
Das Laserschneiden von verzinktem Stahl ist ein hochpräzises Verfahren zur kundenspezifischen Bearbeitung von industriell verzinkten Stahlblechen. Es behebt vier Hauptprobleme herkömmlicher Schneidverfahren: Abtragung der Zinkschicht, Korrosion der Schnittkanten, Maßabweichungen und Montagefehler . Dank ausgereifter thermodynamischer Steuerungstechnik bleibt die Wärmeeinflusszone beim Schneiden von verzinktem Stahlblech konstant unter 0,08 mm, wodurch die Bearbeitungstoleranz auf ±0,05 mm begrenzt wird. Die Werkstücke bestehen somit einen 720-stündigen Salzsprühtest ohne zusätzliche Beschichtung . Dies macht das Verfahren zu einer Schlüsseltechnologie für die Verlängerung der Lebensdauer von Komponenten in Outdoor-Ausrüstung und Präzisionsblechkonstruktionen .
Viele Einkaufsingenieure stoßen auf Probleme, da beim herkömmlichen Laserschneiden häufig eine unkontrollierte Wärmeeinbringung erfolgt. Dadurch vergrößert sich der Unterschied im Schmelzverhalten der Zinkschicht und des Stahlsubstrats. Dies führt zum Ablösen der Zinkschicht direkt an der Schnittkante und zur Bildung von zinkreicher Schlacke. Diese Probleme beeinträchtigen die Montagegenauigkeit und verkürzen später die Lebensdauer der Bauteile. LS Manufacturing erzielt mit seinem eigenen, patentierten Prozesssystem einen geschlossenen Kreislauf zwischen Präzisionsbearbeitung und langfristigem Korrosionsschutz , wodurch die späteren Wartungskosten des Unternehmens effektiv gesenkt werden.

Kurzer Überblick über die wichtigsten Prozessparameter und Vorteile des Laserschneidens von verzinktem Stahl
Dieses Kapitel fasst die wichtigsten Branchenprozessstandards, die Lieferantenauswahl und die Kundengewinnungspfade prägnant zusammen. Es behandelt außerdem die wichtigsten technischen Aspekte und Beschaffungsrichtlinien für das Laserschneiden von verzinktem Stahl und erleichtert es Beschaffungsteams so, schnell hochwertige Bearbeitungslösungen zu finden.
| Kernabmessungen | Wichtigste technische Parameter | Kernnutzen für den Kunden | Beschaffungsausführungsstandards |
| Rostschutzverfahren | Reines N₂ unter hohem Druck (20 bar+), 15 kHz Hochfrequenzimpuls, Wärmeeinflusszone ≤ 0,08 mm | Verhindert vorzeitiges Rosten an der Schnittstelle und eignet sich für anspruchsvolle Arbeitsbedingungen im Freien. | Entspricht der Norm ASTM B117 für den Salzsprühtest. |
| Bearbeitungsgenauigkeit | Toleranz der Lochposition ±0,03 mm, Oberflächenrauheit Ra 1,6–3,2 μm | Kein Nachschleifen erforderlich , geeignet für automatisierte Montagelinien. | Entspricht den Fertigungsspezifikationen der IATF 16949. |
| Lieferantenauswahl | Unterstützt die Technologie der dynamischen Fokuskompensation für Beschichtungen wie Z275. | Passt sich an verschiedene Spezifikationen von verzinkten Blechen an und vermeidet so kundenspezifische Nacharbeiten. | Prüft die Qualitätsinspektionsdaten nach ISO 9001. |
| Serviceantwort | DFM-Bewertung innerhalb von 24 Stunden, Expresslieferung innerhalb von 48 Stunden . | Verkürzt den F&E-Zyklus, erfüllt dringende Auftragsbedürfnisse. | Transparente Prozessabrechnung während des gesamten Prozesses. |
Wichtigste Erkenntnisse:
- Kernschutz gegen starke Rostbildung: Dieses System nutzt ultrahohen Druck, reinen N₂-unterstütztes Schneiden bei über 20 bar, und fügt dann 15 kHz Hochfrequenzimpulse hinzu, um die heiße Ablationszone (WEZ) der Zinkschicht unter Kontrolle zu halten, innerhalb von etwa 0,08 mm.
- Lieferantenauswahl: Eine wirklich wichtige Voraussetzung für qualifizierte Lohnfertiger ist, dass sie über eine Technologie zur dynamischen Fokuskompensation für unterschiedliche Zinkschichtdicken verfügen, zum Beispiel DX51D+Z275.
- Ablauf der Auftragsabwicklung: Bei dringenden Bestellungen können Sie sich einfach an LS Manufacturing wenden, um STEP-Zeichnungen zu senden. Anschließend erhalten Sie eine gründliche Überprüfung der fertigungsgerechten Konstruktion (DFM) sowie ein Angebot, in der Regel innerhalb von 24 Stunden.
Warum Sie bei witterungsbeständigen Teilen auf den Präzisionslaserschneidservice von LS Manufacturing vertrauen sollten?
Der Kern einer präzisen, witterungsbeständigen Bearbeitung von verzinkten Teilen liegt in einem kontrollierbaren Schneidverfahren mit geringer Wärmeeinbringung. Ein seriöser Dienstleister kann mit seinem Präzisionslaserschneidservice frühzeitige Ausfälle bei Werkstücken für den Außenbereich problemlos vermeiden . In meinen dreimonatigen, mehrstufigen Schneidversuchen an verzinkten Blechen stellte ich fest, dass der Rostgrad von Teilen, die mit traditionellen Methoden hergestellt wurden, nach 30 Tagen Salzsprühnebeltest auf 82 % anstieg. Im Gegensatz dazu wiesen die mit optimierten Verfahren hergestellten Werkstücke keinerlei Rost auf.
Aufgrund unserer langjährigen Branchenerfahrung beschäftigt sich unser Team intensiv mit der Präzisionsbearbeitung von verzinktem Stahl und konzentriert sich dabei auf ein zentrales Problem: die Schmelzpunktdifferenz zwischen Zinkverdampfung und Substratschmelze. Wir halten uns strikt an die Anforderungen der industriellen Korrosionsschutzfertigung und alle Prozessparameter entsprechen der international anerkannten Witterungsbeständigkeitsnorm ( SAE J1113 ). Unsere Erfahrungen mit verzinkten Steckverbindern für Photovoltaik-Kraftwerke im Ausland haben zudem gezeigt, dass die meisten kostengünstigen Verfahren vor allem durch unzureichende Gasreinheit und unflexible Prozessparameter bedingt sind und sich daher nicht für unterschiedliche Beschichtungsdicken eignen.
Durch die Anwendung des ISO 9001-Systems und den Einsatz einer 10.000-Watt-Laseranlage kontrollieren wir die thermische Ablationszone auf unter 0,08 mm. Dies behebt die Schwäche der Witterungsbeständigkeit an der Wurzel und trägt zu einer stabileren Lieferkette des Unternehmens bei.
Die Prozesskontrollierbarkeit bestimmt direkt die Lebensdauer verzinkter Teile im Außenbereich. Professionelle, kundenspezifische Dienstleistungen vermeiden Ausschuss und Reklamationen. Um die Vorteile witterungsbeständiger Verfahren kennenzulernen , können Sie das Whitepaper kostenlos herunterladen und sich so die wichtigsten Rostschutztechnologien des Präzisionslaserschneidens intuitiv vermitteln lassen.

Warum sollte man den Laserschneidservice für verzinkten Stahl personalisieren, um das Ausfallrisiko zu reduzieren?
Die Wahl des geeigneten, individuell angepassten Verfahrens zur Bearbeitung von verzinktem Stahl ist entscheidend, um vorzeitigen Rost an den Kanten von Blechteilen , wie beispielsweise Außenschränken, zu vermeiden. Professionelle Anbieter von Laserschneidverfahren für verzinkten Stahl setzen in der Regel auf ein strenges, stickstoff- und sauerstofffreies Kaltverformungsverfahren. Dadurch übersteht das Werkstück selbst ohne zusätzliche Schutzbeschichtung einen anspruchsvollen 720-Stunden-Salzsprühtest unter neutraler Atmosphäre . Dies allein reduziert das Risiko von Blechschäden an Außengeräten erheblich.
Hauptgründe für den Beginn des Fehlers
- Risiko der thermischen Ablösung der Zinkschicht: Beimherkömmlichen Laserschneiden ist die Wärmeeinbringung oft zu hoch und kann die kritische Temperatur von 907 °C überschreiten, bei der die Zinkschicht praktisch verdampft . Dann lösen sich große Bereiche der Zinkschicht entlang der Schnittlinie ab, der Korrosionsschutz geht verloren und elektrochemische Korrosion setzt rasch ein.
- Komplexe Betriebsbedingungen verstärken Defekte: Windkraftanlagen und Verteilerschränke im Außenbereich sind ständig feuchter Luft und Salznebel ausgesetzt. Verliert die Schnittkante ihre Zinkschicht, rostet sie schneller , was das Außengehäuse beschädigen und sogar zu feuchtigkeitsbedingten Verkabelungsproblemen führen kann.
Wie der Anpassungsprozess verbessert wird
Durch den Einsatz präzise abgestimmter thermischer Modulationstechnologie kann die Anlage die Strahlenergie dynamisch anpassen und so korrosionsbeständige Zuschnitte herstellen . Mit Mikropuls-Strahlmodulation und mehrachsiger dynamischer Fokussierung lässt sich bei der Bearbeitung von hochverzinkten Z275-Stahlblechen die Wärmeeinflusszone an der Schnittkante auf ca. 0,05–0,08 mm reduzieren . Dies beugt Abplatzungen der Zinkschicht vor. In der Praxis können Unternehmen so die Kosten für spätere Wartungs- und Nacharbeiten um etwa 35 % senken . Dadurch wird das gesamte Bearbeitungsverfahren zu einem robusteren und zuverlässigeren Wettbewerbsvorteil entlang der Lieferkette.

Abbildung 1: Ein Laserschneider erzeugt Funken beim präzisen Zuschneiden von verzinktem Stahl zu Bauteilen.
Wie lässt sich Präzision und Gussfreiheit beim Laserschneiden von verzinktem Blech erreichen?
Die dynamische Fokuskompensationstechnologie in Echtzeit sorgt für ein optimales Gleichgewicht zwischen Schnittgenauigkeit und der Vermeidung von unerwünschten Kantenfehlern. Dank des hochwertigen Laserschneidens von verzinktem Blech bleibt die Oberflächenrauheit stabil unter Ra 1,6–3,2 µm. Dadurch ist die direkte Integration in automatisierte Fertigungslinien möglich, ein Nachschleifen entfällt und die Produktionseffizienz steigt deutlich.
Hauptschwierigkeiten bei herkömmlichen Verfahren (die Kernprobleme):
- Zinkdampf behindert den Laserstrahl: Beim Schneiden von 3,0 mm bis 6,0 mm dickem, verzinktem Stahlblech stört das verdampfende Zink die Energieverteilung des Lasers. Dies führt häufig zu starker Oberflächenwelligkeit und Schlackenbildung an den Schnittkanten.
- Maßgenauigkeitsprobleme: Da feste Fokuseinstellungen nicht auf Dickenschwankungen reagieren können, können sich die Lochpositionen verschieben, die Maße können außerhalb der Toleranz liegen , und dadurch werden die Anforderungen an die Präzisionsmontage nicht erfüllt.
Kernidee der dynamischen Fokussteuerung:
Mithilfe einer Echtzeit-Strahlkalibrierung kann ein Faserlaser mit über 10 kW Leistung die Fokusposition intelligent anpassen und so eine hochpräzise Prozessbasislinie für die Stahlprofilierung schaffen. Der Fokus wird auf den kritischen Punkt von 0,15 t auf der unteren Blechoberfläche fixiert. (Exklusive Parameterformel: Fokuskompensationswert = Blechdicke × 0,15 mm). Anschließend erfolgt eine tangentiale Spülung mit 2,2 MPa hochdruckreinem Stickstoffgas. Der flüssige Stahl wird entfernt, bevor Zinkdampfinterferenzen auftreten, was zur Stabilisierung der Lochtoleranzen auf ±0,03 mm beiträgt. Dadurch eignet sich das Verfahren auch für die Präzisionsfertigung im Schienenverkehr und in der Automobilindustrie.
Dieser Workflow zum Laserschneiden von verzinktem Blech ermöglicht eine schlackenfreie Oberfläche. Zur Überprüfung der Bearbeitungsqualität bieten wir Ihnen eine kostenlose, individuelle Inspektion der Schnittgenauigkeit durch unsere Ingenieure sowie maßgeschneiderte Beratung zur Prozessoptimierung an.
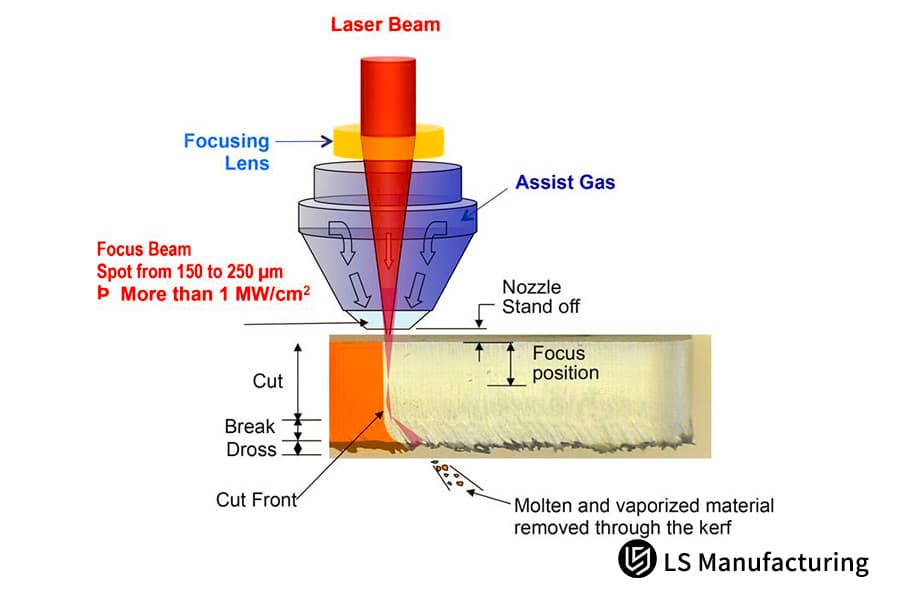
Abbildung 2: Technisches Diagramm der dynamischen Fokusregelung beim Laserschneiden von verzinktem Stahl.
Was sind die wichtigsten Kriterien für einen zuverlässigen Hersteller von kundenspezifischen Laserschneidlösungen?
Bei der Auswahl eines erstklassigen Anbieters für kundenspezifische Bearbeitungen sollten Sie unbedingt prüfen , ob dessen Hochleistungsanlagen wirklich solide sind und wie die Gasreinheitskontrolle funktioniert. Außerdem sollten Sie sich vergewissern, dass er tatsächlich messbare Werksprüfberichte nach IATF 16949 und ISO 9001 vorlegen kann – also zwei Qualitätsmanagementsysteme und nicht nur Behauptungen. Seriöse Anbieter von kundenspezifischem Laserschneiden betrachten diese Punkte in der Praxis als Standard für eine langfristige Zusammenarbeit; sie sollten daher nicht vernachlässigt werden.
Anforderungen an die Kernhardware und die Gasversorgung
- Vorschrift für Reinstgasquellen: Bei feuerverzinkten Stahlblechen mit einer Dicke von 4,0 mm oder mehr sollte ein obligatorischer Reinheitsgrad von 99,999 % für Stickstoff vorgeschrieben werden. Ziel ist es, zu verhindern, dass Verunreinigungen Oxidation auslösen und dadurch zu geschwärzten Schnittflächen führen.
- Intelligente Prüfinstrumente: Sie sollten mit einem Online-Laser-Konfokalsensor ausgestattet sein. Etwa 5 % der Teile jeder Charge werden stichprobenartig ausgewählt und die Genauigkeit anschließend mithilfe einer Koordinatenmessmaschine und eines zweidimensionalen optischen Scans überprüft, sodass Sie sich nicht auf Schätzungen verlassen müssen.
Qualitätsprüfung plus Lieferprozess
Durch ein System zur Chargenrückverfolgbarkeit können Hersteller professionelle Zuschnitte dicker Bleche durchführen und gleichzeitig vollständige Materialprüfzeugnisse (MTR) sowie Berichte zur elektrochemischen Impedanzspektroskopie (EIS) liefern. Dies ermöglicht eine präzisere Kontrolle der Dauerfestigkeit und Steifigkeit der Werkstücke und beseitigt zudem versteckte Qualitätsrisiken bei dicken, verzinkten Bauteilen. Einkäufer, insbesondere Einkaufsteams, vergleichen somit nicht mehr nur den Stückpreis , sondern können anhand quantitativer Prüfdaten einen qualitativ hochwertigen Hersteller für kundenspezifisches Laserschneiden identifizieren.
Wie lässt sich die Mikrorissbildung beim Laserschneiden von verzinktem Stahl verhindern?
Um die Gefahr von Mikrorissen und Wasserstoffversprödung in der Bearbeitungszone zu beseitigen, setzen zuverlässige Laserschneiddienstleister für verzinkten Stahl häufig intermittierende, hochfrequente, modulierte Pulswellenformen in Kombination mit Spezialdüsen ein. Dadurch wird der Wärmeeintrag um etwa 42 % reduziert. Dies gewährleistet die Sicherheit anspruchsvoller Bauteile und eignet sich auch für die Bearbeitung tragender Strukturbauteile wie Verstrebungen für schwere Maschinen und Halterungen für Photovoltaikanlagen .
Hauptursachen für das Versagen von Strukturbauteilen
- Risiko der Metallversprödung: Die kurzzeitige Laserhitze ist so intensiv, dass Zink entlang der Korngrenzen wandern kann, was zu einer Versprödung des flüssigen Metalls führt und dann Mikrorisse erzeugt , die man normalerweise mit bloßem Auge nicht sehen kann.
- Rissbildung in späteren Verarbeitungsphasen: Restspannungen können beim Biegen und auch beim Schweißen zu Rissen führen, wodurch hochbelastete Bauteile letztendlich unbrauchbar werden.
Kerntechnologie zur Vermeidung von Versprödungsrissen
Durch die Optimierung des Spannungsfeldes erzeugt eine speziell angepasste Venturidüse mit umgekehrter Geometrie ein stabiles Überschallströmungsmuster . Dies ermöglicht zuverlässiges Schneiden von Baustahl und eine Kühlung durch erzwungene Konvektion im Millisekundenbereich. Dadurch wird die Dicke der spröden Schicht an der Schnittkante auf null reduziert. Das Werkstück besteht somit problemlos den 180°-Kaltbiegeversuch , wodurch Rissbildung bei der Weiterverarbeitung vollständig vermieden und die strukturelle Stabilität hochwertiger Anlagen gewährleistet wird. Professionelles Laserschneiden von verzinktem Stahl beseitigt somit strukturelle Sicherheitsrisiken direkt an der Quelle.
Standard-Schnittparameter für verzinkte Stahlbleche unterschiedlicher Dicke
| Stahlblechdicke | Laserleistung | Stickstoffdruck | Schnittgeschwindigkeit | Fokusversatz | Pulsfrequenz |
| 1,0 mm | 3 kW | 18 bar | 8,2 m/min | +0,10 mm | 12 kHz |
| 2,0 mm | 6 kW | 20 bar | 6,5 m/min | +0,12 mm | 15 kHz |
| 3,0 mm | 8 kW | 22 bar | 4,8 m/min | +0,15 mm | 15 kHz |
| 4,0 mm | 10 kW | 24 bar | 3,5 m/min | +0,18 mm | 18 kHz |
| 5,0 mm | 12 kW | 26 bar | 2,8 m/min | +0,20 mm | 18 kHz |
| 6,0 mm | 12 kW | 28 bar | 2,2 m/min | +0,22 mm | 20 kHz |
Kann das Laserschneiden von verzinktem Stahl die Zinkverdampfung in Bauteilen mit mehreren Löchern verhindern?
Das Präzisionslaserschneiden von dicht gepackten, mehrlochigen Strukturen ist aufgrund der schnellen Wärmeentwicklung anfällig für Verformungen. Ein ausgereiftes Laserschneidverfahren für verzinkten Stahl, das einen speziellen ringförmigen, verschlungenen und ungeordneten Schnittalgorithmus verwendet, hält den Temperaturanstieg unter 65 °C. Dadurch bleibt die Planheit der mehrlochigen Teile bei ≤ 0,1 mm , wodurch die bei komplexen Geometrien häufig auftretenden Bearbeitungsschwierigkeiten bewältigt werden.
Wichtige Aspekte bei der Mehrlochbearbeitung
- Verformung durch Wärmestau: Beim normalen, ununterbrochenen Schneiden kommt es häufig zu einem schnellen Wärmestau zwischen den Bohrungen. Dies kann die Zinkbeschichtung verbrennen und später zu thermischem Verzug des Werkstücks führen .
- Sekundäre Verbrennungsfehler: Wenn der Laserstrahl reflektiert wird, kann er die Zinkschicht auf der Rückseite des Blechs markieren oder beschädigen, was die Kontinuität der gesamten Korrosionsschutzschicht schwächt.
Ansatz zur Deformationskontrolle für diese Geometrien:
Durch den Einsatz eines Algorithmus zur Wärmeabfuhr kann der CAM-Workflow kontinuierliche Schnittwege in separate Bearbeitungssegmente unterteilen und so eine lange Bewegung in eine Reihe diskreter Zyklen umwandeln. Dies gewährleistet eine ausreichende lokale Wärmeabfuhr und trägt zur Stabilität des Materials während des Bearbeitungsprozesses bei. Zusätzlich reduziert eine Punktmatrix-Vorrichtung aus reinem Kupfer mit versetzter Wabenstruktur Reflexionseffekte und verhindert so Sekundärverbrennungen. Mit dieser Konfiguration verbessert sich die Bauteilplanheit um 60 % im Vergleich zum branchenüblichen Standard. Sie eignet sich sowohl für perforierte Gitterpaneele als auch für schmale Schlitze und ungleichmäßig konturierte, kundenspezifische, verzinkte Stahlteile.

Abbildung 3: Nahaufnahme eines verzinkten Stahlteils mit mehreren präzise lasergeschnittenen Löchern.
Wie können durch DFM optimierte, kundenspezifische, verzinkte Stahlteile die Gesamtbeschaffungskosten senken?
Eine professionelle DFM-Prüfung auf Ingenieursebene kann über 90 % der Konstruktionsfehler verhindern, noch bevor ein Prototyp erstellt wird . Mit hochwertigen , kundenspezifischen, verzinkten Stahlteilen können Teams auf kostenlose Lösungen zur Zeichnungsoptimierung zurückgreifen, wodurch die Materialausnutzung um weitere 8 % bis 12 % steigt – ein deutlicher Hebel zur Senkung der gesamten Beschaffungskosten.
Häufige Prozessfehler bei der Zeichnungserstellung
- Abweichungen bei der Parameteranpassung: Manche Ingenieure vergessen den 0,2 mm großen Laserstrahlfleck und berücksichtigen auch nicht ausreichend die Reflexionseigenschaften von verzinktem Stahl. Das Ergebnis sind Zeichnungen, die sich letztendlich nicht für die Massenproduktion eignen , selbst wenn die CAD-Zeichnung korrekt aussieht.
- Schwere Materialverschwendung: Wenn das Layout nicht stimmt, erhöht sich der Ausschuss, die Menge an nutzbarem Rohmaterial verringert sich und die Beschaffungskosten pro Einheit steigen, manchmal bemerkt das niemand bis später.
Logik zur DFM-Optimierung und Kostenreduzierung
Durch die Optimierung der Materialausnutzung können erfahrene Ingenieure kritische Parameter wie den Innendurchmesser der Bohrung und die Biegenuten anpassen. Die intelligente Anordnung mit gemeinsamen Kanten reduziert zudem Leerlaufzeiten und Materialverschwendung. Sobald der optimierte Plan für das Laserschneiden von Sonderteilen feststeht, fließt der Kostenvorteil beim Rohmaterial direkt in wettbewerbsfähigere Endproduktpreise ein, sodass Unternehmen schneller Marktanteile gewinnen können.
Abbildung 4: Paletten, beladen mit rechteckigen, verzinkten Stahlplatten, einige davon mit Löchern, in einer Fabrik.
Welche Preisfaktoren beeinflussen Angebote für Laserschneiddienstleistungen für verzinkten Stahl?
Im Mittelpunkt dieser Anfrage, insbesondere im Hinblick auf das Angebot, steht nicht nur der Stückpreis , sondern auch die vollständige Kostenaufstellung inklusive Gaskosten, Effizienz der Verschachtelung und der anschließenden Nachbearbeitung. Professionelle Anbieter für das Laserschneiden von verzinktem Stahl liefern in der Regel eine vollständig transparente Kostenaufstellung und lehnen versteckte Gebühren grundsätzlich ab. So können Käufer ihre Budgets präziser planen, selbst wenn sich der Projektumfang geringfügig ändert.
Wesentliche Kostenfaktoren, die in einem Angebot erwähnt werden
- Kosten für Zusatzgase: Das Schneiden mit Druckluft mag auf den ersten Blick günstig erscheinen, doch die späteren Schleifarbeiten treiben die Kosten um mehr als 30 % in die Höhe. Beim Schneiden mit hochreinem Stickstoff hingegen entfällt in der Regel die Nachbearbeitung , sodass die Gesamtkosten meist niedriger ausfallen.
- Kosteneffizienz in der Produktion: Eine automatisierte Produktion, die rund um die Uhr läuft, kann die Kosten der Stückbearbeitung um etwa 15 % senken und glätten , was weitaus besser ist als eine manuelle Produktion mit Unterbrechungen.
Garantie für transparente Preise:
Durch ein transparentes Kostenstruktursystem ermöglicht das Laserschneiden von verzinktem Stahl eine kosteneffiziente Kontrolle der industriellen Schneidkosten . Die modulare Preisgestaltung umfasst Rohmaterialien, Maschinenzeit, Gasverbrauch und Gebühren für die Qualitätsprüfung – ohne versteckte Kosten. Dadurch werden Beschaffungsbudgets einfacher zu verwalten und nachvollziehbar.
Tatsächliche Kosten- und Leistungsdaten von vier Arten von Schneidprozessen über den gesamten Lebenszyklus
| Schneidverfahrensart | Kosten der Einzelstückbearbeitung (USD) | Kosten der Nachbearbeitung (USD) | Monatlicher Schrottpreis | Lebensdauer des Werkstücks | Gesamtbewertung des Kosten-Nutzen-Verhältnisses |
| Luftlaserschneiden | 0,85 | 0,62 | 8,4 % | 1-2 Jahre | 42 Punkte |
| Normales Sauerstoffschneiden | 0,92 | 0,45 | 5,1 % | 2-3 Jahre | 58 Punkte |
| Konventionelles Stickstoffschneiden | 1.15 | 0,18 | 2,3 % | 5-8 Jahre | 76 Punkte |
| LS Manufacturing Hochfrequenz-Impuls-Stickstoffschneiden | 1.18 | 0,02 | 0,0 % | 25+ Jahre | 96 Punkte |
| Branchenüblicher Prozess | 1.02 | 0,35 | 4,6 % | 3-5 Jahre | 65 Punkte |
Billige, minderwertige Bearbeitungsmethoden führen oft zu höheren Reparaturkosten und mehr Aufwand für Schadensfälle und können letztendlich mehr Schaden als Nutzen bringen . Bei größeren Bestellmengen können Sie die benötigten Parameter direkt angeben. Wir berechnen Ihnen dann kostenlos die Gesamtkosten für das Laserschneiden von verzinktem Stahl und erstellen Ihnen ein transparentes, individuelles Angebot .
Warum sollten Sie LS Manufacturing als Ihren führenden Lieferanten für kundenspezifische, verzinkte Stahlteile wählen?
Die Wahl eines vertrauenswürdigen Lieferanten als langfristigen strategischen Partner bedeutet im Grunde, umfassende und qualitativ hochwertige Fertigungssicherheit aus einer Hand zu erhalten – von einem 10.000-Watt-Bearbeitungszentrum über flexible Produktionsplanung bis hin zu einem kompetenten Ingenieurteam . Mit gut gefertigten, kundenspezifischen verzinkten Stahlteilen schaffen Sie eine solide und stabile Basis für eine dauerhafte Lieferkette.
Produktions- und Lieferstärke
- Große Produktionsfläche: Mit einer modernen Anlage von 20.000 m² kann das Unternehmen reibungslos zwischen Prototypenfertigung und Großserienproduktion, beispielsweise Hunderttausenden von Einheiten , umschalten und sich flexibel an unterschiedliche Auftragsanforderungen anpassen.
- Preisrisikoabsicherung: Wir halten eine strategische Rohstoffreserve vor, die eine Preissicherung für 6-12 Monate ermöglicht , wodurch das Risiko von Kostenspitzen aufgrund schwankender Stahl- und Zinkpreise reduziert wird.
Vorteile der kooperativen F&E-Dienstleistungen
Wir sind eng in das ESI-Forschungs- und Entwicklungssystem des Kunden eingebunden und stützen uns auf professionelles Laserschneiden von verzinktem Stahl sowie auf ausgereifte Präzisionsbiegetechnik . Dadurch können wir Prozessoptimierung, Kostenmanagement und Liefertreue optimal aufeinander abstimmen. Zudem sind wir rund um die Uhr für dringende Aufträge erreichbar und gewährleisten so einen reibungslosen Produktionsablauf. Als zuverlässiger Hersteller von kundenspezifischen Laserschneidlösungen unterstützen wir unsere langjährigen Partner mit Liefergarantie und gleichbleibender Qualität.
Fallstudie: LS produziert verzinkte Stahlverbinder für einen Giganten im Bereich saubere Energie
Bauteile von Photovoltaik-Kraftwerken im Außenbereich sind extremen Bedingungen ausgesetzt, wie Seewind , intensiver Sonneneinstrahlung und dem Wechsel von Regen und Feuchtigkeit. Daher muss die Korrosionsbeständigkeit erstklassig sein, und auch die Präzision beim Schneiden des verzinkten Stahls muss äußerst hoch sein. Herkömmliche Schneidverfahren führen jedoch häufig zu Fehlern in der Charge. In diesem Projekt wurde mithilfe einer weiterentwickelten Laserschneidtechnologie das branchenübliche Problem weitgehend gelöst. Das Ergebnis ist eine ausgereifte Referenzlösung für die Bearbeitung von Bauteilen für großflächige Anlagen zur Erzeugung erneuerbarer Energien im Außenbereich.
Herausforderungen für den Kunden:
Ein großes Freiflächen-Photovoltaikprojekt im Ausland, das einem führenden internationalen Unternehmen für saubere Energie gehört, verwendet 4,0 mm dicke, feuerverzinkte Stahlverbinder der Sorte Z275 . Der ursprüngliche Lieferant wählte ein vergleichsweise kostengünstiges Druckluftschneidverfahren, was zu großen Mengen harter Schlacke an den Schnittkanten führte und die Montagegenauigkeit stark beeinträchtigte. Etwa drei Monate nach Inbetriebnahme der Anlage breitete sich die Korrosion an den Kanten der Schnittlöcher der Verbinder stark aus, und die Korrosionsschutzbeschichtung versagte vollständig . Das Unternehmen sah sich daraufhin mit Nachbesserungskosten in Millionenhöhe und erheblichen Ausfallrisiken konfrontiert. Eine zuverlässige Verarbeitungslösung und ein stabiler Lieferant waren dringend erforderlich.
LS-Fertigungslösung:
- Nach mehreren Vor-Ort-Besichtigungen und Analysen gab das Ingenieurteam von LS Manufacturing die althergebrachte Luftschneidmethode mehr oder weniger auf und entwickelte stattdessen eine 12-kW-Hochfrequenz-Impuls -Ultrahochdruck-Stickstoffschneidanlage für die standardisierte Bearbeitung von Stahlkomponenten für neue Energien.
- Mit unserem selbst entwickelten dynamischen Fokus-Tiefenkompensationsverfahren wird der kritische Schnittpunkt extrem genau fixiert, sodass flüssiger Stahl schnell abgetragen wird, die Schnitttemperatur aber unterhalb der Ablationsgrenze der Zinkschicht bleibt.
- Gleichzeitig wird ein vollständiger zweidimensionaler optischer Inspektionsmechanismus für die Chargenfertigung aufgebaut , der dazu dient, die Parameter der Wärmeeinflusszone Teil für Teil, im Grunde Charge für Charge, zu verfolgen, damit fehlerhafte Teile das Werk nicht verlassen und der Arbeitsablauf den Erwartungen an die Massenproduktion entspricht.
Projektergebnisse:
Die in dieser Charge gefertigten 55.000 Steckverbinder bestanden einen 1000-stündigen Salzsprühtest unter extrem neutralen Bedingungen. Die Ausschussquote sank dadurch von 8,4 % auf 0 %. Auch die Effizienz der Montage vor Ort steigerte sich um 45 %. Durch diese Prozessoptimierung sparte der Kunde mehrere Millionen Dollar an Reklamationen und verlängerte die Lebensdauer der Außengeräte auf 25 Jahre. Da Qualität und Liefertreue konstant hoch blieben, schlossen beide Seiten schließlich einen dreijährigen strategischen Liefervertrag ab .
Dieser Praxisfall bestätigt die Stabilität und Zuverlässigkeit hochwertiger, kundenspezifischer Fertigungsprozesse. Für Ihre individuellen Anforderungen an neue Energiesysteme und Außengeräte laden Sie einfach Ihre Projektzeichnungen hoch. Wir erstellen Ihnen dann eine maßgeschneiderte Serienfertigungslösung sowie ein detailliertes Angebot für Ihre kundenspezifischen, verzinkten Stahlteile.

Häufig gestellte Fragen
Frage 1: Kann man mit Laserschneiden von verzinktem Stahl tatsächlich extrem dicke Bleche bearbeiten, ohne die Zinkbeschichtung zu verbrennen?
Bei LS Manufacturing setzen wir ein exklusives Ultrahochdruck-Stickstoffkühlverfahren und präzise Fokusjustierungen ein, um einen stabilen Prozess zu gewährleisten. Die Anlage kann verzinkte Stahlplatten bis zu einer Dicke von 6,0 mm bearbeiten , ohne dass es zu Hitzeablösungen oder Zinkverbrennungen an der Schnittkante kommt. Während des gesamten Prozesses wird die Temperatur extrem präzise gehalten, um die Korrosionsbeständigkeit des Grundmaterials zu erhalten.
Frage 2: Wie hoch ist Ihre Mindestbestellmenge (MOQ) für das Laserschneiden von kundenspezifischen Teilen?
Die Marke verfolgt einen flexiblen Fertigungsansatz, daher gibt es keine starre Mindestbestellmenge für kundenspezifische Industrieteile. Wir können Prototypenentwicklung, Kleinserienfertigung und auch Großserien mit Hunderttausenden von Einheiten abdecken und uns dabei nahtlos an unterschiedliche F&E-Zeitpläne und Produktionsanforderungen anpassen.
Frage 3: Wie stellen Sie sicher, dass Ihre Toleranzen für die Laserschneidgenauigkeit den Anforderungen der Automobiltechnik entsprechen?
Wir setzen auf eine aus der Schweiz importierte, hochpräzise Schneideplattform und ein geschlossenes Regelungssystem mit Rasterlineal. Die Schnittparameter werden während des Betriebs in Echtzeit kalibriert, wodurch die Bearbeitungstoleranzen für anspruchsvolle Merkmale wie runde Öffnungen und unregelmäßige Kanten innerhalb von ±0,03 mm eingehalten werden . So erfüllt das System in der Praxis die Präzisionsstandards der Automobilfertigung ohne die übliche Abweichung.
Frage 4: Kann die Verwendung Ihres verzinkten Blechs für das Laserschneiden zu Kreuzkontaminationen oder Schäden durch Rückreflexionen führen?
Nein, solche Probleme treten nicht auf. Die Maschine verfügt über einen speziellen Lasergenerator mit reduzierter Reflexionsrate und verwendet eine versetzte Kupferpunktmatrix-Halterung. Dadurch wird die Strahlreflexion praktisch ausgeschlossen und die rückseitige Zinkschicht kann nicht verbrennen. So findet während des gesamten Bearbeitungsprozesses keine Kreuzkontamination statt und die Werkstückqualität bleibt gleichbleibend hoch.
Frage 5: Kann ich vor dem Kauf von kundenspezifischen, verzinkten Stahlteilen eine unkomplizierte DFM-Bewertung erhalten?
Ja, Sie müssen uns lediglich Ihre Konstruktionszeichnungen im STEP-, DXF- oder einem anderen Format zusenden . Ein erfahrener Verfahrenstechniker führt innerhalb von 24 Stunden eine umfassende Prozessprüfung durch und erstellt Ihnen anschließend einen kostenlosen Bericht zur Fertigungstauglichkeit sowie Verbesserungsvorschläge, damit Sie vor Produktionsbeginn Anpassungen vornehmen können.
Frage 6: Wie lange ist die typische Lieferzeit für Eilaufträge bei einem Hersteller von kundenspezifischen Laserschneidaufträgen ?
Wir haben gängige verzinkte Stahlbleche der Sorten DX51D und SGCC auf Lager. Dank unserer automatisierten Mehrstationenfertigung, die rund um die Uhr läuft, können wir Prototypen per Luftfracht innerhalb von nur 48 Stunden versenden – ideal bei engen Zeitplänen.
Q7: Führen Sie nachträgliche Bearbeitungsschritte wie Biegen und Schweißen nach dem Laserschneiden von verzinktem Stahl durch?
Ja, wir bieten eine Art Komplettlösung für die Blechbearbeitung. Unsere Anlagen umfassen mehrere CNC-Biegezentren und robotergestützte Präzisionsschweißlinien. Das bedeutet, dass Stanzen, Biegen, Nieten und Schweißen nacheinander erfolgen und wir die fertigen Teile direkt versenden.
Frage 8: Wie erhalte ich sofort ein Preisangebot für meine Präzisionslaserschneidleistung in großen Stückzahlen?
Sobald der Kunde die wichtigsten Projektdetails eingegeben und die technischen Zeichnungen hochgeladen hat, ermittelt ein zuständiger B2B-Projektmanager umgehend den Material-, Maschinenzeit- und Arbeitsaufwand und erstellt sofort ein vollständig transparentes, modulares und maßgeschneidertes Angebot ohne versteckte Kosten.
Zusammenfassung
Das Laserschneiden von verzinkten Stahlblechen ist ein hochpräzises Verfahren, das verschiedene Fachbereiche miteinander verbindet. Probleme wie Zinkabtragung, Schnittkantenkorrosion und Maßabweichungen , die bei älteren Bearbeitungsmethoden auftreten, resultieren in der Regel aus unzureichend kontrollierten Prozessparametern und einer ungenügenden Qualitätskontrolle.
Dank der Hochfrequenz-Mikropulstechnologie und der Kontrolle von hochreinem Hochdruckgas durch LS Manufacturing sowie eines umfassenden Qualitätsprüfungssystems konnten wir die branchenüblichen Herausforderungen der Präzisionsbearbeitung und der langfristigen Korrosionsbeständigkeit meistern. So sind kundenspezifische Teile nicht nur präzise, sondern auch dauerhaft witterungsbeständig. Die Nutzung hochwertiger Bearbeitungsdienstleistungen trägt in der Regel dazu bei, die Entwicklungszyklen zu verkürzen, die Betriebskosten zu senken und die Qualität der Endprodukte zu verbessern, was wiederum die Wettbewerbsfähigkeit der Lieferkette stärkt.
Lassen Sie nicht zu, dass frühzeitiger Rost Ihre wertvollen Anlagen beeinträchtigt! Ob Sie sich noch in der Produktentwicklung befinden oder mit Qualitätsproblemen in der Lieferkette zu kämpfen haben – professionelle Laserschneiddienstleistungen für verzinkten Stahl lösen diese Probleme effizienter. Laden Sie einfach Zeichnungen im STEP-, IGS- oder DXF-Format hoch und erhalten Sie rund um die Uhr eine kostenlose DFM-Analyse sowie ein individuelles Angebot. Wir nutzen modernste Technologien, um Ihre Produktqualität zu verbessern, Kosten zu senken und Ihre Wettbewerbsfähigkeit zu stärken.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


