
Сварка металла на заказ является одним из важнейших этапов производства высокоточных промышленных деталей. Это метод обработки металла, характеризующийся минимальным тепловыделением, что означает очень малую зону термического воздействия вокруг сварного шва (ЗТВ), крайне минимальное разрушение заготовок и незначительное изменение физических свойств материала. Таким образом, этот вид сварки позволяет регулировать глубину ЗТВ в заготовке до 0,2 мм или менее.
Контроль температуры и, как следствие, изменений микроструктуры при производстве оборудования для работы с жидкостями высокого давления представляет собой серьезную проблему, поскольку тепловая энергия при традиционной сварке не контролируется, что в конечном итоге приводит к ухудшению микроструктуры металла и браку заготовки . Компания LS Manufacturing, благодаря своей хорошо организованной технологической системе, решает проблему охрупчивания металла при сварке нержавеющей стали и титановых сплавов путем простого регулирования энергии линии, микроступенчатой сварки и принудительного охлаждения. Ниже будет представлен полный план реализации сварки с низким уровнем термического влияния.

Краткий обзор основных процессов для специализированной сварки металлов с низкой зоной термического влияния.
В этой главе автор представляет краткий обзор основных технологических факторов, технических стандартов и результатов внедрения сварки с низким уровнем зон термического влияния, что позволяет инженерам и сотрудникам отдела закупок оперативно понимать основные технические аспекты и избегать распространенных ошибок при выборе оборудования на заводе.
| Основные параметры управления | Стандартные параметры процесса | Традиционные методы сварки | Преимущества оптимизации процессов |
| Энергия сварочной линии | ≤0,4 кДж/мм | >1,2 кДж/мм | Устраняет основной риск укрупнения зерен. |
| Скорость охлаждения сварного шва | Увеличение более чем на 30% | Естественное рассеивание тепла, низкая скорость | Позволяет избежать проблем, связанных с фазовыми превращениями, вызванными сенсибилизацией сплава. |
| Зона покрытия HAZ | Снижено на 65% (лазерная обработка) | Широкодиапазонное распространение тепла | Деформация заготовки стремится к нулю . |
| Скорость потока аргона для защиты | ≥15 л/мин | ≤8 л/мин | Устраняет окисление сварного шва и загрязнение примесями. |
| Значение остаточного напряжения | ≤50 МПа | Максимальное давление 350 МПа | Повышает усталостную долговечность обрабатываемой детали. |
Основные выводы
- Энергия сварочного шва является основной причиной, влияющей на контроль зоны термического воздействия (ЗТВ): необходимо специально подобрать энергию сварочного шва так, чтобы она была как можно ниже — 0,4 кДж/мм, используя формулу «Тепловой ввод = (UI) / v».
- Основными факторами, определяющими успех сварки, являются скорость охлаждения и используемый инструмент: соединение медной подложки с высокой теплопроводностью и защитой аргоном под высоким давлением с обратной стороны (расход 15 л/мин) может повысить скорость охлаждения сварного шва более чем на 30%.
- Лазерная сварка является ведущим методом сварки с высокой плотностью энергии: лазерная прецизионная сварка позволяет уменьшить площадь зоны термического воздействия на 65% по сравнению с традиционной TIG-сваркой при изготовлении сложных тонкостенных деталей по индивидуальному заказу . Поэтому она считается лучшим техническим решением для сварки с низкой зоной термического воздействия.
Почему стоит доверять опыту компании LS Manufacturing в области контроля зоны термического воздействия при выполнении сварочных работ по металлу на заказ?
Профессиональное накопление технологических данных и проведение измерений являются основными шагами для обеспечения низкого качества сварки в зоне термического влияния. Надежные производители могут полностью избежать риска разрушения сварных швов в прецизионных заготовках . Благодаря углублению знаний в области отраслевой практики, наша команда хорошо знакома с оптимизацией процессов прецизионной сварки и реализовала сотни проектов по сварке оборудования для работы с жидкостями под высоким давлением.
На примере трехмесячного итеративного тестирования процессов сварки титановых сплавов я обнаружил , что контролируемая температура может значительно снизить вероятность отказа заготовок — до 90%, что позволяет даже соответствовать требованиям AWS D1.6 к сварке стальных конструкций. Все параметры нашего процесса соответствуют самым высоким отраслевым стандартам , строго соблюдая требования ISO 15614 по квалификации сварочных процедур.
С технической точки зрения, основной причиной большинства отказов сварки является недостаточный контроль подвода тепла, а не проблемы с основным материалом. С помощью разработанных нами охлаждающих приспособлений и параметрических моделей мы напрямую решаем проблему чрезмерной зоны термического влияния в процессах сварки различных сплавов , поэтому мы работаем даже с такими высококачественными материалами, как нержавеющая сталь, титановые сплавы и дуплексная сталь.
Секретные данные, полученные в ходе полевых испытаний нашей команды, показывают, что после оптимизации процесса прочность детали на растяжение может стабильно поддерживаться на уровне более 98% от стандартного значения для основного материала , что полностью решает проблему ослабления традиционных сварных материалов.
Обширный практический опыт испытаний и соответствующая технологическая система гарантируют высокое качество ваших услуг по сварке металлических изделий на заказ, предотвращая дефекты при массовом производстве. Для наглядного понимания практического применения сварки с низким уровнем зон термического воздействия вы можете в любое время ознакомиться с нашими успешными примерами сварки прецизионных компонентов, чтобы быстро адаптировать их под требования вашего проекта.

Почему стандартные услуги по сварке металла не позволяют контролировать опасное разрастание зоны термического воздействия?
Традиционная сварка металлов на заказ использует методы TIG или MIG с высоким током и низкой скоростью, что приводит к очень высокому подводу тепла (более 1,2 кДж/мм). Такой чрезмерный нагрев со временем может привести к укрупнению зоны термического воздействия (ЗТВ), межкристаллитной коррозии и ослаблению материала более чем на 25%. В данной статье мы обсуждаем проблемы традиционной сварки с точки зрения металловедения и разъясняем основную причину ее непригодности для прецизионных компонентов.
Механизм высокотемпературного разрушения зерна
Стабильность зерна является необходимым условием для качества сварных соединений. При оказании качественных услуг по сварке металла важно внимательно следить за изменениями зерна, происходящими при повышенных температурах, а измельчение зерна в сварном шве — отличный способ добиться лучшего металлографического состояния.
Если основной металл длительное время находится при температурах от 800℃ до 1200℃, его структура разрушается из-за быстрого увеличения размера зерна. Углеродистая сталь, нержавеющая сталь 316L и титановый сплав TC4 сильно реагируют на этот температурный диапазон . Отсутствие точного контроля температуры при традиционной сварке только усугубляет потерю качества зерна.
Невидимые дефекты, вызванные остаточным напряжением
Как показывает наш практический опыт сварки трубопроводов высокого давления , неправильный процесс может повысить остаточные напряжения в сварных швах до уровня 350 МПа . Для предотвращения структурных повреждений в отрасли необходимо строго контролировать остаточные напряжения при сварке металла. Высокие уровни остаточных напряжений могут привести к образованию микротрещин в сварных деталях при циклической нагрузке, что вызывает усталостное разрушение после длительной эксплуатации , и такие детали могут даже не соответствовать строгим стандартам закупок оборудования для работы с жидкостями высокого давления.
| Базовый материал | Ширина зоны термического воздействия традиционной сварки | Пиковое остаточное напряжение (МПа) | Скорость снижения прочности на растяжение | Количество циклов усталости, приводящих к отказу. |
| Нержавеющая сталь 316L | 1,2 мм | 320 | 22% | 18000 |
| Титановый сплав TC4 | 1,5 мм | 350 | 28% | 12000 |
| Дуплексная сталь 2205 | 1,1 мм | 310 | 20% | 21000 |
| Обычная углеродистая сталь | 0,9 мм | 280 | 15% | 25000 |
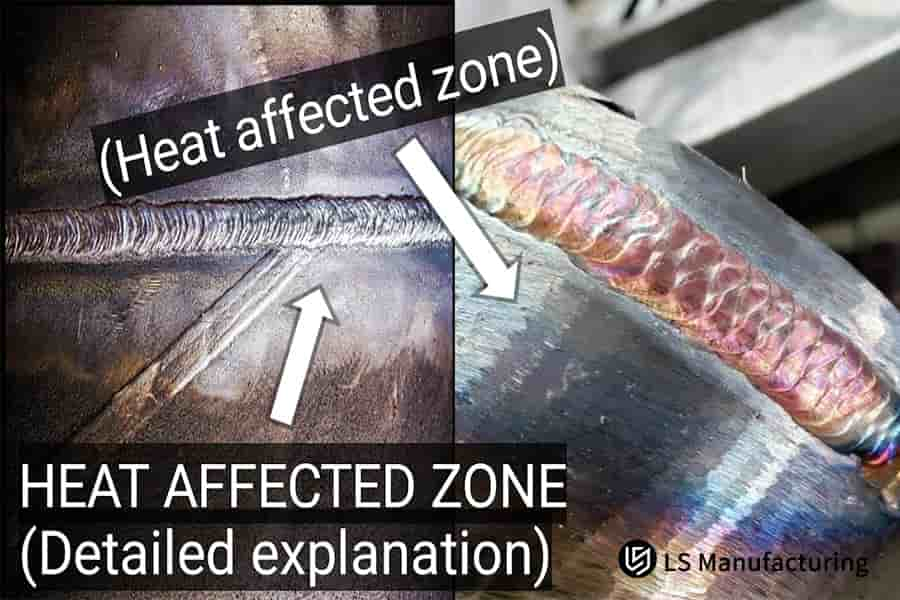
Рисунок 1: Поперечный разрез сварного шва, показывающий цветную зону термического воздействия (ЗТВ) и микроструктурные изменения.
Как усовершенствованная технология сварки металла позволяет минимизировать линейный подвод тепла в процессе изготовления?
Превосходная конструкция сварочного оборудования позволяет точно контролировать параметры сварки, такие как напряжение, ток и скорость сварки, обеспечивая подвод тепла за один проход не более 0,35 кДж/мм , что практически исключает расширение зоны термического влияния из-за подвода тепла. Точная настройка параметров может быть эффективной мерой предотвращения чрезмерного подвода тепла, что также означает ее применимость для различных сценариев высокоточной сварки металлов и оказания услуг по высокоточной сварке.
Применение формулы расчета подводимой тепловой энергии
Контроль теплоотдачи является основой этого метода. Хорошо продуманная конструкция сварочного аппарата для металла в значительной степени ориентирована на стабилизацию подводимой тепловой энергии за счет контроля подводимой энергии на основе научных формул, что обеспечивает термическую стабильность сварки металла .
Широко используемая в отрасли формула — «Тепловой ввод = η × (U × I) / v», которая точно характеризует тепловую энергию, передаваемую при сварке. Компания LS Manufacturing включила это выражение в свой инструмент оценки DFM, где коэффициент теплового КПД лазерной сварки (η) Значение установлено на уровне 0,8. Регулируя ток, напряжение и скорость сварки , можно стабильно поддерживать тепловую мощность в пределах безопасных значений.
План разработки параметров канавки и импульса
Настройка архитектуры процесса может значительно снизить тепловое воздействие. Надежные услуги по прецизионной сварке предполагают оптимизацию параметров канавки и импульса, а также точное согласование параметров сварки металла. Некоторые параметры оптимизации перечислены ниже:
- Улучшение качества канавки: Преобразование обычной V-образной канавки под углом 60° в узкую канавку под углом 35° приводит к уменьшению объема осажденного металла на 40%, что, соответственно, снижает общий теплообмен источника.
- Импульсный режим: При использовании базового тока 20 А, пикового тока 80 А, коэффициента заполнения 35% и частоты импульсов 5 Гц тепловыделение происходит скачкообразно.
Вкратце, такая конструкция обеспечивает достаточное время для рассеивания тепла от основного металла, предотвращая его накопление. Нужны точные расчеты параметров подводимой к сварке заготовки? Отправьте свои чертежи , чтобы получить бесплатное профессиональное решение по оценке процесса DFM (проектирование для производства).
Какие методы терморегулирования в высокоточной сварке позволяют избежать сенсибилизации сплавов и фазовых превращений?
Наиболее совершенная высокоточная сварка зависит от тщательной регулировки термического цикла сварки. Это, в сочетании с использованием водоохлаждаемых приспособлений и высокочистого аргона (99,999%) в качестве защиты , сокращает время пребывания в диапазоне температур сенсибилизации всего до 3 секунд, предотвращая тем самым деградацию, вызванную фазовыми превращениями в сплаве. Правильное управление тепловыми процессами — залог успеха операций высокоточной сварки .
Применение интегрированной системы водяного охлаждения
Целенаправленное рассеивание тепла действует как быстрый механизм для отвода избыточного тепла. Водяное охлаждение является отличительной чертой высококачественной прецизионной сварки, обеспечивая надежный контроль температуры при сварке металла . Разработанная нами многоканальная система водяного охлаждения из меди с микровибрацией, расположенная на расстоянии 5 мм от обеих сторон сварного шва, отводит более 60% тепла от кромок при расходе воды 2,5 л/мин, тем самым быстро снижая температуру вблизи сварного шва.
Точный контроль температуры между проходами в режиме реального времени.
При сварке дуплексной нержавеющей стали 2205 температура между проходами может непрерывно контролироваться с помощью ИК-тепловизора, строго ограниченного 100℃. Технология сварки с уменьшением зоны термического влияния на профессиональном уровне предусматривает комплексную систему контроля температуры для обеспечения точного фазового равновесия сварочного металла . Полный контроль температуры осуществляется с использованием различных средств для предотвращения фазовых изменений сплава, что обеспечивает удовлетворительные результаты сварки.
Основные контрольные точки:
- Использование технологии принудительного охлаждения позволяет контролировать время пребывания расплава в зоне сенсибилизации 450-850℃ с точностью до 3 секунд, чтобы избежать осаждения карбида хрома.
- Поддержание металлографического баланса: необходимо постоянно контролировать золотое сечение дуплексного феррита и аустенита на уровне 45% и 55% соответственно, что обеспечивает стабильность металлографических характеристик на уровне материала.
- Повышение показателей коррозионной стойкости: измеренное эквивалентное число стойкости к питтинговой коррозии (PREN) сварного шва составляет 35, что означает, что по всем параметрам коррозионная стойкость превосходит стойкость исходного материала.
Почему выбор автоматизированных решений для лазерной сварки позволяет снизить затраты на сварку в зонах термического воздействия в долгосрочной перспективе?
Автоматизированная волоконно-лазерная сварка позволяет более точно фокусировать лазерный луч, тем самым увеличивая скорость сварки, уменьшая ширину зоны термического воздействия на 80%, значительно повышая выход годной продукции и снижая общие затраты более чем на 35% . Этот метод эффективно решает проблему снижения себестоимости сварки зоны термического воздействия .
Сравнение стоимости лазерной и традиционной сварки
Эффективность массового производства напрямую определяет его себестоимость и является ключевым фактором, ограничивающим затраты на сварку в зоне термического влияния. Тщательное стандартизированное автоматизированное планирование пакетной сварки металлов может значительно сократить потери при массовом производстве . Ручная TIG-сварка тонкостенных деталей неправильной формы позволяет сэкономить 45 долларов за штуку на выпрямлении и полировке, в то время как лазерная сварка приводит к практически нулевой термической деформации и прямому исключению затрат на последующую обработку.
Основные преимущества повышения эффективности процессов
Лазерная сварка обладает высоким соотношением глубины к ширине — 8:1, четкой фокусировкой пятна и минимальной зоной термического воздействия , поэтому она является ведущей технологией сварки с уменьшением зоны термического воздействия. Высокоточная сварка металлов с подавлением дефектов позволяет полностью избежать дефектов в массовом производстве. Это изменение не только улучшает внешний вид заготовки и точность, но и повышает выход годной продукции в массовом производстве до более чем 99%, что обеспечивает существенную долгосрочную экономическую выгоду .
| Тип процесса | Диаметр пятна | Скорость сварки | Коэффициент снижения зоны термического воздействия | Стоимость постобработки отдельного изделия |
| Автоматизированная лазерная сварка | ≤0,15 мм | ≥25 мм/с | 80% | 0 долларов |
| Традиционная TIG-сварка | ≥0,8 мм | ≤8 мм/с | 0% | 45 долларов |
Хотите точно рассчитать себестоимость сварки отдельных деталей? Укажите параметры изделия, чтобы получить бесплатное решение для расчета себестоимости серийного производства .
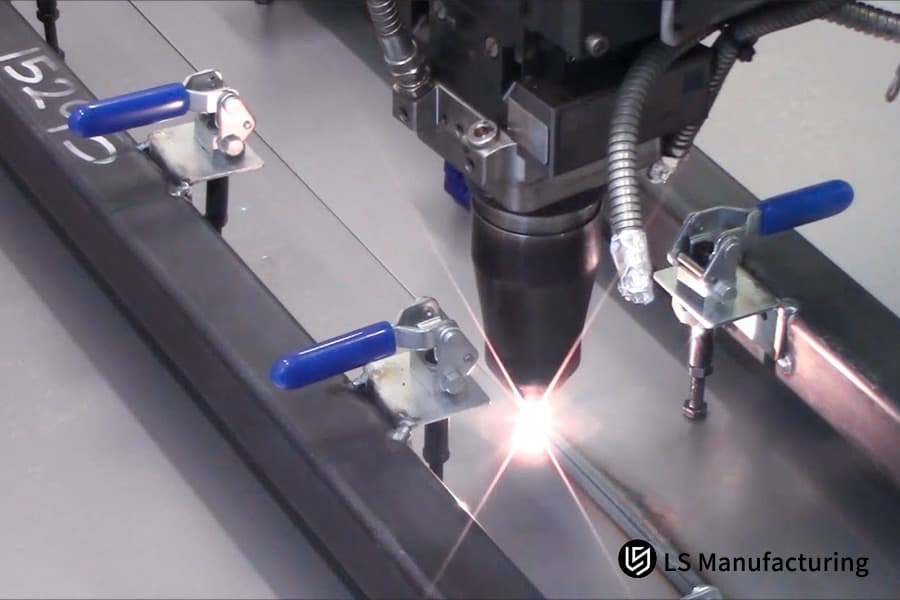
Рисунок 2: Автоматизированный аппарат лазерной сварки обрабатывает металлический лист, при этом синие зажимы обеспечивают точную фиксацию.
Какие контрольные списки следует проверить перед составлением сметы на сварочные работы по металлу на заказ?
Прежде чем запрашивать у поставщика расчет стоимости сварки металла , следует проверить основные технические требования и возможности поставщика по проведению испытаний. Проведение предварительной технической проверки помогает избежать неверных обещаний относительно процесса и убедиться в соответствии предложения производственным стандартам.
Основные показатели технического аудита
Стандарт качества, устанавливаемый на основе показателей аудита, является основой для контроля низких затрат на сварку в зоне термического влияния. Тщательные и систематические аудиты сварки металлов позволяют выявлять поставщиков, обеспечивающих высокое качество. При проведении аудита поставщиков заказчики должны обращать внимание на проверку основных показателей, таких как твердость в зоне термического влияния 50 HV основного материала, остаточные сварочные напряжения, металлографическая целостность , и обязательно включать их в техническое соглашение.
Методы выявления ложных обязательств по процессу
Основные моменты, позволяющие систематически выявлять некачественных поставщиков и эффективно отбирать поставщиков услуг по сварке с целью снижения зон термического воздействия, чтобы избежать рисков, связанных с некачественной сваркой металлов:
- В коммерческих предложениях, не включающих оценку целесообразности с точки зрения проектирования с учетом технологичности производства (DFM) , скорее всего, отсутствуют возможности предварительной оптимизации процесса.
- Если не упоминается неразрушающий контроль с помощью РЛС/УЗИ, это означает, что обнаружить микроскопические скрытые трещины невозможно.
- Отсутствие оборудования для определения размера зерна в зоне термического влияния означает, что контролировать микроскопические металлургические свойства невозможно.

Рисунок 3: Металлический цилиндрический элемент с аккуратным, равномерным кольцевым сварным швом.
Как специализированная сварка с уменьшением зоны термического влияния предотвращает деформацию в тонких корпусах?
Профессиональная сварка с контролем зоны термического воздействия использует симметричный процесс сварки с пропуском отверстий для балансировки напряжений и контроля погрешности плоскостности в пределах 0,08 мм при обработке тонкостенных изделий толщиной 1,0 мм. Этот метод позволяет эффективно решать проблемы термической деформации тонкостенных заготовок.
Основной механизм деформации тонкостенных деталей
Фактически, неравномерная термическая усадка является основной причиной деформации. Профессиональная сварка с контролем зоны термического влияния косвенно решает эту проблему, используя профессиональные методы формования тонких пластин при сварке металла . После нагрева тонкостенные металлические конструкции испытывают как продольные, так и поперечные силы усадки , которые неравномерны. При непрерывном подводе тепла во время сварки разница напряжений увеличивается, что приводит к деформации заготовки и смещению отверстий настолько, что критерии плоскостности не соблюдаются.
Метод сварки с балансировкой напряжений
Распределение теплового поля во время сварки на длине 1200 мм можно предсказать заранее с помощью конечно-элементного анализа (FEA), длину можно разделить на 10 отдельных зон сварки , а траектории импульсной сварки могут быть смещены от центра к обоим концам. Кроме того, для компенсации напряжений, возникающих из-за термической усадки, используется инструмент предварительного расширения с заполнением аргоном, что не только стабилизирует размеры свариваемых деталей, но и обеспечивает высокоточный контроль размеров при сварке металла , удерживая погрешности размеров строго в пределах стандартов.
Основные параметры всего процесса представлены в таблице ниже:
| Контрольный элемент | Стандарт параметров процесса | Традиционные параметры процесса | Эффект оптимизации | Применимая толщина стенки |
| Сегментация сварки | 10 сегментов/1200 мм | Непрерывная сварка всего сегмента. | Равномерное распределение напряжений | ≤1,0 мм |
| Траектория сварки | Сварка с пропуском швов в шахматном порядке от центра к обоим концам. | Однонаправленная непрерывная сварка | Деформация снижена на 90%. | ≤1,0 мм |
| Ошибка плоскостности | ≤0,08 мм | ≥0,3 мм | Значительно улучшена точность размеров. | ≤1,0 мм |
| Давление предварительного заполнения аргоном | 0,15 МПа | 0,05 МПа | Смещение деформации из-за термической усадки | ≤1,0 мм |
Хотите решить проблему деформации при сварке тонкостенных прецизионных деталей? Проконсультируйтесь с инженером-технологом, чтобы получить индивидуальное решение по сварке.

Рисунок 4: Рука в перчатке выполняет лазерную сварку тонкостенного металлического корпуса, при этом в углу разлетаются искры.
Почему правильный выбор присадочной проволоки имеет решающее значение для обеспечения микроструктурной целостности свариваемых деталей, изготовленных по индивидуальному заказу?
Благодаря использованию запатентованной модифицированной сварочной проволоки с точным подбором размера, можно уменьшить размер металлического зерна, компенсировать дефицит легирующих элементов, эффективно контролировать зону термического влияния сварки и гарантировать качество заготовки. Выбор сварочной проволоки является ключом к микроструктурной целостности сварного шва , что является основной причиной, влияющей на обеспечение качества сварных деталей, изготовленных на заказ .
Дефекты сварки обычных сварочных проволок
Потеря элемента хрома приводит к ухудшению качества материала и может напрямую привести к потере функциональных свойств сварных деталей, изготовленных на заказ. Кроме того, это полностью разрушает стабилизированную микроструктуру сплава, используемого при сварке . Например, при сварке нержавеющей стали 304 обычная сварочная проволока может вызвать образование обедненных хромом областей в зоне термического воздействия, где содержание хрома ниже критических 12%, что делает эти области крайне подверженными коррозионному растрескиванию под напряжением, и срок службы заготовки может значительно сократиться.
Специализированное решение для оптимизации сварочной проволоки
Использование в этом растворе сварочной проволоки ER308LSi со сверхнизким содержанием углерода и повышенным содержанием кремния делает расплавленную ванну более текучей, приводит к образованию более мелких металлографических зерен, полностью устраняет дефекты сварки и обеспечивает стабильность заготовки в течение длительного времени. Это сочетание применяется в хорошо известной службе сварки металлов на заказ для успешного устранения трещин при сварке металлов .
Основные причины, по которым это можно рассмотреть, следующие:
- Предотвращает образование зон с пониженным содержанием хрома: специальная сварочная проволока компенсирует потерю легирующих элементов в процессе сварки, что гарантирует, что содержание хрома не упадет ниже критического значения в 12% , и, таким образом, предотвращает деградацию материала.
- Улучшение металлографической структуры: измельчение зерен настолько велико, что размер зерен в зоне термического влияния поддерживается на уровне 8 или более , что приводит к очень компактной и однородной металлографической структуре.
- Исключает риск коррозионного растрескивания: способен полностью предотвратить коррозионное растрескивание под напряжением, что является желательной особенностью для высокотехнологичного промышленного оборудования, работающего с жидкостями и трубопроводами высокого давления.
Как компании LS Manufacturing удалось устранить серьезные трещины в зоне термического воздействия в титановых деталях, изготовленных на заказ?
Эта деталь представляет собой реальный пример промышленной сварки от компании LS Manufacturing. Мы использовали импульсные лазеры и разработанные нами защитные приспособления для уменьшения разрушения сварных швов клапанов из титанового сплава. Ширина зоны термического воздействия (ЗТВ) клапанов из титанового сплава составляла 0,12 мм, что позволило полностью исключить проблему разрушения сварных швов прецизионных заготовок.
Основные проблемы клиента
В ноябре 2025 года у одного из мировых производителей оборудования для работы с жидкостями высокого давления возникла проблема: после сварки традиционным методом TIG-сварки тонкостенный микроклапан из титанового сплава TC4 толщиной 0,8 мм зона термического воздействия (ЗТВ) оказалась очень большой — 1,5 мм . Использование метода обратной сварки для прецизионных компонентов стало совершенно невозможным.
В ходе испытания на усталость при импульсной нагрузке 15 МПа образец показал межзеренное хрупкое разрушение всего после 12 000 циклов, поэтому его предел текучести составил менее 45% . Эти факторы привели к серьезным потерям при выполнении крупных заказов, поэтому действительно потребовался усовершенствованный технологический процесс.
LS Manufacturing Solution
Они сосредоточились на высокоточной сварке тонких металлических стенок и на решении важнейших проблем сварки прецизионных деталей из титановых сплавов .
- Опыт сварки микроклапанов из титановых сплавов показывает, что титановые сплавы очень легко адсорбируют кислород и водород при высоких температурах, что является основной причиной охрупчивания зоны термического влияния.
- Команда окончательно отказалась от идеи однопроходной дуговой сварки и выбрала импульсную волоконно-оптическую сварочную систему мощностью 3000 Вт, которая позволила регулировать точность фокусировки лазерного пятна до 0,02 мм.
- Благодаря двухслойной гибкой защитной конструкции из аргона, в которой используется аргон чистотой 99,999% со скоростью отвода 25 л/мин , и меди для принудительного отвода тепла, температура между проходами составляет 85°C, что с металлургической точки зрения предотвращает образование трещин.
Результаты и ценность проекта
100% рентгенографический контроль и металлографический анализ подтвердили, что ширина зоны термического влияния заготовки уменьшилась до 0,12 мм, а размер зерна соответствует 9,5-му уровню ультрамелкозернистости . Благодаря использованию конструкции, обеспечивающей сопротивление усталости при сварке металлов , заготовка выдержала 100 000 испытаний на усталость при сверхвысоком давлении без каких-либо повреждений.
Показатель выхода годной продукции с первого раза вырос до 99,8%, что полностью исключило все этапы постобработки и снизило долгосрочные затраты на сборку одной детали на 42% . Таким образом, они помогли клиентам идеально решить проблемы с поставками и достичь высокой производительности и низкозатратного производственного цикла.
Этот отработанный процесс сварки титановых сплавов с низким уровнем термического воздействия может быть быстро использован повторно. Для аналогичных задач по обработке высокоточных компонентов из титановых сплавов вы можете напрямую предоставить чертежи для получения индивидуального технологического решения.

Часто задаваемые вопросы
В1: Что именно представляет собой зона термического воздействия (ЗТВ) при стандартной сварке металлических конструкций по индивидуальному заказу?
Зона термического воздействия (ЗТВ) — это часть основного металла, которая фактически не расплавилась во время сварки, но все же претерпела изменения из-за воздействия высоких температур. Эти изменения приводят к ослаблению микроструктуры в этой области, снижению механической прочности и уменьшению коррозионной стойкости, поэтому ЗТВ всегда играет важную роль в качестве сварных соединений.
В2: Каким именно образом компания LS Manufacturing контролирует зону термического воздействия в процессе автоматизированного лазерного производства?
Инженеры по лазерной обработке регулируют рабочий цикл лазера, пятно сужается до <=0,15 мм, и используется специально разработанное криогенное устройство для охлаждения меди жидким азотом, позволяющее очень эффективно отводить более 65% избыточного тепла сварки, благодаря чему ширина зоны термического воздействия контролируется с высокой точностью.
В3: Каким образом больший размер зоны термического влияния влияет на общую механическую прочность на растяжение сварных деталей, изготовленных по индивидуальному заказу?
Основная причина этого — укрупнение зерен металла при высоких температурах из-за длительного воздействия высоких температур в широкой зоне термического влияния. Кроме того , на границах зерен может образовываться хрупкий материал , который будет служить точками концентрации напряжений и вызывать их разрушение под воздействием напряжения, что может привести к значительному снижению прочности конструкции.
В4: Является ли термическая обработка после сварки (ТОС) совершенно ненужной, если оптимизирована первоначальная сварка для контроля зоны термического влияния?
Конечно. При низкоэнергетической многопроходной микроступенчатой сварке остаточное напряжение в заготовке может быть снижено до менее чем 15% от предела текучести основного материала . С учетом этого большинство тонкостенных заготовок из нержавеющей стали можно считать не нуждающимися в дорогостоящей термической обработке после сварки.
В5: Какие металлические материалы подвержены сильной деградации в зоне термического воздействия при высокоточной сварке?
Высокопрочный алюминиевый сплав 7075, мартенситная нержавеющая сталь, дисперсионно-упрочняемая сталь и титановый сплав TC4 являются очень чувствительными металлами в зоне сварки, они склонны к размягчению или водородному растрескиванию. Поддержание очень низкого уровня подводимой тепловой энергии при сварке является частью эффективной сварки.
В6: Какие методы неразрушающего контроля вы используете для проверки микроструктуры зоны термического влияния без разрушения материала?
В качестве основы мы используем стандарты AWS D1.1/D1.6 и ISO 15614. В качестве технического оборудования мы используем ультразвуковой контроль, цифровую рентгенографию и измерение твердости по Виккерсу. Такое сочетание методов позволяет нам обнаруживать микротрещины и дефекты в зоне термического влияния , невидимые невооруженным глазом.
В7: Как форма сварного шва влияет на стоимость сварки зоны термического влияния?
Грамотная конструкция фаски позволяет ограничить количество сварочного металла и тепла примерно на 50%, что помогает уменьшить не только размер зоны термического влияния, но и возникающие деформации. Кроме того, это позволяет сократить общее время изготовления на 30% и исключить необходимость дополнительной выравнивания.
В8: Какие необходимые документы, подтверждающие качество, компания LS Manufacturing прилагает к моему индивидуальному предложению по сварке металла?
В состав коммерческого предложения входят отчет DFM, спецификация сварочной процедуры WPS, квалификационный сертификат процесса PQR, протокол металлографических испытаний и сертификат прослеживаемости материалов от производителя оригинального оборудования (OEM), все они призваны подтвердить соответствие производственных процессов и контроля качества. Загрузите свои чертежи, чтобы получить коммерческое предложение , и сотрудничайте с командой экспертов для поиска индивидуальных сварочных решений.
Краткое содержание
Зона термического воздействия (ЗТВ) сварного шва имеет решающее значение для определения эксплуатационных характеристик, срока службы и безопасности металлических компонентов с точными размерами. Контроль низких линейных уровней энергии (0,4 кДж/мм), оптимизация циклов импульсного лазерного плавления и использование методов принудительного охлаждения в совокупности, с металлургической точки зрения, могут помочь минимизировать основные дефекты, такие как укрупнение зерен и растрескивание под напряжением. Благодаря этому достигается баланс между структурной стабильностью заготовок и ограничением себестоимости производства.
В то же время, если вам требуются услуги высокоточной сварки, вы можете начать с оценки потенциальных поставщиков , основываясь на следующих трех основных факторах:
- Способны ли они имитировать стабильность термических циклов в процессе массового производства с помощью конечно-элементного анализа (КЭА) на этапе создания прототипа?
- Есть ли у них инструменты неразрушающего контроля (НК) со 100% охватом ?
- Указан ли в технологической документации четкий верхний предел для линейного управления энергией?
Компания LS Manufacturing сертифицирована по стандарту ISO 9001:2015 и располагает полностью автоматизированным цехом лазерной сварки, способным выполнять прецизионную сварку оборудования для работы с жидкостями высокого давления. Ответственно и ориентированно на качество, компания уделяет особое внимание допускам на заготовки и металлографическому качеству. Вы можете в любое время посетить нашу официальную страницу запросов на нашем независимом веб-сайте. Здесь вы можете напрямую загрузить свои 3D-чертежи DFM в формате STEP , и наши ведущие специалисты-металлурги подготовят для вас бесплатный индивидуальный отчет об оценке качества сварки металла и точное коммерческое предложение в течение 24 часов.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com 
