
تُعدّ خدمة القطع بالليزر للفولاذ المجلفن نظامًا دقيقًا بحد ذاته، يُستخدم لمعالجة صفائح الفولاذ المجلفن الصناعية حسب الطلب. تعالج هذه الخدمة أربع مشكلات رئيسية في القطع التقليدي، وهي: تآكل طبقة الزنك، وتآكل حواف القطع، والانحرافات في الأبعاد، وفشل التجميع . تعتمد هذه الخدمة على تقنية تحكم ديناميكي حراري متطورة، بحيث تبقى المنطقة المتأثرة بالحرارة أثناء قطع الصفائح المجلفنة ثابتة ضمن نطاق 0.08 مم، وبالتالي يتم تثبيت دقة المعالجة عند ±0.05 مم. ونتيجة لذلك، يمكن للقطع اجتياز اختبار رش الملح المحايد لمدة 720 ساعة دون الحاجة إلى طلاء إضافي ، مما يجعلها تقنية أساسية لإطالة عمر خدمة المكونات المستخدمة في المعدات الخارجية وهندسة الصفائح المعدنية الدقيقة .
يواجه العديد من مهندسي المشتريات مشكلاتٍ بسبب عدم التحكم في كمية الحرارة المُدخلة في عمليات القطع بالليزر التقليدية، مما يؤدي إلى اتساع الفجوة بين انصهار طبقة الزنك والركيزة الفولاذية. يُسبب هذا الوضع تقشر طبقة الزنك عند حافة القطع، بالإضافة إلى تراكم الخبث الغني بالزنك، وتؤثر هذه المشكلات سلبًا على دقة التجميع، وتُقصر لاحقًا من عمر خدمة الأجزاء. تُحقق شركة LS Manufacturing، باستخدام نظامها الخاص، حلقةً مغلقةً ثنائية الاتجاه بين التصنيع الدقيق والحماية طويلة الأمد من التآكل ، مما يُخفض بشكلٍ فعال نفقات الصيانة اللاحقة للشركة.

نظرة عامة سريعة على معايير العملية الأساسية وفوائد قطع الفولاذ المجلفن بالليزر
يُقدّم هذا الفصل ملخصًا موجزًا لمعايير العمليات الصناعية الأساسية، بالإضافة إلى كيفية اختيار الموردين ومسارات تحويل العملاء. كما يُسلّط الضوء على النقاط الفنية الهامة وإرشادات الشراء الخاصة بقطع الفولاذ المجلفن بالليزر ، مما يُسهّل على فرق المشتريات اختيار حلول معالجة عالية الجودة بسرعة.
| الأبعاد الأساسية | المعايير الفنية الرئيسية | الفوائد الأساسية للعملاء | معايير تنفيذ عمليات الشراء |
| عملية مقاومة الصدأ | غاز نيتروجين نقي عالي الضغط (أكثر من 20 بار)، نبضة عالية التردد (15 كيلوهرتز)، منطقة التأثير الحراري ≤ 0.08 مم | يمنع الصدأ المبكر عند القطع، وهو مناسب لظروف العمل الخارجية المعقدة. | يتوافق مع معيار اختبار رش الملح ASTM B117. |
| دقة التشغيل الآلي | تفاوت موضع الثقب ±0.03 مم، خشونة السطح Ra1.6-3.2 ميكرومتر | لا حاجة إلى عملية طحن ثانوية ، وهو مناسب لخطوط التجميع الآلية. | يتوافق مع مواصفات التصنيع IATF 16949. |
| اختيار المورد | يدعم تقنية تعويض التركيز الديناميكي للطلاءات مثل Z275. | يتكيف مع مواصفات متعددة للصفائح المجلفنة، مما يجنب الحاجة إلى إعادة العمل حسب الطلب. | يتحقق من بيانات فحص الجودة وفقًا لمعيار ISO 9001. |
| استجابة الخدمة | تقييم DFM خلال 24 ساعة، وتسليم سريع خلال 48 ساعة . | يختصر دورة البحث والتطوير، ويلبي احتياجات الطلبات العاجلة. | محاسبة شفافة للعملية بأكملها. |
أهم النقاط الرئيسية:
- قلب مقاوم للصدأ الشديد: يستخدم هذا النظام ضغطًا عاليًا للغاية، وقطعًا بمساعدة النيتروجين النقي عند 20 بار فأكثر، ثم يضيف نبضات عالية التردد 15 كيلو هرتز للحفاظ على منطقة التآكل الساخن (HAZ) لطبقة الزنك تحت السيطرة، في حدود 0.08 مم تقريبًا.
- اختيار المورد: أحد المتطلبات المهمة حقًا للمصنعين المؤهلين حسب الطلب هو ما إذا كان لديهم تقنية تعويض التركيز الديناميكي لسمك طلاء الزنك المتفاوت، على سبيل المثال DX51D+Z275.
- مسار التحويل: بالنسبة للطلبات ذات النية العالية، يمكنك ببساطة الاتصال بشركة LS Manufacturing لإرسال رسومات STEP، وبعد ذلك ستحصل على مراجعة شاملة للتصميم من أجل قابلية التصنيع (DFM) ، بالإضافة إلى عرض أسعار، عادةً في غضون 24 ساعة.
لماذا تثق بخدمة القطع بالليزر الدقيقة من LS Manufacturing لتصنيع قطع مقاومة للعوامل الجوية؟
يكمن جوهر المعالجة الدقيقة المقاومة للعوامل الجوية للأجزاء المجلفنة في أسلوب قطع دقيق ومنخفض الحرارة. ويمكن لخدمة القطع بالليزر الدقيقة التي يقدمها مزود خدمة موثوق أن تتجنب عمليًا مشاكل التلف المبكر للقطع الخارجية بسهولة تامة . في تجاربي التي استمرت ثلاثة أشهر وشملت عدة دفعات من القطع على الصفائح المجلفنة، لاحظت أن نسبة الصدأ في الأجزاء المصنعة بالطرق التقليدية ارتفعت إلى 82% بعد 30 يومًا من اختبار رش الملح. في المقابل، لم تظهر أي علامات صدأ على القطع المصنعة بالطرق المُحسّنة.
انطلاقًا من خبرتنا في هذا المجال، يحرص فريقنا على العمل بدقة متناهية في مجال تصنيع الفولاذ المجلفن، مع التركيز بشكل خاص على مشكلة أساسية، ألا وهي الفجوة في درجة انصهار الزنك بين تبخره وانصهار الركيزة. نلتزم التزامًا صارمًا بمتطلبات التصنيع الصناعية المقاومة للتآكل، وتتوافق جميع معايير العملية مع معيار التجوية المعترف به دوليًا ( SAE J1113 ). كما أن ما تعلمناه من مشاريع موصلات الجلفنة لمحطات الطاقة الشمسية الكهروضوئية في الخارج، يُشير إلى أن نقطة الضعف الرئيسية في معظم حلول المعالجة منخفضة التكلفة تكمن في عدم كفاية نقاء الغاز وثبات بعض معايير التركيز ، مما يجعلها غير مناسبة لسماكات الطلاء المختلفة.
بالاعتماد على نظام ISO 9001 واستخدام معدات ليزر بقدرة 10000 واط ، نتحكم في منطقة الاستئصال الحراري بدقة تصل إلى 0.08 مم. وهذا يعالج بشكل أساسي مشكلة مقاومة العوامل الجوية من جذورها، ويدعم استقرار سلسلة التوريد للمؤسسة بطريقة أكثر اتساقًا.
تُحدد إمكانية التحكم في العملية بشكل مباشر عمر خدمة الأجزاء المجلفنة في الظروف الخارجية، ويمكن للخدمات الاحترافية المُخصصة تجنب مخاطر إتلاف الدفعات ومطالبات ما بعد البيع تمامًا. لفهم مزايا العمليات المقاومة للعوامل الجوية بشكل أولي ، يُمكنكم تحميل ورقة العمل الخاصة بالعملية مجانًا لفهم تقنيات مقاومة الصدأ الأساسية لخدمات القطع بالليزر الدقيق.

لماذا تخصيص خدمة قطع الفولاذ المجلفن بالليزر لتقليل مخاطر الفشل؟
يُعدّ اختيار طريقة المعالجة المُخصصة المناسبة للفولاذ المجلفن عاملاً أساسياً في معالجة مشكلة الصدأ المُبكر المُزعجة على حواف الأجزاء المعدنية ، مثل الخزائن الخارجية. تعتمد خدمة القطع بالليزر الاحترافية للفولاذ المجلفن عادةً على عملية معالجة باردة صارمة وخالية من النيتروجين والأكسجين، مما يسمح للقطعة باجتياز اختبار رش الملح المحايد لمدة 720 ساعة حتى بدون أي طبقة حماية إضافية ، وهذا وحده كفيل بتقليل احتمالية تلف الصفائح المعدنية في المعدات الخارجية بشكل كبير.
الأسباب الرئيسية لبدء الفشل
- خطر تقشر طبقة الزنك بفعل الحرارة: فيعمليات القطع بالليزر التقليدية، تكون الحرارة المُدخلة عالية جدًا، وقد تتجاوز أحيانًا درجة الحرارة الحرجة البالغة 907 درجة مئوية، حيث تتبخر طبقة الزنك . عندئذٍ، تتقشر مساحات كبيرة من طبقة الزنك على طول خط القطع، وتختفي طبقة الحماية من التآكل، ويبدأ التآكل الكهروكيميائي بسرعة كبيرة.
- تؤدي ظروف التشغيل المعقدة إلى تفاقم العيوب: بالنسبة لخزائن طاقة الرياح والتوزيع الموجودة في الهواء الطلق، فإنها تتعرض باستمرار للهواء الرطب ورذاذ الملح. إذا فقدت الحافة المقطوعة طبقة الحماية من الزنك، فسوف تصدأ مبكرًا ، مما قد يُلحق الضرر بالغلاف الخارجي، بل وقد يؤدي إلى مشاكل في الأسلاك ناتجة عن الرطوبة.
كيف يتم تحسين العملية المخصصة
باستخدام تقنية التعديل الحراري المُضبوطة بدقة متناهية، يُمكن للجهاز تعديل طاقة الشعاع أثناء التشغيل لتصنيع مكونات مقطوعة ذات مقاومة عالية للتآكل. وبفضل تعديل شعاع النبضات الدقيقة والتحكم الديناميكي متعدد المحاور في التركيز، يُمكن عند معالجة صفائح الفولاذ عالي الزنك Z275، تقليص المنطقة المتأثرة بالحرارة عند حافة القطع إلى حوالي 0.05-0.08 مم ، مما يُساعد على التخلص من مشاكل تقشر طبقة الزنك من جذورها. عمليًا، يُمكن لهذا النهج أن يُساعد الشركات على خفض تكاليف الصيانة وإعادة العمل اللاحقة بنسبة 35% تقريبًا ، مما يجعل عملية المعالجة بأكملها ميزة أكثر متانة وموثوقية في جميع مراحل سلسلة التوريد.

الشكل 1: شرارات من قاطع الليزر أثناء قيامه بقطع الفولاذ المجلفن بدقة للحصول على أجزاء.
كيفية تحقيق التوازن بين الدقة وانعدام الخبث في قطع الصفائح المعدنية المجلفنة بالليزر؟
تُحقق تقنية تعويض التركيز الديناميكي في الوقت الفعلي توازناً مثالياً بين دقة القطع ومشاكل الشوائب المزعجة على الحواف. مع تقنية القطع بالليزر عالية الجودة للصفائح المعدنية المجلفنة ، يُمكن الحفاظ على خشونة السطح ثابتة عند مستوى Ra1.6-3.2 ميكرومتر، مما يُتيح دمجها مباشرةً في خطوط التجميع الآلية، دون الحاجة إلى عمليات تجليخ ثانوية، وبالتالي ترتفع كفاءة الإنتاج الإجمالية بشكل ملحوظ.
أبرز المشكلات في المعالجة التقليدية (مجموعة المشكلات الأساسية):
- يُعيق بخار الزنك شعاع الليزر: فعند قطع صفائح فولاذية مجلفنة بسماكة تتراوح بين 3.0 و6.0 ملم ، يُؤدي تحوّل الزنك إلى بخار إلى تعطيل توزيع طاقة الليزر. ونتيجةً لذلك، غالباً ما تُلاحظ تموجات سطحية مفرطة، بالإضافة إلى تراكم الخبث بالقرب من الحواف.
- عدم تطابق دقة الأبعاد: نظرًا لأن إعدادات التركيز الثابتة لا يمكنها الاستجابة لتقلبات السماكة، فقد تتغير مواضع الثقوب، ويمكن أن تنحرف الأبعاد عن حدود التسامح ، وبالتالي فإنها تفشل في تلبية احتياجات التجميع الدقيقة.
الفكرة الأساسية للتحكم الديناميكي في التركيز:
باستخدام معايرة الشعاع في الوقت الفعلي، يُمكن لليزر الألياف بقدرة 10 كيلوواط فأكثر ضبط موضع التركيز بذكاء، ومن ثم تشكيل خط أساس لعملية تشكيل الفولاذ بدقة عالية. يُثبّت التركيز عند النقطة الحرجة 0.15t على سطح الصفيحة السفلي. (معادلة خاصة: قيمة تعويض التركيز = سُمك الصفيحة × 0.15 مم). بعد ذلك، يُضاف كشط مماسّي باستخدام غاز النيتروجين النقي عالي الضغط للغاية (2.2 ميجا باسكال). يُزال الفولاذ المنصهر قبل أن يُؤثر بخار الزنك بشكل كبير، مما يُساعد على تثبيت دقة الثقوب عند ±0.03 مم. هذا يجعله مناسبًا لمتطلبات التصنيع الدقيق في النقل بالسكك الحديدية والسيارات أيضًا.
تتيح هذه العملية لقطع الصفائح المعدنية المجلفنة بالليزر إمكانية الحصول على سطح نهائي خالٍ من الخبث. وللتحقق من جودة معالجة القطع ، يمكنك ترتيب فحص مجاني فردي من قبل مهندس متخصص لدقة سطح القطع، بالإضافة إلى الحصول على نصائح مخصصة لتحسين العملية.
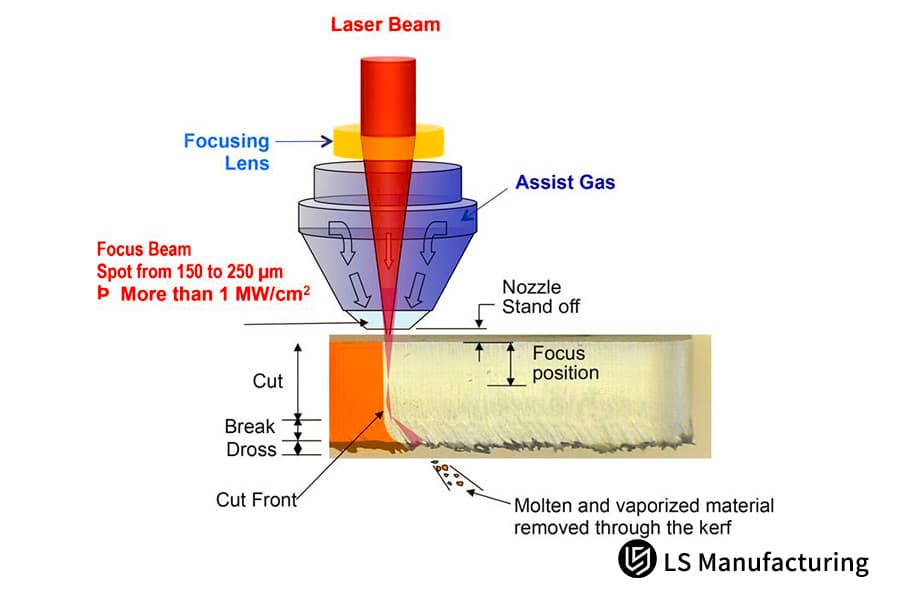
الشكل 2: رسم تخطيطي تقني لتنظيم التركيز الديناميكي في قطع الفولاذ المجلفن بالليزر.
ما هي المعايير الأساسية لشركة تصنيع قطع الليزر المخصصة الموثوقة؟
عند تقييم شركة رائدة في مجال تصنيع خدمات المعالجة المخصصة، من الضروري التحقق من متانة معداتها عالية الطاقة، والتأكد من كفاءة نظام مراقبة نقاء الغاز. إضافةً إلى ذلك، يجب التأكد من قدرتها على تقديم نتائج اختبارات مصنعية موثقة وفقًا لمعايير IATF 16949 وISO 9001، ما يعني وجود نظامي إدارة جودة متكاملين، وليس مجرد ادعاءات. عمليًا، تعتبر شركات تصنيع خدمات القطع بالليزر المخصصة الجادة هذه العناصر أساسًا للتعاون طويل الأمد، لذا لا يمكن تجاهلها.
متطلبات الأجهزة الأساسية بالإضافة إلى مصدر الغاز
- تنظيم مصدر الغاز عالي النقاء للغاية: بالنسبة لألواح الصلب المجلفن بالغمس الساخن بسمك 4.0 مم أو أكثر، يجب عليهم فرض معيار إلزامي للنيتروجين بنسبة نقاء 99.999٪ ، والهدف هو منع الشوائب من التسبب في الأكسدة، ومن ثم التسبب في اسوداد الأسطح المقطوعة.
- أجهزة فحص ذكية: يجب أن تكون مزودة بمستشعر ليزري متحد البؤر متصل بالإنترنت. يتم أخذ عينة عشوائية من حوالي 5% من الأجزاء من كل دفعة، ثم يتم التحقق من دقتها باستخدام آلة قياس إحداثيات بالإضافة إلى مسح ضوئي ثنائي الأبعاد ، مما يضمن عدم الاعتماد على التخمينات.
فحص الجودة بالإضافة إلى سير عمل التسليم
بفضل آلية تتبع جودة الدفعات، يتمكن المصنّعون من إتمام عمليات قطع الصفائح الثقيلة باحترافية، مع توفير شهادات المواد الكاملة (MTR) وتقارير مطيافية المعاوقة الكهروكيميائية (EIS) . يساعد هذا في إدارة مقاومة إجهاد قطعة العمل وصلابتها الهيكلية بدقة أكبر، كما يزيل مخاطر الجودة "الخفية" في القطع الهيكلية المجلفنة السميكة. وبذلك، لا يقتصر الأمر على مقارنة سعر الوحدة للمشترين، وخاصة فرق الشراء، بل يمكنهم تحديد مصنّع قطع الليزر المخصص عالي الجودة باستخدام بيانات الاختبار الكمية.
كيفية إيقاف التشققات الدقيقة في خدمة القطع بالليزر للفولاذ المجلفن؟
للتخلص من خطر التشققات الدقيقة والتقصف الهيدروجيني في منطقة إجهاد المعالجة، تستخدم خدمات القطع بالليزر الموثوقة للفولاذ المجلفن غالبًا موجات نبضية متقطعة عالية التردد، بالإضافة إلى فوهات متخصصة ، مما يقلل من مدخلات الحرارة بنسبة 42% تقريبًا. وهذا يحافظ على سلامة الأجزاء الهندسية الحساسة، كما أنه مناسب لمعالجة المكونات الهيكلية الحاملة للأحمال مثل دعامات الآلات الثقيلة وأقواس دعم الخلايا الكهروضوئية .
الأسباب الرئيسية لفشل المكونات الهيكلية
- خطر هشاشة المعادن: إن حرارة الليزر اللحظية شديدة لدرجة أن الزنك يمكن أن ينتقل على طول حدود الحبيبات، مما يؤدي إلى هشاشة المعدن السائل ثم إنتاج تشققات دقيقة لا يمكنك رؤيتها عادةً بالعين المجردة.
- التشققات في مراحل المعالجة اللاحقة: قد يتسبب الإجهاد المتبقي في حدوث تشققات أثناء الانحناء، وكذلك أثناء اللحام، مما يجعل المكونات الهيكلية الثقيلة غير قابلة للاستخدام بشكل أساسي في نهاية المطاف.
تقنية أساسية لمنع تشقق الهشاشة
باستخدام أسلوب تحسين مجال الإجهاد، يمكن لفوهة فنتوري عكسية مصممة خصيصًا أن تُشكّل نمط تدفق هواء مستقرًا فوق صوتي ، مما يدعم تصنيع قطع الفولاذ الإنشائي الموثوق به وتبريد الحمل الحراري القسري في أجزاء من الثانية. تُقلّل هذه العملية سُمك الطبقة الهشة عند حافة القطع إلى الصفر. ونتيجةً لذلك، يمكن لقطعة العمل أن تجتاز اختبار الانحناء البارد بزاوية 180 درجة دون مشاكل ، وبالتالي يتم تجنب مشاكل التشققات اللاحقة تمامًا، ويظل الاستقرار الهيكلي للمعدات المتطورة مضمونًا. بعبارة أخرى، يمكن لخدمة القطع بالليزر الاحترافية للفولاذ المجلفن أن تُزيل مخاطر السلامة الهيكلية من جذورها.
معايير القطع القياسية لألواح الصلب المجلفن ذات السماكات المختلفة
| سمك الصفيحة الفولاذية | قوة الليزر | ضغط النيتروجين | سرعة القطع | إزاحة التركيز | تردد النبض |
| 1.0 مم | 3 كيلو واط | 18 بار | 8.2 متر/دقيقة | +0.10 مم | 12 كيلو هرتز |
| 2.0 مم | 6 كيلوواط | 20 بار | 6.5 متر/دقيقة | +0.12 مم | 15 كيلو هرتز |
| 3.0 مم | 8 كيلوواط | 22 بار | 4.8 متر/دقيقة | +0.15 مم | 15 كيلو هرتز |
| 4.0 مم | 10 كيلوواط | 24 بار | 3.5 متر/دقيقة | +0.18 مم | 18 كيلو هرتز |
| 5.0 مم | 12 كيلو واط | 26 بار | 2.8 متر/دقيقة | +0.20 مم | 18 كيلو هرتز |
| 6.0 مم | 12 كيلو واط | 28 بار | 2.2 متر/دقيقة | +0.22 مم | 20 كيلو هرتز |
هل يمكن لخدمة القطع بالليزر للفولاذ المجلفن أن تحل مشكلة تبخر الزنك في الأجزاء متعددة الثقوب؟
تتأثر عملية القطع بالليزر الدقيق للهياكل متعددة الثقوب ذات الكثافة العالية بسهولة بالتشوه، ويعود ذلك أساسًا إلى سرعة تراكم الحرارة. تُحافظ خدمة القطع بالليزر المتطورة للفولاذ المجلفن، باستخدام خوارزمية قطع حلقية متشابكة وغير منتظمة، على ارتفاع درجة الحرارة دون 65 درجة مئوية، مما يضمن استواء القطع متعددة الثقوب عند ≤ 0.1 مم ، وبالتالي التغلب على مشاكل المعالجة الصعبة الشائعة في الأشكال الهندسية المعقدة.
القضايا الرئيسية في عمليات التصنيع متعددة الثقوب
- تشوه تراكم الحرارة: يؤدي القطع العادي والمتواصل إلى تراكم الحرارة بسرعة بين الثقوب. وهذا قد يتسبب في احتراق طبقة الزنك، ويؤدي لاحقًا إلى تشوه القطعة المشغولة بفعل الحرارة .
- عيوب الحرق الثانوي: عندما ينعكس شعاع الليزر، فقد يتسبب في وضع علامات أو إتلاف طبقة الزنك الموجودة على الجانب الخلفي من الصفيحة، وهذا يضعف استمرارية طبقة مقاومة التآكل بأكملها.
نهج التحكم في التشوه لهذه الأشكال الهندسية:
من خلال تطبيق خوارزمية لإدارة التراكم الحراري، يُمكن لعملية التصنيع بمساعدة الحاسوب (CAM) تقسيم مسارات القطع المستمرة إلى أجزاء معالجة منفصلة، ما يحوّل الحركة الطويلة إلى مجموعة من الدورات المنفصلة. يوفر هذا وقتًا كافيًا لتبديد الحرارة الموضعية، ويساعد في الحفاظ على استقرار المادة أثناء العمل. كما أن تركيبًا على شكل قرص عسل متداخل من النحاس النقي ذي مصفوفة نقطية يقلل من تأثيرات ارتداد الشعاع، وبالتالي يمنع حدوث احتراقات ثانوية. مع هذا الإعداد، تتحسن استواء القطعة بنسبة 60% مقارنةً بمستوى الصناعة العام. وهو مناسب تمامًا لألواح الشبكة المثقبة، وكذلك للأجزاء الفولاذية المجلفنة المخصصة ذات الشقوق الضيقة والخطوط غير المنتظمة.

الشكل 3: صورة مقربة لجزء من الفولاذ المجلفن مع ثقوب متعددة مقطوعة بدقة بالليزر.
كيف تُساهم قطع الصلب المجلفن المُصممة حسب الطلب والمُحسّنة باستخدام منهجية التصميم للتصنيع (DFM) في خفض التكلفة الإجمالية للتوريد؟
يمكن لمراجعة التصميم للتصنيع (DFM) على مستوى هندسي احترافي أن تمنع أكثر من 90% من عيوب التصميم قبل حتى البدء في مرحلة النماذج الأولية . وبفضل استخدام قطع فولاذية مجلفنة عالية الجودة مصممة خصيصًا ، يمكن للفرق الاعتماد على حلول مجانية لتحسين الرسومات، مما يزيد من كفاءة استخدام المواد بنسبة تتراوح بين 8% و12%، وهو ما يُعدّ عاملًا فعالًا لخفض تكاليف الشراء الإجمالية.
عيوب شائعة في عملية تصميم الرسومات
- انحرافات في ضبط المعلمات: يغفل بعض المهندسين عن حجم بقعة شعاع الليزر البالغ 0.2 مم، كما أنهم لا يأخذون في الحسبان بشكل صحيح خاصية انعكاس الفولاذ المجلفن. والنتيجة هي رسومات غير مناسبة للتصنيع بكميات كبيرة ، حتى وإن بدت رسومات التصميم بمساعدة الحاسوب (CAD) صحيحة.
- الهدر الشديد للمواد: عندما يكون التخطيط غير صحيح، فإنه يؤدي إلى زيادة الخردة، ويقلل من المواد الخام القابلة للاستخدام، ويرفع تكاليف شراء الوحدة، وأحيانًا دون أن يلاحظ أحد ذلك إلا لاحقًا.
منطق تحسين التصميم للتصنيع وخفض التكاليف
من خلال نهج تحسين استخدام المواد، يستطيع كبار المهندسين ضبط الإعدادات الأساسية، مثل قطر الثقب الداخلي ومجاري الانحناء. كما يُتيح الترتيب الذكي باستخدام الحواف المشتركة تقليل وقت التوقف عن العمل وهدر المواد. وبمجرد اعتماد خطة القطع بالليزر المُحسّنة للأجزاء المُخصصة ، يُمكن الاستفادة من انخفاض تكلفة المواد الخام مباشرةً في خفض أسعار المنتجات النهائية ، مما يُتيح للشركات الاستحواذ على حصة سوقية أكبر بشكل أسرع.
الشكل 4: منصات نقالة محملة بألواح فولاذية مجلفنة مستطيلة الشكل، بعضها به ثقوب، في مصنع.
ما هي متغيرات التسعير التي تؤثر على عروض أسعار خدمات قطع الفولاذ المجلفن بالليزر؟
لا يقتصر جوهر هذا الاستفسار، فيما يتعلق بعرض الأسعار، على سعر الوحدة فحسب ، بل يشمل أيضًا مراجعة شاملة لتكاليف الغاز، وكفاءة التداخل، والمعالجة اللاحقة. عادةً ما تقدم خدمات قطع الفولاذ المجلفن بالليزر الاحترافية تفصيلاً شفافًا للتكاليف، وترفض بشكل أساسي أي رسوم خفية، مما يُمكّن المشترين من إدارة ميزانياتهم بدقة أكبر، حتى مع تغير نطاق المشروع.
العوامل الأساسية للتكلفة المذكورة في عرض الأسعار
- تكاليف الغازات المساعدة: قد يبدو القطع بالهواء المضغوط رخيصًا في البداية، إلا أن أعمال الطحن اللاحقة ترفع التكاليف بأكثر من 30٪، في حين أن القطع بالنيتروجين عالي النقاء يميل إلى تجنب المعالجة اللاحقة ، لذلك عادة ما تكون التكلفة الإجمالية أقل.
- تكاليف كفاءة الإنتاج: يمكن للإنتاج الآلي الذي يعمل على مدار الساعة طوال أيام الأسبوع أن يقلل من نفقات معالجة الوحدة بنسبة 15٪ تقريبًا ، وهو أمر أفضل بكثير من الإنتاج اليدوي المتقطع.
ضمان شفافية الأسعار:
من خلال الاعتماد على نظام توضيح هيكل التكاليف، يمكن لخدمة قطع الفولاذ المجلفن بالليزر تحقيق تحكم فعال من حيث التكلفة في تكاليف القطع الصناعية . فهي توفر تسعيرًا معياريًا يشمل المواد الخام، ووقت تشغيل الآلة، واستهلاك الغاز، ورسوم فحص الجودة ، دون أي رسوم خفية، مما يجعل ميزانيات الشراء أسهل في الإدارة وأكثر قابلية للتتبع.
بيانات التكلفة والأداء الفعلية لأربعة أنواع من عمليات القطع خلال دورة حياتها
| نوع عملية القطع | تكلفة معالجة القطعة الواحدة (بالدولار الأمريكي) | تكلفة ما بعد المعالجة (بالدولار الأمريكي) | معدل الخردة الشهري | عمر قطعة العمل | التقييم الإجمالي لفعالية التكلفة |
| القطع بالليزر الهوائي | 0.85 | 0.62 | 8.4% | 1-2 سنوات | 42 نقطة |
| قطع الأكسجين العادي | 0.92 | 0.45 | 5.1% | سنتان إلى ثلاث سنوات | 58 نقطة |
| القطع بالنيتروجين التقليدي | 1.15 | 0.18 | 2.3% | 5-8 سنوات | 76 نقطة |
| شركة LS للتصنيع - قطع النيتروجين النبضي عالي التردد | 1.18 | 0.02 | 0.0% | أكثر من 25 عامًا | 96 نقطة |
| متوسط العملية في الصناعة | 1.02 | 0.35 | 4.6% | 3-5 سنوات | 65 نقطة |
غالباً ما تؤدي أساليب المعالجة الرخيصة والرديئة إلى تكاليف إصلاح باهظة لاحقاً، ونفقات مطالبات أكثر، وفي النهاية قد يكون الضرر أكبر من الفائدة . إذا كنت بحاجة إلى شراء كميات كبيرة، يمكنك تقديم البيانات المطلوبة مباشرةً ليتم حساب التكلفة الإجمالية لخدمة قطع الفولاذ المجلفن بالليزر مجاناً، وستحصل على عرض سعر شفاف ومخصص .
لماذا تختار شركة LS Manufacturing كمورد رئيسي لقطع الصلب المجلفن حسب الطلب؟
إن اختيار مورد موثوق كشريك استراتيجي طويل الأمد يعني الحصول على ضمان شامل لجودة التصنيع العالية، بدءًا من مركز تصنيع بقدرة 10000 واط، بالإضافة إلى تخطيط إنتاج مرن، وفريق هندسي متمرس . فامتلاك قطع فولاذية مجلفنة مصممة خصيصًا بجودة عالية، يُرسي أساسًا متينًا لاستقرار سلسلة التوريد لديك.
قوة الإنتاج والتسليم
- بصمة إنتاجية كبيرة: بفضل مصنع حديث مساحته 20000 متر مربع، يمكنه الانتقال بسلاسة بين إنتاج النماذج الأولية والإنتاج على نطاق واسع، مثل مئات الآلاف من الوحدات ، ولا يزال بإمكانه التكيف وفقًا لاحتياجات الطلبات المختلفة.
- التحوط من مخاطر الأسعار: نحتفظ باحتياطي استراتيجي من المواد الخام يوفر خدمة تثبيت الأسعار لمدة 6-12 شهرًا ، وبالتالي يتم تقليل مخاطر ارتفاع التكاليف الناتجة عن تقلب أسعار الصلب والزنك.
مزايا خدمة البحث والتطوير التعاونية
نحن جزء لا يتجزأ من نظام البحث والتطوير التعاوني الخاص بالعميل، ونعتمد على خدمات قطع الفولاذ المجلفن بالليزر الاحترافية، بالإضافة إلى قدراتنا المتطورة في تصنيع المعادن الدقيقة بتقنية الثني ، مما يُسهّل تحقيق التوازن بين تحسين العمليات، وإدارة التكاليف، وفعالية التسليم. كما نُقدّم خدمة الرد على مدار الساعة طوال أيام الأسبوع للطلبات العاجلة، مما يضمن استمرارية خط إنتاج العميل دون انقطاع. وبصفتنا شركة تصنيع موثوقة لقطع المعادن بالليزر حسب الطلب، فإننا نُواصل دعم شركائنا على المدى الطويل من خلال ضمان التسليم واستقرار الجودة.
دراسة حالة: شركة LS لتصنيع موصلات الفولاذ المجلفن لعملاق الطاقة النظيفة
تتعرض أجزاء محطات الطاقة الكهروضوئية الخارجية لظروف قاسية، مثل التعرض لرياح البحر ، وأشعة الشمس المباشرة الشديدة، ودورة الأمطار والرطوبة المتناوبة. لذا، يجب أن تكون مقاومة التآكل فائقة، وأن تكون دقة عملية قطع الفولاذ المجلفن عالية للغاية. لكن طرق القطع التقليدية غالبًا ما تتسبب في فشل بعض الدفعات. في هذا المشروع، وباستخدام تقنية القطع بالليزر المتطورة، تم التغلب على المشكلة الصناعية الشائعة، وأصبح لدينا الآن حل مرجعي متكامل لمعالجة مكونات معدات الطاقة المتجددة الخارجية واسعة النطاق.
تحديات العملاء:
يستخدم مشروع ضخم لمحطة طاقة شمسية أرضية في الخارج، تابع لشركة عالمية رائدة في مجال الطاقة النظيفة، موصلات فولاذية مجلفنة بالغمس الساخن من نوع Z275 بسماكة 4.0 مم . اختار المورد الأولي طريقة قطع بالهواء منخفضة التكلفة نسبيًا، مما أدى إلى تراكم كميات كبيرة من الخبث الصلب على حواف القطع، بالإضافة إلى تأثر دقة التجميع بشكل كبير. بعد حوالي ثلاثة أشهر من بدء العمل في الموقع، انتشر التآكل بشكل واسع على حواف فتحات القطع في الموصلات، وفشلت طبقة الطلاء المقاومة للتآكل تمامًا . واجهت الشركة حينها مطالبات إصلاح بملايين الدولارات، بالإضافة إلى مخاطر توقف العمل بشكل كبير. كانت هناك حاجة ماسة إلى حل معالجة موثوق ومورد مستقر.
حلول التصنيع LS:
- بعد إجراء العديد من الدراسات والتحليلات في الموقع ، تخلى فريق الهندسة في شركة LS Manufacturing إلى حد كبير عن طريقة القطع بالهواء القديمة وقام بدلاً من ذلك بتصميم إعداد قطع بالنيتروجين عالي التردد والضغط العالي للغاية بقدرة 12 كيلو وات، من أجل معالجة مكونات الصلب الجديدة الموحدة للطاقة.
- بفضل نهج التعويض العميق للتركيز الديناميكي الذي طورناه بأنفسنا، يتم تثبيت نقطة القطع الحرجة بدقة فائقة، لذلك يتم تجريد الفولاذ المنصهر بسرعة، لكن درجة حرارة القطع تبقى أقل من حد تآكل طبقة الزنك.
- وفي الوقت نفسه ، يتم بناء آلية فحص بصري ثنائية الأبعاد كاملة الدفعة ، تستخدم لتتبع معلمات المنطقة المتأثرة بالحرارة جزءًا تلو الآخر، وبشكل أساسي دفعة تلو الأخرى، حتى لا تغادر القطع المعيبة الموقع ويتوافق سير العمل مع توقعات الإنتاج الضخم.
نتائج المشروع:
اجتازت 55,000 موصلًا تم تصنيعها في هذه الدفعة اختبار رش الملح المحايد للغاية لمدة 1000 ساعة، وانخفضت نسبة الخردة في النهاية من 8.4% إلى 0%. كما ارتفعت كفاءة التجميع في الموقع بنسبة 45%. ساعد هذا التغيير في العملية العميل على توفير ملايين الدولارات المرتبطة بالمطالبات، كما ساهم في تمديد العمر الافتراضي للمعدات في الهواء الطلق إلى 25 عامًا. مع ثبات الجودة وأداء التسليم، وقّع الطرفان اتفاقية توريد استراتيجية طويلة الأجل لمدة 3 سنوات .
تؤكد هذه الحالة العملية بشكل قاطع استقرار وموثوقية عمليات التصنيع المخصصة عالية الجودة. لتلبية متطلباتكم الخاصة في أنظمة الطاقة الجديدة والمعدات الخارجية، يرجى تحميل رسومات مشروعكم، وسنقدم لكم حلول إنتاج مخصصة بكميات كبيرة مع عرض سعر دقيق لقطع الصلب المجلفن المخصصة لكم.

الأسئلة الشائعة
س1: هل يمكن لقطع الفولاذ المجلفن بالليزر أن يتعامل فعلاً مع الصفائح السميكة للغاية دون حرق طبقة الزنك؟
في شركة LS Manufacturing، نستخدم طريقة تبريد حصرية تعتمد على النيتروجين فائق الضغط، بالإضافة إلى ضبط دقيق للتركيز، لضمان استقرار العملية. يمكن للجهاز معالجة ألواح الفولاذ المجلفن بسماكة تصل إلى 6.0 مم دون أي تقشر حراري أو احتراق للزنك على خط القطع . خلال عملية التشغيل بأكملها، تُضبط درجة الحرارة بدقة متناهية، لحماية مقاومة المادة الأساسية للتآكل.
س2: ما هو الحد الأدنى لكمية الطلب، MOQ، لقطع الأجزاء المخصصة بالليزر؟
تتبع العلامة التجارية نهجًا مرنًا في التصنيع، لذا لا يوجد حد أدنى صارم لكمية الطلب للأجزاء الصناعية المصممة حسب الطلب. يمكننا تغطية تطوير النماذج الأولية، وإنتاج دفعات تجريبية صغيرة، بالإضافة إلى الإنتاج على نطاق واسع يصل إلى مئات الآلاف من الوحدات ، مع التكيف بسلاسة مع مختلف جداول البحث والتطوير ومتطلبات الإنتاج.
س3: كيف تتأكد من أن دقة القطع بالليزر لديك تتوافق مع متطلبات هندسة السيارات؟
نعتمد على منصة قطع عالية الدقة مستوردة من سويسرا ونظام تحكم ذي حلقة مغلقة باستخدام مسطرة شبكية. تتم معايرة معايير القطع أثناء التشغيل في الوقت الفعلي، مما يساعد على الحفاظ على دقة التصنيع للميزات المعقدة ، مثل الفتحات الدائرية وخطوط الحواف غير المنتظمة، ضمن نطاق ±0.03 مم. وبالتالي، فهي عمليًا تلبي معايير التصنيع الدقيق للسيارات، دون الانحراف المعتاد.
س4: هل سيؤدي استخدام الصفائح المعدنية المجلفنة الخاصة بك للقطع بالليزر إلى التلوث المتبادل أو تلف الانعكاس الخلفي؟
لا، لن تحدث مثل هذه المشاكل. فالجهاز مزود بمولد ليزر مخصص مضاد للانعكاس العالي ، ويستخدم دعامة من مصفوفة نقاط نحاسية متداخلة، لذا يتم منع انعكاس الشعاع بشكل أساسي، ولن تحترق طبقة الزنك الخلفية. وبالتالي، لا يوجد تلوث متبادل طوال عملية التصنيع، وتبقى جودة قطعة العمل ثابتة.
س5: هل يمكنني الحصول على تقييم DFM مباشر قبل الشراء من شركة تصنيع قطع الصلب المجلفن حسب الطلب؟
نعم، ما عليك سوى إرسال رسومات التصميم بصيغة STEP أو DXF أو أي صيغة أخرى. سيقوم مهندس عمليات أول بإجراء مراجعة شاملة للعملية خلال 24 ساعة ، ثم سيقدم لك تقرير تقييم قابلية التصنيع مجانًا بالإضافة إلى اقتراحات للتحسين، لتتمكن من إجراء التعديلات اللازمة قبل البدء.
س6: ما هو الوقت المعتاد لتسليم الدفعات العاجلة من شركة تصنيع قطع الليزر حسب الطلب ؟
نحتفظ بمخزون من ألواح الصلب المجلفن DX51D وSGCC الشائعة. وبفضل الإنتاج الآلي متعدد المحطات الذي يعمل على مدار الساعة، يمكن شحن النماذج الأولية العاجلة جواً في غضون 48 ساعة فقط ، وهو ما يُعدّ مثالياً عندما يكون الجدول الزمني ضيقاً.
س7: هل تقومون بعمليات التشطيب الثانوي مثل الثني واللحام بعد قطع الفولاذ المجلفن بالليزر؟
نعم، نحن نقدم خدمة متكاملة لتصنيع الصفائح المعدنية. تشمل تجهيزاتنا عدة مراكز ثني مرنة تعمل بنظام التحكم الرقمي الحاسوبي (CNC) وخطوط إنتاج لحام دقيقة تعمل بالروبوتات. هذا يعني إمكانية تنفيذ عمليات التقطيع والثني والتثبيت واللحام بالتتابع ، ثم نقوم بشحن القطع المكتملة مباشرةً.
س8: كيف يمكنني الحصول على عرض أسعار فوري لخدمة القطع بالليزر عالية الدقة بكميات كبيرة؟
بمجرد أن يقوم العميل بملء تفاصيل المشروع الأساسية وتحميل الرسومات الفنية، سيقوم مدير مشروع متخصص في مجال الأعمال التجارية بين الشركات (B2B) بحساب تكاليف المواد ووقت تشغيل الآلات والعمالة بسرعة ، مع إعداد عرض أسعار واضح تمامًا ووحدات قابلة للتعديل ومصمم خصيصًا، دون أي رسوم خفية.
ملخص
يُعدّ قطع صفائح الفولاذ المجلفن بالليزر عملية دقيقة للغاية، إذ تدمج عدة تخصصات معًا. أما المشكلات التي تظهر في طرق المعالجة القديمة، مثل تآكل طبقة الزنك، وتآكل حواف القطع، والانحراف في الأبعاد، فتنتج عادةً عن عدم التحكم الدقيق في معايير العملية، بالإضافة إلى عدم كفاية إجراءات مراقبة الجودة.
بفضل تقنية النبضات الدقيقة عالية التردد من LS Manufacturing، ونظام التحكم بالغاز عالي النقاء والضغط، بالإضافة إلى نظام فحص الجودة الشامل، تمكّنا من التغلب على المشكلات الصناعية الشائعة في مجال التصنيع الدقيق ومقاومة التآكل على المدى الطويل. وبذلك، تتميز القطع المصممة حسب الطلب بالدقة العالية، مع قدرتها على تحمل الظروف الجوية الخارجية بمرور الوقت. وعندما تستخدم الشركات خدمات معالجة عالية الجودة، فإن ذلك يُسهم عادةً في تقصير دورات البحث والتطوير، وخفض تكاليف التشغيل، وتحسين جودة المنتج النهائي، مما يدعم بدوره القدرة التنافسية لسلسلة التوريد.
لا تدع الصدأ المبكر يؤثر على أصولك الهندسية الثقيلة! سواء كنت لا تزال في مرحلة تطوير المنتج أو تواجه عدم استقرار في جودة سلسلة التوريد، فإن خدمات القطع بالليزر الاحترافية للفولاذ المجلفن قادرة على حل هذه المشاكل بكفاءة عالية. ما عليك سوى تحميل رسومات بصيغة STEP أو IGS أو DXF للحصول على تقييم مجاني للتصميم من أجل التصنيع (DFM) وعرض سعر مُفصّل، على مدار الساعة. نستخدم في ذلك أحدث التقنيات لمساعدتك على تحسين جودة المنتج، وخفض التكاليف، وتعزيز قدرتك التنافسية في السوق.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


