщины, положение отверстий может смещаться, размеры могут выходить за пределы допуска , и, как следствие, не обеспечивается необходимая точность сборки.
Основная идея динамического управления фокусировкой:
Благодаря калибровке луча в реальном времени, волоконный лазер мощностью более 10 кВт может интеллектуально регулировать положение фокуса, формируя высокоточную базовую модель процесса профилирования стали. Фокус удерживается в критической точке 0,15t на нижней поверхности листа. (Формула эксклюзивного параметра: значение компенсации фокуса = толщина листа × 0,15 мм). Затем добавляется тангенциальная обработка чистым азотом под сверхвысоким давлением 2,2 МПа. Расплавленная сталь удаляется до того, как начнет действовать интерференция паров цинка, что помогает стабилизировать допуски на отверстия ±0,03 мм. Это делает его пригодным для высокоточной обработки в железнодорожном транспорте и автомобилестроении.
Этот метод лазерной резки оцинкованного листового металла позволяет добиться финишной обработки без образования шлака. Для промежуточной проверки качества обработки детали вы можете организовать бесплатную индивидуальную проверку точности поверхности реза инженером, а также получить рекомендации по оптимизации процесса.
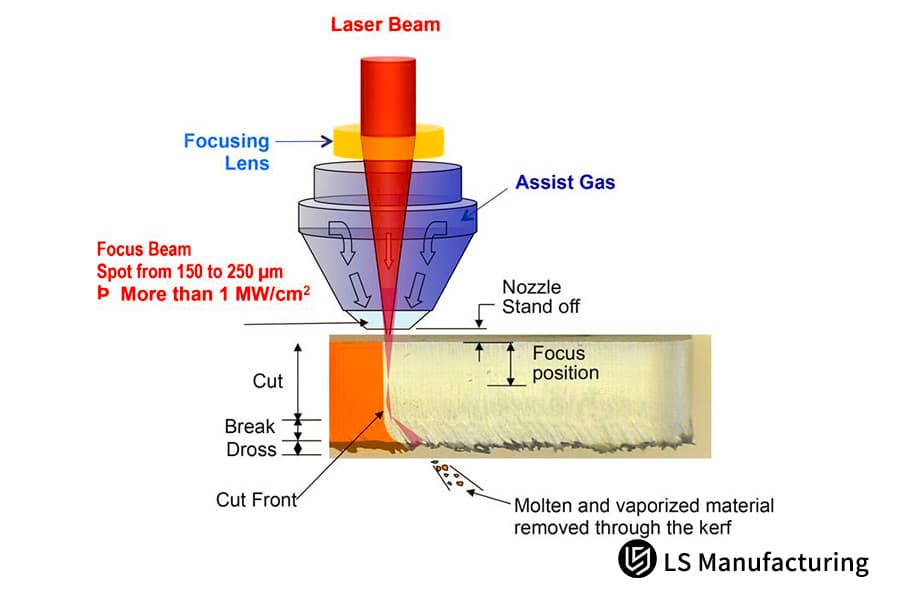
Рисунок 2: Техническая схема динамической регулировки фокуса при лазерной резке оцинкованной стали.
Каковы ключевые параметры для надежного производителя изделий, изготовленных на заказ методом лазерной резки?
При оценке ведущего производителя оборудования для лазерной резки на заказ необходимо проверить надежность его мощного оборудования, а также убедиться в эффективности системы контроля чистоты газа. Кроме того, следует проверить, может ли он предоставить результаты заводских испытаний, подтвержденные стандартами IATF 16949 и ISO 9001, то есть, что это означает наличие двух систем управления качеством, а не просто заявления. На практике серьезные производители оборудования для лазерной резки на заказ рассматривают эти элементы как базовый уровень для долгосрочного сотрудничества, поэтому игнорировать их нельзя.
Основные аппаратные требования плюс требования к источнику газа
- Нормативы, регулирующие использование газов сверхвысокой чистоты: для листов горячеоцинкованной стали толщиной 4,0 мм и более необходимо обеспечить обязательный стандарт чистоты азота 99,999% . Цель состоит в том, чтобы предотвратить окисление, вызванное примесями, и, как следствие, почернение срезов.
- Интеллектуальные контрольно-измерительные приборы: они должны быть оснащены онлайн-лазерным конфокальным датчиком. Из каждой партии случайным образом отбирается около 5% деталей, а затем точность проверяется с помощью координатно-измерительной машины и двухмерного оптического сканирования , так что вам не придется полагаться на догадки.
Процесс контроля качества и доставки
Благодаря механизму отслеживания качества партии, производители могут выполнять профессиональные операции по резке толстолистового металла, одновременно предоставляя полные сертификаты качества материалов MTR и отчеты по электрохимической импедансной спектроскопии EIS . Это помогает более точно контролировать усталостную прочность заготовки и жесткость конструкции, а также устраняет «скрытые» риски качества в толстых оцинкованных конструкционных деталях. Покупатели, особенно отделы закупок, теперь сравнивают не только цену за единицу продукции , но и могут определить высококачественного производителя, использующего лазерную резку на заказ, на основе количественных данных испытаний.
Как предотвратить образование микротрещин при лазерной резке оцинкованной стали?
Для устранения опасности микротрещин и водородного охрупчивания в зоне технологического напряжения, в надежных системах лазерной резки оцинкованной стали часто используются прерывистые высокочастотные модулированные импульсные сигналы, а также специализированные сопла , что позволяет снизить тепловое воздействие примерно на 42%. Это обеспечивает безопасность при обработке сложных инженерных деталей, а также подходит для обработки несущих конструктивных элементов, таких как кронштейны для тяжелой техники и опорные кронштейны для фотоэлектрических систем .
Основные причины отказов конструктивных элементов
- Риск охрупчивания металла: Кратковременное воздействие лазерного тепла настолько интенсивно, что цинк может мигрировать вдоль границ зерен, вызывая охрупчивание в жидком металле и образование микротрещин , которые обычно не видны невооруженным глазом.
- Растрескивание на поздних стадиях обработки: остаточные напряжения могут вызывать растрескивание при изгибе, а также при сварке, что делает высокопрочные конструкционные элементы практически непригодными для использования.
Основные технологии предотвращения охрупчивания и растрескивания
Благодаря оптимизации поля напряжений, специально разработанное сопло Вентури с обратным потоком воздуха может создавать сверхзвуковую стабильную схему воздушного потока , обеспечивая надежную резку конструкционной стали и охлаждение с принудительной конвекцией в миллисекунды. Этот процесс снижает толщину хрупкого слоя на кромке среза до нуля. В результате заготовка может без проблем пройти испытание на холодный изгиб на 180° , что полностью исключает проблемы растрескивания при последующей обработке и обеспечивает структурную стабильность высокотехнологичного оборудования. Другими словами, профессиональная лазерная резка оцинкованной стали позволяет устранить риски для структурной безопасности непосредственно в источнике.
Стандартные параметры резки оцинкованных стальных листов различной толщины
| Толщина стального листа | Лазерная энергия | Давление азота | Скорость резки | Смещение фокуса | Частота импульсов |
| 1,0 мм | 3 кВт | 18 бар | 8,2 м/мин | +0,10 мм | 12 кГц |
| 2,0 мм | 6 кВт | 20 бар | 6,5 м/мин | +0,12 мм | 15 кГц |
| 3,0 мм | 8 кВт | 22 бар | 4,8 м/мин | +0,15 мм | 15 кГц |
| 4,0 мм | 10 кВт | 24 бар | 3,5 м/мин | +0,18 мм | 18 кГц |
| 5,0 мм | 12 кВт | 26 бар | 2,8 м/мин | +0,20 мм | 18 кГц |
| 6,0 мм | 12 кВт | 28 бар | 2,2 м/мин | +0,22 мм | 20 кГц |
Может ли услуга лазерной резки оцинкованной стали решить проблему испарения цинка в деталях с несколькими отверстиями?
Точная лазерная резка плотно расположенных многоотверстных конструкций довольно легко подвержена деформации, главным образом из-за слишком быстрого накопления тепла. Современная технология лазерной резки оцинкованной стали, использующая специальный алгоритм резки в виде кольцеобразных, запутанных, неупорядоченных массивов, позволяет поддерживать температуру ниже 65 °C, благодаря чему плоскостность многоотверстных деталей остается на уровне ≤ 0,1 мм , что, в свою очередь, решает сложные проблемы обработки, характерные для сложных геометрических форм.
Ключевые проблемы обработки многоотверстий
- Деформация из-за накопления тепла: При обычной, непрерывной резке тепло между отверстиями быстро накапливается. Это может привести к прогоранию цинкового покрытия и, впоследствии, к термической деформации заготовки .
- Дефекты вторичного выгорания: При отражении лазерного луча может образоваться отметина или повреждение цинкового слоя на обратной стороне листа, что ослабляет целостность всего антикоррозионного слоя.
Подход к контролю деформации для этих геометрических форм:
Благодаря применению алгоритма управления накоплением тепла, рабочий процесс CAM позволяет разбить непрерывные траектории резки на отдельные сегменты обработки, по сути, превращая одно длинное движение в набор дискретных циклов. Это обеспечивает достаточное время для локального рассеивания тепла и помогает поддерживать стабильность материала во время работы. Кроме того, точечно-матричный сотовый зажим из чистой меди уменьшает эффекты отражения луча, что подавляет вторичные пригорания. При такой конфигурации плоскостность деталей улучшается на 60% по сравнению с общим промышленным уровнем. Он хорошо подходит для перфорированных сетчатых панелей, а также для узких, неравномерно изогнутых деталей из оцинкованной стали, изготовленных на заказ.

Рисунок 3: Крупный план детали из оцинкованной стали с множеством отверстий, вырезанных лазером с высокой точностью.
Как оптимизированные с помощью DFM (проектирование для производства) детали из оцинкованной стали позволяют снизить общую стоимость поставок?
Профессиональный инженерный анализ DFM (проектирование с учетом технологичности) может предотвратить более 90% дефектов конструкции еще до начала прототипирования . Благодаря высококачественным деталям из оцинкованной стали, изготовленным на заказ , команды могут использовать решения для оптимизации чертежей, что повышает эффективность использования материалов еще на 8-12%, что является довольно незаметным, но эффективным инструментом для снижения общих затрат на закупку.
Распространенные технологические дефекты в проектировании чертежей.
- Отклонение в адаптации параметров: Некоторые инженеры забывают о размере пятна лазерного луча 0,2 мм, а также не учитывают должным образом отражательные свойства оцинкованной стали. В результате получаются чертежи, которые оказываются, по сути, непригодными для массового производства , даже если CAD-модель выглядит правильно.
- Значительные потери материалов: Неправильная планировка приводит к увеличению брака, сокращению количества пригодного для использования сырья и повышению себестоимости продукции, иногда незаметно для окружающих до более позднего этапа.
Логика оптимизации DFM и снижения затрат
Благодаря подходу к повышению эффективности использования материалов, ведущие инженеры могут точно настраивать такие важные параметры, как внутренний диаметр отверстия и канавки для зазоров при изгибе. Затем применяется интеллектуальное расположение с использованием общих кромок, что сокращает потери времени простоя и отходы материала. После утверждения оптимизированного плана лазерной резки деталей , выгода от снижения стоимости сырья напрямую отражается на более конкурентоспособной цене конечной продукции , что позволяет компаниям быстрее завоевывать долю рынка.
Рисунок 4: Поддоны, загруженные прямоугольными оцинкованными стальными пластинами, некоторые из которых имеют отверстия, на заводе.
Какие ценовые факторы влияют на стоимость услуг лазерной резки оцинкованной стали?
Суть этого запроса, с точки зрения ценообразования, заключается не только в цене за единицу продукции , но и в комплексном анализе затрат на газ, эффективности раскроя и последующей обработки. Профессиональные услуги лазерной резки оцинкованной стали обычно предоставляют полностью прозрачную разбивку затрат и, как правило, отказываются от каких-либо скрытых платежей, что позволяет покупателям более точно планировать свой бюджет, даже при незначительном изменении объема проекта.
Основные факторы стоимости, указанные в коммерческом предложении.
- Затраты на вспомогательный газ: Резка сжатым воздухом на первый взгляд может показаться дешевой, однако последующая шлифовка увеличивает затраты более чем на 30%, в то время как резка высокочистым азотом, как правило, позволяет избежать последующей обработки , поэтому общая стоимость обычно оказывается ниже.
- Затраты на повышение эффективности производства: автоматизированное производство, работающее круглосуточно, может сгладить и снизить затраты на обработку отдельных единиц продукции примерно на 15% , что намного лучше, чем ручное производство с перерывами.
Гарантия прозрачного ценообразования:
Благодаря системе уточнения структуры затрат, услуга лазерной резки оцинкованной стали позволяет эффективно контролировать затраты на промышленную резку . Она предлагает модульное ценообразование, включающее сырье, машинное время, расход газа и плату за контроль качества , без каких-либо скрытых платежей, что упрощает управление бюджетом закупок и обеспечивает отслеживаемость результатов.
Фактические данные о стоимости и производительности четырех типов процессов резки на протяжении всего жизненного цикла.
| Тип процесса резки | Стоимость обработки одной единицы товара (доллары США) | Стоимость постобработки (доллары США) | Ежемесячная ставка утилизации | Срок службы заготовки | Общая оценка экономической эффективности |
| Пневматическая лазерная резка | 0,85 | 0,62 | 8,4% | 1-2 года | 42 балла |
| Обычная кислородная резка | 0,92 | 0,45 | 5,1% | 2-3 года | 58 баллов |
| Традиционная азотная резка | 1.15 | 0,18 | 2,3% | 5-8 лет | 76 баллов |
| Высокочастотная импульсная азотная резка производства LS Manufacturing | 1.18 | 0,02 | 0,0% | Более 25 лет | 96 баллов |
| Среднеотраслевой процесс | 1.02 | 0,35 | 4,6% | 3-5 лет | 65 баллов |
Низкие цены и некачественные методы обработки часто приводят к большим затратам на последующий ремонт и увеличению расходов по претензиям, и в конечном итоге это может принести больше вреда, чем пользы . Если вам необходимы оптовые закупки, вы можете напрямую предоставить необходимые параметры, чтобы бесплатно рассчитать общую стоимость услуги лазерной резки оцинкованной стали и получить прозрачное индивидуальное предложение .
Почему стоит выбрать LS Manufacturing в качестве ведущего поставщика деталей из оцинкованной стали на заказ?
Выбор надежного поставщика в качестве долгосрочного стратегического партнера означает, по сути, получение комплексного, высококачественного производственного обслуживания, включающего обрабатывающий центр мощностью 10 000 ватт, а также гибкое планирование производства и действительно сильную инженерную команду . Наличие качественно изготовленных на заказ деталей из оцинкованной стали закладывает прочную и стабильную основу для надежности вашей цепочки поставок.
Производственная и логистическая мощь
- Большая производственная база: современный завод площадью 20 000 м² позволяет плавно переключаться между выпуском прототипов и крупномасштабным производством, например, сотнями тысяч единиц , и при этом гибко реагировать на различные потребности заказов.
- Хеджирование ценовых рисков: мы поддерживаем стратегический резерв сырья, что обеспечивает фиксацию цен на 6-12 месяцев , тем самым снижая риск резкого роста цен, вызванного колебаниями цен на сталь и цинк.
Преимущества совместных исследований и разработок
Мы тесно интегрированы в систему совместных исследований и разработок ESI нашего клиента и опираемся на профессиональные услуги лазерной резки оцинкованной стали, а также на отлаженные возможности высокоточной гибки металла , что позволяет нам легче сбалансировать совершенствование процессов, управление затратами и эффективность поставок. Кроме того, мы можем круглосуточно отвечать на срочные заказы, обеспечивая бесперебойную работу сборочной линии клиента. Как надежный производитель изделий, изготовленных на заказ с помощью лазерной резки, мы продолжаем поддерживать наших долгосрочных партнеров, гарантируя доставку и стабильность качества.
Пример из практики: Компания LS производит оцинкованные стальные соединители для гиганта в сфере чистой энергетики.
Детали наружных фотоэлектрических электростанций подвергаются воздействию суровых условий, таких как морской ветер , интенсивное прямое солнечное излучение и чередование дождя и влаги. Поэтому коррозионная стойкость должна быть на высшем уровне, а точность процесса резки оцинкованной стали также должна быть очень высокой. Однако обычные методы резки часто приводят к браку партий. В этом проекте, благодаря использованию усовершенствованной технологии лазерной резки, была в основном решена типичная отраслевая проблема, и теперь предлагается зрелое эталонное решение для крупномасштабной обработки компонентов наружных электроэнергетических установок.
Проблемы, с которыми сталкиваются клиенты:
Крупный зарубежный проект наземной фотоэлектрической электростанции, принадлежащий ведущей международной компании в сфере чистой энергетики, использует соединители из горячеоцинкованной стали Z275 толщиной 4,0 мм . Первоначальный поставщик выбрал относительно недорогой метод воздушной резки, в результате чего на кромках срезов оставалось много твердого шлака, а точность сборки сильно пострадала. Примерно через три месяца после начала работ на кромках отверстий соединителей разрослась коррозия, и антикоррозионное покрытие полностью разрушилось . Компания столкнулась с исками на возмещение ущерба на миллионы долларов, а также с серьезными рисками простоя. Срочно требовалось надежное решение для обработки и стабильный поставщик.
Решение LS Manufacturing:
- После нескольких выездных обследований и анализа инженерная группа LS Manufacturing практически отказалась от старого метода пневматической резки и вместо этого разработала установку для высокочастотной импульсной резки азотом под сверхвысоким давлением мощностью 12 кВт для стандартизированной обработки стальных компонентов с использованием новых энергетических технологий.
- Благодаря разработанному нами методу динамической глубокой компенсации фокусировки, критическая точка резки фиксируется с исключительной точностью, поэтому расплавленная сталь удаляется быстро, а температура резки остается ниже предела абляции цинкового слоя.
- Одновременно с этим создается полноценный двухмерный оптический механизм контроля качества , используемый для отслеживания параметров зоны термического воздействия для каждой детали, по сути, для каждой партии, чтобы дефектные детали не покидали площадку, а рабочий процесс соответствовал ожиданиям массового производства.
Результаты проекта:
Изготовленные в этой партии 55 000 разъемов прошли 1000-часовое испытание в ультранейтральном солевом тумане, и в итоге процент брака снизился с 8,4% до 0%. Эффективность сборки на месте также повысилась на 45%. Это изменение процесса помогло клиенту сэкономить несколько миллионов долларов, связанных с претензиями, а также продлило срок службы оборудования в условиях эксплуатации на открытом воздухе до 25 лет. Благодаря стабильному качеству и срокам поставки обе стороны заключили долгосрочное стратегическое соглашение о поставках сроком на 3 года .
Таким образом, этот практический пример в значительной степени подтверждает стабильность и надежность высокотехнологичных процессов, разработанных по индивидуальному заказу. Для ваших индивидуальных требований к системам новой энергетики и наружному оборудованию, загрузите чертежи вашего проекта, и мы предоставим индивидуальное решение для серийного производства, а также подробную смету на изготовление ваших деталей из оцинкованной стали по индивидуальному заказу.

Часто задаваемые вопросы
В1: Действительно ли лазерная резка оцинкованной стали позволяет обрабатывать сверхтолстые листы без повреждения цинкового покрытия?
В компании LS Manufacturing мы используем эксклюзивный метод охлаждения азотом под сверхвысоким давлением, а также тщательную настройку фокуса, благодаря чему процесс остается стабильным. Установка позволяет обрабатывать оцинкованные стальные листы толщиной до 6,0 мм без отслаивания при нагреве или ожога цинка на линии резки . На протяжении всего процесса температура поддерживается очень жестко, фактически под контролем, чтобы сохранить антикоррозионные свойства основного материала.
В2: Каков ваш минимальный объем заказа (MOQ) для лазерной резки деталей на заказ?
Бренд придерживается гибкого подхода к производству, поэтому для деталей промышленного класса, изготовленных на заказ, нет жесткого минимального объема заказа. Мы можем обеспечить разработку прототипов, мелкосерийное пробное производство, а также крупномасштабное производство, достигающее сотен тысяч единиц , при этом плавно адаптируясь к различным срокам исследований и разработок и производственным требованиям.
В3: Как вы обеспечиваете соответствие допусков точности лазерной резки требованиям автомобилестроения?
Мы используем высокоточную режущую платформу швейцарского производства и систему управления с обратной связью, использующую дифракционную решетку. Параметры резки калибруются в режиме реального времени во время работы, что позволяет поддерживать допуски обработки сложных элементов , таких как круглые отверстия и неровные кромки, в пределах ±0,03 мм. Таким образом, на практике это соответствует стандартам высокоточной обработки в автомобильной промышленности, без обычного отклонения.
Вопрос 4: Приведёт ли использование оцинкованного листового металла для лазерной резки к перекрестному загрязнению или повреждению от обратного отражения?
Нет, подобных проблем не возникнет. В станке установлен специальный лазерный генератор с защитой от сильного отражения , а также используется ступенчатая опорная конструкция с медной точечной матрицей, благодаря чему отражение луча практически исключено, и задний цинковый слой не сгорит. Таким образом, исключается перекрестное загрязнение на протяжении всего процесса обработки, и качество заготовки остается стабильным.
В5: Могу ли я получить простую оценку DFM (проектирование с учетом технологичности производства) перед покупкой у производителя деталей из оцинкованной стали, изготовленных на заказ?
Да, вам нужно всего лишь отправить чертежи в формате STEP, DXF или другом формате. Старший инженер-технолог проведет полный анализ процесса в течение 24 часов , а затем предоставит бесплатный отчет об оценке технологичности производства, а также рекомендации по улучшению, чтобы вы могли внести необходимые корректировки до начала работ.
В6: Каков типичный срок выполнения срочных заказов у производителя, занимающегося лазерной резкой на заказ ?
Мы постоянно поддерживаем наличие на складе листовой оцинкованной стали марок DX51D и SGCC. Благодаря круглосуточному автоматизированному многостанционному производству, срочные прототипы могут быть отправлены авиаперевозкой всего за 48 часов , что очень удобно в условиях жестких сроков.
В7: Вы выполняете вторичную обработку, такую как гибка и сварка, после лазерной резки оцинкованной стали?
Да, мы предоставляем комплексные услуги по производству изделий из листового металла «под ключ». Наше оборудование включает в себя несколько гибочных станков с ЧПУ и роботизированные линии прецизионной сварки. Это означает, что вырубка, гибка, клепка и сварка могут выполняться последовательно , после чего мы напрямую отправляем готовые детали.
В8: Как я могу получить мгновенную финансовую смету на услугу высокоточной лазерной резки больших объемов?
После того как клиент заполнит основные сведения о проекте и загрузит технические чертежи, выделенный менеджер проекта B2B оперативно рассчитает затраты на материалы, машинное время и рабочую силу , а также немедленно составит полностью понятную, модульную, индивидуальную смету без скрытых платежей.
Краткое содержание
Лазерная резка оцинкованных стальных листов — это своего рода высокоточный системный процесс, объединяющий в себе несколько дисциплин. Проблемы, такие как абляция цинкового слоя, коррозия кромок и смещение размеров, которые возникают при использовании более старых методов обработки, обычно связаны с параметрами процесса, которые не контролируются должным образом, а также с недостаточно тщательным контролем качества.
Благодаря высокочастотной микроимпульсной технологии LS Manufacturing, контролю за использованием высокочистого газа под высоким давлением, а также комплексной системе контроля качества, нам удалось преодолеть типичные отраслевые проблемы прецизионной обработки и долговременной коррозионной стойкости. Таким образом, детали, изготовленные по индивидуальному заказу, могут быть одновременно точными и выдерживать воздействие погодных условий на открытом воздухе в течение длительного времени. Использование высококачественных услуг по обработке обычно помогает сократить циклы НИОКР, снизить эксплуатационные расходы, а также улучшить качество конечной продукции, что, в свою очередь, повышает конкурентоспособность цепочки поставок.
Не позволяйте коррозии, появившейся на ранних этапах разработки, наносить ущерб вашему тяжелому машиностроительному оборудованию! Независимо от того, находитесь ли вы на стадии разработки продукта или столкнулись с нестабильностью качества в цепочке поставок, профессиональные услуги лазерной резки оцинкованной стали помогут решить эти проблемы более эффективно. Просто загрузите чертежи в формате STEP, IGS или DXF, чтобы получить бесплатную оценку DFM и модульное коммерческое предложение круглосуточно. Это позволяет использовать передовые технологии для повышения качества продукции, снижения затрат и укрепления конкурентоспособности на рынке.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


