
亜鉛メッキ鋼板のレーザー切断サービスは、工業用亜鉛メッキ鋼板のカスタム加工に使用される、一種の精密加工システムです。従来の切断における亜鉛層のアブレーション、切断端の腐食、寸法誤差、組み立て不良といった4つの主要な問題点を解決します。このサービスは、高度な熱力学的制御技術に基づいており、亜鉛メッキ鋼板の切断時の熱影響部を0.08mm以内に安定させ、加工公差を±0.05mmに固定します。その結果、加工物は追加のコーティングなしで720時間の塩水噴霧試験に合格できるため、アウトドア用品や精密板金加工に使用される部品の耐用年数を延ばすための重要な技術となっています。
多くの購買担当エンジニアは、従来のレーザー切断では熱入力が制御されないことが多く、亜鉛層と鋼材基板の溶融挙動のギャップが大きくなりすぎるという問題に直面しています。その結果、切断端で亜鉛層が剥離し、亜鉛を多く含むドロスが堆積します。これらの問題は組み立て精度に影響を与え、さらに部品の耐用年数を短縮することにもつながります。LS Manufacturingは、独自のプロセスシステムを使用することで、精密加工と長期的な腐食防止の間で双方向のクローズドループを実現し、結果として同社のその後のメンテナンス費用を効果的に削減しています。

亜鉛メッキ鋼板のレーザー切断における主要プロセスパラメータと利点の概要
この章では、業界の基本的なプロセス標準、サプライヤー選定の仕組み、顧客の導入プロセスなどを簡潔にまとめています。また、 亜鉛メッキ鋼板のレーザー切断に関する重要な技術的ポイントと調達ガイドラインも網羅しており、調達チームが高品質な加工ソリューションを迅速に選定できるようになっています。
| コアディメンション | 主要技術パラメータ | 顧客の主要メリット | 調達実行基準 |
| 防錆処理 | 20bar以上の高圧純窒素、15kHzの高周波パルス、HAZ≤0.08mm | 切断面の早期錆を防ぎ、複雑な屋外作業環境に適しています。 | ASTM B117塩水噴霧試験規格に準拠しています。 |
| 加工精度 | 穴位置公差±0.03mm、表面粗さRa1.6~3.2μm | 二次研削は不要で、自動組立ラインに適しています。 | IATF 16949製造規格に準拠しています。 |
| サプライヤー選定 | Z275などのコーティングに対応したダイナミックフォーカス補正技術をサポートしています。 | 亜鉛メッキ鋼板の様々な仕様に対応し、特注加工を不要にします。 | ISO 9001品質検査データを検証します。 |
| サービス対応 | 24時間以内のDFM評価、 48時間以内の迅速な配送。 | 研究開発サイクルを短縮し、緊急の注文ニーズに対応します。 | プロセス全体を通して透明性の高い会計処理を行う。 |
主なポイント:
- 耐錆コア:このシステムは、20 bar以上の超高圧純窒素アシスト切断を使用し、さらに15 kHzの高周波パルスを追加して、亜鉛層の高温アブレーションゾーン(HAZ)を約0.08 mm以内に制御します。
- サプライヤーの選定:資格のあるカスタムメーカーにとって本当に重要な要件の 1 つは、さまざまな亜鉛メッキの厚さに対応するダイナミックフォーカス補正技術を持っているかどうかです。たとえば、DX51D+Z275 などです。
- コンバージョンパス:購入意向の高いご注文の場合は、LS Manufacturingに連絡してSTEP図面を送付するだけで、通常24時間以内に徹底的な製造性設計(DFM)レビューと見積もりを受け取ることができます。
耐候性部品の製造において、LSマニュファクチャリングの精密レーザー切断サービスを信頼する理由とは?
亜鉛メッキ部品の精密な耐候性加工の核心は、制御可能な低熱入力切断方式にあります。評判の良いサービスプロバイダーの精密レーザー切断サービスを利用すれば、屋外用部品の早期故障問題を、実際にはそれほど手間をかけずに回避できます。私が3か月間、複数回に分けて亜鉛メッキ鋼板の切断試験を行ったところ、従来の方法で製造された部品は、30日間の塩水噴霧試験後に錆の発生率が82%にまで上昇しました。一方、最適化された方法で製造された部品は、錆が全く発生しませんでした。
業界での経験から、当社チームは亜鉛めっき鋼の精密加工に深く携わっており、亜鉛の蒸発と基材の溶融との間の融点差という厄介な問題に重点的に取り組んでいます。当社は工業用防食製造要件を厳格に遵守し、すべてのプロセスパラメータは国際的に認められた耐候性規格( SAE J1113 )に準拠しています。また、海外の太陽光発電所向け亜鉛めっきコネクタプロジェクトを通じて得た知見から、ほとんどの低コスト加工ソリューションの主な弱点は、ガスの純度不足と一部の焦点パラメータの固定化にあり、そのため様々なめっき厚に対応できないことが分かっています。
ISO 9001システムを活用し、10,000ワットのレーザー装置を稼働させることで、熱アブレーション領域を0.08mm以内に制御しています。これにより、耐候性の弱点を根本から克服し、企業のサプライチェーンの安定性をより一貫して支えています。
工程の制御性は、亜鉛メッキ部品の屋外耐用年数を直接左右します。専門的なカスタマイズサービスを利用することで、大量廃棄やアフターサービスに関するクレームのリスクを完全に回避できます。耐候性加工の利点を事前に理解するには、無料の工程ホワイトペーパーをダウンロードして、精密レーザー切断サービスのコアとなる防錆技術を直感的に把握してください。

亜鉛メッキ鋼板のレーザー切断サービスをカスタマイズすることで、故障リスクを低減できる理由とは?
適切なカスタマイズされた亜鉛メッキ鋼板加工方法を選択することは、屋外キャビネットなどの板金部品の端部に発生する厄介な早期錆に対処するための重要な方法です。プロの亜鉛メッキ鋼板レーザー切断サービスは通常、かなり厳格な窒素・酸素フリーの冷間加工手順に依存しているため、加工物は追加のコーティング保護なしでも720時間の厳しい中性塩水噴霧試験に耐えることができ、それだけで屋外機器の板金破損の可能性を大幅に低減できます。
失敗が始まる主な理由
- 亜鉛層の熱剥離リスク:従来のレーザー切断では、熱入力が高すぎる傾向があり、亜鉛層がほぼ蒸発する臨界温度である907℃を超えてしまうことがあります。そうなると、切断線に沿って亜鉛層の大部分が剥離し、防食「シールド」が失われ、電気化学的腐食が急速に始まります。
- 複雑な運転環境が欠陥を増幅させる:屋外に設置される風力発電設備や配電盤は、常に湿った空気と塩水噴霧にさらされています。切断面の亜鉛メッキ層が剥がれると、錆びやすくなり、外装ケースの損傷や、湿気による配線トラブルにつながる可能性があります。
カスタマイズされたプロセスがどのように改善されるか
非常に精密に調整された熱変調技術を使用することで、装置はビームエネルギーをリアルタイムで調整し、耐食性に優れた切断部品を製造できます。マイクロパルスビーム変調と多軸動的焦点制御により、Z275高亜鉛鋼板を加工する際に、切断端の熱影響部を約0.05~0.08mmに抑えることができ、亜鉛層剥離の問題を根本から解消するのに役立ちます。実際、このようなアプローチにより、企業は後々のメンテナンスや再加工のクレーム費用を約35%削減できるため、サプライチェーン全体でより堅牢で信頼性の高い加工方法となります。

図1:レーザーカッターが亜鉛メッキ鋼板を精密に切断する際に火花を散らす様子。
亜鉛メッキ鋼板のレーザー切断において、精度とドロスゼロを両立させるにはどうすればよいか?
リアルタイム動的焦点補正技術は、切断精度と厄介なエッジドロス問題をほぼ完璧にバランスさせます。高品質の亜鉛メッキ鋼板をレーザー切断することで、表面粗さをRa1.6~3.2μm以下に安定して維持できるため、二次研磨が不要となり、自動組立ラインに直接投入でき、全体的な生産効率が大幅に向上します。
従来処理における主な問題点(中核となる問題群):
- 亜鉛蒸気がレーザービームの邪魔をする:厚さ3.0mm~6.0mmの亜鉛メッキ鋼板を切断する際、蒸気化した亜鉛がレーザーエネルギーの分布を乱します。その結果、切断面に過剰な波打ちが生じたり、端部付近にスラグが付着したりすることがよくあります。
- 寸法精度の不一致:固定焦点設定では厚みの変動に対応できないため、穴の位置がずれたり、寸法が許容範囲から外れたりする可能性があり、結果として精密な組み立てに必要な精度が得られなくなります。
動的フォーカス制御の核心となる考え方:
リアルタイムビームキャリブレーションを使用することで、10kW以上のファイバーレーザーは焦点位置をインテリジェントに調整し、高精度な鋼材プロファイリングプロセスのベースラインを形成できます。焦点は下板表面の0.15tの臨界点に保持されます(独自のパラメータ式:焦点補正値=板厚×0.15mm)。次に、2.2Mpaの超高圧純窒素ガスによる接線方向の洗浄を加えます。溶融鋼は亜鉛蒸気の干渉が本格的に発生する前に吹き飛ばされ、穴の公差を±0.03mmに安定させるのに役立ちます。これにより、鉄道輸送や自動車などの精密製造要件にも適しています。
この亜鉛メッキ鋼板レーザー切断ワークフローは、スラグゼロの仕上げを実現します。部品加工品質の中級レベルの検証として、切断面精度に関する無料の個別エンジニア検査を手配できるほか、個別のプロセス最適化に関するアドバイスも受けることができます。
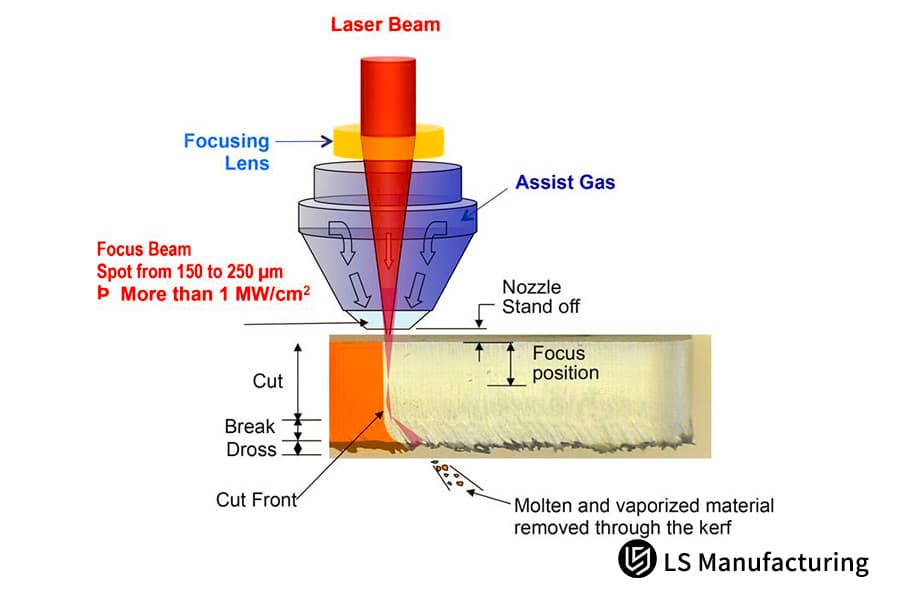
図2:亜鉛メッキ鋼板のレーザー切断における動的焦点制御の技術図。
信頼できるカスタムレーザー切断メーカーにとって重要なパラメータとは何ですか?
一流のカスタム加工メーカーを評価する際には、そのメーカーの高性能機器の性能が本当に優れているか、またガス純度管理がどのように機能しているかを確認する必要があります。さらに、IATF 16949とISO 9001の両方に基づく工場での測定結果を実際に提供できるかどうか、つまり、単なる主張ではなく、二重の品質管理システムを実践しているかどうかを確認するべきです。実際、真剣なカスタムレーザー切断メーカーは、これらの要素を長期的な協力関係における基本的な基準としているため、省略することはできません。
コアハードウェアとガス源の要件
- 超高純度ガス源規制:厚さ4.0mm以上の溶融亜鉛めっき鋼板については、 99.999%の純度の窒素を義務付ける必要があります。これは、不純物が酸化を引き起こし、切断面が黒くなるのを防ぐためです。
- スマート検査機器:オンラインレーザー共焦点センサーを搭載する必要があります。各バッチから部品の約5%をランダムにサンプリングし、座標測定機と2次元光学スキャンを使用して精度を検証するため、推測に頼る必要はありません。
品質検査と配送ワークフロー
バッチ品質トレーサビリティ機構により、メーカーは専門的な厚板切断作業を完了させると同時に、完全なMTR材料証明書とEIS電気化学インピーダンス分光法レポートを提供できます。これにより、ワークピースの疲労強度と構造剛性をより正確に管理できるだけでなく、厚い亜鉛メッキ構造部品における「隠れた」品質リスクも排除できます。購入者、特に購買チームは、もはや単価だけを比較するのではなく、定量的な試験データを使用して高品質のカスタムレーザー切断メーカーを見極めることができます。
亜鉛メッキ鋼板のレーザー切断加工における微細亀裂の発生を防ぐには?
加工応力領域における微細亀裂や水素脆化の危険性を排除するため、亜鉛メッキ鋼板の信頼できるレーザー切断サービスでは、断続的な高周波変調パルス波形と特殊なノズルを併用することで、熱入力を約42%削減することがよくあります。これにより、重要なエンジニアリング部品の安全性が維持され、重機の支柱や太陽光発電支持ブラケットなどの耐荷重構造部品の加工にも適しています。
構造部材の破損の主な原因
- 金属脆化のリスク:瞬間的なレーザー熱は非常に強いため、亜鉛が結晶粒界に沿って移動し、溶融金属脆化を引き起こし、肉眼では通常見えない微細な亀裂が生じる可能性があります。
- 後工程でのひび割れ:残留応力は曲げ加工や溶接時にひび割れを引き起こす可能性があり、その結果、 高耐久性の構造部品が事実上使用不能になることがあります。
脆化割れ防止のためのコア技術
応力場最適化手法を用いることで、特注の逆ベンチュリノズルは超音速の安定した気流パターンを形成し、信頼性の高い構造用鋼の切断加工とミリ秒単位の強制対流冷却を可能にします。このプロセスにより、切断端の脆性層の厚さをゼロにまで低減できます。その結果、ワークピースは180°冷間曲げ試験に問題なく合格できるため、後工程での亀裂発生問題を完全に回避でき、ハイエンド機器の構造安定性を維持できます。つまり、亜鉛メッキ鋼板向けのプロフェッショナルなレーザー切断サービスは、構造上の安全リスクを根本から排除できるのです。
異なる厚さの亜鉛メッキ鋼板の標準切断パラメータ
| 鋼板の厚さ | レーザーパワー | 窒素圧 | 切断速度 | フォーカスオフセット | パルス周波数 |
| 1.0mm | 3kW | 18バール | 8.2m/分 | +0.10mm | 12kHz |
| 2.0mm | 6kW | 20バール | 6.5m/分 | +0.12mm | 15kHz |
| 3.0mm | 8kW | 22バール | 4.8m/分 | +0.15mm | 15kHz |
| 4.0mm | 10kW | 24バール | 3.5m/分 | +0.18mm | 18kHz |
| 5.0mm | 12kW | 26バール | 2.8m/分 | +0.20mm | 18kHz |
| 6.0mm | 12kW | 28バール | 2.2m/分 | +0.22mm | 20kHz |
亜鉛メッキ鋼板のレーザー切断サービスは、多穴部品における亜鉛の蒸発問題を解決できますか?
高密度に配置された多孔構造の精密レーザー切断は、熱が急速に蓄積されるため、変形の影響を受けやすいという難点があります。しかし、特殊なリング状の絡み合った不規則な配列切断経路アルゴリズムを用いた、実績のある亜鉛メッキ鋼板レーザー切断サービスでは、温度上昇を65℃以下に抑えることで、多孔部品の平面度を0.1mm以下に維持し、複雑な形状に共通する困難な加工問題を解決しています。
多穴加工における主要な課題
- 熱による変形:通常の連続切削では、穴と穴の間に熱が急速に蓄積される傾向があります。これにより亜鉛めっきが焼損し、後に加工物の熱による歪みが生じる可能性があります。
- 二次的な焼損欠陥:レーザー光が反射すると、シートの裏面にある亜鉛層に跡がついたり損傷を与えたりする可能性があり、それによって防食層全体の連続性が弱まります。
これらの形状に対する変形制御アプローチ:
熱蓄積管理アルゴリズムを適用することで、CAMワークフローは連続切削パスを個別の加工セグメントに分割し、基本的に1つの長い動作を離散的なサイクルのセットに変換します。これにより、十分な局所放熱時間が確保され、加工中の材料の安定性が維持されます。また、ドットマトリックス純銅千鳥格子ハニカム治具によりビームの反射効果が低減され、二次的な焼けが抑制されます。この構成により、部品の平面度は一般的な業界水準と比較して60%向上します。穴あきメッシュパネルや、狭いスリット、不均一な輪郭を持つカスタム亜鉛メッキ鋼板部品にも最適です。

図3:複数の精密レーザーカット穴が開けられた亜鉛メッキ鋼部品のクローズアップ。
DFM(設計製造性)によって最適化されたカスタム亜鉛メッキ鋼部品は、どのようにして総調達コストを削減するのでしょうか?
専門的なエンジニアリングレベルのDFMレビューを実施すれば、プロトタイプ作成前に設計上の欠陥の90%以上を未然に防ぐことができます。高品質のカスタム亜鉛メッキ鋼板部品を使用することで、チームは無料の図面最適化ソリューションを活用でき、材料利用率がさらに8%から12%向上します。これは、調達コスト全体を削減するための、いわば静かな手段と言えるでしょう。
製図設計における一般的な工程上の欠陥
- パラメータ適応のずれ:一部のエンジニアは、レーザービームのスポットサイズが0.2mmであることを忘れ、亜鉛メッキ鋼板の反射特性を適切に考慮していません。その結果、CAD上では正しく見えても、量産には適さない図面になってしまうことがあります。
- 深刻な材料の無駄:レイアウトがずれていると、スクラップが増え、使用可能な原材料が減り、単位調達コストが上昇します。場合によっては、後になって初めて誰もそれに気づくこともあります。
DFM最適化とコスト削減ロジック
材料利用効率向上アプローチでは、上級エンジニアが内径や曲げクリアランス溝などの重要な設定を調整できます。さらに、共有エッジを活用したインテリジェントな配置により、材料の無駄とともにアイドル時間の損失を削減できます。最適化されたカスタム部品のレーザー切断プランが確定すれば、原材料コストの削減によるメリットが最終製品の価格競争力向上に直接つながり、企業はより迅速に市場シェアを獲得できます。
図4:工場内で、長方形の亜鉛メッキ鋼板(一部に穴が開いている)を積んだパレット。
レーザー切断による亜鉛メッキ鋼板加工サービスの見積もり価格に影響を与える要因は何ですか?
見積もりに関するこの問い合わせの核心は、単価だけでなく、ガスコスト、ネスト効率、およびそれに続く後処理の全体的な見直しも含まれます。プロのレーザー切断亜鉛メッキ鋼板サービスは通常、完全に透明なコスト内訳を提供し、基本的に隠れた料金を拒否するため、購入者はプロジェクトの範囲が多少変更された場合でも、予算をより正確に管理できます。
見積書に記載されている主要なコスト要因
- 補助ガスのコスト:圧縮空気による切断は一見安価に見えるが、その後の研削作業でコストが30%以上上昇する。一方、高純度窒素による切断は後処理が不要となるため、総コストは通常低くなる。
- 生産効率化コスト: 24時間365日稼働する自動化生産は、単位処理コストを約15%削減し、平準化することができます。これは、断続的な手作業による生産よりもはるかに優れています。
透明性の高い価格保証:
コスト構造の明確化システムを活用することで、レーザー切断による亜鉛メッキ鋼板加工サービスは、費用対効果の高い産業用切断コスト管理を実現できます。原材料費、機械稼働時間、ガス消費量、品質検査費用などを含むモジュール式の価格設定を採用しており、隠れた料金は一切ありません。これにより、調達予算の管理が容易になり、追跡も容易になります。
ライフサイクル全体における4種類の切断プロセスの実際のコストとパフォーマンスデータ
| 切断加工タイプ | 1個あたりの加工費用(米ドル) | 後処理費用(米ドル) | 月間スクラップ率 | ワークピースの寿命 | 総合的な費用対効果評価 |
| エアレーザー切断 | 0.85 | 0.62 | 8.4% | 1~2年 | 42ポイント |
| 通常の酸素切断 | 0.92 | 0.45 | 5.1% | 2~3歳 | 58ポイント |
| 従来の窒素施肥 | 1.15 | 0.18 | 2.3% | 5~8歳 | 76ポイント |
| LSマニュファクチャリング社製高周波パルス窒素切断 | 1.18 | 0.02 | 0.0% | 25年以上 | 96点 |
| 業界平均プロセス | 1.02 | 0.35 | 4.6% | 3~5歳 | 65ポイント |
低価格で質の低い加工方法は、後々の修理費用やクレーム費用の増加につながりやすく、最終的には利益よりも損害の方が大きくなる可能性があります。大量購入をご希望の場合は、必要なパラメータを直接送信していただければ、亜鉛メッキ鋼板のレーザー切断サービスの総合コストを無料で計算し、透明性の高いカスタマイズされた見積もりをご提供いたします。
LS Manufacturingを、お客様のカスタム亜鉛メッキ鋼部品の主要サプライヤーとして選ぶべき理由とは?
信頼できるサプライヤーを長期的な戦略パートナーとして選ぶということは、基本的に1万ワットの加工センターによるワンストップの高品質製造保証に加え、柔軟な生産計画、そして非常に優秀なエンジニアリングチームによるサポートを得られることを意味します。高品質のカスタム亜鉛メッキ鋼部品があれば、サプライチェーンの安定性を確固たるものにする強力な基盤が築かれます。
生産力と配送力
- 広大な生産拠点: 20,000㎡の近代的な工場により、試作品の生産から数十万台規模の大規模生産までスムーズに切り替えることができ、さまざまな注文ニーズに応じて柔軟に対応できます。
- 価格リスクヘッジ:当社は原材料の戦略的備蓄を維持しており、これにより6~12ヶ月間の価格固定サービスが実現し、鉄鋼や亜鉛価格の変動によるコスト急騰のリスクを軽減します。
共同研究開発サービスのメリット
当社は、お客様のESI共同研究開発システムに深く関与しており、熟練した精密金属曲げ加工技術と専門的な亜鉛メッキ鋼板レーザー切断サービスを活用することで、工程改善、コスト管理、納期効率のバランスを容易に取ることができます。また、緊急のご注文にも24時間365日対応し、お客様の組立ラインの中断を防ぎます。信頼できるカスタムレーザー切断メーカーとして、当社は長期パートナーの皆様に対し、納期保証と品質安定性を提供し続けます。
事例研究:LSマニュファクチャリング社によるクリーンエネルギー大手企業向け亜鉛メッキ鋼製コネクタ
屋外太陽光発電所の部品は、海風、強い直射日光、雨と湿気の繰り返しといった過酷な環境にさらされます。そのため、最高レベルの耐腐食性が求められるだけでなく、 亜鉛メッキ鋼板の切断精度も非常に高いものでなければなりません。しかし、従来の切断方法では、ロット不良が発生しやすいという問題がありました。本プロジェクトでは、高度なレーザー切断技術を用いることで、こうした業界特有の課題をほぼ解決し、大規模な屋外新エネルギー機器部品加工における成熟した参考ソリューションを提供することに成功しました。
クライアントの課題:
大手国際クリーンエネルギー企業が手掛ける海外の大規模地上設置型太陽光発電所プロジェクトでは、厚さ4.0mmのZ275溶融亜鉛めっき鋼製コネクタが使用されています。当初の供給業者は比較的低コストのエアカット方式を採用しましたが、その結果、切断面に大量の硬いスラグが残り、組み立て精度も著しく低下しました。現場稼働開始から約3か月後、コネクタの切断穴の縁で腐食が広範囲に進行し、防食コーティング層が完全に剥がれてしまいました。同社は数百万ドルに及ぶ是正請求に直面し、深刻な操業停止リスクにも見舞われました。信頼できる加工ソリューションと安定した供給業者が早急に必要とされていました。
LS製造ソリューション:
- LS Manufacturingのエンジニアリングチームは、数回の現場調査と分析を経て、従来の空気切断方式をほぼ諦め、代わりに標準化された新エネルギー鋼部品加工用の12kW高周波パルス超高圧窒素切断装置を設計した。
- 当社独自開発のダイナミックフォーカス深度補正方式により、切削の重要箇所を極めて正確に捕捉できるため、溶鋼は迅速に除去されつつ、切削温度は亜鉛層のアブレーション限界以下に抑えられます。
- 同時に、熱影響部のパラメータを部品ごと、つまりバッチごとに追跡するために使用される、完全なバッチ式二次元光学検査機構が構築され、不良品が工場から出荷されるのを防ぎ、ワークフローが大量生産の期待に沿うようにしています。
プロジェクト成果:
このバッチで製造された55,000個のコネクタは、1,000時間の超中性塩水噴霧試験に合格し、最終的に不良率は8.4%から0%に低下しました。現場での組み立て効率も45%向上しました。このプロセス変更により、顧客はクレームに関連する数百万ドルの費用を節約できただけでなく、機器の屋外耐用年数を25年にまで延ばすことができました。品質と納期遵守率が安定していたことから、両社は3年間の長期戦略供給契約を締結しました。
この実例は、ハイエンドなカスタマイズプロセスの安定性と信頼性をほぼ証明しています。新エネルギーシステムや屋外機器に関するお客様のご要望に応じて、プロジェクト図面をアップロードしていただければ、カスタマイズされた量産ソリューションと、特注亜鉛メッキ鋼部品の詳細な見積もりをご提供いたします。

よくある質問
Q1:亜鉛メッキ鋼板のレーザー切断は、亜鉛メッキ層を焼損させることなく、超厚板を本当に切断できるのでしょうか?
LS Manufacturingでは、独自の超高圧窒素冷却方式と綿密な焦点調整を組み合わせることで、安定した加工を実現しています。この装置を使えば、厚さ6.0mmまでの亜鉛メッキ鋼板を、切断線に熱剥離や亜鉛焼けを起こすことなく加工できます。加工中は、基材の耐食性を保護するため、温度を厳密に管理しています。
Q2:カスタムパーツのレーザーカットにおける最小注文数量(MOQ)はいくらですか?
当ブランドは柔軟な製造アプローチを採用しているため、特注の工業用部品に厳格な最小発注数量(MOQ)は設けていません。試作品開発、少量生産、そして数十万個規模の大規模生産まで対応可能で、様々な研究開発スケジュールや生産ニーズにシームレスに対応します。
Q3:レーザー切断の精度公差が自動車工学の要件を満たしていることをどのように確認していますか?
当社は、スイス製の高精度切断プラットフォームと、格子定規を用いたクローズドループ制御システムを採用しています。切断パラメータは加工中にリアルタイムで校正されるため、円形の開口部や不規則なエッジラインといった複雑な形状の加工公差を±0.03mm以内に維持できます。そのため、実際のところ、一般的なドリフトが発生することなく、自動車製造における高精度基準を満たしています。
Q4:亜鉛メッキ鋼板をレーザー切断に使用すると、交差汚染や反射による損傷が発生しますか?
いいえ、そのような問題は発生しません。この機械には専用の高反射防止レーザー発生器が搭載されており、千鳥配置の銅ドットマトリックス支持治具を使用しているため、ビームの反射は基本的に遮断され、裏面の亜鉛層が焼けることもありません。そのため、加工全体を通して相互汚染がなく、ワークピースの品質は一定に保たれます。
Q5:特注の亜鉛メッキ鋼板部品メーカーから購入する前に、分かりやすいDFM評価を受けることはできますか?
はい、STEP、DXF、またはその他の形式で設計図面をお送りいただくだけで結構です。経験豊富なプロセスエンジニアが24時間以内にプロセス全体のレビューを行い、無料の製造可能性評価レポートと改善提案をお届けしますので、作業開始前に調整を行うことができます。
Q6:カスタムレーザー切断メーカーに緊急注文を依頼する場合、通常どのくらいのリードタイムがかかりますか?
当社では、主流のDX51DおよびSGCC亜鉛メッキ鋼板を常時在庫しております。24時間365日稼働の自動化された複数ステーション生産システムにより、試作品は最短48時間で航空便にて出荷可能です。これは、納期が厳しい場合に特に有効です。
Q7:レーザー切断した亜鉛メッキ鋼板の曲げ加工や溶接などの二次加工は行っていますか?
はい、弊社では板金加工をワンストップで、最初から最後まで一貫して提供しています。複数のCNCフレキシブル曲げ加工センターとロボットによる精密溶接生産ラインを備えており、ブランキング、曲げ加工、リベット打ち、溶接を連続して行い、完成品を直接出荷することが可能です。
Q8:大量生産の精密レーザー切断サービスについて、即座に見積もりを取得するにはどうすればよいですか?
クライアントがプロジェクトの重要な詳細情報を入力し、技術図面をアップロードすると、専任のB2Bプロジェクトマネージャーが材料費、機械稼働時間、人件費を迅速に算出し、隠れた料金のない、明確でモジュール式の、クライアントに合わせた見積もりをすぐに作成します。
まとめ
亜鉛メッキ鋼板のレーザー切断は、一種の精密システムプロセスであり、複数の分野を統合したものです。従来の加工方法で発生する亜鉛層の剥離、切断面の腐食、寸法ずれといった問題は、一般的に、プロセスパラメータが適切に管理されていないこと、および品質管理が不十分であることに起因します。
LSマニュファクチャリングは、高周波マイクロパルス技術と高純度高圧ガス制御、そして徹底した品質検査システムにより、精密加工と長期耐腐食性という業界特有の課題を克服することに成功しました。そのため、特注部品は高い精度を実現すると同時に、長期間にわたる屋外での風雨にも耐えることができます。企業が高品質な加工サービスを利用することで、研究開発サイクルの短縮、運用コストの削減、そして最終製品の品質向上につながり、ひいてはサプライチェーンの競争力強化に貢献します。
最先端の錆が重工業設備に悪影響を及ぼす前に、ぜひご検討ください!製品開発段階であっても、サプライチェーンの品質不安定性に直面している場合でも、プロの亜鉛メッキ鋼板レーザー切断サービスなら、これらの問題をより効率的に解決できます。STEP 、IGS、またはDXF形式の図面をアップロードするだけで、24時間いつでも無料のDFM評価とモジュール式見積もりを入手できます。このサービスは、コアテクノロジーを活用して製品品質の向上、コスト削減、市場競争力の強化を支援します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


