
Laser cut wood services which are commonly adopted processes during OEM precision wood parts manufacturing. Delivery quality and cost depends on choosing on either laser cut or CNC machining. It's a deep reconstruction of the list named what is the difference between CNC and laser cutting wood.
Nowadays in OEM manufacturing, the buyers may be encountering problems such as burning surfaces of the wood, as well as unallowed tolerances. Surface comparison can't solve deeper problems, and neglecting the interaction of material thermal stress and mechanical cutting force is easy to cause a failure in high value orders.
LS Manufacturing combines practical data to analyze the technical core of laser cutting vs CNC machining, helping to make optimal process decisions during the project initiation stage.

Laser Cutting Vs. CNC Machining: A Quick Overview Of Key Answers
| Process Type | Applicable Tolerance Range | Applicable Wood Thickness | Core Advantages | Customer Benefits |
| Precision Laser Cutting for Wood | ±0.05-0.1mm | ≤20mm | Fine cut, no contact deformation | Reduces sanding steps, improves yield |
| CNC Machining | ±0.1-0.2mm | ≥20mm | Significant advantages in deep hole/step surface processing | Avoids exceeding perpendicularity limits for thick materials |
| Composite Process | ±0.05mm | Any thickness | Balances precision and complex structures | Medical-grade quality, saves 40% on overall costs |
| Custom Laser Cutting Service | ±0.05-0.1mm | ≤10mm | Solves thermal deformation in thin boards | Flatness controlled within 0.5% |
The paper will discuss the processes to meet the available situation and process technical parameters and cases which will help the OEM buyers to match the processes accurately for customjob from the beginning and eliminate unnecessary cost and showcase the first rate professional facilities to achieve speed of order delivery in time.
Why Trust LS Manufacturing For OEM Laser Cutting Services? Experience In Manufacturing Complex Parts
Why OEM manufacturers choose processing service suppliers? Cost controllable, stable quality, assured delivery, added value... What exactly is LS Manufacturer advantage? We have developed this for the past 12years. We focus on sophisticated OEM woodworking processing, quality used widely of high-end OEM suppliers, accumulated qualifications of our clients over 800, worked on more than 5,000 complex projects parts, more than 300 tolerance of our devices reach to 0.05mm, customer repurchase rate below 85%.
All our processes are carried out in accordance to ISO9001:2015 standard quality management systems, standards covering all aspects from material selection to testing. One of our North American furniture OEM customer was looking to cost efficiently produce 8mm thick of Maple decorative parts with a tolerance of 0.1mm, with a part approval rate of 70% and carbonised cut surface delaying delivery.
The flight rate has been risen to 99.8%, secondary polishing cost saving 15%, delivery cycle shorted from 15 days to 7 days (help the customer keep the core orders) by optimizing the nitrogen-assisted gas pressure and laser power combined with pre-treatment of constant temperature and humidity. This shows our good understanding of property of wood combined with process optimization.
As for equipment, we have 15 sets of high-precision laser cutting machines and 8 high-rigid CNC machine tools, can fabricate 20 kinds of most-used woods. We have set up a firm process parameter library, and our service system have achieved international level to fulfill ANSI B11.2 mechanical safety standard.
Whether you need small-batch samples or large-scale OEM production, we can provide suitable solutions to address pain points related to tolerance, surface quality, and cost. Contact our engineers now for a free process assessment and to begin efficient collaboration.

How To Achieve ±0.1mm Tolerance With Precision Laser Cutting For Wood?
Common tolerance for high-end precision wood parts is 0.1mm. The central technique for precision laser cutting for wood is to optimize kerf width by paying special attention to the relationship between kerf width and wood density as well as the influence of power of laser beam on cut surface quality, so as to save cost.
Relationship between Kerf Width and Wood Density
Kerf width is related to tolerance accuracy, and is affected largely by the density of the wood. The more dense the wood, the more power that is needed in order to cut the kerf, leading to wider kerfs. When striving for the same tolerance (0.1mm), more accurate laser power management is needed.
All in all, higher density woodslike harder woodsneed higher "force" from the laser to cut through, which should naturally result in a largerkerf. But using accurate frequency in the laser power should allow you to reliably get the 0.1mm tolerance.
| Wood Type | Density (g/cm³) | 150W Laser Cut Width (mm) | 400W Laser Cut Width (mm) | Fitting Tolerance (mm) |
| Linden | 0.5-0.6 | 0.12 | 0.15 | ±0.1 |
| Maple | 0.6-0.7 | 0.14 | 0.17 | ±0.1 |
| MDF | 0.7-0.8 | 0.16 | 0.19 | ±0.12 |
| Oak | 0.75-0.85 | 0.18 | 0.21 | ±0.15 |
Impact of Laser Power on Carbonization Layer and Optimization Scheme
The depth of carbonization layer varies a lot under different laser powers. A very deep carbonization layer will lead to larger finishing cost. LS Manufacturing has summarized a carbonization layer control scheme, with medium nitrogen assisted gas pressure as the key method, through practical measurements.
- With laser cutting at 150W, the thickness of the carbonized layer is found to be around 0.08mm for basswood and 0.1mm for maple; while at 400W, carbonized layer reaches 0.15-0.2mm.
- Nitrogen assisted gas pressure should be adjusted to 0.6-0.8MPa, so that the carbonized layer will be decreased by 60%. Specifically do not have to grind.
- The above optimization process can help customers save 15% of secondary process costs, while ensuring the tolerance to be 0.1mm continuously.

Figure 1: Laser cutter engraving intricate mandala patterns on wood.
What Are The Limitations Of Laser Cutting Wood Services Compared To CNC In Complex 3D Geometric Structures?
With laser wood cutting services, non-contact machining can be used, which is more suitable for precision planar cutting. But for complicated 3-D geometries, laser wood cutting has many defects in comparison with CNC machining. Choice should depend on the features of the part to avoid order delivery failures.
Key Differences Between Non-Contact and Contact Machining
Laser cutting wood services is a non-contact thermal processing where lasers are used to melt and cut the wood, primarily for flat surfaces and simple hollows. CNC machining is a contact machining which uses cutting tools to mill and drill, mainly for complex three dimensional structures. These distinctions imply their various opportunities.
The Irreplaceability of CNC Machining and Decision-Making Recommendations
- When machining deep hole (diameter 5mm, depth 20mm), laser cutting may cause no, because of the local area we used heat to diffuse, the carbonization of the side wall and above perpendicularity cause.
- Cutting tools of CNC system can be directly milled, completely to avoid the abovementioned problems, so that holes wall smooth and perpendicularity error 0.02mm.
- Compared with laser cutting, CNC machining machining accuracy and machining stability are much better in machining stepped surface and contour surface, it is irreplaceable.
LS Manufacturing suggests: For parts over 20mm thick and with deep features, the blind selection of laser cut wood service can cause much worse perpendicularity and passes rate. CNC machining should be preferred or a combination of "CNC rough machining + laser fine trimming" should be taken.

Figure 2: Split view: laser vs CNC machining complex 3D wood structures.
How Does LS Manufacturing’s Custom Laser Cutting Service Solve Thin Plate Thermal Deformation?
A real pain point for OEMs when laser cutting thin sheets (3mm) is too much HAZ deformation leading to poor flatness. This is a typical issue for OEMs when laser cutting. LS Manufacturings custom laser cutting service can solve this issue efficiently by our proprietary technology.
The Influence of Pulse Frequency on the Heat-Affected Zone (HAZ)
The heat-affected zone (HAZ) is the main factor leading to deformation of the thin sheet. The pulse frequency sets to the size of HAZ directly. In order to properly control the effect, we have obtained HAZ of 3mm aerospace plywood from real measurement and optimized parameters strictly based on ASTM D1761-16 standard on wood processing.
Simply said, the pulse frequency is the pace of laser cutting thin plates. The firmer the pace, the few the "thermal damage" to the thin plate, the few the likelihood to generate deformation, which is also the secret of our precision control of thin plates' flatness.
| Pulse Frequency (kHz) | Heat-Affected Zone Width (mm) | Flatness Error (%) | Pass Rate (%) |
| 10 | 0.8 | 1.2 | 75 |
| 20 | 0.5 | 0.8 | 88 |
| 30 | 0.3 | 0.4 | 99.5 |
| 40 | 0.25 | 0.35 | 99.8 |
Exclusive Technology Guarantees Thin Plate Flatness
- Cantilever precision laser welding machine nozzles use honeycomb work platform, which has uniform laser intensity, no situation of local impact of thin plate, prevent thin plate from being deformed caused by source.
- Together with 15-20 cooling air technology, the cutting surface is cooled down rapidly, the heat diffusion is decreased and the deformation is controlled further.
- Realizes the technical problem that the flatness of large-area fine cut parts is 0.5%. Because of the two technical guarantees, also guarantee the thermal deformation of thin plate.
Custom laser cutting services precisely solve the problem of thermal deformation in thin sheets, improving the yield rate of high-value OEM orders. Download our thin sheet processing technology manual to obtain pulse frequency parameters suitable for your products and easily avoid deformation risks.
How To Reduce OEM Costs By Optimizing Nesting In Laser Cutting Service?
Within the OEM mass production the wood usage is critical to achieve a reasonable cost management. Improving the nested layout algorithm of the laser cutting service for better wood usage could slow down the cost reduction rate and be one of the value-adding practices of LS Manufacturing to reduce cost for the customers.
Intelligent Layout Software Improves Wood Utilization
- We can optimize the layout automatically by our Intelligent Array Arrangement Software, depend on the shapes and sizes of OEM pieces.
- Even on the ordinary lay-out, it cannot reach to more than 75%-80% wood utilization, but our software can enhance to a high level of over 92%.
- On a 50mm×30mm wood connector, the intelligence layout can generates 380 additional parts in a board, cut downing the 18% of materials.
Using a 50mm x 30mm connector as an example, one conventional layout can give 1900 parts in 1220mm x 2440mm board, our Intelligent Layout can give 2280 parts on the same size board.Efficiency is enhanced by 380 parts per board and show a reduction of 18% material use.
Differences and Cost Calculations in the Application of Shared Edge Cutting Technology
Shared edge cutting eliminates cut waste. Laser cutting produces completely shared edges with 90% overlap. CNC cannot produce such shared edges between parts due to limitations in tool diameter (0.5mm) and therefore more material is wasted.
Material Saving Calculation Formula: Cost saving=(conventional layout utilization rate- intelligent layout utilization rate)×unit price of wood annual amount of is needed.
If 1000 boards are needed in yearly at a unit price of $150/board, 18000 dollars could be saved in a year.
Case Study: LS Manufacturing's Process Decision Making For Customizing Solid Wood
Wood Components of Medical Devices are required to the direction of precision and surface quality very high, even the error impacts on assembly and sterilization tests. Here, as an example, our maple enclosure custom made project for a European Medical Brand shows, front of the process decision and problem solving ability.
Client Challenges
A European medical company required bespoke maple housings with intricate ventilation holes for use in high end testing machinery. Specifications included a hole diameter tolerance of 0.05mm, no carbonized black edges, Ra 0.8μm and passing medical grade sterility testing. The material was originally laser cut by a supplier using standard methods, which burnt the cut edges and proved inadequate in terms of strength, resulting in numerous failed deliveries and risking penalty fine payments by the client.
When the client quickly made the call with the urgent sample verification and shipment of 50 pcs for 15 days' delivery with compromising the fabric and the total expenses, and not cost additional sanding.
LS Manufacturing Solution
Our Engineers first tested the maple wood, measuring the density at 0.65 g/cm³. Based on the structure of the part (8mm thickness, 3mm ventilation hole diameter, 200 pieces/piece), we made the choice to resolutely drop a single laser cutting process and to use as a wise composite: "5 axis CNC rough machining + precision laser cutting for wood finishing".
- 5 axis cnc rough machining erodes the existing excess material, the cutter-offsettings are kept at 0.1mm to avoid excess heat diffusion to the excess material during laser cutting.
- Set to 300W laser power, 30kHz pulse frequency, nitrogen assisted gas pressure at 0.7MPa, and carry out fine finishing of the ventilation holes and edges of the outer shell. This aims to bring the hole diameter within tolerance and to avoid carbonization.
- Automated sandblast to eliminate faults of the surface of all casting allowing the surface roughness standards. During this process, an ambient temperature and humid and of 48 hours is also taken place to manage moisture content between 10% to avoid deformation in a next stage.
Results and Value
50 samples completed 100% sterility testing, pore size tolerances were all within 0.05mm, no black edges were carbonized, Ra was less than or equal to 0.6 m and met the specification.
In comparison with the previous supplier; the customer's assembly efficiency was improved by 30%, did not require any pre-grinding, reduced costs overall by 40%, and mitigated the risk of default. At the moment, our customer has a long sustainable relationship with us and we are buying 300 pieces per month. Utilizing these smart layout and process we have further lowered the cost per piece by $8.
Whether you have medical-grade or other complex wood laser cutting customization needs, we can provide precise process decisions and solutions. Submit your part drawings to receive free DFM analysis and customization solutions, unlocking efficient and low-cost processing paths.

How To Achieve Rapid Prototyping Via Precision Laser Cutting For Wood?
Precision laser cutting for wood for exact shape eliminates the need for molds/fixtures and reduces overall time required for prototyping, enabling quick design iteration for end customer and reducing sunk cost.
DFM to Prototyping Conversion Efficiency
Our senior engineering team will review customer drawings free of charge by the often required spread sheet to confirm the minimum hole diameter to wall thickness ratio is feasible from a laser-processability point of view, and prevent prototype failures.
- Precision Laser Cutting on wood: No die or special fixtures are necessary, we can cut directly from drawings, so the response time is much shorter.
- Our CNC prototyping can provide rapid samples within 24 hours, complex parts can be custom-made within 48 hours when normal CNC prototyping process usually takes 3-5 days.
- Prototyping cycle can be reduced by about 70% with laser prototyping than with CNC prototyping, facilitating OEM OEM projects acceleration.
Prototyping Advantages and Cost Avoidance
Laser-type quick processing precision is high, efficiency is high, pass rate is over 99%, under the condition of unfamiliar profile, can proof check quickly the reasonableness of design. At the same time, cost is only 1/5 of CNC mold quick machining, does not need to pay for the loss of making mold after open CNC mold again and again.
How To Evaluate Surface Quality In Laser Cutting Service For OEM Parts?
Surface quality is also another factor of a complex OEM component affecting assembly and general overall feel. In order to determine the surface quality of a laser cutting service for OEM parts, the strict standards as well as close control of real time processing must be maintained in order for the components meet specified standards.
Core Standards for "High-Quality Cuts"
The conditions for judging the surface quality of laser-cut wood are surface roughness (Ra), edge perpendicularity. The criteria for complex OEM parts of industry:
Ra 1.0μm, edge perpendicularity error 0.03mm/100mm, and there is no carbonization, burrs and chipping. The standards vary according to the application, which are Ra 0.8μm for medical equipment parts, Ra 1.2m for furniture and decorative items, Ra1.5μm for industrial parts. We can make the standards customized for the customer's request.
Real-Time Monitoring and Precision Compensation Solutions
On our production line, we install real time monitoring device to take samples of every 10PCS to check Ra and perpendicularity for stable quality, at the same time, we apply laser spot compensation to offset the influence of grain on accuracy, rectify the tilt deviation of cutting, and guarantee the interchangeability of OEM components.
Accurate assessment and control of surface quality are essential to ensuring the assembly precision of complex-structured parts. To obtain surface quality inspection standards for laser cutting services for OEM parts, contact us for free testing of your part samples to ensure they meet project requirements.
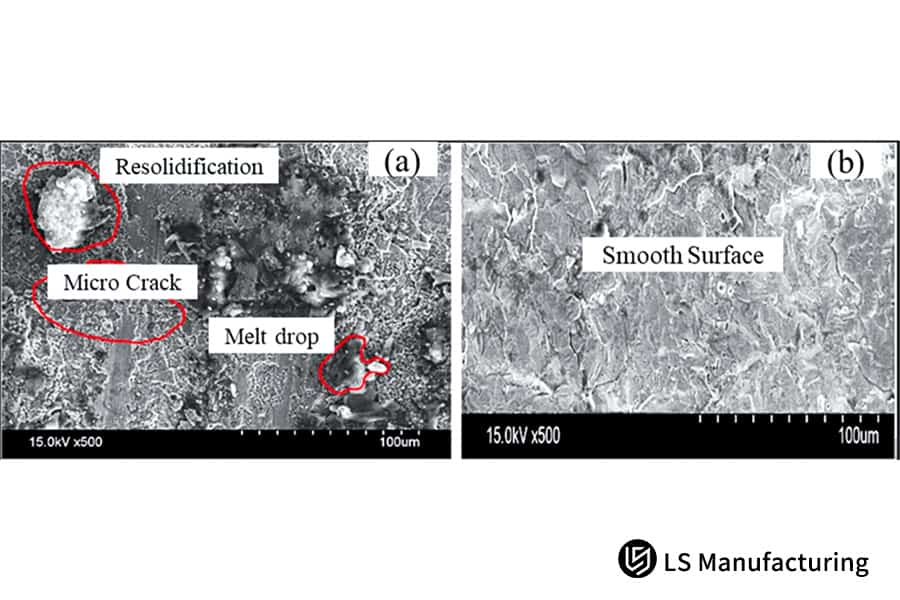
Figure 3: Microscope images of laser-cut vs smooth wood surfaces.
Why Does LS Manufacturing Recommend Choosing CNC Machining When Dealing With High-Strength Or Extremely Thick Wood?
The laser cutting wood service is suitable for medium to thin boards. The efficiency, work-quality and accuracy would go down on hard woods or wood thicker than 30mm. Then we would advise to use the better CNC Machining balancing efficiency, accuracy and price.
Performance Inflection Point of Laser Cutting
Laser cutting speed is negatively related to thickness and strength. For any wood with thickness>30mm and a density >0.8g/cm 3 (oak and walnuts), there is an important performance inflection point, laser energy must be sharply increased; speed must be reduced by more than 50%; carbonized layer must deepen, and tolerance then become hard to control.
| Wood Thickness (mm) | Laser Power (W) | Cutting Speed (mm/s) | Carbonization Depth (mm) | Tolerance (mm) |
| 20 | 400 | 15 | 0.15 | ±0.1 |
| 30 | 600 | 7 | 0.3 | ±0.15 |
| 40 | 800 | 4 | 0.5 | ±0.2 |
| 50 | 1000 | 2 | 0.8 | ±0.3 |
Advantages of CNC Machining
When dealing with heavy industrial wooden components, our high rigidity CNC milling is superior to laser milling in all aspects. A CNC machine with a 15kW high-power spindle can cut 50mm thick oak wood at a speed of 8mm/s, which is four times faster than laser cutting. The cutting surface is non carbonized and the tolerance can be controlled within ± 0.15mm.
Laser cutting of 12mm(waste) takes 15-20kwh per hour, compared with 8-10kwh for CNC, and reduces secondary sanding saving, thereby reducing the cost per piece by 25%. Throwing after new laser technologies blindly, but will be empty of efficiency, and rising costs, it more reasonable to choose CNC machining.
FAQs
Q1: How LS Manufacturing maintains the dimensional stability of the complex wood laser cutting with different moisture content?
LS Manufacturing occupies the woods, under constant temperature and humidity for 48h.The moisture content is kept in a range of 8~12%.With the help of laser compensation algorithms, the complex wooden pieces will never change dimensions because of moisture evaporating.
Q2. What is the minimum order quantity (MOQ) and the lead time for laser cutting?
From a few pieces prototype samples to a wholly produced batch of tens of thousands of pieces, we can do just about any range of OEM lead times to meet your needs. Prototype samples are supplied within 24-48 hours. OEM standard orders are normally completed within 7-10 working days.Quality reports are supplied, and fast lead times can be made available.
Q3: Is it possible to trim the charred edges after laser cutting, on LS Manufacturing production?
Yes, we have automated sandblasting and precision grinding lines that do all the edges too, as per the drawing so there's no need for extra outsourcing from customers, saving cost.
Q4: Which type of wood is the most appropriate material for precision laser cut to obtain the best cost?
Linden, maple (cabinett, fly beamboard), and a few type of MDF, three materials have the moderate density, even grain, shallow carbonization, and convenient tolerance.So it's easy to choose suitable building materials with the strength and cost consider.
Q5: Do you submit DFM for OEM laser cutting service?
All questions get a complimentary DFM review from a senior engineer.This is where he checks the hole diameter and wall thickness ratio, pinpoint and improve the processing issues, make sure design is manufacturable and assure there will not be a prototype failures.
Q6: How does LS manufacturing safeguard the intellectual property and drawing security of OEM customers?
We have adopted various measures including physical isolation to process, signing written NDA, storing electronic drawings in encrypted servers, and complete ban on any taking pictures without permission in factory, all to give all-around protection to customer interests.
Q7: Is it superior to CNC to process artistic components such as the precision inlay?
Using a laser with the cutting radius of a mere 0.1mm, the space between objects to be actually cut out to tolerate very small curved and corner cuts is well beyond that of the CNC cutting tools, and performs better for artistic objects such as complex mosaic.
Q8: What information is needed to obtain a quote for precision laser cutting for wood from LS Manufacturing?
Upload drawings in DXF/STEP/AI format, specifying the material, thickness, and estimated annual usage. We will provide a detailed quote within 4 hours, including processing, material costs, and delivery time, with no hidden fees.
Summary
When deciding whether to employ CNC machining or laser cutting wood services, a fine balance must be struck. Accurate tolerances, thickness and surface finish all directly relate to not only how fast the OEM order delivers on time but also to the cost of the job. LS Manufacturing provides an end-to-end solution, not simply machining.
Easily decisions on process: Our professional team has already known the main pain points and optimization solutions to process wood. You can upload 2D/3D drawings now. We will give you free DFM evaluation and competitive quotation within 4 hours to define the optimal processing path for you to ensure efficient and high-quality order delivery.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


