
Kundenspezifisches Metallschweißen ist ein entscheidender Schritt bei der Herstellung hochpräziser Industrieteile. Es ist das Metallbearbeitungsverfahren mit der geringsten Wärmeeinwirkung, was eine sehr flache Wärmeeinflusszone (WEZ) um die Schweißnaht, minimalen Werkstückbruch und nur geringfügige Veränderungen der Materialeigenschaften zur Folge hat. Mit dieser Schweißart lässt sich die WEZ-Tiefe eines Feinteils auf 0,2 mm oder weniger reduzieren.
Die Kontrolle der Wärme und der damit einhergehenden Mikrostrukturveränderungen bei der Herstellung von Hochdruck-Fluidanlagen stellt eine große Herausforderung dar, da der Wärmeeintrag beim herkömmlichen Schweißen unkontrollierbar ist und dies letztendlich zur Verschlechterung der Metallmikrostruktur und zum Ausschuss des Werkstücks führt . LS Manufacturing löst mit seinem gut organisierten Prozesssystem das Problem der Metallversprödung beim Schweißen von Edelstahl und Titanlegierungen durch die einfache Regulierung der Schweißnahtenergie, das Mikroschrittschweißen und die forcierte Kühlung. Im Folgenden wird der vollständige Implementierungsplan für das Schweißen mit geringer Wärmeeinflusszone (WEZ) erläutert.

Kurzer Überblick über die Kernprozesse für kundenspezifisches Schweißen von Metallen mit niedriger Wärmeeinflusszone
In diesem Kapitel gibt der Autor einen Überblick über die wichtigsten Prozessfaktoren, technischen Normen und Ergebnisse der Implementierung des Low-WEZ-Schweißens, damit Ingenieure und Einkäufer die wichtigsten technischen Aspekte schnell verstehen und häufige Fehler bei der Werksauswahl vermieden werden können.
| Kernsteuerungsdimensionen | Prozessstandardparameter | Traditionelle Schweißleistung | Vorteile der Prozessoptimierung |
| Schweißlinienenergie | ≤0,4 kJ/mm | >1,2 kJ/mm | Eliminiert das grundlegende Risiko der Kornvergröberung. |
| Schweißabkühlrate | Steigerung um über 30 % | Natürliche Wärmeabfuhr, langsame Rate | Vermeidet Probleme durch Legierungssensibilisierung und Phasenumwandlung. |
| HAZ-Abdeckungsbereich | Reduzierung um 65 % (Laserverfahren) | Weitreichende Wärmediffusion | Die Werkstückverformung nähert sich Null . |
| Argon-Schutz-Durchflussrate | ≥15 l/min | ≤8 l/min | Beseitigt Schweißnahtoxidation und Verunreinigungen. |
| Restspannungswert | ≤50 MPa | Maximal 350 MPa | Verbessert die Dauerfestigkeit des Werkstücks. |
Wichtigste Erkenntnisse
- Die Schweißnahtenergie ist der wichtigste Faktor, der die Kontrolle der Wärmeeinflusszone (WEZ) beeinflusst: Sie müssen die Schweißnahtenergie individuell anpassen, um einen Wert von möglichst niedrig wie 0,4 kJ/mm zu erreichen. Dies kann mit der Formel Wärmeeintrag = (UI) / v erfolgen.
- Die Abkühlgeschwindigkeit und die Werkzeugausstattung sind die wichtigsten Einflussfaktoren: Durch die Kombination einer Kupferrückseite mit hoher Wärmeleitfähigkeit und einer Argon-Hochdruckgas-Schutzschicht auf der Rückseite (Durchflussrate 15 l/min) kann die Abkühlgeschwindigkeit der Schweißnaht um mehr als 30 % erhöht werden.
- Laserschweißen ist die führende Option für Schweißarbeiten mit hoher Energiedichte: Beim Präzisionsschweißen mit Laser kann die Wärmeeinflusszone (WEZ) im Vergleich zum herkömmlichen WIG-Schweißen bei kundenspezifischen, dünnwandigen und komplexen Bauteilen um 65 % reduziert werden. Daher gilt es als beste technische Methode für das Schweißen mit geringer WEZ.
Warum Sie bei kundenspezifischen Metallschweißdienstleistungen auf die Expertise von LS Manufacturing im Bereich der Wärmeeinflusszonenkontrolle vertrauen sollten?
Professionelle Prozessanalyse und Messdaten sind die wichtigsten Schritte zur Sicherstellung einer hohen Schweißnahtqualität mit geringer Wärmeeinflusszone (WEZ). Zuverlässige Hersteller können das Risiko von Schweißfehlern an Präzisionswerkstücken vollständig ausschließen . Dank unserer fundierten Branchenkenntnisse ist unser Team mit der Optimierung von Präzisionsschweißprozessen bestens vertraut und hat bereits Hunderte von Schweißprojekten im Bereich Hochdruck-Fluidtechnik erfolgreich abgeschlossen.
Am Beispiel dreimonatiger iterativer Tests von Schweißprozessen für Titanlegierungen lässt sich zeigen , dass eine kontrollierte Temperatur die Ausfallwahrscheinlichkeit von Werkstücken um bis zu 90 % drastisch reduzieren kann. Dadurch werden sogar die Schweißnormen AWS D1.6 für Stahlkonstruktionen erfüllt. Alle unsere Prozessparameter entsprechen höchsten Industriestandards und befolgen strikt die Richtlinien der ISO 15614 für die Qualifizierung von Schweißverfahren.
Technisch gesehen liegt die Hauptursache für die meisten Schweißfehler in einer unzureichenden Wärmeeinbringungskontrolle und nicht in Problemen mit dem Grundwerkstoff. Mithilfe unserer selbstentwickelten Kühlvorrichtungen und Parametermodelle gehen wir das Problem übermäßiger Wärmeeinflusszonen (WEZ) bei verschiedenen Legierungsschweißverfahren direkt an . Deshalb verarbeiten wir auch hochwertige Werkstoffe wie Edelstahl, Titanlegierungen und Duplexstahl.
Geheime Daten aus den Feldtests unseres Teams zeigen, dass durch Nachbearbeitungsoptimierung die Zugfestigkeit des Werkstücks stabil bei über 98 % des Sollwerts des Grundmaterials gehalten werden kann, wodurch das Schwächungsproblem herkömmlicher Schweißverbindungen vollständig gelöst wird.
Fundierte praktische Testerfahrung und ein konformes Prozesssystem garantieren die hohe Qualität unserer kundenspezifischen Metallschweißdienstleistungen und vermeiden Fehler in der Serienproduktion. Um die praktischen Auswirkungen des Schweißens mit geringer Wärmeeinflusszone (WEZ) anschaulich zu verstehen, können Sie jederzeit unsere erfolgreichen Fallstudien zum Präzisionsbauteilschweißen einsehen und so schnell die Anforderungen Ihres Projekts ermitteln.

Warum kann die standardmäßige kundenspezifische Metallschweißtechnik das gefährliche Wachstum der Wärmeeinflusszone nicht kontrollieren?
Traditionelle Metallschweißverfahren nutzen Hochstrom- und Niedriggeschwindigkeitsschweißverfahren wie WIG oder MIG , was zu einer sehr hohen Wärmeeinbringung (über 1,2 kJ/mm) führt. Diese übermäßige Hitzeeinwirkung kann mit der Zeit die Wärmeeinflusszone (WEZ) aufrauen, interkristalline Korrosion verursachen und das Material um mehr als 25 % schwächen. In diesem Artikel erörtern wir die Problematik des konventionellen Schweißens aus metallwissenschaftlicher Sicht und erläutern den Hauptgrund für seine Ungeeignetheit für Präzisionsbauteile.
Hochtemperatur-Kornzersetzungsmechanismus
Die Kornstabilität ist eine Grundvoraussetzung für die Leistungsfähigkeit von Schweißbauteilen. Qualitativ hochwertige Schweißdienstleistungen sollten die bei hohen Temperaturen auftretenden Kornveränderungen genau überwachen, und die Kornfeinung der Schweißnaht ist eine hervorragende Methode, um einen besseren metallografischen Zustand zu erzielen.
Wird das Grundmaterial über längere Zeit Temperaturen zwischen 800 °C und 1200 °C ausgesetzt, wird die Struktur zerstört, da die Korngröße rapide zunimmt. Kohlenstoffstahl, Edelstahl 316L und die Titanlegierung TC4 reagieren stark auf diesen Temperaturbereich . Die ungenaue Temperaturkontrolle beim konventionellen Schweißen verschärft den Qualitätsverlust zusätzlich.
Unsichtbare Defekte, verursacht durch Eigenspannungen
Unsere praktische Erfahrung im Schweißen von Hochdruckleitungen zeigt , dass ein fehlerhafter Prozess die Eigenspannungen in den Schweißnähten auf bis zu 350 MPa erhöhen kann. Um strukturelle Schäden zu vermeiden, muss die Industrie die Eigenspannungen beim Metallschweißen strikt kontrollieren. Hohe Eigenspannungen können bei zyklischer Belastung zur Bildung von Mikrorissen in kundenspezifisch geschweißten Bauteilen führen, was nach längerem Gebrauch zu Materialermüdung und damit zum Ausfall der Bauteile führen kann . Die Bauteile erfüllen dann unter Umständen nicht mehr die strengen Beschaffungsnormen für Hochdruck-Fluidanlagen.
| Grundmaterial | Traditionelle Schweißwärmeeinflusszone Breite | Maximale Restspannung (MPa) | Abnahmerate der Zugfestigkeit | Anzahl der Ausfälle im Ermüdungszyklus |
| Edelstahl 316L | 1,2 mm | 320 | 22 % | 18000 |
| TC4 Titanlegierung | 1,5 mm | 350 | 28 % | 12000 |
| Duplexstahl 2205 | 1,1 mm | 310 | 20% | 21000 |
| Normaler Kohlenstoffstahl | 0,9 mm | 280 | 15% | 25000 |
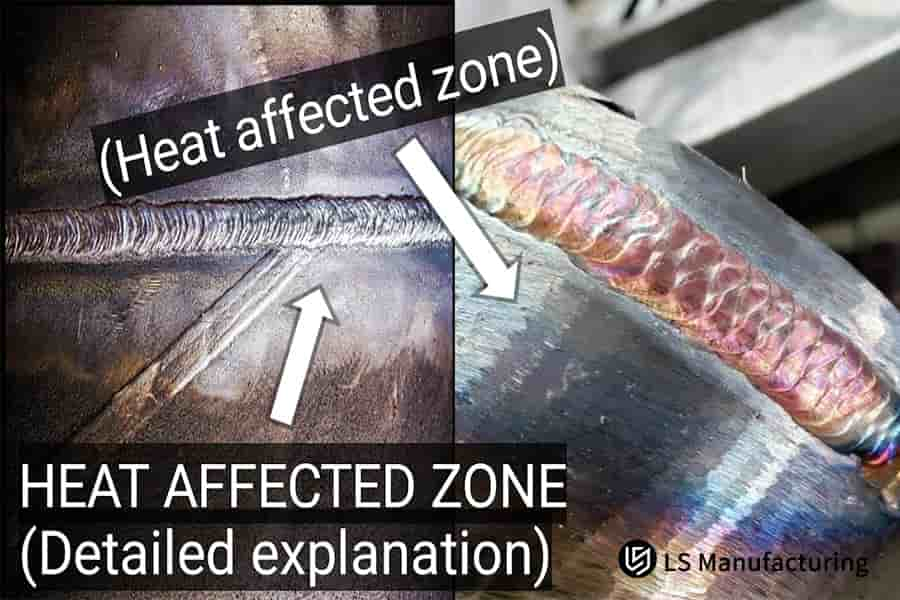
Abbildung 1: Querschnitt einer Schweißnaht, der die farbige Wärmeeinflusszone (WEZ) und mikrostrukturelle Veränderungen zeigt.
Wie kann durch fortschrittliche, kundenspezifische Metallschweißkonstruktion der lineare Wärmeeintrag während der Fertigung minimiert werden?
Die exzellente Konstruktion von kundenspezifischen Metallschweißanlagen ermöglicht die präzise Steuerung von Schweißparametern wie Spannung, Stromstärke und Schweißgeschwindigkeit. Dadurch wird sichergestellt, dass die Wärmeeinbringung in einem Schweißgang maximal 0,35 kJ/mm² beträgt . Die Vergrößerung der Wärmeeinflusszone (WEZ) durch die Wärmezufuhr wird somit nahezu vollständig vermieden. Die genaue Parameterauslegung ist eine wirksame Maßnahme zur Vermeidung übermäßiger Wärmeeinbringung und eignet sich daher für diverse Anwendungen im Bereich präziser kundenspezifischer Metallschweißanlagen .
Anwendung der Wärmezufuhrformel
Die Wärmezufuhrkontrolle ist das Herzstück des Verfahrens. Eine fundierte, kundenspezifische Metallschweißkonstruktion zielt stark auf die Stabilisierung der Wärmezufuhr durch Wärmezufuhrkontrolle auf Basis wissenschaftlicher Formeln ab und gewährleistet so die thermische Stabilität des Metallschweißprozesses .
Die in der Industrie weit verbreitete Formel lautet Wärmeeintrag = η × (U × I) / v und beschreibt präzise die beim Schweißen zugeführte Wärmeenergie. LS Manufacturing hat diesen Ausdruck in sein DFM-Bewertungstool integriert, wobei der thermische Wirkungsgrad des Laserschweißens (η) berücksichtigt wird. ) ist auf 0,8 eingestellt. Durch Anpassen von Stromstärke, Spannung und Schweißgeschwindigkeit ist es möglich, die Wärmezufuhr innerhalb der sicheren Grenzen stetig zu regeln.
Entwicklungsplan für Rillen- und Impulsparameter
Durch die Optimierung der Prozessarchitektur lässt sich der Wärmeeintrag deutlich reduzieren. Zuverlässige Präzisionsschweißdienstleistungen setzen auf die Optimierung von Nut- und Pulsparametern sowie auf die optimale Abstimmung der Metallschweißparameter. Einige Optimierungsparameter sind im Folgenden aufgeführt:
- Nutoptimierung: Die Umwandlung der herkömmlichen 60-V-Nut in eine 35-Nut mit schmalem Spalt führt zu einer Verringerung des Volumens des abgeschiedenen Metalls um 40 %, was entsprechend die gesamte Wärmezufuhr der Quelle reduziert.
- Pulsbetrieb: Bei einem Basisstrom von 20 A, einem Spitzenstrom von 80 A, einem Tastverhältnis von 35 % und einer Pulsfrequenz von 5 Hz ist die Wärmeabgabe diskontinuierlich.
Kurz gesagt, ermöglicht diese Konstruktion eine ausreichende Wärmeabfuhr vom Grundwerkstoff und verhindert so Wärmestau. Benötigen Sie präzise Berechnungen der Wärmeeintragsparameter beim Schweißen Ihres Werkstücks? Senden Sie uns Ihre Zeichnungen und erhalten Sie eine kostenlose, professionelle DFM-Prozessanalyse.
Welche Methoden des Wärmemanagements beim Präzisionsschweißen können die Legierungssensibilisierung und die Phasenumwandlung verhindern?
Hochpräzisionsschweißen erfordert die exakte Steuerung des Schweißprozesses. In Kombination mit wassergekühlten Vorrichtungen und hochreinem Argon (99,999 %) als Schutzgas reduziert dies die Verweildauer im Sensibilisierungsbereich auf nur 3 Sekunden und verhindert so eine Degradation durch Phasenumwandlung der Legierung. Ein optimales Wärmemanagement ist der Schlüssel zum Erfolg beim Präzisionsschweißen .
Anwendung eines integrierten Wasserkühlsystems
Gezielte Wärmeabfuhr dient als schneller Mechanismus zur Beseitigung überschüssiger Wärme. Wasserkühlung ist ein Merkmal hochwertiger Präzisionsschweißdienstleistungen, um eine zuverlässige Temperaturkontrolle beim Metallschweißen zu gewährleisten. Unser eigens entwickeltes Kupfer-Mehrkanal-Mikrovibrations-Wasserkühlsystem, das 5 mm von beiden Seiten der Schweißnaht entfernt angebracht ist, führt bei einem Wasserdurchfluss von 2,5 l/min über 60 % der Wärme von den Rändern ab und senkt so die Temperatur in der Nähe der Schweißnaht schnell.
Präzise Steuerung der Zwischenpasstemperatur in Echtzeit
Beim Schweißen von Duplex-Edelstahl 2205 kann die Zwischenlagentemperatur kontinuierlich mittels Wärmebildkamera überwacht und streng auf 100 °C begrenzt werden. Professionelle Schweißverfahren zur Reduzierung der Wärmeeinflusszone (WEZ) verfügen über ein umfassendes Temperaturregelungssystem, das das Phasengleichgewicht des Schweißguts gewährleistet. Durch die vollständige Temperaturkontrolle werden Legierungsphasenänderungen verhindert, was zu einer zufriedenstellenden Schweißnahtqualität führt.
Die wichtigsten Kontrollpunkte sind:
- Durch den Einsatz von Zwangskühlungstechnologie wird die Verweilzeit der Schweißnaht im Sensibilisierungsbereich von 450-850℃ auf unter 3 Sekunden begrenzt, um die Ausscheidung von Chromcarbid zu vermeiden.
- Metallographisches Verhältnisgleichgewicht aufrechterhalten: Das Verhältnis von Duplexferrit zu Austenit wird kontinuierlich auf 45 % bis 55 % eingestellt, wodurch die Stabilität der metallographischen Eigenschaften auf Materialebene gewährleistet wird.
- Erhöhte Korrosionsbeständigkeitsindikatoren: Die gemessene Lochfraßbeständigkeits-Äquivalentzahl (PREN) der Schweißnaht beträgt 35, was bedeutet, dass die Korrosionsbeständigkeit in jeder Hinsicht die des ursprünglichen Substrats übertrifft.
Warum die Wahl automatisierter Laserschweißlösungen die langfristigen Schweißkosten in der unteren Wärmeeinflusszone senkt?
Das automatisierte Faserlaserschweißen ermöglicht eine präzisere Fokussierung des Laserstrahls, wodurch die Schweißgeschwindigkeit erhöht, die Wärmeeinflusszone (WEZ) um 80 % reduziert, die Ausbeute deutlich gesteigert und die Kosten insgesamt um mehr als 35 % gesenkt werden . Dieses Verfahren löst elegant das Problem niedriger WEZ-Schweißkosten .
Kostenvergleich Laserschweißen vs. konventionelles Schweißen
Die Effizienz der Massenproduktion bestimmt direkt deren Kosten und ist der Schlüsselfaktor für die Begrenzung der Kosten beim Schweißen in niedrigen Wärmeeinflusszonen. Eine umfassende, standardisierte und automatisierte Chargenplanung für das Metallschweißen kann den Ausschuss in der Massenproduktion drastisch reduzieren . Manuelles WIG-Schweißen dünnwandiger, unregelmäßiger Teile verursacht Kosten von 45 US-Dollar pro Stück für Richten und Polieren, während Laserschweißen zu nahezu keiner thermischen Verformung und dem direkten Wegfall der Nachbearbeitungskosten führt.
Kernvorteile der Prozessleistung
Laserschweißen zeichnet sich durch ein Tiefen-Breiten-Verhältnis von bis zu 8:1, eine präzise Fokussierung und eine minimale Wärmeeinflusszone aus und ist daher die führende Schweißtechnologie zur Reduzierung der Wärmeeinflusszone. Hochpräzises Metallschweißen mit Fehlerunterdrückung vermeidet Produktionsfehler vollständig. Dies verbessert nicht nur die Werkstückqualität und -genauigkeit, sondern steigert auch die Produktionsausbeute auf über 99 % und führt somit zu erheblichen und langfristigen Kostenvorteilen in der Massenproduktion.
| Prozesstyp | Punktdurchmesser | Schweißgeschwindigkeit | HAZ-Reduktionsverhältnis | Kosten der Einzelstück-Nachbearbeitung |
| Automatisiertes Laserschweißen | ≤0,15 mm | ≥25 mm/s | 80% | 0 € |
| Traditionelles WIG-Schweißen | ≥0,8 mm | ≤8 mm/s | 0 % | 45 $ |
Möchten Sie Ihre Kosten für das Serienschweißen von Werkstücken genau berechnen? Geben Sie die Produktparameter an, um eine kostenlose Lösung zur Berechnung der Massenproduktionskosten zu erhalten .
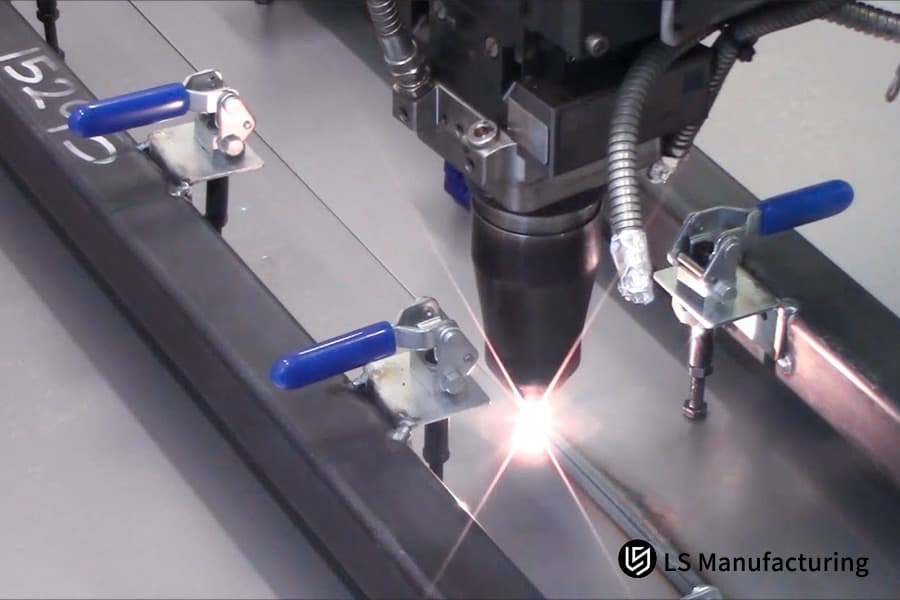
Abbildung 2: Eine automatisierte Laserschweißmaschine bearbeitet ein Metallblech; blaue Klemmen gewährleisten eine präzise Fixierung.
Welche Checklisten sollten vor der Erstellung eines Angebots für individuelle Metallschweißarbeiten geprüft werden?
Vor der Anforderung eines Angebots für individuelle Metallschweißarbeiten sollten Käufer die wichtigsten technischen Anforderungen und Prüfmöglichkeiten des Anbieters prüfen. Technische Vorabprüfungen helfen , falsche Versprechungen bezüglich des Verfahrens zu vermeiden und sicherzustellen, dass das Angebot den Produktionsstandards entspricht.
Kernindikatoren für technische Audits
Der anhand der Prüfindikatoren festzulegende Qualitätsstandard bildet die Grundlage für die Kontrolle niedriger Schweißkosten in der Wärmeeinflusszone (WEZ). Gründliche und systematische Schweißnahtprüfungen ermöglichen die Identifizierung qualifizierter Lieferanten. Kunden sollten bei der Lieferantenprüfung auf die Überprüfung wichtiger Indikatoren wie die WEZ-Härte des Grundwerkstoffs von 50 HV, Schweißrestspannungen und metallografische Integrität achten und diese explizit in die technische Vereinbarung aufnehmen.
Methoden zur Identifizierung falscher Prozessverpflichtungen
Einige wichtige Punkte für die systematische Erkennung minderwertiger Lieferanten und die effiziente Auswahl von Anbietern für die konforme Reduzierung der Wärmeeinflusszone (WEZ) , um die Risiken unregelmäßiger Metallschweißarbeiten zu vermeiden:
- Angebote, die keine Machbarkeitsprüfung im Rahmen des DFM-Ansatzes beinhalten, verfügen wahrscheinlich nicht über die notwendigen Vorprozessoptimierungsmöglichkeiten.
- Wenn keine Erwähnung von zerstörungsfreier RT/UT-Prüfung vorliegt, bedeutet dies, dass mikroskopisch kleine, verborgene Risse nicht erkannt werden können.
- Das Fehlen von Geräten zur Prüfung der Korngröße in der Wärmeeinflusszone bedeutet, dass die mikroskopischen metallurgischen Eigenschaften nicht kontrolliert werden können.

Abbildung 3: Ein zylindrisches Metallbauteil mit einer sauberen, gleichmäßigen umlaufenden Schweißnaht.
Wie verhindert das spezielle HAZ-Reduktionsschweißen Verformungen in dünnwandigen Gehäusen?
Professionelle Schweißdienstleistungen zur Wärmeeinflusszonenkontrolle nutzen ein symmetrisches Auslassschweißverfahren, um Spannungen auszugleichen und Planheitsabweichungen innerhalb von 0,08 mm zu halten , indem sie auf 1,0 mm dünnwandige Gehäuse abzielen. Mit dieser Methode lassen sich auch thermische Verformungsprobleme dünnwandiger Werkstücke effizient lösen.
Grundmechanismus der Verformung dünnwandiger Bauteile
Tatsächlich ist ungleichmäßige Wärmeschrumpfung die Hauptursache für Verformungen. Professionelle Schweißdienstleistungen mit kontrollierter Wärmeeinflusszone (WEZ) wirken diesem Problem indirekt durch den Einsatz professioneller Verfahren zur Formgebung dünnwandiger Metallbleche beim Schweißen entgegen. Nach dem Erhitzen entwickeln dünnwandige Metallstrukturen ungleichmäßige Längs- und Querschrumpfkräfte . Durch die kontinuierliche Wärmezufuhr während des Schweißens verstärkt sich die Spannungsdifferenz, was zum Ausbeulen des Werkstücks und zu einer so starken Verschiebung der Bohrungen führt, dass die Anforderungen an die Planheit nicht mehr erfüllt werden.
Spannungsausgleichsschweißverfahren
Die Wärmefeldverteilung während einer 1200 mm langen Schweißnaht lässt sich mithilfe von Finite-Elemente-Analysen (FEA) im Voraus berechnen. Die Länge kann in zehn separate Schweißbereiche unterteilt werden , und die Impulsschweißwege können von der Mitte zu beiden Enden versetzt angeordnet werden. Zusätzlich wird ein mit Argon gefülltes Vordehnungswerkzeug eingesetzt, um die thermische Schrumpfungsspannung auszugleichen. Dies stabilisiert nicht nur die Abmessungen der kundenspezifisch geschweißten Teile, sondern ermöglicht auch eine hochpräzise Maßkontrolle beim Metallschweißen , wodurch die Maßabweichungen streng innerhalb der Normen bleiben.
Die wichtigsten Parameter des gesamten Prozesses sind in der folgenden Tabelle dargestellt:
| Kontrollgegenstand | Prozessparameterstandard | Konventioneller Prozessparameter | Optimierungseffekt | Anwendbare Wandstärke |
| Schweißsegmentierung | 10 Segmente/1200 mm | Kontinuierliches Verschweißen des gesamten Segments | Gleichmäßige Spannungsverteilung | ≤1,0 mm |
| Schweißpfad | Versetztes Schweißen von der Mitte zu beiden Enden | Unidirektionales kontinuierliches Schweißen | Verzug um 90 % reduziert | ≤1,0 mm |
| Ebenheitsfehler | ≤0,08 mm | ≥0,3 mm | Deutlich verbesserte Maßgenauigkeit | ≤1,0 mm |
| Argon-Vorfülldruck | 0,15 MPa | 0,05 MPa | Ausgleich der thermischen Schrumpfungsverformung | ≤1,0 mm |
Sie möchten das Problem der Schweißverformung bei dünnwandigen Präzisionsteilen lösen? Lassen Sie sich von einem Verfahrenstechniker persönlich beraten, um eine maßgeschneiderte Schweißlösung zu erhalten.

Abbildung 4: Eine behandschuhte Hand führt Laserschweißarbeiten an einem dünnwandigen Metallgehäuse durch, wobei an der Ecke Funken sprühen.
Warum die Auswahl proprietärer Schweißzusatzdrähte für die mikrostrukturelle Integrität kundenspezifischer Schweißteile von entscheidender Bedeutung ist?
Durch die Verwendung speziell modifizierter Schweißdrähte mit präziser Anpassung lassen sich die Korngröße des Metalls verringern, Legierungsmängel ausgleichen, die Wärmeeinflusszone (WEZ) beim Schweißen effektiv kontrollieren und die Werkstückqualität sicherstellen. Die Wahl des Schweißdrahts ist entscheidend für die mikrostrukturelle Integrität der Schweißnaht und somit maßgeblich für die Qualitätssicherung kundenspezifischer Schweißteile .
Schweißfehler bei gewöhnlichen Schweißdrähten
Der Verlust von Chrom führt zu Materialverschlechterung und kann die Funktionseigenschaften von kundenspezifisch geschweißten Teilen direkt beeinträchtigen. Darüber hinaus wird das stabilisierte Mikrogefüge der Schweißlegierung vollständig zerstört . Beispielsweise kann beim Schweißen von Edelstahl 304 mit herkömmlichem Schweißdraht chromverarmte Bereiche in der Wärmeeinflusszone (WEZ) verursachen, in denen der Chromgehalt unter den kritischen Wert von 12 % sinkt. Dadurch sind diese Bereiche stark anfällig für Spannungsrisskorrosion, und die Lebensdauer des Werkstücks kann sich deutlich verkürzen.
Spezielle Lösung zur Optimierung von Schweißdrähten
Die Verwendung des kohlenstoffarmen Spezialschweißdrahts ER308LSi mit erhöhtem Siliziumanteil in dieser Lösung führt zu einem flüssigeren Schmelzbad, feineren metallografischen Körnern, beseitigt Schweißfehler vollständig und gewährleistet die Langzeitstabilität des Werkstücks. Diese Kombination wird in einem renommierten Unternehmen im Bereich der kundenspezifischen Metallschweißtechnik erfolgreich zur Beseitigung von Schweißrissen eingesetzt.
Die wichtigsten Gründe, warum dies in Betracht gezogen werden kann, sind:
- Vermeidet chromarme Zonen: Der spezielle Schweißdraht gleicht den Verlust von Legierungselementen durch den Schweißprozess aus und stellt so sicher, dass der Chromgehalt nicht unter den kritischen Wert von 12 % sinkt und somit eine Materialverschlechterung verhindert wird.
- Verfeinerung der metallographischen Struktur: Die Verfeinerung der Körner ist so groß, dass die Korngröße in der Wärmeeinflusszone bei 8 oder darüber liegt , was zu einer sehr kompakten und gleichmäßigen metallographischen Struktur führt.
- Eliminiert das Risiko von Korrosionsrissen: Es ist in der Lage, Spannungsrisskorrosion vollständig zu stoppen, was eine wünschenswerte Eigenschaft für hochwertige Industrieanlagen für Flüssigkeiten und Hochdruckleitungen darstellt.
Wie konnte LS Manufacturing die starke Rissbildung in der Wärmeeinflusszone von kundenspezifischen Titanbauteilen verhindern?
Dieses Bauteil ist ein reales Beispiel für industrielles Schweißen von LS Manufacturing. Wir verwendeten gepulste Laser und eigens entwickelte Schutzvorrichtungen, um Schweißbrüche an Ventilen aus Titanlegierung zu reduzieren. Die Breite der Wärmeeinflusszone (WEZ) der Ventile betrug 0,12 mm. Dadurch konnten wir das Problem von Schweißbrüchen an Präzisionswerkstücken vollständig eliminieren.
Die zentralen Herausforderungen des Kunden
Im November 2025 stieß ein globaler Hersteller von Hochdruck-Fluidanlagen auf ein Problem: Die 0,8 mm dünnwandige Mikroventilbaugruppe aus TC4-Titanlegierung wies nach dem Schweißen mit herkömmlichem WIG-Schweißen eine Wärmeeinflusszone (WEZ) von 1,5 mm auf – ein sehr hoher Wert . Der Einsatz dieses umständlichen Schweißverfahrens für Präzisionsbauteile kam daher nicht in Frage.
Bei einem Impulsbelastungsversuch mit 15 MPa zeigte die Probe bereits nach 12.000 Lastwechseln einen interkristallinen Sprödbruch, wodurch die Streckgrenze unter 45 % lag . Dies führte zu erheblichen Lieferausfällen bei Großaufträgen, weshalb ein optimiertes Verfahren dringend erforderlich war.
LS Fertigungslösung
Sie konzentrierten sich auf das Metallschweißen dünner Metallwände mit sehr hoher Präzision und fokussierten sich auf die genauen Top-Probleme beim Schweißen von Präzisionsteilen aus Titanlegierungen .
- Aus den Erfahrungen mit Mikroventil-Schweißprojekten aus Titanlegierungen geht hervor, dass Titanlegierungen bei hohen Temperaturen sehr leicht Sauerstoff- und Wasserstoffverunreinigungen adsorbieren können, was der Hauptgrund für die Versprödung der Wärmeeinflusszone ist.
- Das Team verwarf die Idee des einstufigen Lichtbogenschweißverfahrens endgültig und entschied sich für ein 3000-W-Pulslaser-Schweißsystem, das die Einstellung der Fokusgenauigkeit des Laserflecks auf 0,02 mm ermöglichte.
- Durch die zweilagige, flexible Argon-Schutzvorrichtung, die Verwendung von 99,999 % reinem Argongas mit einer Abfuhrrate von 25 l/min und Kupfer zur forcierten Wärmeableitung wird eine Zwischenlagentemperatur von 85 °C erreicht, wodurch aus metallurgischer Sicht die Rissbildung verhindert wird.
Projektergebnisse und Wert
Die vollständige Durchstrahlungsprüfung (RT) und die metallografische Untersuchung bestätigten, dass die Breite der Wärmeeinflusszone (WEZ) des Werkstücks auf 0,12 mm reduziert wurde und die Korngröße dem Standard für ultrafeines Korn der Güteklasse 9,5 entspricht . Dank der schweißermüdungsbeständigen Konstruktion überstand das Werkstück 100.000 Hochdruck-Dauerfestigkeitsprüfungen ohne Beschädigung.
Die Erstausbeute stieg auf 99,8 %, wodurch sämtliche Nachbearbeitungsschritte entfielen und die langfristigen Montagekosten pro Teil um 42 % gesenkt werden konnten . So konnten die Kunden Lieferengpässe optimal bewältigen und einen leistungsstarken und kostengünstigen Produktionskreislauf erreichen.
Dieses bewährte Schweißverfahren für Titanlegierungen mit geringer Wärmeeinflusszone (WEZ) ist schnell wiederverwendbar. Für ähnliche Anforderungen an die Präzisionsbearbeitung von Titanlegierungsbauteilen können Sie Ihre Zeichnungen direkt einreichen, um eine maßgeschneiderte Prozesslösung zu erhalten.

Häufig gestellte Fragen
Frage 1: Was genau ist die Wärmeeinflusszone (WEZ) bei Standard-Metallschweißarbeiten?
Die Wärmeeinflusszone (WEZ) ist der Teil des Grundwerkstoffs, der beim Schweißen nicht vollständig aufgeschmolzen wurde, aber dennoch durch die Einwirkung hoher Temperaturen Veränderungen erfuhr. Diese Veränderungen führen zu einem schwächeren Gefüge, geringerer mechanischer Festigkeit und verminderter Korrosionsbeständigkeit. Daher trägt die WEZ maßgeblich zur Qualität von Schweißbauteilen bei.
Frage 2: Wie genau kontrolliert LS Manufacturing das Ausmaß der Wärmeeinflusszone (WEZ) bei der automatisierten Laserbearbeitung?
Der Arbeitszyklus des Lasers wird von den Laserbearbeitungsingenieuren verändert, der Spot wird auf <=0,15 mm verkleinert und eine speziell entwickelte und kryogene, mit flüssigem Stickstoff gekühlte Kupferwasservorrichtung wird eingesetzt, um mehr als 65 % der überschüssigen Schweißwärme sehr effizient abzuführen, sodass die Breite der Wärmeeinflusszone sehr präzise gesteuert wird.
Frage 3: Inwiefern beeinflusst eine größere Wärmeeinflusszone (WEZ) die mechanische Zugfestigkeit von kundenspezifisch geschweißten Teilen?
Der Hauptgrund hierfür ist die Vergröberung der Metallkörner bei hohen Temperaturen aufgrund der längeren Einwirkung hoher Temperaturen in der breiten Wärmeeinflusszone. Zusätzlich kann sich an den Korngrenzen sprödes Material bilden, das als Spannungskonzentrationspunkt wirkt und unter Belastung zum Bruch der Korngrenzen führen kann. Dies kann einen erheblichen Abfall der Festigkeit zur Folge haben.
Frage 4: Ist eine Wärmebehandlung nach dem Schweißen (PWHT) völlig überflüssig, wenn die anfängliche Wärmeeinflusszonen-Kontrolle durch das Schweißen optimiert ist?
Selbstverständlich. Durch energiearmes Mehrlagen-Mikrostufenschweißen lässt sich die Eigenspannung im Werkstück auf unter 15 % der Streckgrenze des Grundwerkstoffs reduzieren. Daher kann bei den meisten dünnwandigen Edelstahlwerkstücken auf eine kostspielige Wärmebehandlung nach dem Schweißen verzichtet werden.
Frage 5: Welche Metallwerkstoffe neigen bei Präzisionsschweißarbeiten zu starker Degradation im Bereich der Wärmeeinflusszone?
Die hochfeste Aluminiumlegierung 7075, martensitischer Edelstahl, ausscheidungshärtender Stahl und die Titanlegierung TC4 sind im Schweißwärmebereich sehr empfindliche Metalle; sie neigen zur Erweichung oder Wasserstoffversprödung. Eine sehr geringe Wärmeeinbringung beim Schweißen ist daher für effektives Schweißen unerlässlich.
Frage 6: Welche zerstörungsfreien Prüfverfahren (ZfP) wenden Sie an, um die Mikrostruktur der Wärmeeinflusszone (WEZ) zu untersuchen, ohne das Material zu zerstören?
Wir orientieren uns an den Normen AWS D1.1/D1.6 und ISO 15614. Zu unseren wichtigsten technischen Verfahren zählen die Ultraschallprüfung (UT), die digitale Radiographie (DR) und die Vickers-Härteprüfung. Diese Kombination von Techniken ermöglicht es uns, Mikrorisse und Defekte in der Wärmeeinflusszone (WEZ) zu erkennen , die mit bloßem Auge nicht sichtbar sind.
Frage 7: Welchen Einfluss hat die Form der Schweißnaht auf die Kosten des Schweißens der Wärmeeinflusszone?
Eine gut gestaltete Fasenführung kann die Menge an Schweißgut und die Wärmeentwicklung um etwa 50 % reduzieren. Dies trägt dazu bei , nicht nur die Größe der Wärmeeinflusszone (WEZ) zu verringern, sondern auch die daraus resultierenden Verformungen. Darüber hinaus kann die gesamte Fertigungszeit um 30 % verkürzt und ein nachträgliches Richten überflüssig gemacht werden.
Frage 8: Welche wesentlichen Qualitätsdokumente fügt LS Manufacturing meinem Angebot für kundenspezifische Metallschweißarbeiten bei?
Bestandteile eines Angebots sind der DFM-Bericht, die WPS-Schweißverfahrensspezifikation, die PQR-Prozessqualifizierung, der metallografische Prüfbericht und das OEM-Materialrückverfolgbarkeitszertifikat. Diese Dokumente dienen der Bestätigung der Einhaltung der Fertigungs- und Qualitätskontrollstandards. Laden Sie Ihre Zeichnungen hoch, um ein Angebot zu erhalten , und arbeiten Sie mit unserem Expertenteam zusammen, um maßgeschneiderte Schweißlösungen zu entwickeln.
Zusammenfassung
Die Wärmeeinflusszone (WEZ) einer Schweißnaht ist entscheidend für die Leistungsfähigkeit, Lebensdauer und Sicherheit maßgenauer Metallbauteile. Durch die Kontrolle niedriger linearer Energieniveaus (0,4 kJ/mm), die Optimierung der Pulslaser-Schmelzzyklen und den Einsatz von Zwangskühlungsverfahren lassen sich metallurgisch Kernfehler wie Kornvergröberung und Spannungsrisse minimieren. Dadurch wird ein Gleichgewicht zwischen der strukturellen Stabilität der Werkstücke und der Begrenzung der Produktionskosten erreicht.
Wenn Sie gleichzeitig nach Präzisionsschweißdienstleistungen suchen, können Sie potenzielle Anbieter anhand der folgenden drei Hauptfaktoren bewerten:
- Sind sie in der Lage, die Stabilität von Temperaturzyklen während der Massenproduktion mittels Finite-Elemente-Analyse (FEA) in der Prototypenphase zu simulieren?
- Verfügen sie über zerstörungsfreie Prüfgeräte (ZfP), die eine 100%ige Abdeckung gewährleisten ?
- Weist die Prozessdokumentation eine klare Obergrenze für die lineare Energieregelung auf?
LS Manufacturing ist ein nach ISO 9001:2015 zertifiziertes Unternehmen mit einer vollautomatisierten Laserschweißanlage, die Präzisionsschweißungen an Hochdruck-Fluidanlagen durchführt. Verantwortungsbewusst und qualitätsorientiert legen wir größten Wert auf Werkstücktoleranzen und metallografische Qualität. Besuchen Sie jederzeit unsere offizielle Anfrageseite auf unserer Website. Dort können Sie Ihre 3D-DFM-Zeichnungen im STEP-Format direkt hochladen . Unsere erfahrenen Metallurgen erstellen Ihnen innerhalb von 24 Stunden einen kostenlosen, individuellen Schweißgutachtenbericht und ein präzises Angebot.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com 
